
Self-Sensing Composites: In-Situ Detection of Fibre Fracture


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Matrix
2.1.2. Fibres
2.2. Sample Preparation
2.2.1. Fibre Bundles
2.2.2. Production of SDOF Composites
2.2.3. End-Tabbing
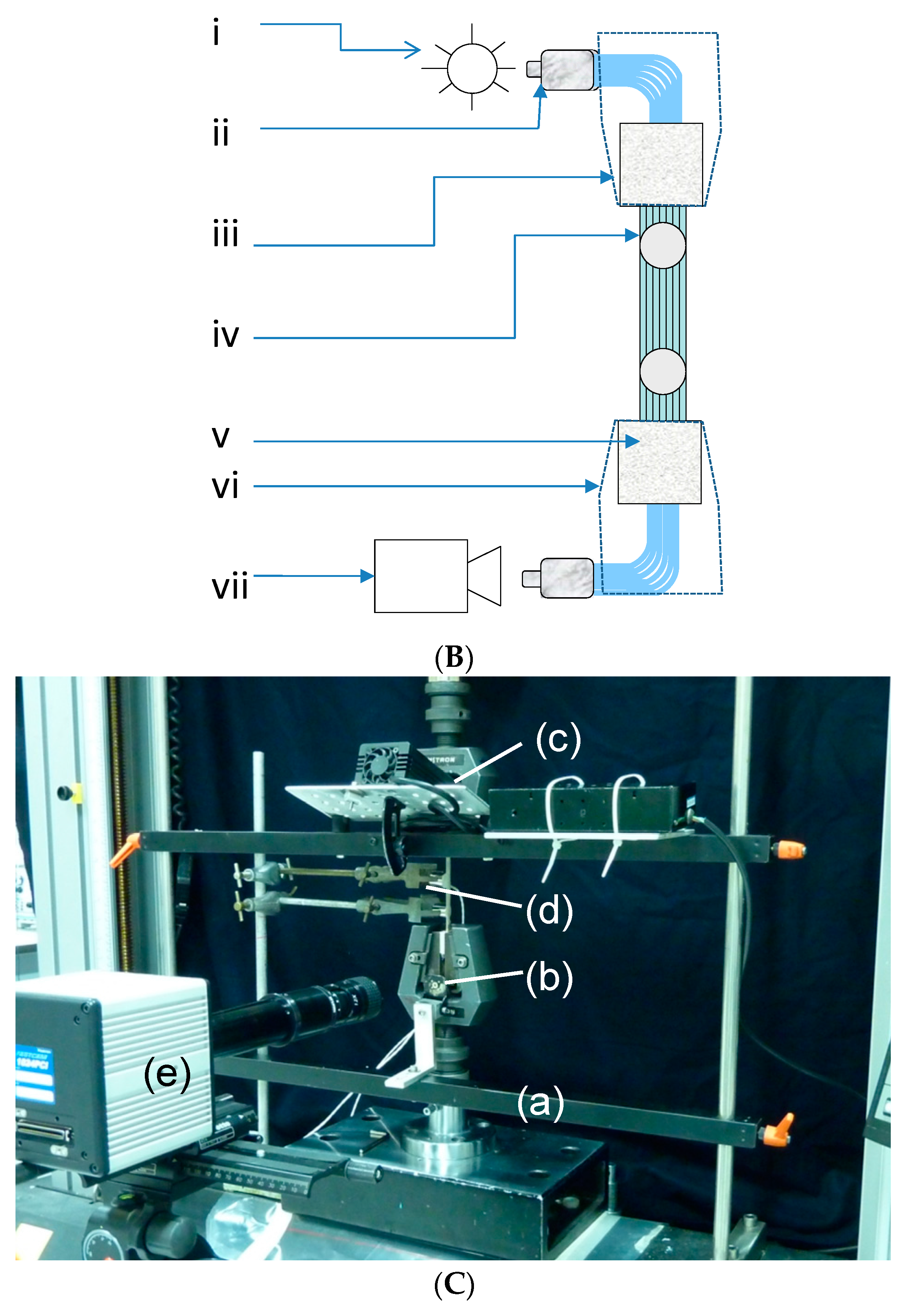
2.3. Tensile Testing
2.4. Monitoring the Transmitted Light Intensity
2.5. Acoustic Emission Transducers
2.6. High-Speed Charge-Coupled Device Camera
2.7. Image Analysis
3. Results
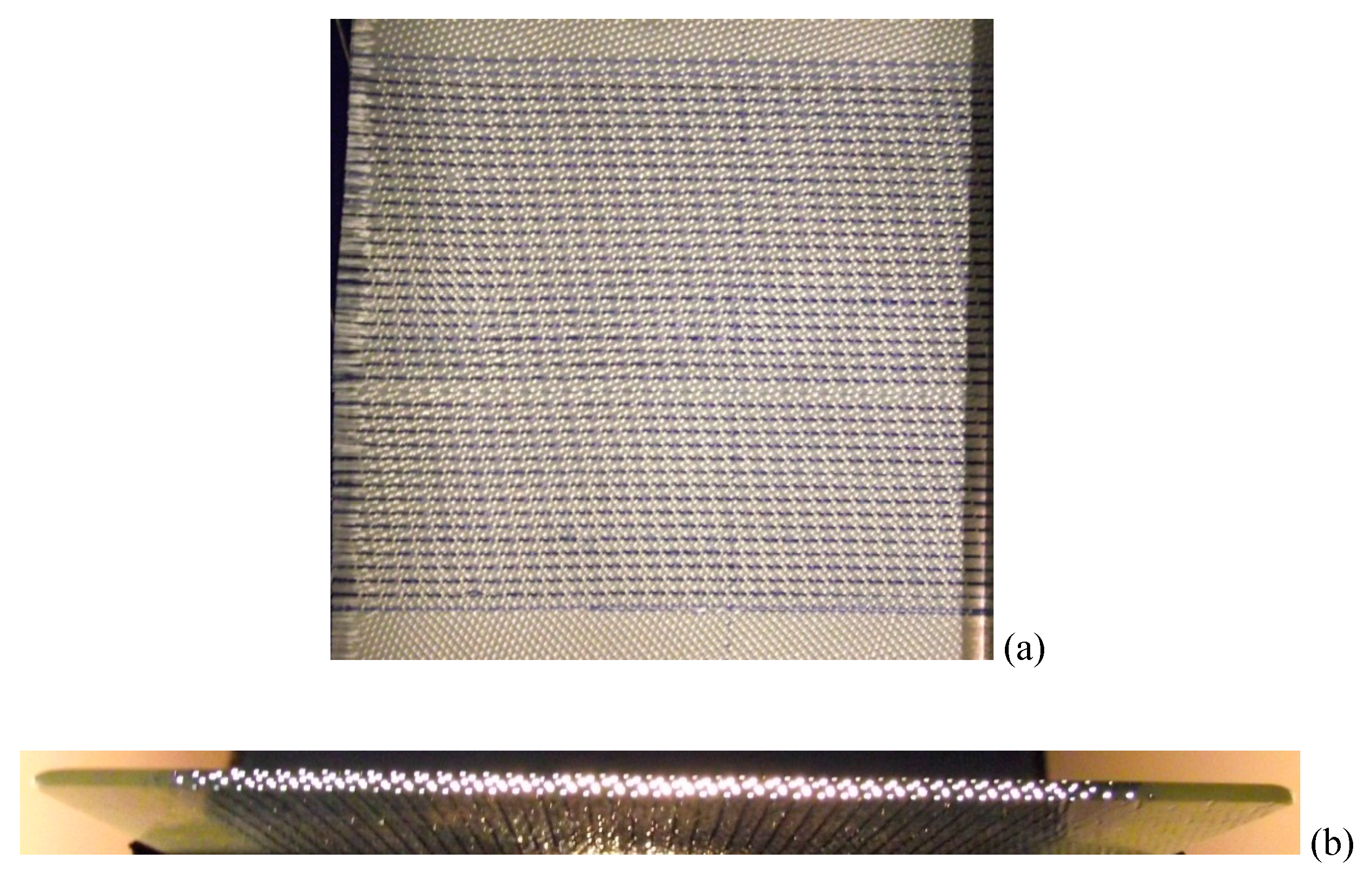
3.1. Quality of the Test Specimens
3.2. High-Speed Photography and Image Analysis
3.3. Transmitted Light Intensity
- (i)
- The initial decrease in the transmitted light intensity for the three samples was 21%, 16% and 9%. This initial marginal decrease in the transmitted light intensity during tensile loading may be attributed to the failure of the weaker fibres in the bundle. Fibre-to-fibre contact may have also been responsible for the observed initial attenuation. Poisson’s contraction of the SDOF during tensile loading could also influence the light transmission characteristics via the stress optic coefficient. Some degree of lateral compression within the end-tab may have also occurred as the sample was gripped within the jaws of the mechanical test machine.
- (ii)
- It is apparent in Figure 6a that the load versus extension plot does not exhibit a catastrophic failure mode for the SDOF bundle after the peak-load was attained. This may be attributed to one or more of the following. (a) Variable tension in the filaments: although due care and attention was taken whilst end-tabbing the bundles, it was not possible to guarantee that each of the filaments was under uniform tension; (b) Fibre alignment: Although the SDOF bundle did not contain any twists, it is conceivable that not all the filaments in the bundle were aligned parallel to the loading direction; (c) Strength distribution: Since the filaments in the bundle have a distribution of strength, the weaker filaments will fail first when loaded in tension; (d) Variable diameter: On inspecting Figure 1, it is seen that the diameters of the SDOFs were in the range 12 ± 1 micrometres.
- (iii)
- An apparent correlation is seen between the time (x-axis) when there is deviation in the original slope and the peak load attained by the sample. In other words, in cases where the time for the deviation of the transmitted light intensity occurs earlier during tensile loading, the corresponding peak load attained by the sample is lower. In the current case, the deviation from the initial slope for the transmitted light intensity for samples 1, 2 and 3 is seen to take place at 58, 62 and 78 s respectively, and the corresponding peak loads attained were 510, 517 and 584 N respectively. However, this observation may also be due to the precise number of filaments present in the SDOF bundle. Correlation between the mechanical test data and the visualisation of the filament fracture processes are shown in Figure 6a,b.
3.4. Tensile Testing of SDOF Composites
3.5. Image Analysis of SDOF Composites
3.6. General Discussion
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
Abbreviations
| CCD | Charge-coupled device |
| SDOF | Small-diameter optical fibres |
| SMA | Sub-Miniature Adaptor |
| TTL | Transistor-transistor logic |
| UTS | Ultimate tensile strength |
References
- Scott, I.G.; Scala, C.M. A review of non-destructive testing of composite materials. NDT Int. 1982, 15, 75–86. [Google Scholar] [CrossRef]
- Highsmith, A.L.; Keshav, S. Quantitative Assessment of fiber fracture in damaged laminates using X-Ray radiography. J. Comp. Technol. Res. 1997, 19, 10–19. [Google Scholar]
- Reifsnider, K.L.; Jamison, R. Fracture of fatigue-loaded composite laminates. Int. J. Fatigue 1982, 4, 187–197. [Google Scholar] [CrossRef]
- Schilling, P.J.; Karedla, B.P.R.; Tatiparthi, A.K.; Verges, M.A.; Herrington, P.D. X-ray computed microtomography of internal damage in fiber reinforced polymer matrix composites. Comp. Sci. Technol. 2005, 65, 2071–2078. [Google Scholar] [CrossRef]
- Stalnaker, D.O.; Stinchcomb, W.W. Load history-edge damage studies in two quasi-isotropic graphite epoxy laminates. ASTM Int. 1979, 674, 620–622. [Google Scholar]
- Cawley, P.; Adams, R.D. Sensitivity of the coin-tap method of nondestructive testing. Mater. Eval. 1989, 47, 558–563. [Google Scholar]
- Rose, J.L.; Carson, J.M.; Leidel, D.J. Ultrasonic procedures for inspecting composite tubes. ASTM Spec. Tech. Publ. 1972, 521, 311–315. [Google Scholar]
- Kelly, S.P.; Hayward, G. Real-time through transmission inspection of aircraft composites using air-coupled ultrasonic arrays. IEEE Ultrason. Symp. Proc. 1995, 1, 711–714. [Google Scholar]
- Hung, Y.Y.; Hovanesian, J.D. Double Amplitude Evaluation in Ultrasonic Testing. In Review of Progress in Quantitative Nondestructive Evaluation; Springer: New York, NY, USA, 1985; pp. 197–201. [Google Scholar]
- Hung, Y.Y.; Chen, Y.S.; Ng, S.P.; Liu, L.; Huang, Y.H.; Luk, B.L.; Ip, R.W.L.; Chung, P.S. Review and comparison of shearography and active thermography for nondestructive evaluation. Mater. Sci. Eng. R Reports 2009, 64, 73–112. [Google Scholar] [CrossRef]
- Balageas, D.; Bourasseau, S.; Dupont, M.; Bocherens, E.; Dewynter-Marty, V.; Ferdinand, P. Comparison between non-destructive evaluation techniques and integrated fiber optic health monitoring systems for composite sandwich structures. J. Intell. Mater. Sys. Struct. 2000, 11, 426–437. [Google Scholar] [CrossRef]
- Pipes, R.B.; Daniel, I.M. Moire analysis of the interlaminar shear edge effect in laminated composites. J. Comp. Mater. 1971, 5, 255–259. [Google Scholar] [CrossRef]
- Walker, C.A. Moiré interferometry for strain analysis. Opt. Lasers Eng. 1988, 8, 213–262. [Google Scholar] [CrossRef]
- Lagattu, F.; Brillaud, J.; Lafarie-Frenot, M-C. High strain gradient measurements by using digital image correlation technique. Mater. Character. 2004, 53, 17–28. [Google Scholar] [CrossRef]
- Koerber, H.; Xavier, J.; Camanho, P.P. High strain rate characterisation of unidirectional carbon-epoxy IM7–8552 in transverse compression and in-plane shear using digital image correlation. Mech. Mater. 2010, 42, 1004–1019. [Google Scholar] [CrossRef]
- Henneke, E.G., II; Reifsnider, K.L.; Stinchcomb, W.W. Thermography—An NDI method for damage detection. J. Met. 1979, 31, 11–15. [Google Scholar] [CrossRef]
- Fernando, G.F.; Al-Khodairi, F.A.A. Fatigue of hybrid fibre composites. In Fatigue in Composites; Harris, B., Ed.; Woodhead Publishing: Cambridge, UK, 2003; pp. 189–241. [Google Scholar]
- Avdelidis, N.P.; Hawtin, B.C.; Almond, D.P. Transient thermography in the assessment of defects of aircraft composites. NDT&E Int. 2003, 36, 433–439. [Google Scholar]
- Schroeder, J.A.; Ahmed, T.; Chaudhry, B.; Shepard, S. Non-destructive testing of structural composites and adhesively bonded composite joints: pulsed thermography. Compos. Part A 2002, 33, 1511–1517. [Google Scholar] [CrossRef]
- Pickering, S.; Almond, D. Matched excitation energy comparison of the pulse and lock-in thermography NDE techniques. NDT&E Int. 2008, 41, 501–509. [Google Scholar]
- Ceysson, O.; Salvia, M.; Vincent, L. Damage mechanisms characterisation of carbon fibre/epoxy composite laminates by both electrical resistance measurements and acoustic emission analysis. Scr. Mater. 1996, 34, 1273–1280. [Google Scholar] [CrossRef]
- Vary, A. A review of issues and strategies in non-destructive evaluation of fiber reinforced structural composites. In Proceedings of the 11th National SAMPE Technical Conference, New Horizons—Materals and Processes for the Eighties, Boston, MA, USA, 13–15 November 1979.
- Talreja, R.; Govada, A.; Henneke, E.G., II. Review of progress in quantitative nondestructive evaluation. In Proceedings of the Tenth Annual Review of Progress in Quantitative Nondestructive Evaluation, Santa Cruz, CA, USA, 7–12 August 1983.
- Cook, L.; Boulic, A.; Harris, D.; Bellamy, P.; Irving, P.E. Reliability of Damage Detection in Advanced Composite Aircraft Structures; Civil Aviation Authority; The Stationery Office (TSO): Norwich, UK, 2013. [Google Scholar]
- Wang, X.; Chung, D.D.L. Continuous carbon fibre epoxy-matrix composite as a sensor of its own strain. Smart Mater. Struct. 1996, 5, 796–800. [Google Scholar] [CrossRef]
- Hayes, S.A.; Simon, A.; Brooks, D.; Liu, T.; Vickers, S.; Fernando, G.F. In-situ self-sensing fiber reinforced composites. Proc. SPIE—Int. Soc. Opt. Eng. 1996, 2718, 376. [Google Scholar]
- Fernando, G.F.; Liu, T.; Crosby, P.; Doyle, C.; Martin, A.; Brooks, D.; Ralph, B.; Badcock, R. A multi-purpose optical fibre sensor design for fibre reinforced composite materials. Meas. Sci. Technol. 1997, 8, 1065–1079. [Google Scholar] [CrossRef]
- Degamber, B.; Fernando, G.F. Process Monitoring of Fiber-Reinforced Polymer Composites. MRS Bull. 2002, 27, 370–380. [Google Scholar] [CrossRef]
- Wang, L.; Machavaram, V.R.; Mahendran, R.; Harris, D.; Pandita, S.D.; Tomlin, A.; Redmore, E.; Malik, S.A.; Fernando, G.F. A comparison of cure monitoring techniques. Proc. SPIE 2009, 7292, 729213. [Google Scholar]
- Singh, M.; Tuck, C.J.; Fernando, G.F. Multiplexed optical fibre Fabry-Perot sensors for strain metrology. Smart Mater. Struct. 1999, 8, 549–553. [Google Scholar] [CrossRef]
- Horiguchi, T.; Shimizu, K.; Kurashima, T.; Toshio, T.; Mitsuhiro, K. Development of a distributed sensing technique using Brillouin scattering. J. Lightwave Technol. 1995, 13, 1296–1302. [Google Scholar] [CrossRef]
- Fernando, G.F.; Crosby, P.A.; Liu, T. Optical Fibre Sensor Technology; Kluwer Academic Publishers: Boston, MA, USA, 1999. [Google Scholar]
- Liu, T.; Brooks, D.; Martin, A.; Badcock, R.; Fernando, G.F. Design, fabrication, and evaluation of an optical fiber sensor for tensile and compressive strain measurements via the use of white light interferometry. Proc. SPIE 1996, 2718, 408. [Google Scholar]
- Liu, T.; Fernando, G.F.; Rao, Y.J. Simultaneous strain and temperature measurement using a combined fibre Bragg grating/extrinsic Fabry-Perot sensor. Proc. SPIE 1997, 3042, 203. [Google Scholar]
- Doyle, C.; Fernando, G.F. Two-axis optical fiber acclerometer. J. Mater. Sci. Lett. 2000, 19, 959–961. [Google Scholar] [CrossRef]
- Fields, J.N.; Asawa, C.K.; Ramer, O.G.; Barnoski, M.K. Fiber optic pressure sensor. J. Acous. Soc. Am. 1980, 67, 816–818. [Google Scholar] [CrossRef]
- Xu, M.G.; Reekie, L.; Chow, Y.T.; Dakin, J.P. Optical in-fibre grating high pressure sensor. Electron. Lett. 1993, 29, 398–399. [Google Scholar] [CrossRef]
- Chen, R.S.; Bradshaw, T.; Burns, J.; Cole, P.; Jarman, P.; Pedder, D.; Theobald, R.; Fernando, G.F. Linear location of acoustic emission using a pair of novel fibre optic sensors. Meas. Sci. Technol. 2006, 17, 2313–2318. [Google Scholar] [CrossRef]
- Afromowitz, M.A. Fiber optic polymer cure sensor. J. Lightwave Technol. 1988, 6, 1591–1594. [Google Scholar] [CrossRef]
- Fernando, G.F.; Degamber, B. Process monitoring of fibre reinforced composites using optical fibre sensors. Int. Mater. Rev. 2006, 51, 65–106. [Google Scholar] [CrossRef]
- Mahendran, R.S.; Wang, L.; Machavaram, V.R.; Pandita, S.D.; Chen, R.; Kukureka, S.N.; Fernando, G.F. Fiber-optic sensor design for chemical process and environmental monitoring. Opt. Lasers Eng. 2009, 47, 1069–1076. [Google Scholar] [CrossRef]
- Badcock, R.A.; Fernando, G.F. Fatigue damage detection in carbon-fiber-reinforced composites using an intensity-based optical fiber sensor. Proc. SPIE 1995, 2444, 422. [Google Scholar]
- Martin, A.R.; Fernando, G.F.; Hale, K.F. Impact damage detection in filament wound tubes using embedded optical fibre sensors. Smart Mater. Struct. 1997, 6, 470–476. [Google Scholar] [CrossRef]
- Krantz, D.G.; Belk, J.H. Remotely queried wireless embedded microsensors in composites. Proc. SPIE 1997, 3044, 219. [Google Scholar]
- Qiu, L.; Goossen, K.W.; Heider, D.; O’Brien, D.J.; Wetzel, E.D. Free-space input and output coupling to an embedded fiber optic strain sensor: dual-ended interrogation via transmission. Opt. Eng. 2011, 50, 4403. [Google Scholar] [CrossRef]
- Kister, G.; Ralph, B.; Fernando, G.F. Damage detection in glass fibre-reinforced plastic composites using self-sensing E-glass fibres. Smart Mater. Struct. 2004, 13, 1166–1175. [Google Scholar] [CrossRef]
- Green, A.K.; Shafir, E. Termination and connection methods for optical fibres embedded in aerospace composite components. Smart Mater. Struct. 1999, 8, 269–273. [Google Scholar] [CrossRef]
- Etches, J.A.; Fernando, G.F. Evaluation of embedded optical fiber sensors in composites: EFPI sensor response to fatigue loading. Polym. Comp. 2010, 31, 284–291. [Google Scholar] [CrossRef]
- Wang, L.; Pandita, S.; Machavaram, V.R.; Malik, S.; Harris, D.; Fernando, G.F. Characterisation of the cross-linking process in an E-glass fibre/epoxy composite using evanescent wave spectroscopy. Comp. Sci. Technol. 2009, 69, 2069–2076. [Google Scholar] [CrossRef]
- Andersons, J.; Joffe, R.; Hojo, M.; Ochiai, S. Glass fibre strength distribution determined by common experimental methods. Comp. Sci. Technol. 2002, 62, 131–145. [Google Scholar] [CrossRef]
- Calard, V.; Lamon, J. Failure of fiber bundles. Comp. Sci. Technol. 2004, 64, 701–710. [Google Scholar] [CrossRef]
- Wang, L.; Kister, G.; Ralph, B.; Talbot, J.D.R.; Fernando, G.F. Conventional E-glass fibre light guides: Self-sensing composite based on sol-gel cladding. Smart Mater. Struct. 2004, 13, 73–81. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Average | Standard Deviation * |
|---|---|---|
| Elastic Modulus (GPa) | 13.1 | 1.56 |
| Ultimate tensile Strength (MPa) | 186.50 | 27.18 |
| Strain at failure (%) | 1.4 | 0.08 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Malik, S.A.; Wang, L.; Curtis, P.T.; Fernando, G.F. Self-Sensing Composites: In-Situ Detection of Fibre Fracture. Sensors 2016, 16, 615. https://doi.org/10.3390/s16050615
Malik SA, Wang L, Curtis PT, Fernando GF. Self-Sensing Composites: In-Situ Detection of Fibre Fracture. Sensors. 2016; 16(5):615. https://doi.org/10.3390/s16050615
Chicago/Turabian StyleMalik, Shoaib A., Liwei Wang, Paul T. Curtis, and Gerard F. Fernando. 2016. "Self-Sensing Composites: In-Situ Detection of Fibre Fracture" Sensors 16, no. 5: 615. https://doi.org/10.3390/s16050615
APA StyleMalik, S. A., Wang, L., Curtis, P. T., & Fernando, G. F. (2016). Self-Sensing Composites: In-Situ Detection of Fibre Fracture. Sensors, 16(5), 615. https://doi.org/10.3390/s16050615