
Research on Internal Shape Anomaly Inspection Technology for Pipeline Girth Welds Based on Alternating Excitation Detection


Abstract
:1. Introduction
2. Theoretical Analysis of Girth Weld Forming Inspection
2.1. Magnetization Mechanism of Ferromagnetic Materials
2.2. Alternating Current Magnetization Inspection Technology
3. Finite Element Simulation Analysis of Girth Weld Forming Anomalies
3.1. Finite Element Simulation Model
3.2. Analysis of Abnormal Signals in the Forming Height
4. Development of Sensing and Electronic Systems
4.1. Probe Design
4.2. Design of Signal Generation Module
4.3. Design of Signal Transmission Module
5. Experimental Study on Detection of Girth Weld Forming Anomalies
5.1. Experimental Platform Setup
5.2. Analysis of Girth Weld Formation Abnormal Signals
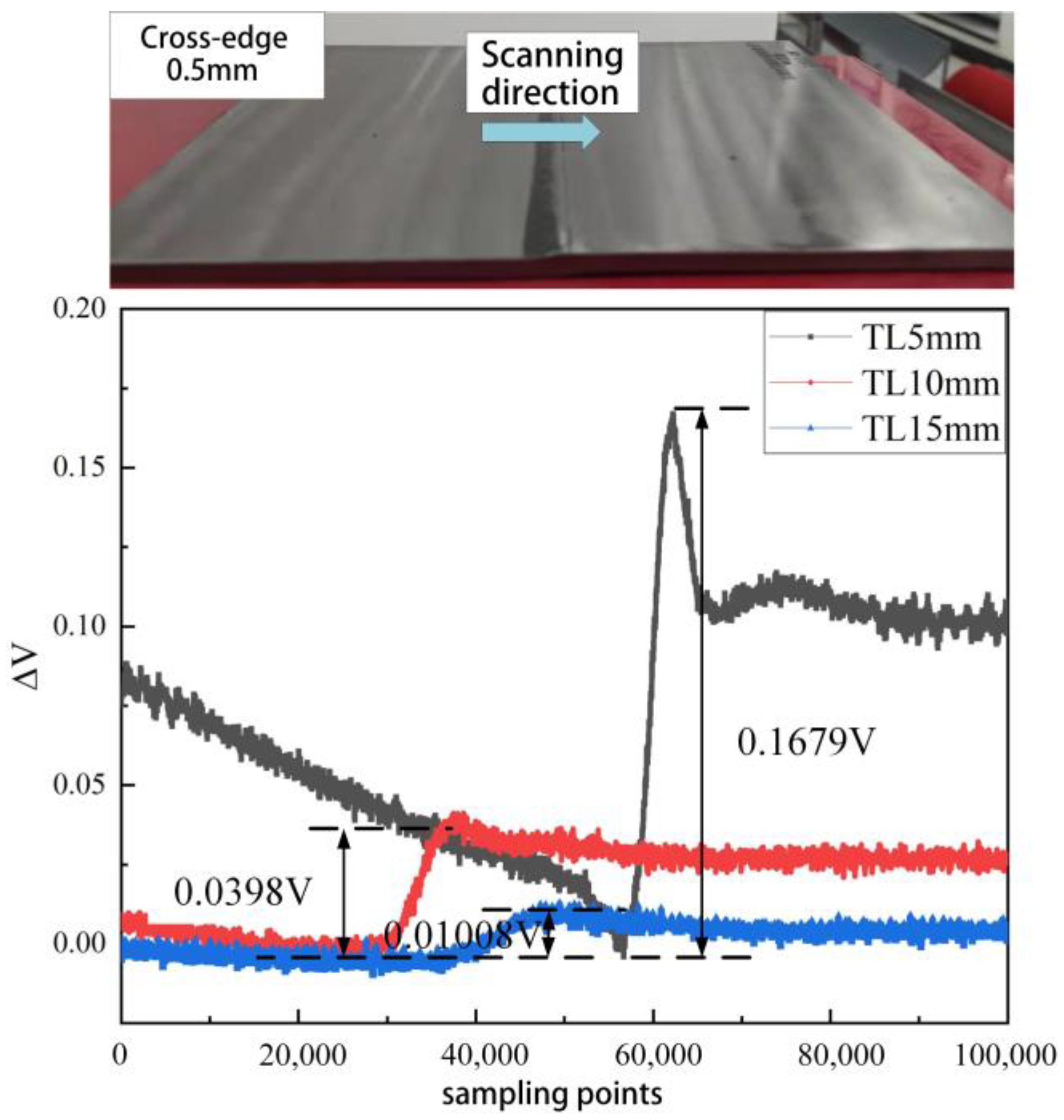
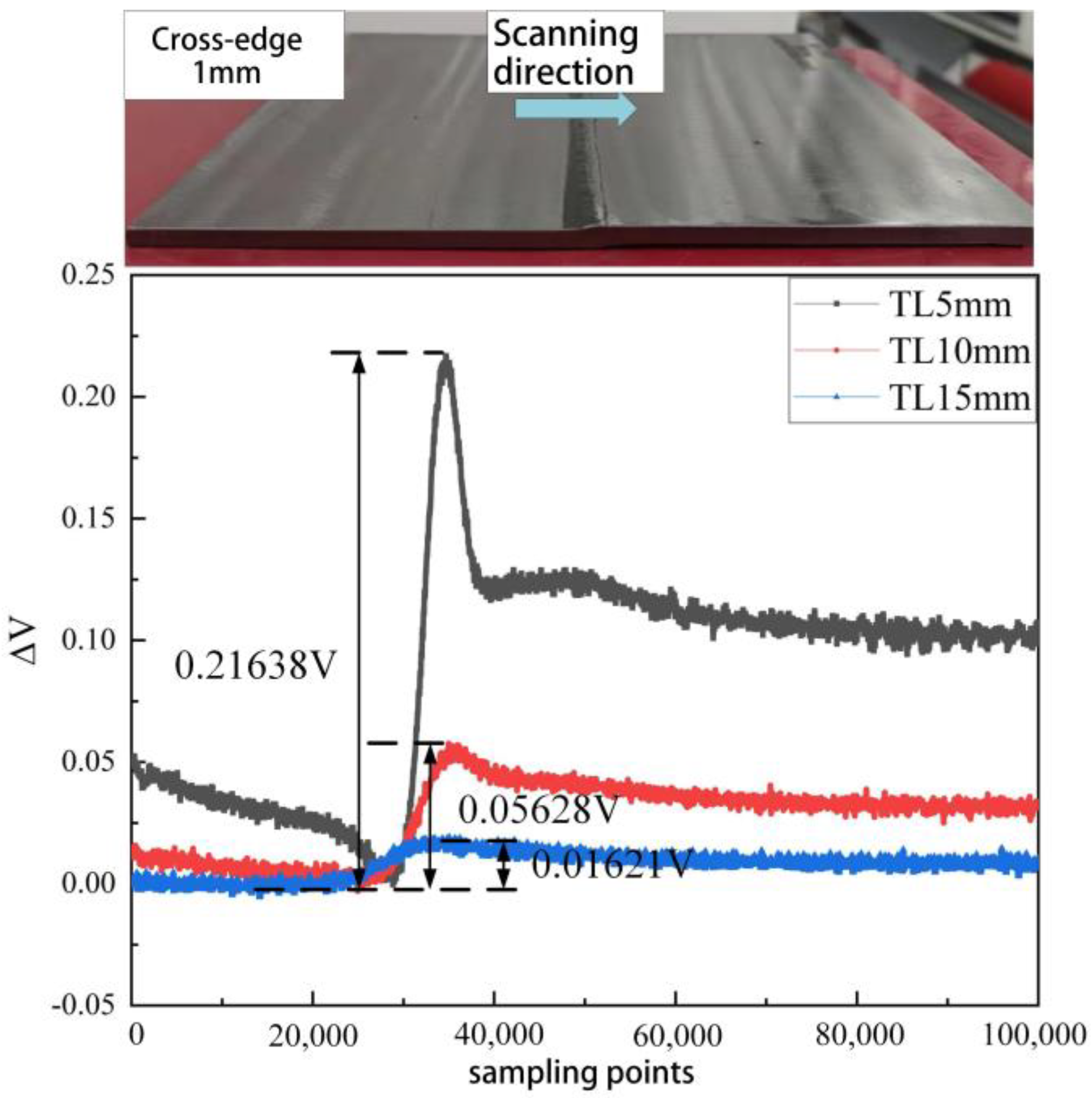
5.2.1. Misalignment Detection Experiment
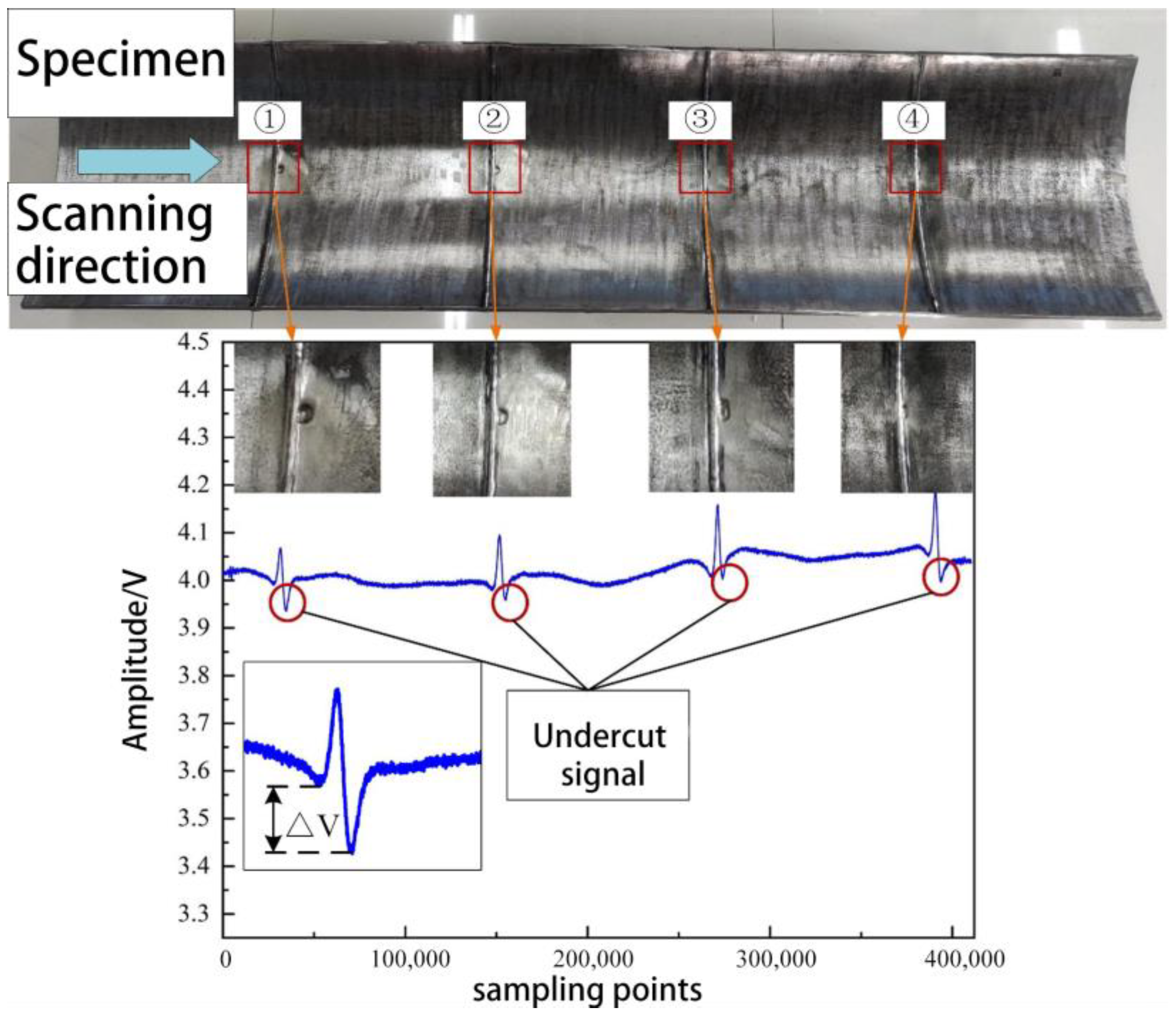
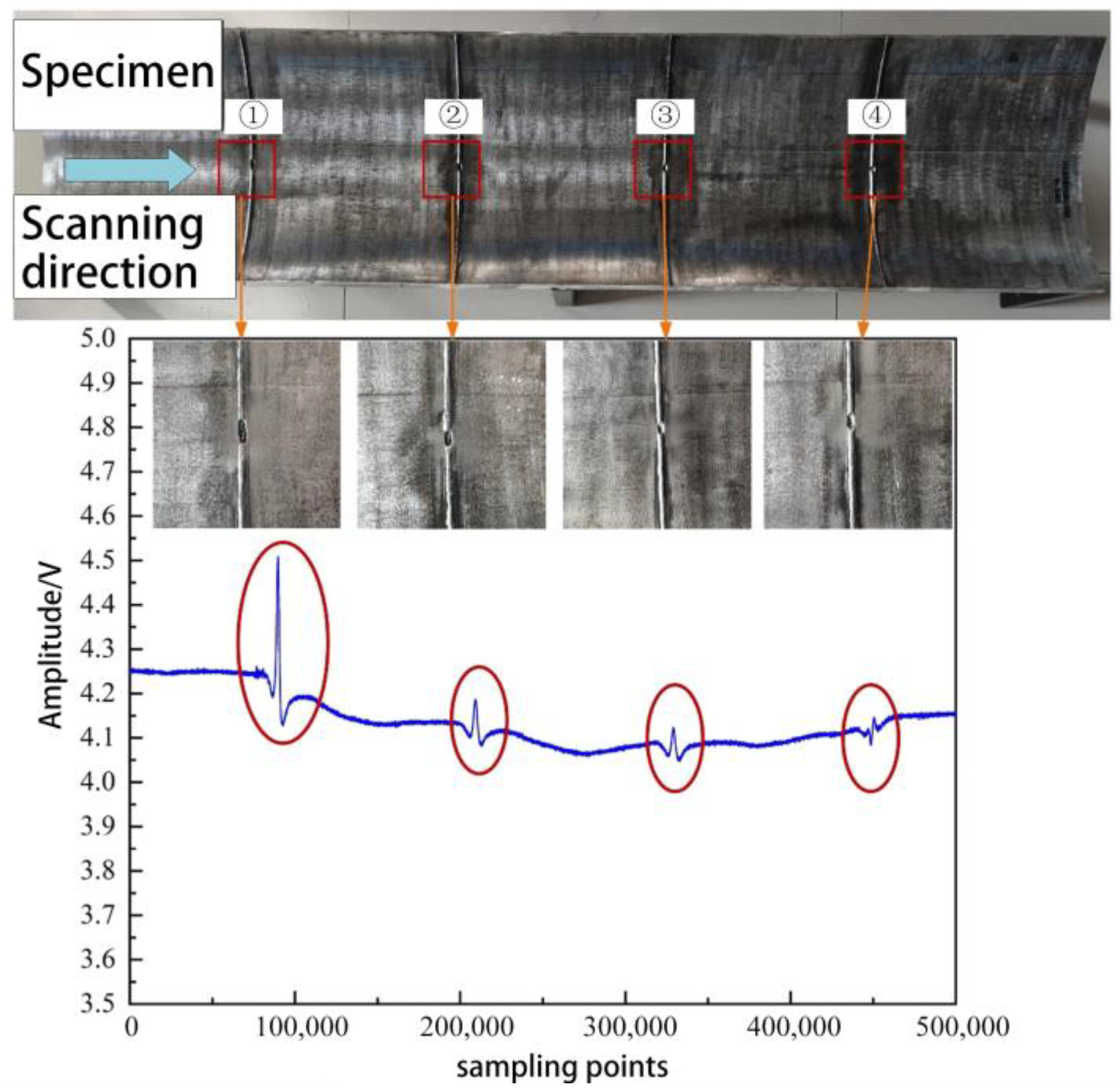
5.2.2. Undercut Detection Experiment
5.2.3. Weld Forming Height Anomaly Detection Experiment
5.2.4. Girth Weld Root Concavity Detection Experiment
- (1)
- The distortion of the probe output signal decreases as the lift-off (TL) height increases for scans with the same misalignment. Conversely, for scans with the same TL height, the degree of distortion of the probe’s output signal increases with misalignment.
- (2)
- As the undercut region grows, the signal distortion becomes more pronounced, resulting in a deeper signal drop at the girth weld’s root. However, due to the girth weld area’s complex wall morphology and the undercut’s limited extent, the signal distortion is significantly influenced by the lift-off height and vibration. Consequently, achieving quantitative inversion of the undercut during the detection process presents certain challenges.
- (3)
- The developed detection probe effectively detects misalignment of 0.5 mm at TL values of 15 mm. Additionally, it exhibits specific capability in identifying anomalies in girth weld forming height and undercuts. However, further enhancements are required to detect concave defects at the girth weld’s root.
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tapia, J.F.D.; Lee, J.-Y.; Ooi, R.E.; Foo, D.C.; Tan, R.R. A Review of Optimization and Decision-Making Models for the Planning of CO2 Capture, Utilization and Storage (CCUS) Systems. Sustain. Prod. Consum. 2018, 13, 1–15. [Google Scholar] [CrossRef]
- Bazhenov, S.; Chuboksarov, V.; Maximov, A.; Zhdaneev, O. Technical and Economic Prospects of CCUS Projects in Russia. Sustain. Mater. Technol. 2022, 33, e00452. [Google Scholar] [CrossRef]
- Coramik, M.; Ege, Y. Discontinuity Inspection in Pipelines: A Comparison Review. Measurement 2017, 111, 359–373. [Google Scholar] [CrossRef]
- Feng, Q.; Li, R.; Nie, B.; Liu, S.; Zhao, L.; Zhang, H. Literature Review: Theory and Application of In-Line Inspection Technologies for Oil and Gas Pipeline Girth Weld Defection. Sensors 2016, 17, 50. [Google Scholar] [CrossRef]
- Sophian, A.; Tian, G.Y.; Taylor, D.; Rudlin, J. A Feature Extraction Technique Based on Principal Component Analysis for Pulsed Eddy Current NDT. NDT E Int. 2003, 36, 37–41. [Google Scholar] [CrossRef]
- Kim, H.M.; Park, G.S. A New Sensitive Excitation Technique in Nondestructive Inspection for Underground Pipelines by Using Differential Coils. IEEE Trans. Magn. 2017, 53, 6202604. [Google Scholar] [CrossRef]
- Huang, S.; Peng, L.; Sun, H.; Li, S. Deep Learning for Magnetic Flux Leakage Detection and Evaluation of Oil & Gas Pipelines: A Review. Energies 2023, 16, 1372. [Google Scholar] [CrossRef]
- Camerini, C.; Von Der Weid, J.P.; Freitas, M.; Salcedo, T. Feeler Pig: A Simple Way to Detect and Size Internal Corrosion. In Proceedings of the 2008 7th International Pipeline Conference, ASMEDC, Calgary, AB, Canada, 1 January 2008; Volume 2, pp. 917–923. [Google Scholar]
- Xie, S.; Duan, Z.; Li, J.; Tong, Z.; Tian, M.; Chen, Z. A Novel Magnetic Force Transmission Eddy Current Array Probe and Its Application for Nondestructive Testing of Defects in Pipeline Structures. Sens. Actuators A Phys. 2020, 309, 112030. [Google Scholar] [CrossRef]
- Quarini, J.; Shire, S. A Review of Fluid-Driven Pipeline Pigs and Their Applications. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2007, 221, 1–10. [Google Scholar] [CrossRef]
- Dai, L.; Feng, H.; Wang, T.; Xuan, W.; Liang, Z.; Yang, X. Pipe Crack Recognition Based on Eddy Current NDT and 2D Impedance Characteristics. Appl. Sci. 2019, 9, 689. [Google Scholar] [CrossRef]
- Yu, G.; Liu, J.; Zhang, H.; Liu, C. An Iterative Stacking Method for Pipeline Defect Inversion With Complex MFL Signals. IEEE Trans. Instrum. Meas. 2020, 69, 3780–3788. [Google Scholar] [CrossRef]
- Asher, S.L.; Boenisch, A.; Reber, K. Development of a Magnetic Eddy Current In-Line Inspection Tool. In Proceedings of the Volume 1: Pipelines and Facilities Integrity; American Society of Mechanical Engineers, Calgary, AB, Canada, 26 September 2016; p. V001T03A063. [Google Scholar]
- Schmidt, K.; Sterz, O.; Hiptmair, R. Estimating the Eddy-Current Modeling Error. IEEE Trans. Magn. 2008, 44, 686–689. [Google Scholar] [CrossRef]
- Xie, F.; Wu, X.; Zhang, H.; Zhang, X. Research on Pulsed Eddy Current Automatic Detection Technology for Weld Defects of Pressure Vessel Cylinder. Measurement 2021, 176, 109081. [Google Scholar] [CrossRef]
- Zhang, Q.; Wu, X. Pulsed Eddy Current Testing Analytical Model Based on Robin Boundary Condition. J. Huazhong Univ. Sci. Technol. Nat. Sci. 2019, 47, 1–6. [Google Scholar]
- Hrkac, G.; Kirschner, M.; Dorfbauer, F.; Suess, D.; Ertl, O.; Fidler, J.; Schrefl, T. Three-Dimensional Micromagnetic Finite Element Simulations Including Eddy Currents. J. Appl. Phys. 2005, 97, 10E311. [Google Scholar] [CrossRef]
- Snodgrass, B.; Moore, D.; Nicholson, B. Smart Utility Pigs Used to Determine and Monitor Pipeline Out-of-Straightness, With Specific Reference to Inspection of BP Alaska’s 10” Northstar Crude Oil Pipeline. In Proceedings of the 2004 International Pipeline Conference, Volumes 1, 2, and 3; ASMEDC, Calgary, AB, Canada, 1 January 2004; pp. 1015–1020. [Google Scholar]
- Liu, R.; Wu, X. Research and Fabrication of Electromagnetic Ultrasonic Guided Circumferential Wave Transducer Based on Lorentz Mechanism. Transducer Microsyst. Technol. 2017, 36, 94–96, 100. [Google Scholar]
- Song, Y.; Wu, X. Research on Racetrack-Type Sensor for Thickness Measurement of Stainless-Steel Pipe with Small Diameter Using PECT. Transducer Microsyst. Technol. 2021, 40, 30–32, 37. [Google Scholar]
- Li, J.; Chen, D.; Pan, M.; Luo, F. Study on Eddy Current Magnetic Field of Navigation Vehicle Based on Finite Element Method. Comput. Simul. 2013, 30, 266–269, 325. [Google Scholar]
- Li, J.; Zhang, Q.; Pan, M.; Luo, F. The Vehicle Interferential Magnetic Field Compensation Method. J. Natl. Def. Univ. Sci. Technol. 2013, 35, 7–11. [Google Scholar]
- Yang, J.; Li, S.; Wang, Z.; Dong, H.; Wang, J.; Tang, S. Using Deep Learning to Detect Defects in Manufacturing: A Comprehensive Survey and Current Challenges. Materials 2020, 13, 5755. [Google Scholar] [CrossRef]
- Dai, L.S.; Feng, Q.S.; Sutherland, J.; Wang, T.; Sha, S.Y.; Wang, F.X.; Wang, D.P. Application of MFL on Girth-Weld Defect Detection of Oil and Gas Pipelines. J. Pipeline Syst. Eng. Pract. 2020, 11, 04020047. [Google Scholar] [CrossRef]
- Feng, J.; Li, F.; Lu, S.; Liu, J. Fast Reconstruction of Defect Profiles from Magnetic Flux Leakage Measurements Using a RBFNN Based Error Adjustment Methodology. IET Sci. Meas. Technol. 2017, 11, 262–269. [Google Scholar] [CrossRef]
- Thon, A.; Painchaud-April, G.; Le Duff, A.; Bélanger, P. Development of a Linear Array Electromagnetic Acoustic Transducer for Shear Horizontal Guided Wave Inspection. NDT E Int. 2023, 136, 102807. [Google Scholar] [CrossRef]
- She, S.; Chen, Y.; He, Y.; Zhou, Z.; Zou, X. Optimal Design of Remote Field Eddy Current Testing Probe for Ferromagnetic Pipeline Inspection. Measurement 2021, 168, 108306. [Google Scholar] [CrossRef]
- Ramirez-Martinez, A.; Rodríguez-Olivares, N.A.; Torres-Torres, S.; Ronquillo-Lomelí, G.; Soto-Cajiga, J.A. Design and Validation of an Articulated Sensor Carrier to Improve the Automatic Pipeline Inspection. Sensors 2019, 19, 1394. [Google Scholar] [CrossRef]
- Fan, M.B.; Zhang, G. Theoretical Modeling Study of Eddy Current Non-Destructive Testing Technology; Science Press: Beijing, China, 2015. [Google Scholar]
- Gao, K.; Rougier, E.; Guyer, R.A.; Lei, Z.; Johnson, P.A. Simulation of Crack Induced Nonlinear Elasticity Using the Combined Finite-Discrete Element Method. Ultrasonics 2019, 98, 51–61. [Google Scholar] [CrossRef]
- Krafcik, A.; Stein, G.J.; Frollo, I. FEM Model of Oscillating Ferromagnetic Yoke in the Magnetic Field of a Permanent Magnet With and Without a Short-Circuited Coil. IEEE Trans. Magn. 2020, 56, 7400311. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Type | Value |
|---|---|---|
| specimen | Length | 160 mm |
| thickness | 10 mm | |
| coil | External diameter | 20 mm |
| Internal diameter | 12 mm | |
| Turns | 400 | |
| TL | 15 mm | |
| Region | Material | Electrical Conductivity (S·m−1) | Relative Permeability |
|---|---|---|---|
| Coil | Copper | 5.995 × 107 | 0.99 |
| Specimen | 45#steel | 7.58 × 106 | 1496 |
| Air | Vaccum | 1 | 1 |
| Solution Region | Vaccum | 1 | 1 |
| Caculation Step (max) | Error (%) | Iteration-Wise Encryption Fragmentation Unit Ratio (%) | Caculation Step (min) | Nonlinear Residue | Excitation Frequency (Hz) |
|---|---|---|---|---|---|
| 10 | 0.5 | 50 | 4 | 0.0001 | 1000 |
| Misalignment | TL | Distortion ΔV |
|---|---|---|
| 0.5 mm | 5 mm | 164.5 mV |
| 10 mm | 51.9 mV | |
| 15 mm | 10.08 mV | |
| 1 mm | 5 mm | 216.38 mV |
| 10 mm | 56.28 mV | |
| 15 mm | 16.21 mV |
| Number | Length × Width × Deep | Distortion ΔV |
|---|---|---|
| ① | 8 mm × 10 mm × 2 mm | 55 mV |
| ② | 8 mm × 10 mm × 1 mm | 17 mV |
| ③ | 6 mm × 10 mm × 1 mm | 24 mV |
| ④ | 4 mm × 10 mm × 1 mm | 45.63 mV |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, R.; Chen, P.; Huang, J.; Fu, K. Research on Internal Shape Anomaly Inspection Technology for Pipeline Girth Welds Based on Alternating Excitation Detection. Sensors 2023, 23, 7519. https://doi.org/10.3390/s23177519
Li R, Chen P, Huang J, Fu K. Research on Internal Shape Anomaly Inspection Technology for Pipeline Girth Welds Based on Alternating Excitation Detection. Sensors. 2023; 23(17):7519. https://doi.org/10.3390/s23177519
Chicago/Turabian StyleLi, Rui, Pengchao Chen, Jie Huang, and Kuan Fu. 2023. "Research on Internal Shape Anomaly Inspection Technology for Pipeline Girth Welds Based on Alternating Excitation Detection" Sensors 23, no. 17: 7519. https://doi.org/10.3390/s23177519
APA StyleLi, R., Chen, P., Huang, J., & Fu, K. (2023). Research on Internal Shape Anomaly Inspection Technology for Pipeline Girth Welds Based on Alternating Excitation Detection. Sensors, 23(17), 7519. https://doi.org/10.3390/s23177519