Postmortem Analysis Using Different Sensors and Technologies on Aramid Composites Samples after Ballistic Impact

 ,
, 
 ,
, 

Abstract
:1. Introduction
2. Materials and Methods
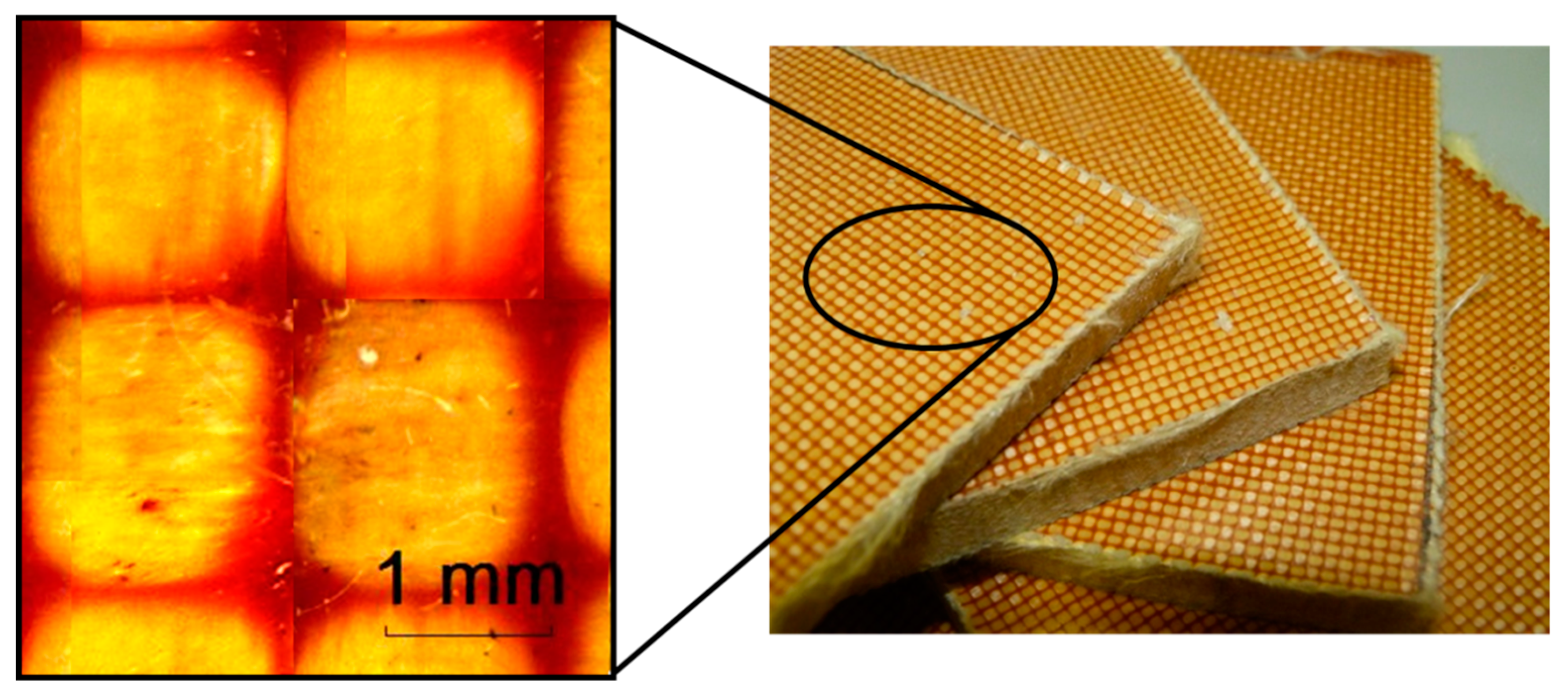
2.1. Material and Structure: Aramid Composite Plates
2.2. Ballistic Impact Device: Laser and Piezoelectric Sensors
2.3. Postmortem Analysis: CT-Scan (Computerised Tomography Tomography and 3D-Scanner)
2.3.1. CT-Scan
2.3.2. 3D-Scanner
3. Results and Discussions
3.1. Resistance Force History by Piezoelectric Sensors
3.2. Failure Mechanism by CT Images
3.3. Permanent Back Face Deformation by the 3D Scanner
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Crouch, I.G. Body armour—New materials, new systems. Def. Technol. 2019, 15, 241–253. [Google Scholar] [CrossRef]
- Crouch, I.G. The Science of Armour Materials; Limited, W.P., Ed.; Matthew Deans: Cambridge, MA, USA, 2017; ISBN 9780081005743. [Google Scholar]
- González-Albuixech, V.F.; Rodríguez-Millán, M.; Ito, T.; Loya, J.A.; Miguélez, M.H. Numerical analysis for design of bioinspired ceramic modular armors for ballistic protections. Int. J. Damage Mech. 2019, 28, 815–837. [Google Scholar] [CrossRef] [Green Version]
- Nayak, N.; Banerjee, A.; Datta, D. Ultrasonic assessment of bullet inflicted damage in aramid laminated composites. Def. Sci. J. 2012, 62, 153–158. [Google Scholar] [CrossRef] [Green Version]
- Artero-Guerrero, J.A.; Pernas-Sánchez, J.; López-Puente, J.; Varas, D. Experimental study of the impactor mass effect on the low velocity impact of carbon/epoxy woven laminates. Compos. Struct. 2015, 133, 774–781. [Google Scholar] [CrossRef] [Green Version]
- Pernas-Sánchez, J.; Artero-Guerrero, J.A.; Varas, D.; López-Puente, J. Experimental analysis of normal and oblique high velocity impacts on carbon/epoxy tape laminates. Compos. Part A Appl. Sci. Manuf. 2014, 60, 24–31. [Google Scholar] [CrossRef] [Green Version]
- Artero-Guerrero, J.A.; Pernas-Sánchez, J.; Martín-Montal, J.; Varas, D.; López-Puente, J. The influence of laminate stacking sequence on ballistic limit using a combined Experimental/FEM/Artificial Neural Networks (ANN) methodology. Compos. Struct. 2018, 183, 299–308. [Google Scholar] [CrossRef]
- Pernas-Sánchez, J.; Artero-Guerrero, J.A.; Zahr Viñuela, J.; Varas, D.; López-Puente, J. Numerical analysis of high velocity impacts on unidirectional laminates. Compos. Struct. 2014, 107, 629–634. [Google Scholar] [CrossRef] [Green Version]
- Segreto, T.; Teti, R.; Lopresto, V. Non-destructive testing of low-velocity impacted composite material laminates through ultrasonic inspection methods. In Characterisations of Some Composite Materials; IntechOpen: London, UK, 2018. [Google Scholar]
- Wu, L.; Wang, W.; Jiang, Q.; Xiang, C.; Lou, C.W. Mechanical Characterization and Impact Damage Assessment of Hybrid Three-Dimensional Five-Directional Composites. Polymers 2019, 11, 1395. [Google Scholar] [CrossRef] [Green Version]
- Vasudevan, A.; Senthil Kumaran, S.; Naresh, K.; Velmurugan, R. Layer-wise damage prediction in carbon/Kevlar/S-glass/E-glass fibre reinforced epoxy hybrid composites under low-velocity impact loading using advanced 3D computed tomography. Int. J. Crashworthiness. 2020, 251, 9–23. [Google Scholar] [CrossRef]
- Fidan, S.; Sınmazçelik, T.; Avcu, E. Internal damage investigation of the impacted glass/glass+ aramid fiber reinforced composites by micro-scomputerised tomography. NDT E Int. 2012, 51, 1–7. [Google Scholar] [CrossRef]
- Samal, S.; Kolinova, M.; Rahier, H.; Dal Poggetto, G.; Blanco, I. Investigation of the internal structure of fiber reinforced geopolymer composite under mechanical impact: A micro computed tomography (µCT) study. Appl Sci. 2019, 9, 516. [Google Scholar] [CrossRef] [Green Version]
- Schilling, P.J.; Karedla, B.R.; Tatiparthi, A.K.; Verges, M.A.; Herrington, P.D. X-ray computed microtomography of internal damage in fiber reinforced polymer matrix composites. Compos. Sci. Technol. 2005, 65, 2071–2078. [Google Scholar] [CrossRef]
- Karahan, M.; Jabbar, A.; Karahan, N. Ballistic impact behavior of the aramid and ultra-high molecular weight polyethylene composites. J. Reinf. Plast. Compos. 2014, 34, 37–48. [Google Scholar] [CrossRef]
- Guoqi, Z.; Goldsmith, W.; Dharan, C.H. Penetration of laminated Kevlar by projectiles—I. Experimental investigation. Int. J. Solids Struct. 1992, 29, 399–420. [Google Scholar] [CrossRef]
- Van Hoof, J. Modelling of Impact Induced Delamination in Composite Materials; Carlenton University: Ottawa, ON, Canada, 1999. [Google Scholar]
- Moure, M.M.; Rubio, I.; Aranda-Ruiz, J.; Loya, J.A.; Rodríguez-Millán, M. Analysis of impact energy absorption by lightweight aramid structures. Compos. Struct. 2018, 203, 917–926. [Google Scholar] [CrossRef]
- Tham, C.Y.; Tan, V.B.C.; Lee, H.P. Ballistic impact of a KEVLAR® helmet: Experiment and simulations. Int. J. Impact Eng. 2008, 35, 304–318. [Google Scholar] [CrossRef]
- Glossop, N.D.W.; Tsaw, W.; Measures, R.M.; Tennyson, R.C. Image-enhanced backlighting: A new method of NDE for translucent composites. J. Nondestruct. Eval. 1989, 8, 181–193. [Google Scholar] [CrossRef]
- Sławski, S.; Szymiczek, M.; Kaczmarczyk, J.; Domin, J.; Duda, S. Experimental and Numerical Investigation of Striker Shape Influence on the Destruction Image in Multilayered Composite after Low Velocity Impact. Appl. Sci. 2020, 10, 288. [Google Scholar] [CrossRef] [Green Version]
- Tan, L.B.; Tse, K.M.; Lee, H.P.; Tan, V.B.C.; Lim, S.P. Performance of an advanced combat helmet with different interior cushioning systems in ballistic impact: Experiments and finite element simulations. Int. J. Impact Eng. 2012, 50, 99–112. [Google Scholar] [CrossRef]
- Palta, E.; Fang, H.; Weggel, D.C. Finite element analysis of the Advanced Combat Helmet under various ballistic impacts. Int. J. Impact Eng. 2018, 112, 125–143. [Google Scholar] [CrossRef]
- Rubio, I.; Rodríguez-Millán, M.; Marco, M.; Olmedo, A.; Loya, J.A. Ballistic performance of aramid composite combat helmet for protection against small projectiles. Compos. Struct. 2019, 226, 111–153. [Google Scholar] [CrossRef]
- Díaz-Álvarez, A.; Rodríguez-Millán, M.; Díaz-Álvarez, J.; Miguélez, M.H. Experimental analysis of drilling induced damage in aramid composites. Compos. Struct. 2018, 202, 1136–1144. [Google Scholar] [CrossRef]
- Rodriguez-Millan, M.; Tan, L.B.; Tse, K.M.; Lee, H.P.; Miguelez, M.H. Effect of full helmet systems on human head responses under blast loading. Mater. Des. 2017, 117, 58–71. [Google Scholar] [CrossRef] [Green Version]
- Rodríguez-Millán, M.; Ito, T.; Loya, J.A.; Olmedo, A.; Miguélez, M.H. Development of numerical model for ballistic resistance evaluation of combat helmet and experimental validation. Mater. Des. 2016, 110, 391–403. [Google Scholar] [CrossRef] [Green Version]
- Rodríguez Millán, M.; Moreno, C.E.; Marco, M.; Santiuste, C.; Miguélez, H. Numerical analysis of the ballistic behaviour of Kevlar® composite under impact of double-nosed stepped cylindrical projectiles. J. Reinf. Plast. Compos. 2015, 35, 124–137. [Google Scholar] [CrossRef] [Green Version]
- Prasad, V.V.; Talupula, S. A review on reinforcement of basalt and aramid (Kevlar 129) fibers. Mater. Today Proc. 2018, 5, 5993–5998. [Google Scholar] [CrossRef]
- Zhong, W.Z.; Mbarek, I.A.; Rusinek, A.; Bernier, R.; Jankowiak, T.; Sutter, G. Development of an experimental setup for dynamic force measurements during impact and perforation, coupling to numerical simulations. Int. J. Impact Eng. 2016, 91, 102–115. [Google Scholar] [CrossRef]
- Rodríguez-Martínez, J.A.; Rusinek, A.; Pesci, R.; Zaera, R. Experimental and numerical analysis of the martensitic transformation in AISI 304 steel sheets subjected to perforation by conical and hemispherical projectiles. Int. J. Solids Struct. 2013, 50, 339–351. [Google Scholar] [CrossRef] [Green Version]
- Rodríguez-Millán, M.; Vaz-Romero, A.; Rusinek, A.; Rodríguez-Martínez, J.A.; Arias, A. Experimental Study on the Perforation Process of 5754-H111 and 6082-T6 Aluminium Plates Subjected to Normal Impact by Conical, Hemispherical and Blunt Projectiles. Exp. Mech. 2014, 54, 729–742. [Google Scholar] [CrossRef] [Green Version]
- Rodriguez-Millan, M.; Garcia-Gonzalez, D.; Rusinek, A.; Abed, F.; Arias, A. Perforation mechanics of 2024 aluminium protective plates subjected to impact by different nose shapes of projectiles. Thin-Walled Struct. 2018, 123, 1–10. [Google Scholar] [CrossRef]
- Yılmaz, E.; Gökçen, M.G.; Demirural, A.; Baykara, T. Characterization of the damage mechanism of composites against low velocity ballistic impact using computed tomography (CT) techniques. Res. Dev. Mater. Sci. 2017, 1, 1–5. [Google Scholar]
- Min, S.; Chai, Y.; Chu, Y.; Chen, X. Effect of Panel Construction on the Ballistic Performance of Multiply 3D through-the-Thickness Angle-Interlock fabrIc Reinforced Composites. Polymers 2019, 11, 198. [Google Scholar] [CrossRef] [PubMed] [Green Version]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mechanical Properties | K129 Fibre [29] |
|---|---|
| Young modulus [GPa] | 97 |
| Tensile Strength [GPa] | 3.45 |
| Elongation at break [%] | 3.40 |
| Density [kg/m3] | 1450 |
| Parameter | Data |
|---|---|
| Current tension | 100 kV |
| Voxel resolution | 350 nm/voxel |
| Image pixel size | 50 µm |
| Nano-focus tube | 160 kW |
| No. of projections | 2234 |
| Frame rate | 4 images/second |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rubio, I.; Díaz-Álvarez, A.; Bernier, R.; Rusinek, A.; Loya, J.A.; Miguelez, M.H.; Rodríguez-Millán, M. Postmortem Analysis Using Different Sensors and Technologies on Aramid Composites Samples after Ballistic Impact. Sensors 2020, 20, 2853. https://doi.org/10.3390/s20102853
Rubio I, Díaz-Álvarez A, Bernier R, Rusinek A, Loya JA, Miguelez MH, Rodríguez-Millán M. Postmortem Analysis Using Different Sensors and Technologies on Aramid Composites Samples after Ballistic Impact. Sensors. 2020; 20(10):2853. https://doi.org/10.3390/s20102853
Chicago/Turabian StyleRubio, Ignacio, Antonio Díaz-Álvarez, Richard Bernier, Alexis Rusinek, Jose Antonio Loya, Maria Henar Miguelez, and Marcos Rodríguez-Millán. 2020. "Postmortem Analysis Using Different Sensors and Technologies on Aramid Composites Samples after Ballistic Impact" Sensors 20, no. 10: 2853. https://doi.org/10.3390/s20102853
APA StyleRubio, I., Díaz-Álvarez, A., Bernier, R., Rusinek, A., Loya, J. A., Miguelez, M. H., & Rodríguez-Millán, M. (2020). Postmortem Analysis Using Different Sensors and Technologies on Aramid Composites Samples after Ballistic Impact. Sensors, 20(10), 2853. https://doi.org/10.3390/s20102853