
Printed Eddy Current Testing Sensors: Toward Structural Health Monitoring Applications


Abstract
:1. Introduction
- –
- A confined environment where operators can hardly reach the parts that need to be controlled, resulting in shutdowns for maintenance that are potentially lengthy and expensive.
- –
- To work at a height like civil engineering structures, where access is complex and requires specialized operators and equipment.
- –
- Dangerous environments characterized by high temperatures, pressures, or radiation.
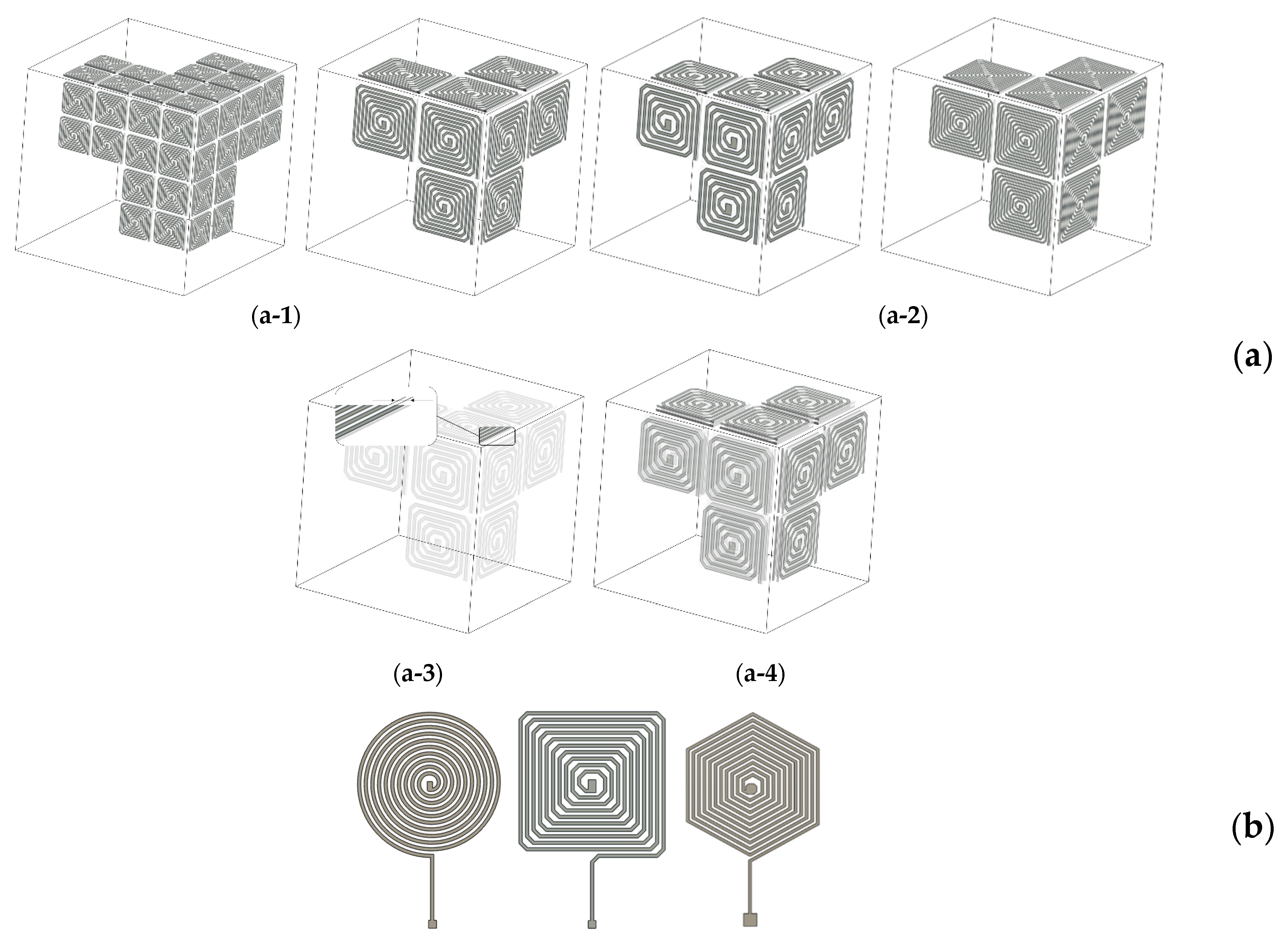
2. Design Rules
- –
- Increase the conductive track width but potentially be faced with parasitic capacities [27].
- –
- Decrease the total length of the conductive tracks, which means fewer turns and smaller inductance.
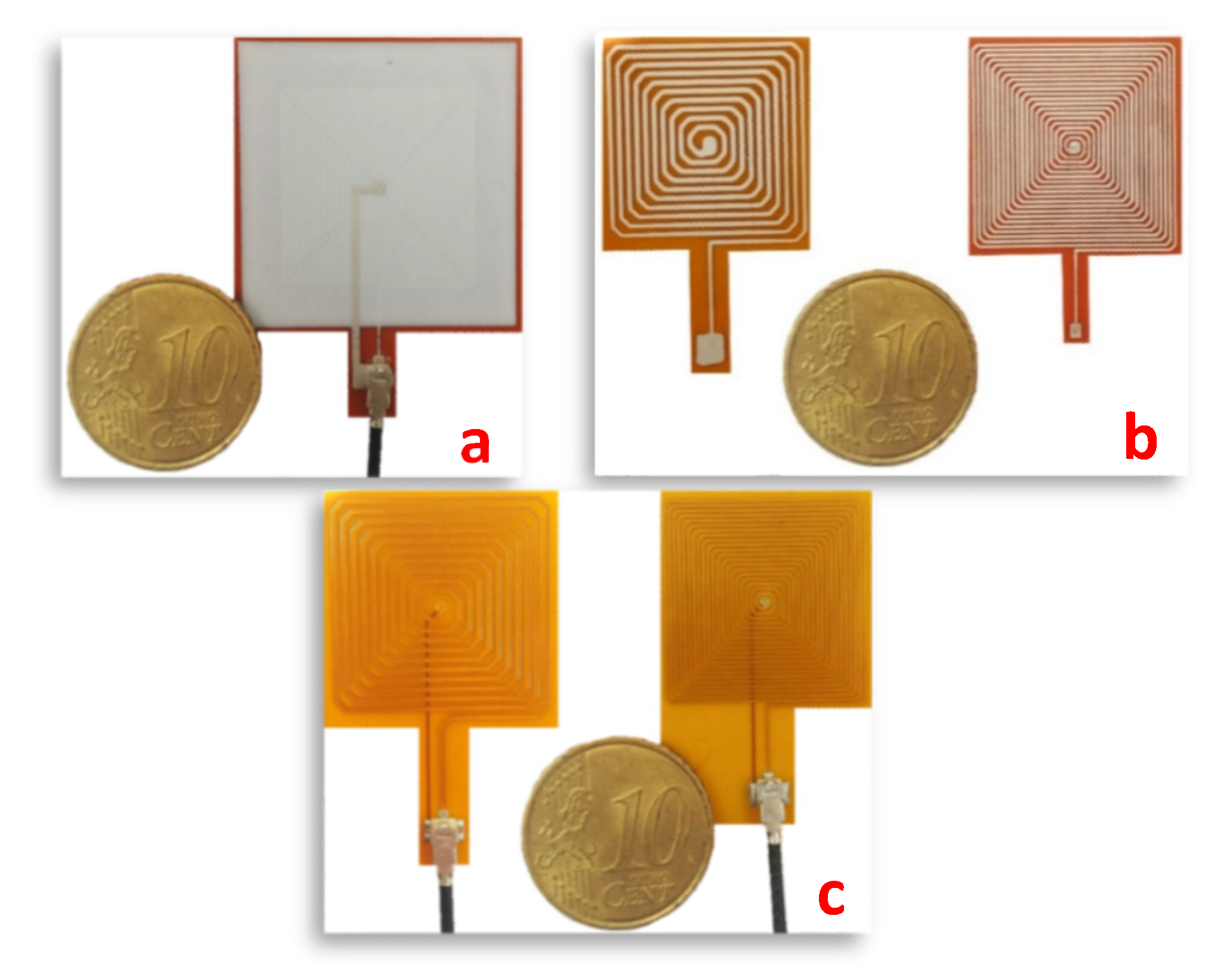
3. Printed Sensors Development
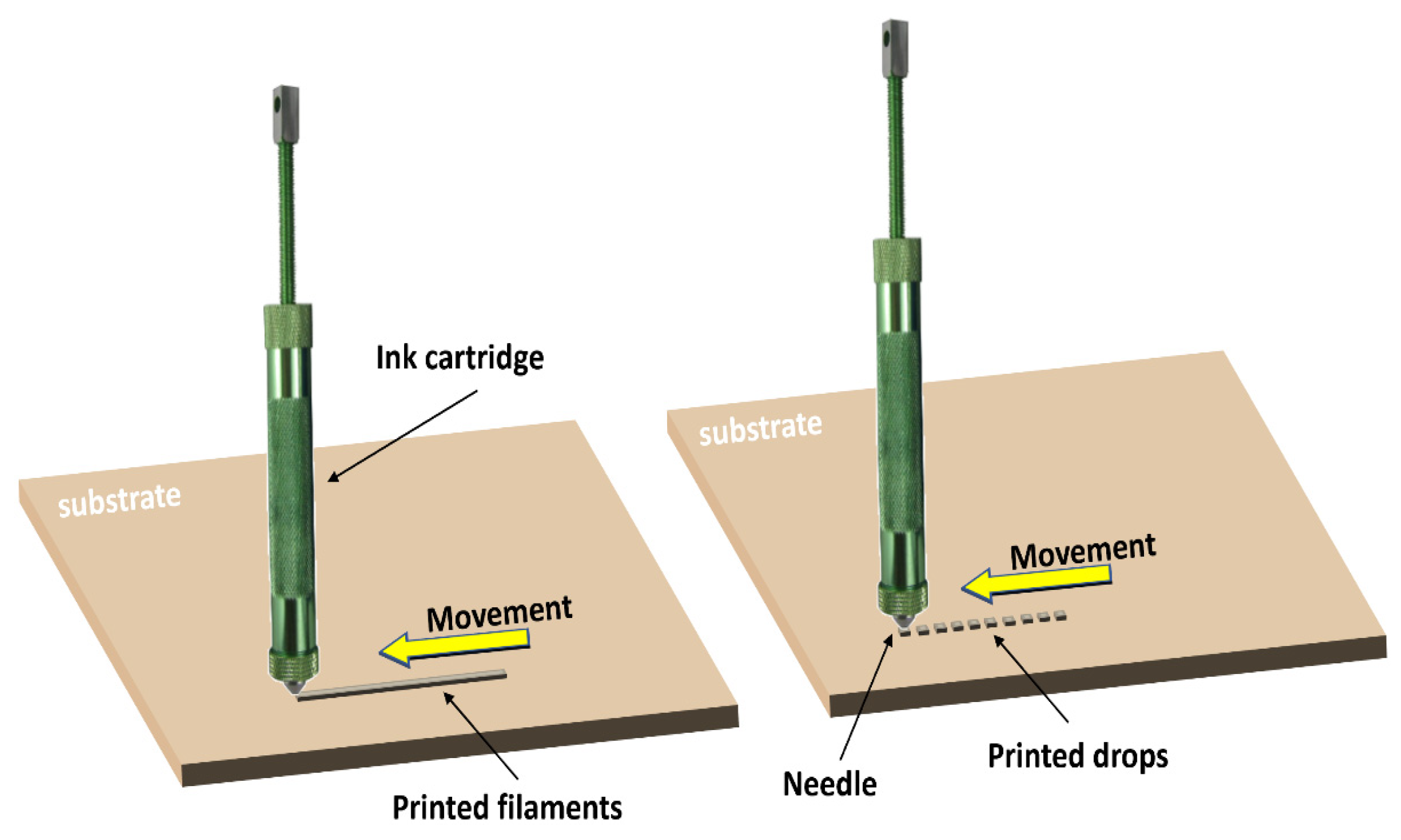
3.1. Dispenser Printing
3.2. Inks Selection
- –
- An epoxy resin-based ink for the dielectric layer and an epoxy resin/carbon particles ink for the conductive one, both from Creative Material (Albany, NJ, USA).
- –
- A polyimide-based ink for the dielectric layer and a polyimide/silver particles ink for the conductive one, both from Dupont (Wilmington, NC, USA).
- –
- A low-cost alternative: a silver lacquer (RS Pro conductive paint, London, UK) for the conductive layer and a high-temperature silicon-based paint for the dielectric one (MOTIP heat-resistant paint, Valkenburg, The Netherlands).
3.3. Screen Printing
- –
- a good reproducibility;
- –
- a higher resolution that leads to more turns within a specific area.
3.4. Printed Circuit Boards-Flex: PCB-Flex
4. Printed Sensors Characterization
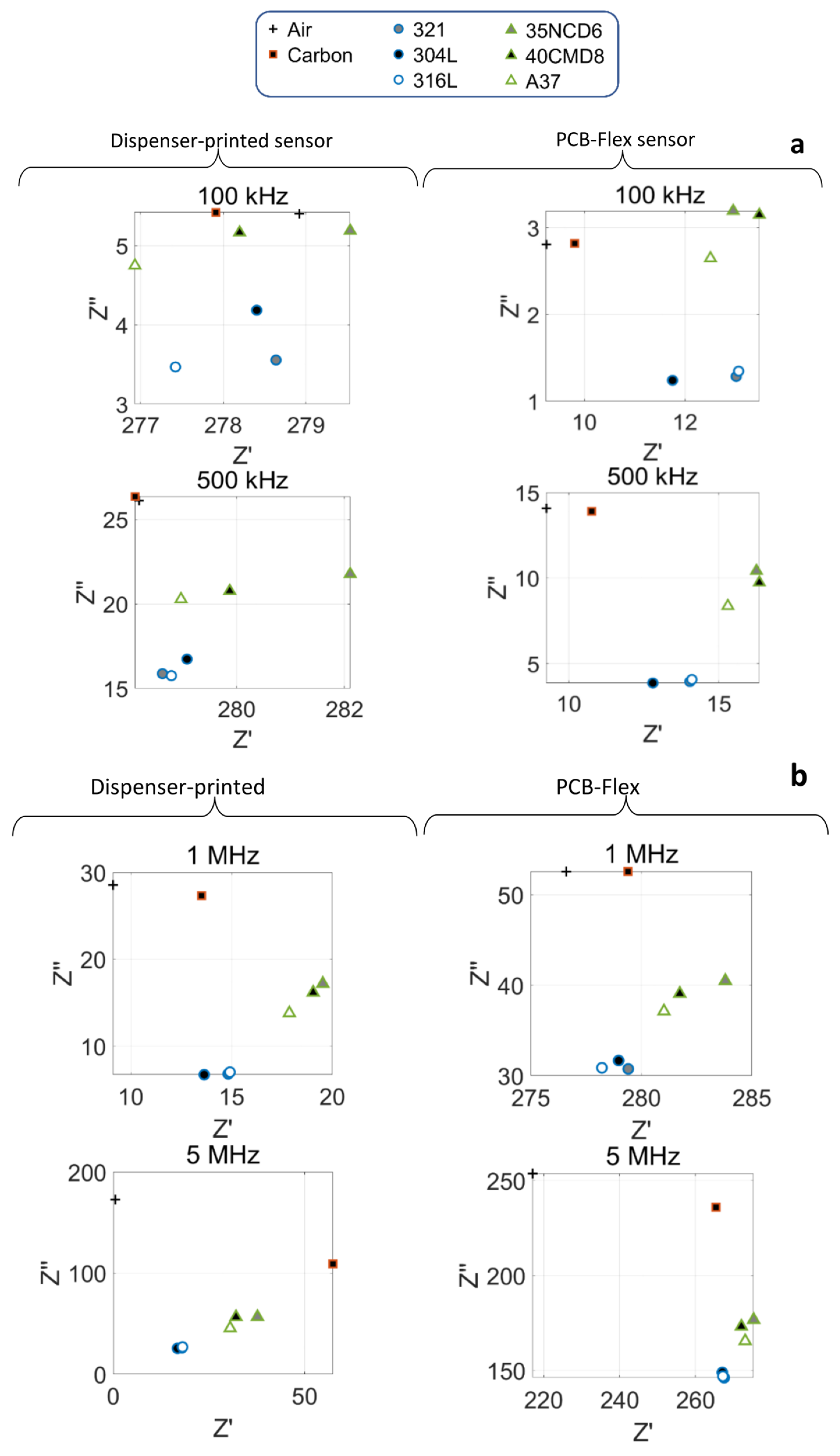
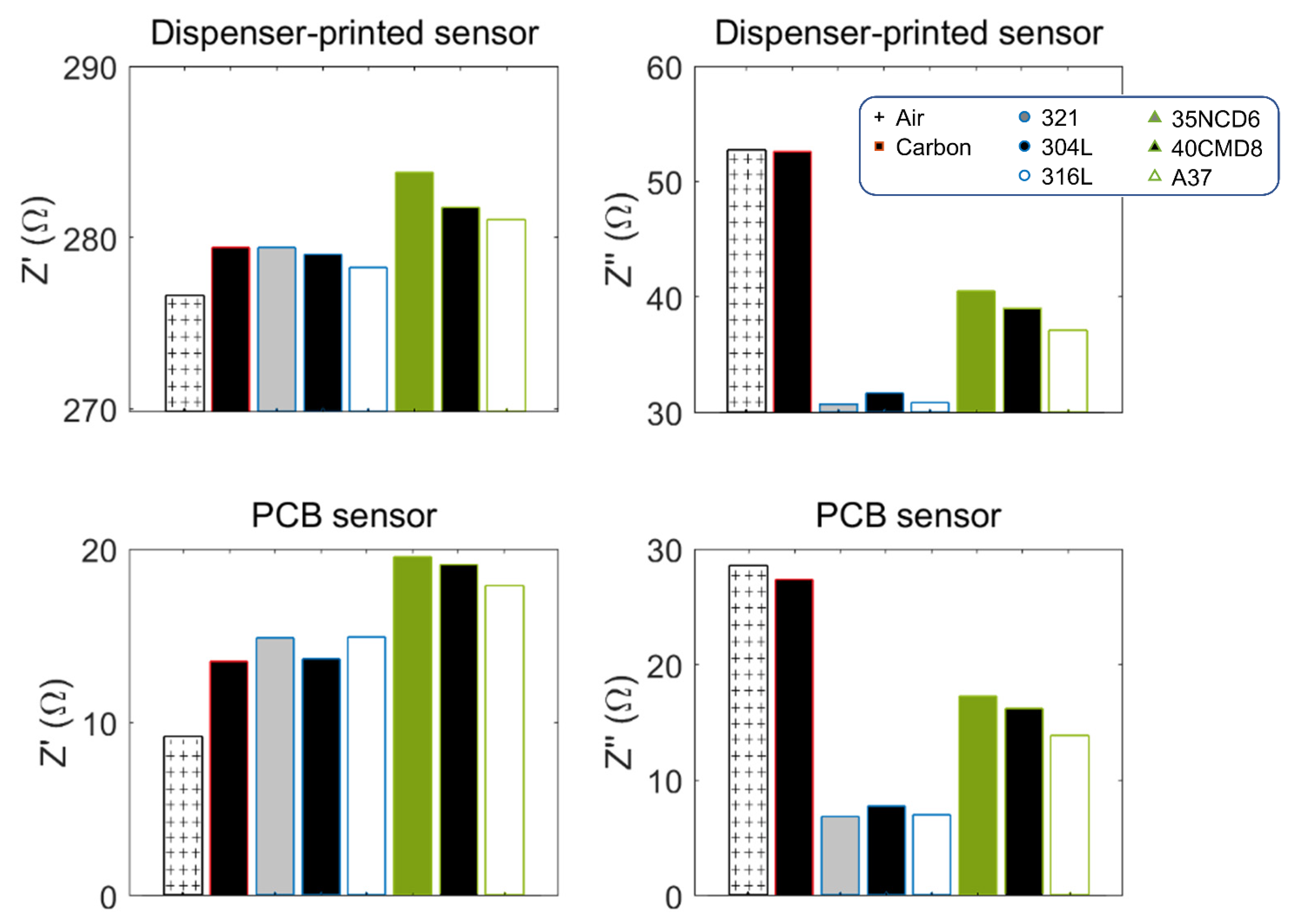
4.1. Detection Capability of the Sensors Printed on a Kapton Substrate
- –
- The inductance variations are limited from one sensor to the other, confirming the coil geometry and the number of turns as the only parameters influencing the inductance value.
- –
- The resistances of the dispenser- and screen-printing techniques are close, around ten times higher than the PCB ones. Such a difference was forecasted and is mainly due to the relatively limited conductivity of the Dupont ink (A post-processing analysis revealed σ = 2 × 106 S·m−1 for the Dupont ink and around σ = 5 × 107 S·m−1 for the flex PCB’s copper). The difference between the coil resistances of the dispenser- and the screen-printed sensors is mainly due to some geometrical imperfections of the dispensed one.
- –
- The dispenser- and the screen-printed sensors exhibit very close features. Both methods can be equally used for the permanent sensor.
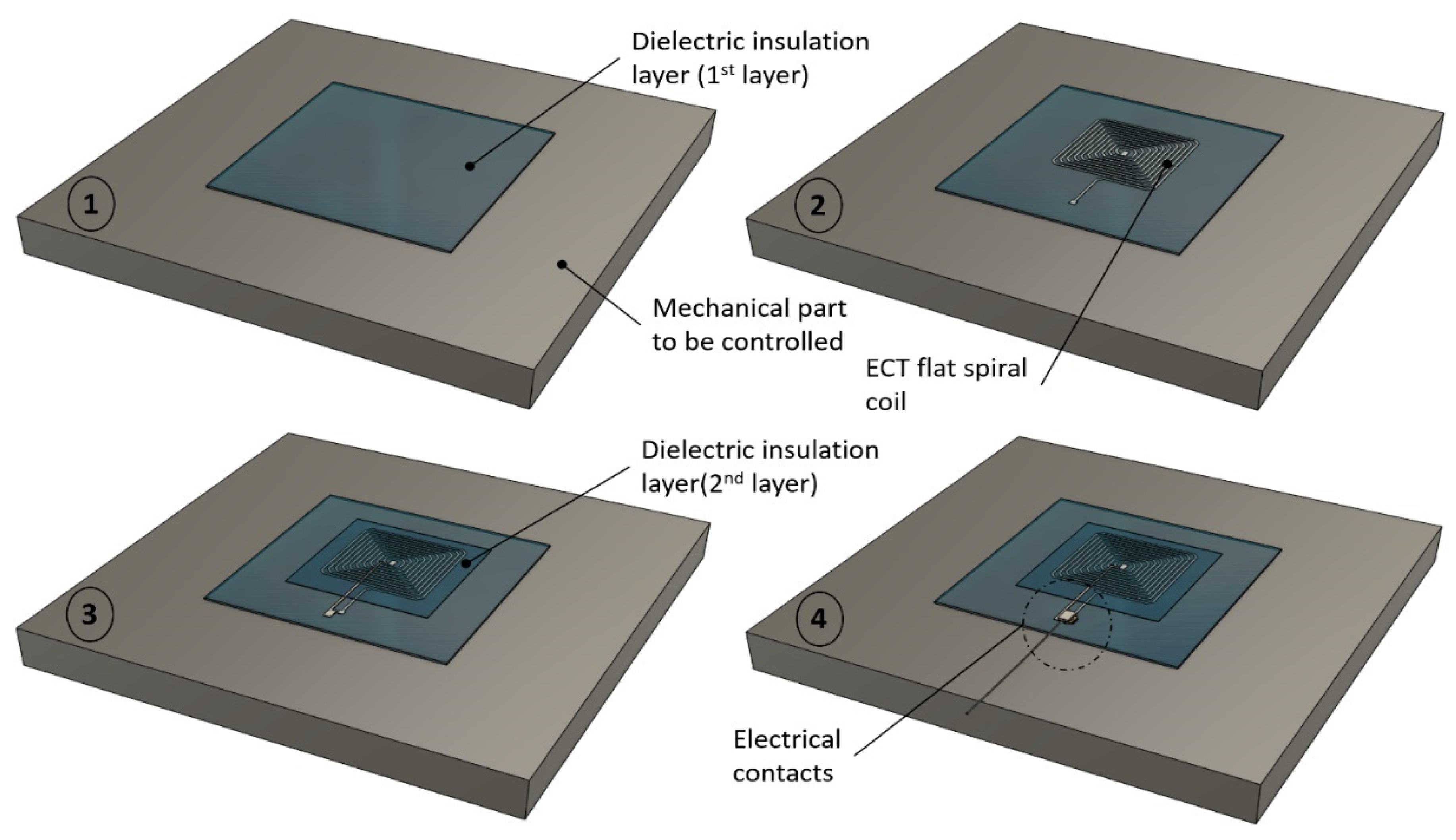
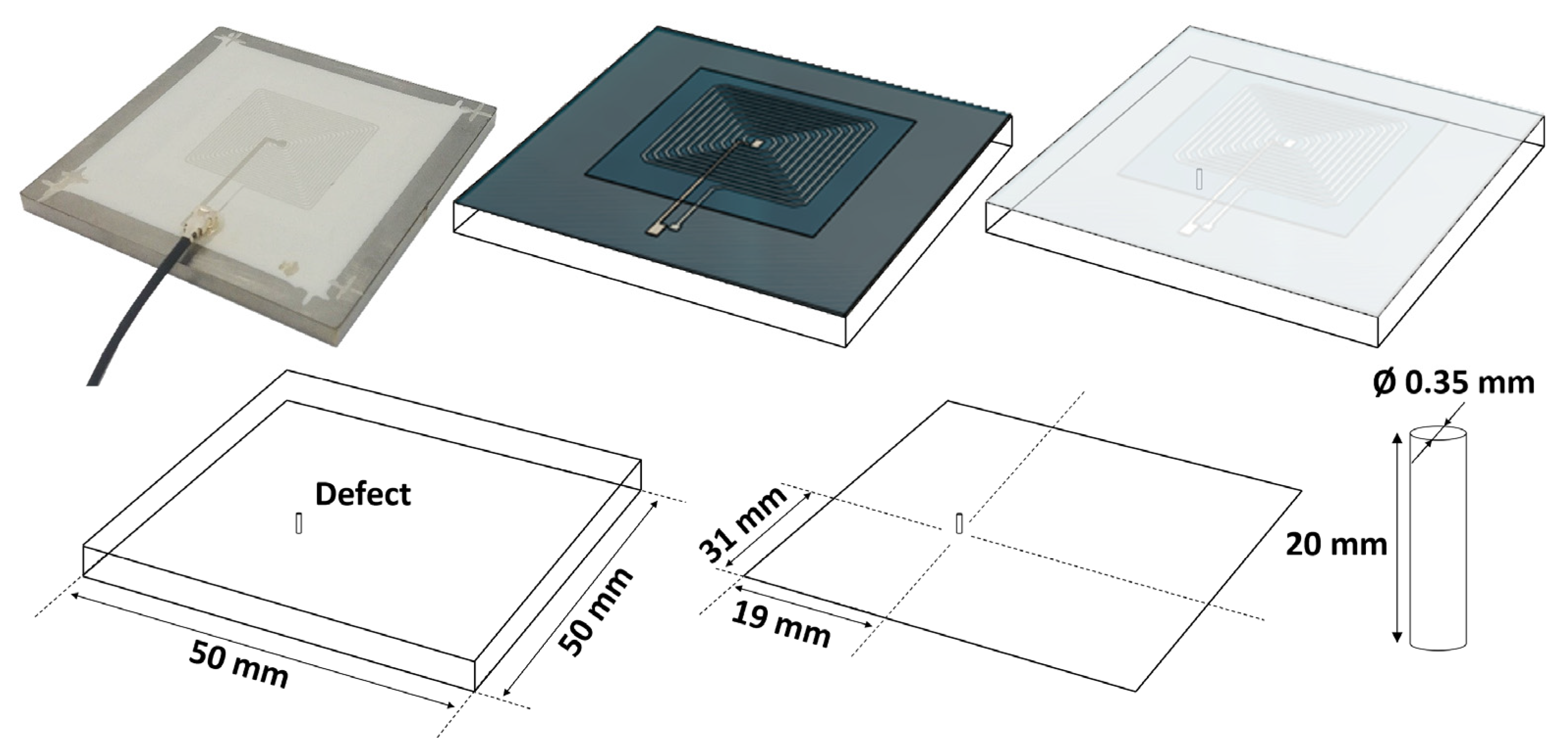
4.2. Sensors Implementation on Mechanical Parts
5. Perspectives and Conclusions
- –
- Figure 1 in the Introduction depicts a mechanical component with a critical part fully paved with printed sensors. Such a mesh of sensors can be used to detect weaknesses in hazardous or inaccessible environments. Controls can be fast and automated. Still, as far as we know, it has never been tested practically and would constitute an exciting perspective.
- –
- First tests done on specimens of different compositions revealed good discrimination by the sensors. Still, these results must be confirmed in the context of aging and structural health monitoring.
- –
- In this study, the detection capability was validated by detecting a small diameter hole with a permanent printed sensor. Different defect types (nature, size, etc.) were also observed with the flexible sensors and commercialized eddy current equipment but not with the permanent sensors. They will be tested in the future.
- –
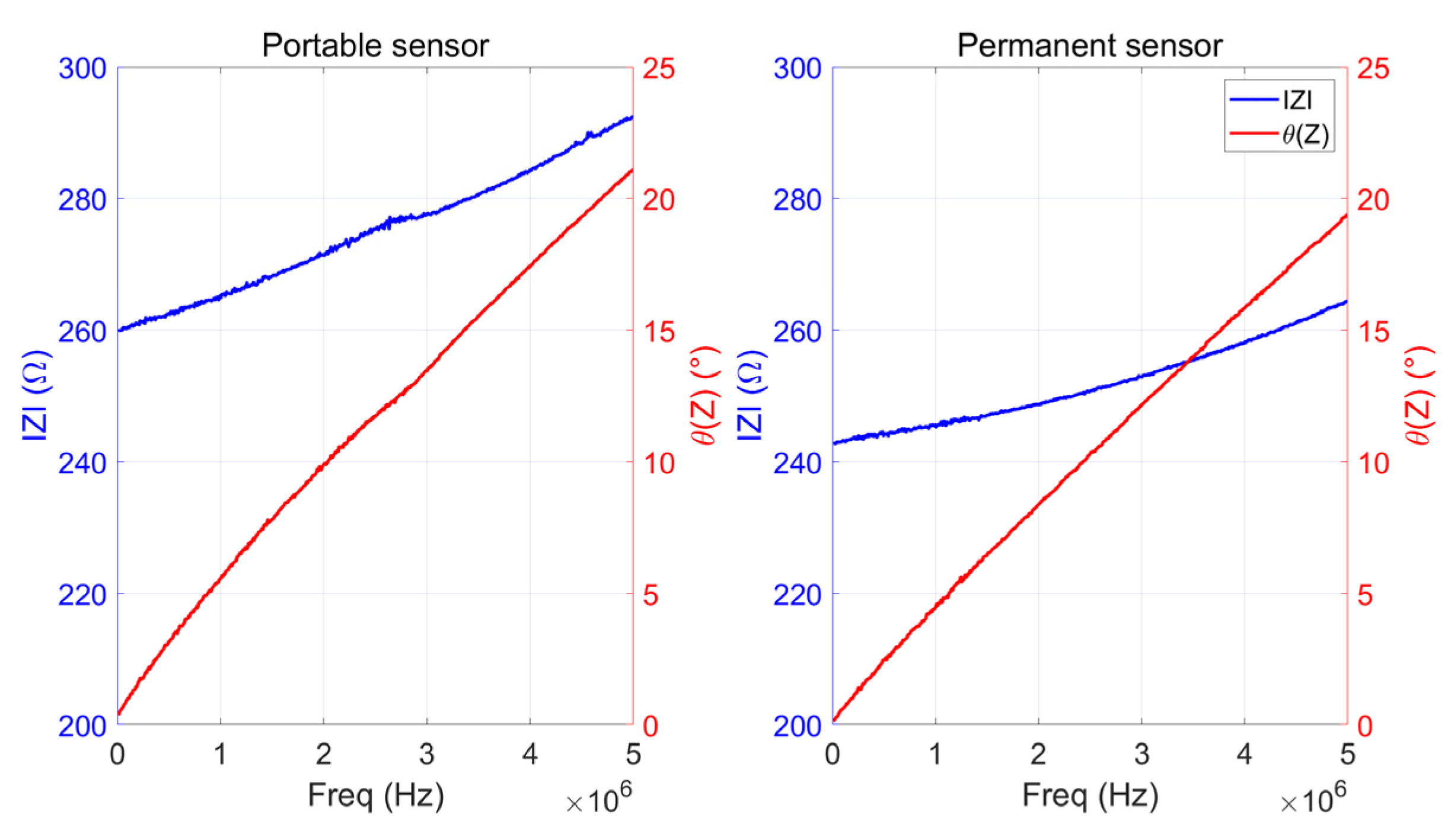
- The compatibility and adaptability of the printed sensor to industrial equipment were validated with the permanent sensors. These sensors showed good adhesion to the tested parts and electromagnetic responses comparable to portative sensors. Still, structural monitoring will require additional developments to ensure the long-term viability of these devices.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Raj, B.; Jayakumar, T.; Thavasimuthu, M. Practical Non-Destructive Testing; Woodhead Publishing: Sawston, UK, 2002. [Google Scholar]
- Blitz, J. Electrical and Magnetic Methods of Non-Destructive Testing; Springer Science & Business Media: Berlin/Heidelberg, Germany, 1997. [Google Scholar]
- Chen, X.; Li, J.; Wang, Z. Inversion method in pulsed eddy current testing for wall thickness of ferromagnetic pipes. IEEE Trans. Instrum. Meas. 2020, 69, 9766–9773. [Google Scholar] [CrossRef]
- Kot, P.; Muradov, M.; Gkantou, M.; Kamaris, G.S.; Hashim, K.; Yeboah, D. Recent advancements in non-destructive testing techniques for structural health monitoring. Appl. Sci. 2021, 11, 2750. [Google Scholar] [CrossRef]
- Giurgiutiu, V.; Cuc, A. Embedded non-destructive evaluation for structural health monitoring, damage detection, and failure prevention. Shock. Vib. Dig. 2005, 37, 83. [Google Scholar] [CrossRef]
- Lee, I.Y.; Jang, J.; Park, Y.B. Advanced structural health monitoring in carbon fiber-reinforced plastic using real-time self-sensing data and convolutional neural network architectures. Mater. Des. 2022, 224, 111348. [Google Scholar] [CrossRef]
- García-Martín, J.; Gómez-Gil, J.; Vázquez-Sánchez, E. Non-destructive techniques based on eddy current testing. Sensors 2011, 11, 2525–2565. [Google Scholar] [CrossRef]
- Matsumoto, T.; Uchimoto, T.; Takagi, T.; Dobmann, G.; Ducharne, B.; Oozono, S.; Yuya, H. Investigation of electromagnetic non-destructive evaluation of residual strain in low carbon steels using the eddy current magnetic signature (EC-MS) method. J. Magn. Magn. Mater. 2019, 479, 212–221. [Google Scholar] [CrossRef]
- Ducharne, B.; Zhang, B.; Sebald, G. Fractional derivative resolution of the anomalous magnetic field diffusion through a ferromagnetic steel rod: Application to eddy current testing. Commun. Nonlinear Sci. Numer. Simul. 2021, 103, 105953. [Google Scholar] [CrossRef]
- Xiang, Z.; Ducharne, B.; Della Schiava, N.; Capsal, J.F.; Cottinet, P.J.; Coativy, G.; Lermusiaux, P.; Le, M.Q. Induction heating-based low-frequency alternating magnetic field: High potential of ferromagnetic composites for medical applications. Mater. Des. 2019, 174, 107804. [Google Scholar] [CrossRef]
- Gasparin, E.; Santi, G.; Nussbaumer, A. Eddy current crack monitoring system for structural health monitoring (SHM) applications. In Proceedings of the 68th International Institute for Welding (IIW) Annual Assembly and International Conference, Helsinki, Finland, 28 June–3 July 2018; pp. 1084–1090. [Google Scholar]
- Lynch, J.P.; Loh, K.J. A summary review of wireless sensors and sensor networks for structural health monitoring. Shock. Vib. Dig. 2006, 38, 91–130. [Google Scholar] [CrossRef]
- Nagayama, T.; Spencer, B.F., Jr. Structural health monitoring using smart sensors. In Newmark Structural Engineering Laboratory Report Series 001; University of Illinois: Champaign, IL, USA, 2007. [Google Scholar]
- Ni, Y.; Ji, R.; Long, K.; Bu, T.; Chen, K.; Zhuang, S. A review of 3D-printed sensors. Appl. Spectrosc. Rev. 2017, 52, 623–652. [Google Scholar] [CrossRef]
- Le, M.Q.; Ganet, F.; Audigier, D.; Capsal, J.F.; Cottinet, P.J. Printing of microstructure strain sensor for structural health monitoring. Appl. Phys. A 2017, 123, 354. [Google Scholar] [CrossRef]
- Kouakeuo, S.N.; Deffo, Y.T.; Ducharne, B.; Morel, L.; Raulet, M.A.; Tsafack, P.; Garcia-Bravo, J.M.; Newell, B. Embedded printed magnetic needle probes sensor for the real-time control of the local induction state through a laminated magnetic core. J. Magn. Magn. Mater. 2020, 505, 166767. [Google Scholar] [CrossRef]
- Mamer, T.; Garcia, J.; Leon-Salas, W.D.; Voyles, R.; Nawrocki, R.A.; Yokota, T.; Someya, T.; Ducharne, B.; Newell, B. Production of 3D Printed Flexible Strain Sensors. In Smart Materials, Adaptive Structures and Intelligent Systems; American Society of Mechanical Engineers: New York, NY, USA, 2020; Volume 84027, p. V001T01A003. [Google Scholar]
- Gao, P.; Wang, C.; Li, Y.; Cong, Z. Electromagnetic and eddy current NDT in weld inspection: A review. Insight—Non-Destr. Test. Cond. Monit. 2015, 57, 337–345. [Google Scholar] [CrossRef]
- Khan, S.M.; Atamturktur, S.; Chowdhury, M.; Rahman, M. Integration of structural health monitoring and intelligent transportation systems for bridge condition assessment: Current status and future direction. IEEE Trans. Intell. Transp. Syst. 2016, 17, 2107–2122. [Google Scholar] [CrossRef]
- Jeranče, N.; Bednar, N.; Stojanović, G. An ink-jet printed eddy current position sensor. Sensors 2013, 13, 5205–5219. [Google Scholar] [CrossRef] [PubMed]
- Daura, L.U.; Tian, G.; Yi, Q.; Sophian, A. Wireless power transfer-based eddy current non-destructive testing using a flexible printed coil array. Philos. Trans. R. Soc. A 2020, 378, 20190579. [Google Scholar] [CrossRef]
- Chen, X.; Ding, T. Flexible eddy current sensor array for proximity sensing. Sens. Actuators A Phys. 2007, 135, 126–130. [Google Scholar] [CrossRef]
- Zhang, H.; Xie, F.; Cao, M.; Zhong, M. A steel ball surface quality inspection method based on a circumferential eddy current array sensor. Sensors 2017, 17, 1536. [Google Scholar] [CrossRef]
- Fava, J.; Ruch, M. Design, construction and characterisation of ECT sensors with rectangular planar coils. Insight—Non-Destr. Test. Cond. Monit. 2004, 46, 268–274. [Google Scholar] [CrossRef]
- Marchand, B.; Decitre, J.M.; Sergeeva-Chollet, N.; Skarlatos, A. Development of flexible array eddy current probes for complex geometries and inspection of magnetic parts using magnetic sensors. In AIP Conference Proceedings; American Institute of Physics: College Park, MD, USA, 2013; Volume 1511, pp. 488–493. [Google Scholar]
- Fava, J.O.; Lanzani, L.; Ruch, M.C. Multilayer planar rectangular coils for eddy current testing: Design considerations. NDT E Int. 2009, 42, 713–720. [Google Scholar] [CrossRef]
- Waters, B.H.; Mahoney, B.J.; Lee, G.; Smith, J.R. Optimal coil size ratios for wireless power transfer applications. In Proceedings of the 2014 IEEE International Symposium on Circuits and Systems (ISCAS), Melbourne, Australia, 1–5 June 2014; pp. 2045–2048. [Google Scholar]
- Tsopelas, N.; Siakavellas, N.J. Performance of circular and square coils in electromagnetic–thermal non-destructive inspection. NDT E Int. 2007, 40, 12–28. [Google Scholar] [CrossRef]
- Marques, E.A.; Da Silva, L.F.; Banea, M.D.; Carbas, R.J. Adhesive joints for low-and high-temperature use: An overview. J. Adhes. 2015, 91, 556–585. [Google Scholar] [CrossRef]
- Ahn, B.Y.; Duoss, E.B.; Motala, M.J.; Guo, X.; Park, S.I.; Xiong, Y.; Yoon, J.; Nuzzo, R.G.; Rogers, J.A.; Lewis, J.A. Omnidirectional printing of flexible, stretchable, and spanning silver microelectrodes. Science 2009, 323, 1590–1593. [Google Scholar] [CrossRef] [PubMed]
- Li, Q.; Lewis, J.A. Nanoparticle inks for directed assembly of three-dimensional periodic structures. Adv. Mater. 2003, 15, 1639–1643. [Google Scholar] [CrossRef]
- Lewis, J.A. Direct ink writing of 3D functional materials. Adv. Funct. Mater. 2006, 16, 2193–2204. [Google Scholar] [CrossRef]
- Gaikwad, A.M.; Arias, A.C.; Steingart, D.A. Recent progress on printed flexible batteries: Mechanical challenges, printing technologies, and future prospects. Energy Technol. 2015, 3, 305–328. [Google Scholar] [CrossRef]
- Nguyen, V.C.; Le, M.Q.; Fimbel, A.; Bernadet, S.; Hebrard, Y.; Mogniotte, J.F.; Capsal, J.F.; Cottinet, P.J. Printing smart coating of piezoelectric composite for application in condition monitoring of bearings. Mater. Des. 2022, 215, 10529. [Google Scholar] [CrossRef]
- Ditchburn, R.J.; Burke, S.K.; Posada, M. Eddy-current non-destructive inspection with thin spiral coils: Long cracks in steel. J. Non-Destr. Eval. 2003, 22, 63–77. [Google Scholar] [CrossRef]
- Zhang, S.; Ducharne, B.; Takeda, S.; Sebald, G.; Uchimoto, T. Identification of the ferromagnetic hysteresis simulation parameters using classic non-destructive testing equipment. J. Magn. Magn. Mater. 2021, 531, 167971. [Google Scholar] [CrossRef]
- Theodoulidis, T.P.; Kriezis, E.E. Impedance evaluation of rectangular coils for eddy current testing of planar media. NDT E Int. 2002, 35, 407–414. [Google Scholar] [CrossRef]
- Huang, R.; Lu, M.; Peyton, A.; Yin, W. Thickness measurement of metallic plates with finite planar dimension using eddy current method. IEEE Trans. Instrum. Meas. 2020, 69, 8424–8431. [Google Scholar] [CrossRef]
- Wang, H.; Ju, B.; Li, W.; Feng, Z. Ultrastable eddy current displacement sensor working in harsh temperature environments with comprehensive self-temperature compensation. Sens. Actuators A Phys. 2014, 211, 98–104. [Google Scholar] [CrossRef]
- Tian, G.; Zhao, Z.X.; Baines, R.W. The research of inhomogeneity in eddy current sensors. Sens. Actuators A Phys. 1998, 69, 148–151. [Google Scholar] [CrossRef]
- Hellier, C.J. Handbook of Nondestructive Evaluation; McGraw-Hill Education: New York, NY, USA, 2013. [Google Scholar]
- Cox, J.; Brown, D. Eddy Current Instrumentation; Zetec, Inc.: Snoqualmie, WA, USA, 2003. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Frequency | Dispenser Printing | Screen Printing | Flex PCB | ||||||
|---|---|---|---|---|---|---|---|---|---|
| R (Ω) | Lω (Ω) | Q | R (Ω) | Lω (Ω) | Q | R (Ω) | Lω (Ω) | Q | |
| 10 kHz | 12.49 | 0.076 | 0.0061 | 24.99 | 0.087 | 0.0034 | 1.23 | 0.092 | 0.074 |
| 100 kHz | 12.48 | 0.680 | 0.054 | 25.08 | 0.919 | 0.036 | 1.25 | 0.932 | 0.745 |
| 500 kHz | 12.52 | 3.09 | 0.247 | 25.04 | 4.23 | 0.169 | 1.28 | 4.28 | 3.33 |
| 2.5 MHz | 12.72 | 60.70 | 0.476 | 25.15 | 8.32 | 0.330 | 1.34 | 8.39 | 6.24 |
| 1 MHz | 13.95 | 14.60 | 1.046 | 25.72 | 20.83 | 0.809 | 1.52 | 20.74 | 13.61 |
| 5 MHz | 17.34 | 26.41 | 1.522 | 27.59 | 43.48 | 1.57 | 1.72 | 41.06 | 23.85 |
| Frequency | 10 Turns | 20 Turns | ||||
|---|---|---|---|---|---|---|
| R (Ω) | Lω (Ω) | Q | R (Ω) | Lω (Ω) | Q | |
| 10 kHz | 1.23 | 0.092 | 0.074 | 3.13 | 0.253 | 0.080 |
| 100 kHz | 1.25 | 0.932 | 0.745 | 3.20 | 2.54 | 0.795 |
| 500 kHz | 1.28 | 4.28 | 3.33 | 3.31 | 11.63 | 3.51 |
| 2.5 MHz | 1.34 | 8.39 | 6.24 | 3.45 | 23.14 | 6.69 |
| 1 MHz | 1.52 | 20.74 | 13.61 | 4.15 | 59.45 | 14.30 |
| 5 MHz | 1.72 | 41.06 | 23.85 | 6.59 | 139.7 | 21.20 |
| Carbon Composite | Carbon |
|---|---|
| Stainless Steel | 304L |
| 316L | |
| 321 | |
| Ferritic Steel | 35NCD16 |
| A37 | |
| 40CMD8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Brun, E.; Cottinet, P.-J.; Pelletier, A.; Ducharne, B. Printed Eddy Current Testing Sensors: Toward Structural Health Monitoring Applications. Sensors 2023, 23, 8345. https://doi.org/10.3390/s23198345
Brun E, Cottinet P-J, Pelletier A, Ducharne B. Printed Eddy Current Testing Sensors: Toward Structural Health Monitoring Applications. Sensors. 2023; 23(19):8345. https://doi.org/10.3390/s23198345
Chicago/Turabian StyleBrun, Eliott, Pierre-Jean Cottinet, Arnaud Pelletier, and Benjamin Ducharne. 2023. "Printed Eddy Current Testing Sensors: Toward Structural Health Monitoring Applications" Sensors 23, no. 19: 8345. https://doi.org/10.3390/s23198345
APA StyleBrun, E., Cottinet, P.-J., Pelletier, A., & Ducharne, B. (2023). Printed Eddy Current Testing Sensors: Toward Structural Health Monitoring Applications. Sensors, 23(19), 8345. https://doi.org/10.3390/s23198345