1. Introduction
An expansion joint is a connector that can expand under different forms of loading while remaining structurally sound [
1,
2,
3]. It is composed of bellows and other components and can compensate for thermal and mechanical deformations, absorb mechanical vibrations, reduce stress, and increase the average service lives of pipes and tubes. Expansion joints have been widely used in multiple fields, such as petrochemical, steel, aerospace, and nuclear power. The convolution pitch of a bellows expansion joint is an important parameter in quality inspection; it is a key consideration when making the decision of whether bellows expansion joints meet quality requirements. After thousands of tensile and compression fatigue tests, the method of detecting the convolution pitch deformation is usually done manually. It is typically found with a caliper that measures the distance from crest to crest. Then, the collected data is processed to determine the quality of the bellows expansion joint. This type of inspection is overly dependent on manual work, which leads to low efficiency and accuracy. Brazhkin and Mirotvorskii [
4] introduced a method for detecting a curved surface using the tangent point of a curve. They used the Coordinate Measuring Machine (CMM) to collect data and extract features from the surface. However, the long measuring cycle and the extremely expensive testing equipment needed for the CMM prevent the quality determination for large-diameter bellows. At the same time, the strict requirements of the detecting environment suggest that this method is not suitable for on-line measurement of bellows expansion joints.
In order to solve all of the mentioned problems, a system using a laser line scanner (LLS) and a non-destructive measurement method to estimate the quality of expansion joints has recently been built. The system has solved several problems in traditional quality detection methods. Moreover, quality inspection of bellows for special circumstances and requirements (such as bellows expansion joints with nuclear security levels) can significantly advance non-destructive testing techniques. When a laser is projected onto the surface of a bellows, the raw point cloud data is collected automatically via a laser scanner. After noise reduction and curve fitting, the convolution pitch data are found via a peak-searching algorithm.
The remainder of the paper is organized as follows. The mechanical structure of the laser scanning detection system (LSMS) and the detection procedure are presented in
Section 2. In
Section 3, the failure judgment algorithm of the test piece is introduced in detail.
Section 4 presents the detail of the convolution pitch search method, including point cloud noise reduction, coordinate transformation, curve fitting, and convolution pitch calculation, etc. The application and error analysis are proposed in
Section 5. Lastly, the conclusions of our work are given in
Section 6.
2. LSMS
2.1. Design Requirements
According to the standard requirements (obtained from Jiangsu Province Special Equipment Safety Supervision and Inspection Institute) for bellows expansion joints, the developed detecting device needs to use a laser scanner to automatically measure the convolution pitch of the bellows. The data is collected from at least four angles before and after the fatigue test to determine whether the expansion joint is qualified for service or not. Therefore, the bellows expansion joints need to be rotated 360 degrees around the central axis during data collection. The required accuracy of the convolution pitch detection is less than 0.1 mm.
Because the measurement range of the laser scanner is limited, the distance between the scanner and the expansion joint specimen is required to be adjustable. The scanner can move along the radial direction of the expansion joint, and can be adjusted to the proper distance according to the diameter of the bellows.
It is necessary to connect two bellows expansion joints in series for the purpose of fatigue testing. Different specifications of bellows have different lengths. Therefore, the scanner needs to be adjustable in the axial direction of the expansion joint.
2.2. Mechanical Structure
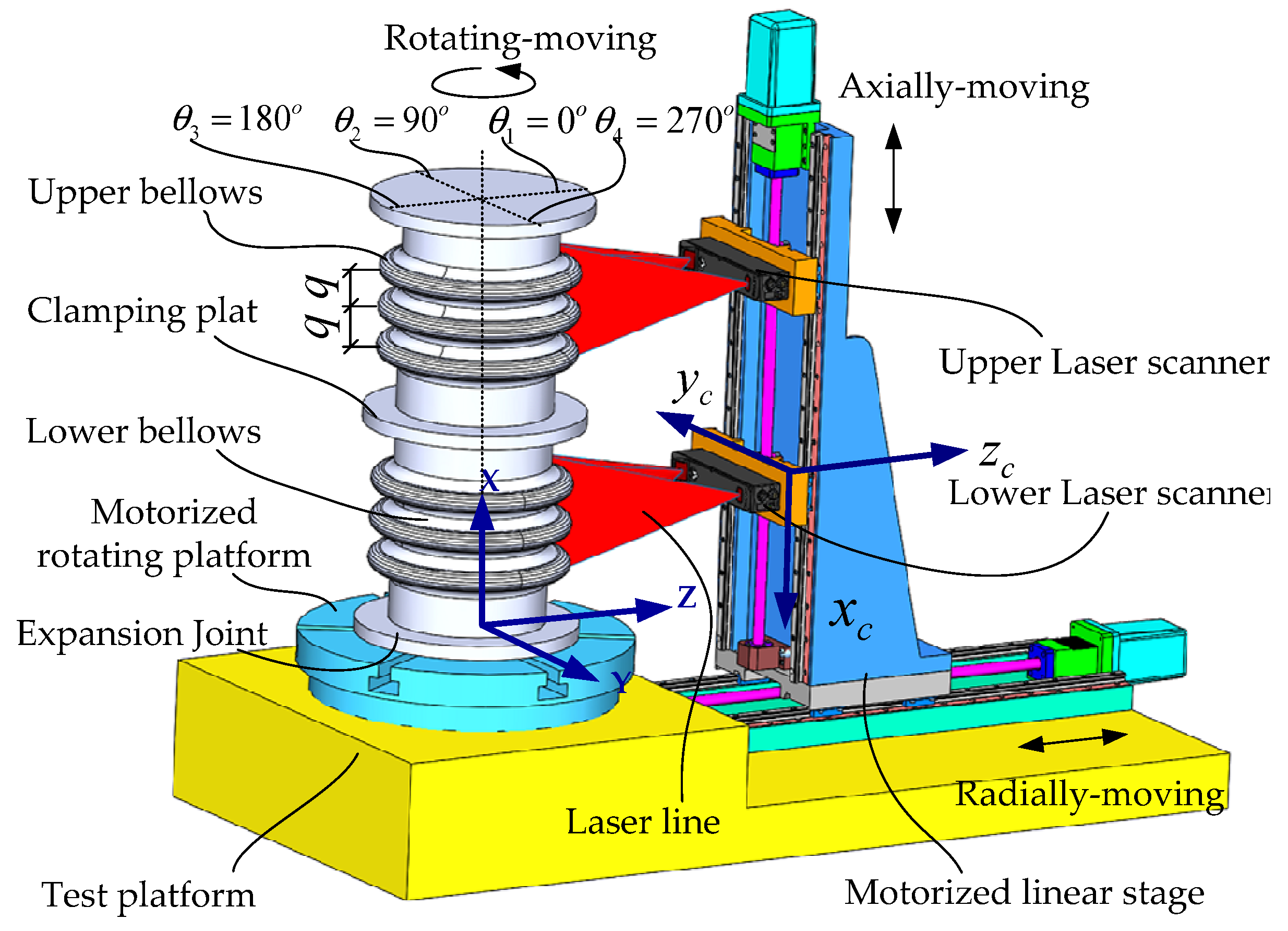
A 3-D model that lists the detecting device components is shown in
Figure 1. The specific mechanical structure of the detecting device includes a radial movement mechanism, an axial movement mechanism, and a rotating movement mechanism. The radial movement mechanism includes a set of ball screws, two sets of rolling linear guides, and a moving platform. The moving platform, which is driven by the ball screws, moved back and forth along the radial direction of expansion joints. The radial movement system mainly guarantees a fixed distance between the laser scanner and the expansion joint. The axial movement mechanism includes a two-way ball screw, two sets of rolling linear guides, two sliders, and two laser scanners (fixed to the slider). The axial movement device drives the laser scanner to move to the appropriate height along the axial direction of the expansion joint. The rotating mechanism includes a motor and a rotating platform which can rotate around its own central axis. The laser scanner can be easily damaged. To avoid damage, a proximity sensor is placed on the laser scanner and a set of limit devices is mounted on the guiding mechanism. In order to save space and for the convenience of the fatigue test, the device adopts a vertical layout.
In order to achieve online detection, convolution pitch detection and the fatigue test are performed on the same device. This paper does not cover fatigue testing, so the fatigue testing system is not introduced.
2.3. Detection Principle
Non-contact methods include optical, electromagnetic, and acoustic measuring devices [
5]. Optical measuring devices involve binocular vision, holographic interferometry, and laser triangulation. The laser triangulation method is widely applied for accurate measurement because of its high measurement accuracy, small size device, and fast measurement speed [
6,
7,
8]. So, the laser scanning detection was applied to our system to obtain the outer contour data of the expansion joints of bellows.
As shown in
Figure 1, a laser transmitter and laser receiver are mounted onto a laser scanner (model: Gocator 2350) produced by LMI. When a laser beam hits an object, the laser transmitter emits a laser pulse; then, part of the laser energy is returned. The laser energy is then received by the laser receiver. If the returning energy exceeds the preset triggering threshold, the laser scanner calculates its distance from the object. Based on this distance information, the location coordinates of the contours of the object can be calculated.
As shown in
Figure 2, the resolution in the Z-axis direction of the scanner is between 0.019 and 0.060 mm, while in the X-axis direction, it is between 0.150 and 0.300 mm. The total number of single points that the scanner can collect in a single scan is 1280. The field-of-view (FOV) in the X direction is 158 to 365 mm and the measurement range is 400 mm. The clearance distance is 300 mm.
2.4. Detection Procedure
First, the outer contour of the bellows expansion joint is automatically scanned before and after the fatigue test. The point cloud data are then transferred to a computer terminal via Ethernet cable. Second, noise reduction is performed on the collected data to eliminate the influence of various noises on the measurement accuracy. The third step is to perform curve fitting on the processed point cloud data to facilitate the search for the peak points. The data of the convolution pitch of the bellows expansion joint is subsequently obtained via a peak-searching algorithm. By comparing the values of the pitch before and after the test, the convolution pitch changes can be seen more intuitively. Then, the condition and performance of the bellows expansion joints can be inferred via the data. Furthermore, the surface of the outer contour is reconstructed by processing the data.
Figure 3 is the flowchart of the detection procedure.
3. Failure Judgment
As shown in
Figure 4, according to the performance standards of bellows expansion joints [
9], the main parameters of bellows expansion joints contain the convolution depth
, convolution pitch
, radius
of the curvature of the crests, and radius
of the curvature of the troughs [
10]. For common bellows, the purpose of the fatigue test is to detect the non-uniformity of the plastic deformation of all of the convolutions after 3000 to 5000 fatigue tests under a certain load. At a certain percentage, the bellows is considered to have failed. The percentage of inhomogeneity that typically requires maximum plastic deformation of the convolution pitch is less than or equal to 15% of the original average convolution pitch. Before the fatigue test, every time that the expansion joints rotate to a certain angle, it triggers the laser scanning of the bellows to obtain the originally measured data, as shown in
Table 1. It is assumed here that the bellows has
n + 1 convolutions and that data are collected from
m positions.
m is also the number of scanning instances. As shown in
Figure 1,
m = 4; we define the position of the first scanning angle as
, and then rotate the bellows expansion joint to the second position for the next scanning, where
, and so on. Depending on the value of
m, the angle of each turn of the bellows expansion joint is also different. Generally, the measurement is performed according to the principle of uniform distribution, that is, the angle of rotation of the bellows expansion joint is the same for each measurement. The total number of convolution pitches is
. The calculation of the related parameters is conducted via Equations (1)–(4) [
9].
First, the initial value of the average convolution pitch before the fatigue test is determined by
where
is the convolution pitch number,
is the position number,
is the total convolution number,
is the position number along the circumference, and
is the original value of the convolution pitch, which is equal to the wave distance between the
convolution and the
convolution at the
position before the fatigue test.
Then, the tension and compression fatigue experiment is performed on the bellows expansion joint. The convolution pitch is measured again by the laser scanner, as shown in
Table 2. The value of the deformation and the maximum deformation of a convolution pitch could be determined by Equations (2) and (3), respectively. The maximum circumferential deformation unevenness coefficient of the
convolution pitch could be determined by Equation (4).
where
is the value of plastic deformation of the convolution pitch between the
convolution and the
convolution at the
position after the fatigue test;
is the final value of the convolution pitch, which is equal to the wave distance between the
convolution and the
convolution at the
position after the fatigue test.
is the maximum value of
.
is the minimum value of
.
is the unevenness value of the
convolution pitch;
is called the maximum circumferential deformation unevenness coefficient (MCDUC) of the
convolution pitch.
Similarly, the value of the maximum axial deformation of a position could be determined by Equation (5). The maximum axial deformation unevenness coefficient of the
position can be obtained by Equation (6).
where
is the maximum value of
.
is the minimum value of
.
is the axial unevenness value of the
position;
is called the maximum axial deformation unevenness coefficient (MADUC) of
position.
So, the maximum deformation unevenness coefficient
τ of a bellows can be obtained by Equation (7). The bellows expansion joints, which fail when
τ exceeds 15%, are regarded as substandard products.
6. Conclusions
The primary aim of this paper was to propose a new method for convolution pitch detection of bellows expansion joints. According to the requirements of convolution pitch detection and the external shape characteristics of bellows, a non-contact measuring system based on laser scanning has been developed in the present work. The system was used in the laboratory for more than two years and has been continuously improved. After convolution pitch detection of 34 bellows expansion joints of different specifications, the system tends to be stable and runs well. Compared with traditional manual detection methods, which rely heavily on the operator, several problems have been solved; for example, the detection time is only one third of the manual detection time. At the same time, the proposed method has several other advantages, such as improving the accuracy, realizing online automatic detection, and reducing the labor intensity of detection. However, the convolution pitch cannot be detected dynamically during the fatigue test in the developed LSMS, and there is a certain blind zone in the laser scanning measurement. The binocular vision technology can be employed in the future to eliminate the measurement blind zone and to realize the dynamic detection of bellows expansion joints.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}