
Rapid Detection of Cleanliness on Direct Bonded Copper Substrate by Using UV Hyperspectral Imaging
 , , , , , , , and
, , , , , , , and
Abstract
:1. Introduction
2. Materials and Methods
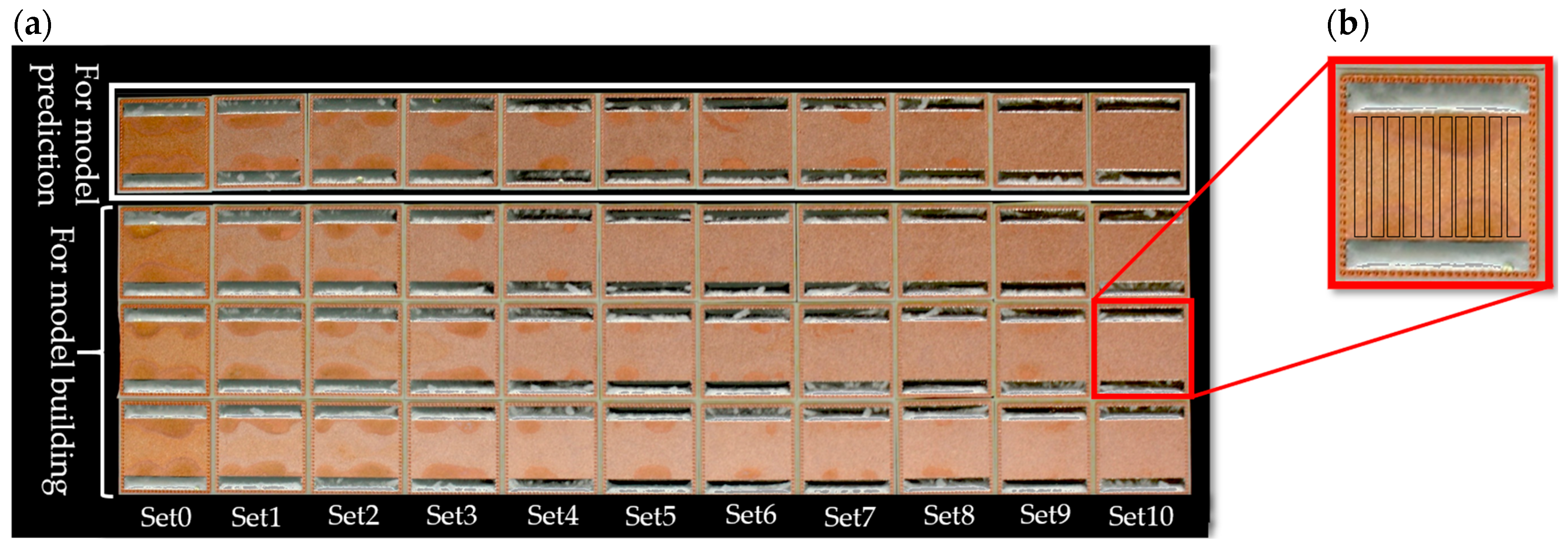
2.1. Samples
2.2. The Wet Chemical Cleaning Process
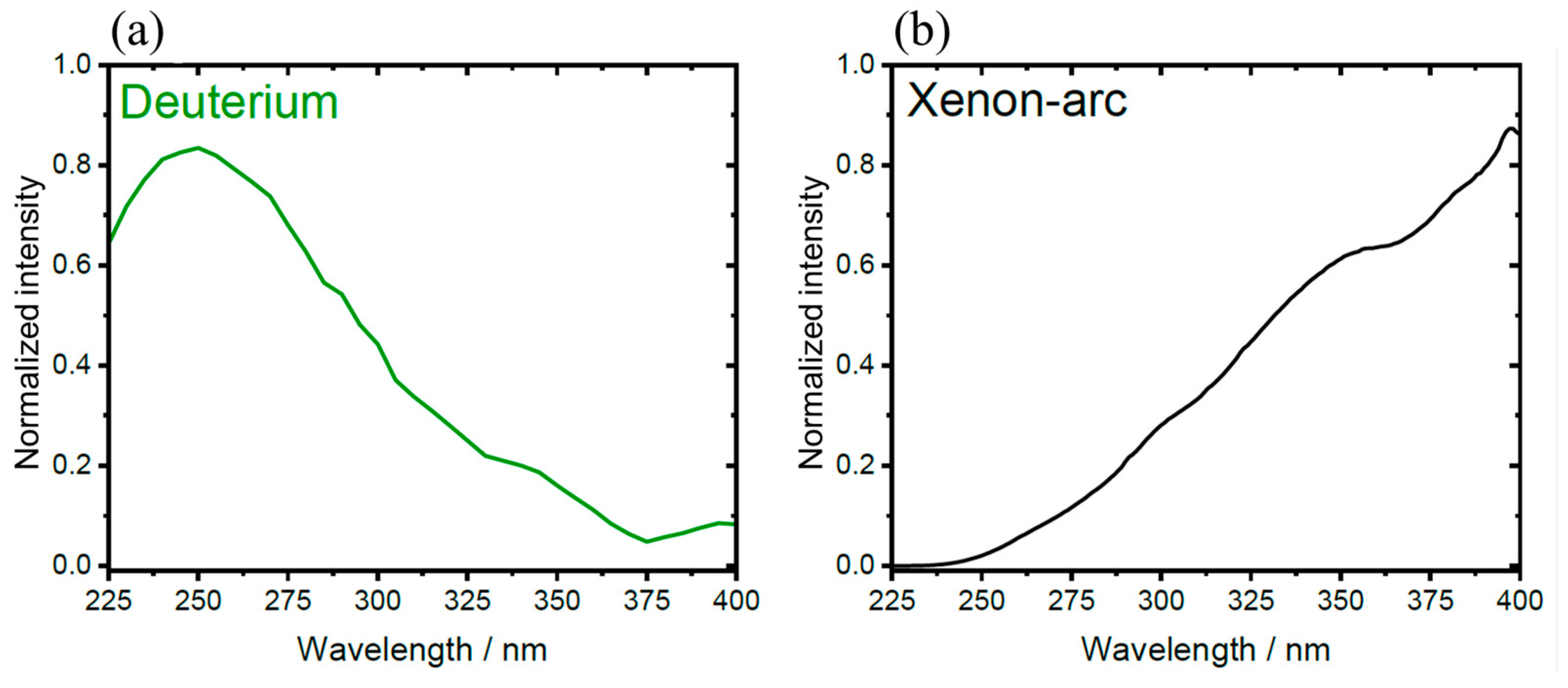
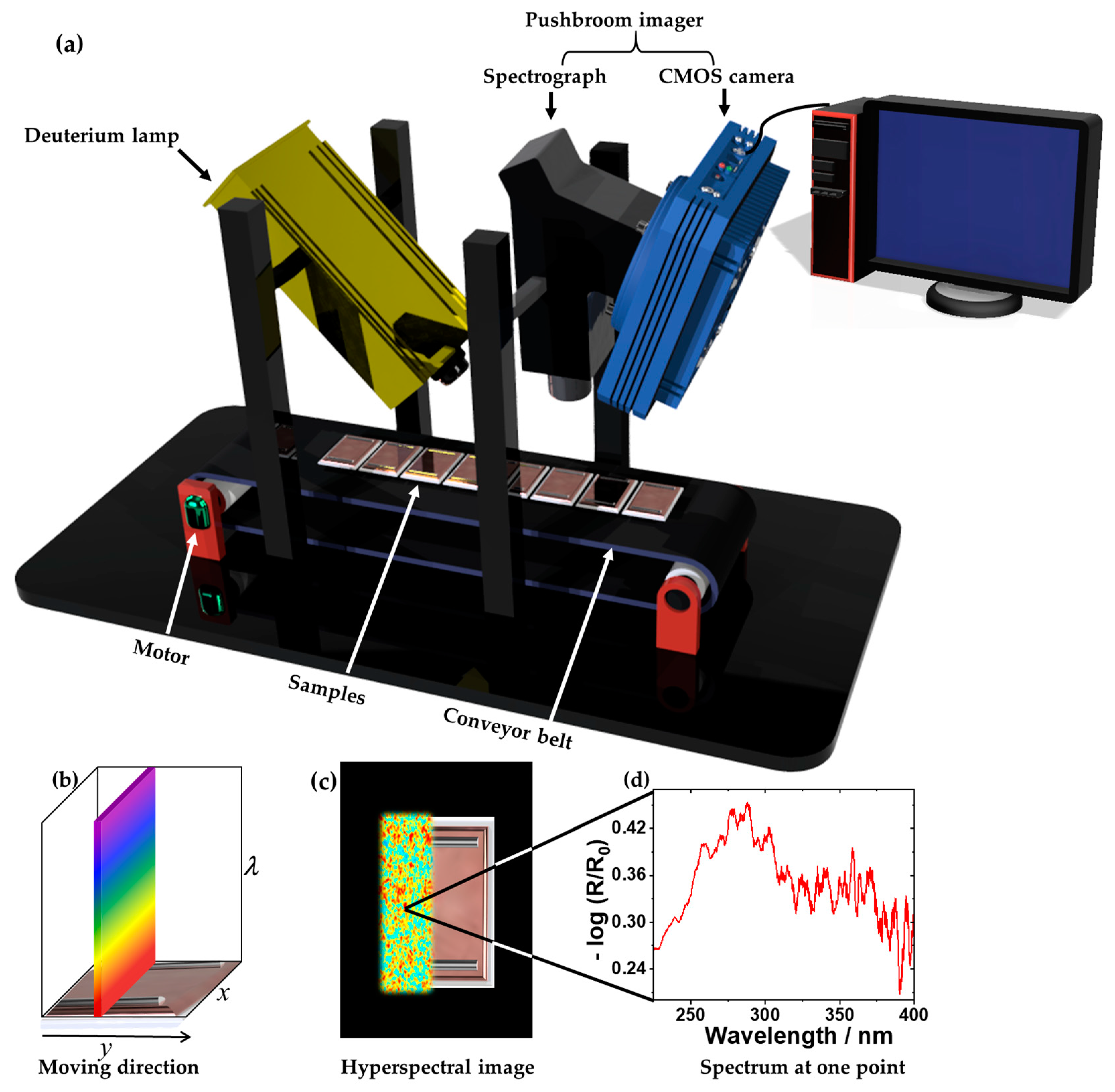
2.3. UV Hyperspectral Imaging
2.4. Data Processing and Multivariate Data Analysis
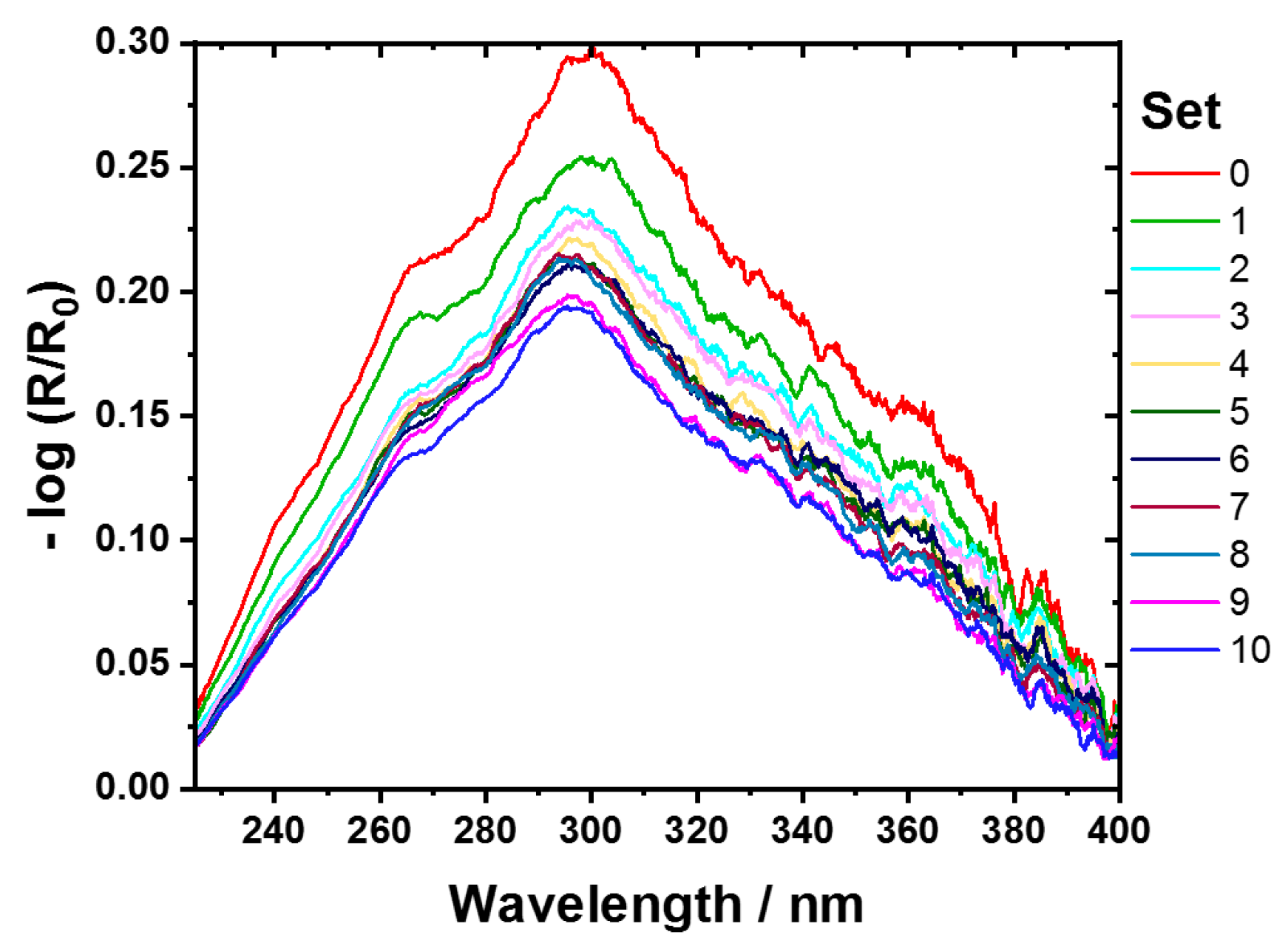
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
References
- Tomotoshi, D.; Kawasaki, H. Surface and interface designs in copper-based conductive inks for printed/flexible electronics. Nanomaterials 2020, 10, 1689. [Google Scholar] [CrossRef] [PubMed]
- Lee, Y.-G.; McInerney, M.; Joo, Y.-C.; Choi, I.-S.; Kim, S.E. Copper bonding technology in heterogeneous integration. Electron. Mater. Lett. 2024, 20, 1–25. [Google Scholar] [CrossRef]
- Jia, S.Q.; Yang, F. High thermal conductive copper/diamond composites: State of the art. J. Mater. Sci. 2021, 56, 2241–2274. [Google Scholar] [CrossRef]
- Al Ktash, M.; Stefanakis, M.; Englert, T.; Drechsel, M.S.L.; Stiedl, J.; Green, S.; Jacob, T.; Boldrini, B.; Ostertag, E.; Rebner, K.; et al. UV Hyperspectral Imaging as Process Analytical Tool for the Characterization of Oxide Layers and Copper States on Direct Bonded Copper. Sensors 2021, 21, 7332. [Google Scholar] [CrossRef] [PubMed]
- Stiedl, J.; Boldrini, B.; Green, S.; Chassé, T.; Rebner, K. Characterisation of oxide layers on technical copper based on visible hyperspectral imaging. J. Spectr. Imaging 2019, 8, a10. [Google Scholar] [CrossRef]
- Stiedl, J.; Green, S.; Chassé, T.; Rebner, K. Auger electron spectroscopy and UV–Vis spectroscopy in combination with multivariate curve resolution analysis to determine the Cu2O/CuO ratios in oxide layers on technical copper surfaces. Appl. Surf. Sci. 2019, 486, 354–361. [Google Scholar] [CrossRef]
- Tsai, Y.-C.; Hu, H.-W.; Chen, K.-N. Low temperature copper-copper bonding of non-planarized copper pillar with passivation. IEEE Electron Device Lett. 2020, 41, 1229–1232. [Google Scholar] [CrossRef]
- Englert, T.; Gruber, F.; Stiedl, J.; Green, S.; Jacob, T.; Rebner, K.; Grählert, W. Use of Hyperspectral Imaging for the Quantification of Organic Contaminants on Copper Surfaces for Electronic Applications. Sensors 2021, 21, 5595. [Google Scholar] [CrossRef] [PubMed]
- Verdingovas, V.; Jellesen, M.S.; Ambat, R. Impact of NaCl contamination and climatic conditions on the reliability of printed circuit board assemblies. IEEE Trans. Device Mater. Reliab. 2013, 14, 42–51. [Google Scholar] [CrossRef]
- Lee, K.H.; Jukna, R.; Altpeter, J.; Doss, K. Comparison of ROSE, C3/IC, and SIR as an effective cleanliness verification test for post soldered PCBA. Solder. Surf. Mt. Technol. 2011, 23, 85–90. [Google Scholar] [CrossRef]
- Berriche, R.; Vahey, S.; Gillett, B. Effect of oxidation on mold compound-copper leadframe adhesion. In Proceedings of the International Symposium on Advanced Packaging Materials. Processes, Properties and Interfaces (IEEE Cat. No. 99TH8405), Braselton, GA, USA, 14–17 March 1999; pp. 77–82. [Google Scholar]
- Verdingovas, V.; Jellesen, M.S.; Ambat, R. Solder flux residues and humidity-related failures in electronics: Relative effects of weak organic acids used in no-clean flux systems. J. Electron. Mater. 2015, 44, 1116–1127. [Google Scholar] [CrossRef]
- Smith, B.A.; Turbini, L.J. Characterizing the weak organic acids used in low solids fluxes. J. Electron. Mater. 1999, 28, 1299–1306. [Google Scholar] [CrossRef]
- Gacs, J.; Kocsis, L.; Németh, C.; Mátyási, J.; Szieberth, D. Investigation of the effect of temperature on the properties of no-clean reflow soldering fluxes. J. Electron. Mater. 2020, 49, 6727–6736. [Google Scholar] [CrossRef]
- Gacs, J. Investigation of the Surface Characteristics of Industrial Substrates throughout Electronic Control Unit Production Steps. Ph.D. Dissertation, Universität Ulm, Ulm, Germany, 2022. [Google Scholar]
- Hansen, K.S.; Jellesen, M.S.; Moller, P.; Westermann, P.J.S.; Ambat, R. Effect of solder flux residues on corrosion of electronics. In Proceedings of the 2009 Annual Reliability and Maintainability Symposium, Forth Worth, TX, USA, 26–29 January 2009; pp. 502–508. [Google Scholar]
- Jellesen, M.S.; Minzari, D.; Rathinavelu, U.; Møller, P.; Ambat, R. Corrosion failure due to flux residues in an electronic add-on device. Eng. Fail. Anal. 2010, 17, 1263–1272. [Google Scholar] [CrossRef]
- Gao, G.; Mirkarimi, L. Hybrid Bonding Process Technology. In Direct Copper Interconnection for Advanced Semiconductor Technology; CRC Press: Boca Raton, FL, USA, 2024; pp. 54–115. [Google Scholar]
- Hirman, M.; Michal, D.; Reboun, J.; Steiner, F. Solder Joints on Thick Printed Copper Substrates. Power Electron. Devices Compon. 2024, 7, 100059. [Google Scholar] [CrossRef]
- Hsieh, J.; Fong, L.; Yi, S.; Metha, G. Plasma cleaning of copper leadframe with Ar and Ar/H2 gases. Surf. Coat. Technol. 1999, 112, 245–249. [Google Scholar] [CrossRef]
- Lu, B.; Dao, P.D.; Liu, J.; He, Y.; Shang, J. Recent advances of hyperspectral imaging technology and applications in agriculture. Remote Sens. 2020, 12, 2659. [Google Scholar] [CrossRef]
- Plaza, A.; Benediktsson, J.A.; Boardman, J.W.; Brazile, J.; Bruzzone, L.; Camps-Valls, G.; Chanussot, J.; Fauvel, M.; Gamba, P.; Gualtieri, A. Recent advances in techniques for hyperspectral image processing. Remote Sens. Environ. 2009, 113, 0034–4257. [Google Scholar] [CrossRef]
- Kamruzzaman, M.; Sun, D.-W. Introduction to hyperspectral imaging technology. In Computer Vision Technology for Food Quality Evaluation; Elsevier: Amsterdam, The Netherlands, 2016; pp. 111–139. [Google Scholar] [CrossRef]
- Al Ktash, M.; Hauler, O.; Ostertag, E.; Brecht, M. Ultraviolet-visible/near infrared spectroscopy and hyperspectral imaging to study the different types of raw cotton. J. Spectr. Imaging 2020, 9, a18. [Google Scholar] [CrossRef]
- Paul, B.D.; Rossi, A.J. Image simulation of HSI systems. In Imaging Spectrometry XXV: Applications, Sensors, and Processing; SPIE: San Diego, CA, USA, 2022; pp. 104–115. [Google Scholar]
- Boldrini, B.; Kessler, W.; Rebner, K.; Kessler, R.W. Hyperspectral imaging: A review of best practice, performance and pitfalls for in-line and on-line applications. J. Near Infrared Spectrosc. 2012, 20, 483–508. [Google Scholar] [CrossRef]
- Lodhi, V.; Chakravarty, D.; Mitra, P. Hyperspectral imaging system: Development aspects and recent trends. Sens. Imaging 2019, 20, 35. [Google Scholar] [CrossRef]
- Bannon, D. Hyperspectral imaging: Cubes and slices. Nat. Photonics 2009, 3, 627. [Google Scholar] [CrossRef]
- Gowen, A.A.; O’Donnell, C.P.; Cullen, P.J.; Downey, G.; Frias, J.M. Hyperspectral imaging—An emerging process analytical tool for food quality and safety control. Trends Food Sci. Technol. 2007, 18, 590–598. [Google Scholar] [CrossRef]
- Manolakis, D.; Shaw, G. Detection algorithms for hyperspectral imaging applications. IEEE Signal Process. Mag. 2002, 19, 29–43. [Google Scholar] [CrossRef]
- Al Ktash, M.; Stefanakis, M.; Wackenhut, F.; Jehle, V.; Ostertag, E.; Rebner, K.; Brecht, M. Prediction of Honeydew Contaminations on Cotton Samples by In-Line UV Hyperspectral Imaging. Sensors 2023, 23, 319. [Google Scholar] [CrossRef]
- Jin, S.; Hui, W.; Wang, Y.; Huang, K.; Shi, Q.; Ying, C.; Liu, D.; Ye, Q.; Zhou, W.; Tian, J. Hyperspectral imaging using the single-pixel Fourier transform technique. Sci. Rep. 2017, 7, 45209. [Google Scholar] [CrossRef]
- Ceroni, M.; Gobber, F.S.; Grande, M.A. Ultraviolet–Visible-Near InfraRed spectroscopy for assessing metal powder cross-contamination: A multivariate approach for a quantitative analysis. Mater. Des. 2024, 242, 0264–1275. [Google Scholar] [CrossRef]
- Pozo-Antonio, J.; Fiorucci, M.; Rivas, T.; López, A.; Ramil, A.; Barral, D. Suitability of hyperspectral imaging technique to evaluate the effectiveness of the cleaning of a crustose lichen developed on granite. Appl. Phys. A 2016, 122, 100. [Google Scholar] [CrossRef]
- Park, B.; Lawrence, K.C.; Windham, W.R.; Smith, D.P. Performance of hyperspectral imaging system for poultry surface fecal contaminant detection. J. Food Eng. 2006, 75, 340–348. [Google Scholar] [CrossRef]
- Al Ktash, M.; Stefanakis, M.; Boldrini, B.; Ostertag, E.; Brecht, M. Characterization of pharmaceutical tablets using UV hyperspectral imaging as a rapid in-line analysis tool. Sensors 2021, 21, 4436. [Google Scholar] [CrossRef]
- Knoblich, M.; Al Ktash, M.; Wackenhut, F.; Jehle, V.; Ostertag, E.; Brecht, M. Applying UV hyperspectral imaging for the quantification of honeydew content on raw cotton via PCA and PLS-R models. Textiles 2023, 3, 287–293. [Google Scholar] [CrossRef]
- Signoroni, A.; Savardi, M.; Baronio, A.; Benini, S. Deep learning meets hyperspectral image analysis: A multidisciplinary review. J. Imaging 2019, 5, 52. [Google Scholar] [CrossRef]
- Uddin, M.P.; Mamun, M.A.; Hossain, M.A. PCA-based feature reduction for hyperspectral remote sensing image classification. IETE Tech. Rev. 2021, 38, 377–396. [Google Scholar] [CrossRef]
- Meacham-Hensold, K.; Montes, C.M.; Wu, J.; Guan, K.; Fu, P.; Ainsworth, E.A.; Pederson, T.; Moore, C.E.; Brown, K.L.; Raines, C. High-throughput field phenotyping using hyperspectral reflectance and partial least squares regression (PLSR) reveals genetic modifications to photosynthetic capacity. Remote Sens. Environ. 2019, 231, 111176. [Google Scholar] [CrossRef]
- Jiang, H.; Hu, Y.; Jiang, X.; Zhou, H. Maturity Stage Discrimination of Camellia oleifera fruit using visible and near-infrared hyperspectral imaging. Molecules 2022, 27, 6318. [Google Scholar] [CrossRef]
- Bro, R.; Smilde, A.K. Principal component analysis. Anal. Methods 2014, 6, 2812–2831. [Google Scholar] [CrossRef]
- Obeidat, S.M.; Al-Ktash, M.M.; Al-Momani, I.F. Study of fuel assessment and adulteration using EEMF and multiway PCA. Energy Fuels 2014, 28, 4889–4894. [Google Scholar] [CrossRef]
- Geladi, P.; Kowalski, B.R. Partial least-squares regression: A tutorial. Anal. Chim. Acta 1986, 185, 1–17. [Google Scholar] [CrossRef]
- Stefanakis, M.; Lorenz, A.; Bartsch, J.W.; Bassler, M.C.; Wagner, A.; Brecht, M.; Pagenstecher, A.; Schittenhelm, J.; Boldrini, B.; Hakelberg, S. Formalin Fixation as Tissue Preprocessing for Multimodal Optical Spectroscopy Using the Example of Human Brain Tumour Cross Sections. J. Spectrosc. 2021, 2021, 5598309. [Google Scholar] [CrossRef]
- Bassler, M.C.; Stefanakis, M.; Sequeira, I.; Ostertag, E.; Wagner, A.; Bartsch, J.W.; Roeßler, M.; Mandic, R.; Reddmann, E.F.; Lorenz, A. Comparison of Whiskbroom and Pushbroom darkfield elastic light scattering spectroscopic imaging for head and neck cancer identification in a mouse model. Anal. Bioanal. Chem. 2021, 413, 7363–7383. [Google Scholar] [CrossRef]
- Qi, H.; He, M.; Huang, Z.; Yan, J.; Zhang, C. Application of Hyperspectral Imaging for Watermelon Seed Classification Using Deep Learning and Scoring Mechanism. J. Food Qual. 2024, 2024, 7313214. [Google Scholar] [CrossRef]
- Al Ktash, M. Development of a UV Hyperspectral Imaging Prototype for Industrial Applications. Ph.D. Dissertation, Eberhard Karls University, Tübingen, Germany, 2024. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Set | Set0 | Set1 | Set2 | Set3 | Set4 | Set5 | Set6 | Set7 | Set8 | Set9 | Set10 |
| Sonication duration time (min) | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Actual | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Predicted | Sample set | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 0 | 30 | 2 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 1 | 0 | 26 | 2 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 2 | 0 | 2 | 26 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 3 | 0 | 0 | 2 | 27 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
| 4 | 0 | 0 | 0 | 2 | 25 | 5 | 0 | 0 | 0 | 0 | 0 | |
| 5 | 0 | 0 | 0 | 0 | 4 | 10 | 6 | 3 | 0 | 0 | 0 | |
| 6 | 0 | 0 | 0 | 0 | 1 | 11 | 19 | 5 | 2 | 0 | 0 | |
| 7 | 0 | 0 | 0 | 0 | 0 | 3 | 5 | 16 | 6 | 1 | 0 | |
| 8 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 4 | 12 | 6 | 1 | |
| 9 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 2 | 7 | 18 | 5 | |
| 10 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 3 | 5 | 24 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Knoblich, M.; Al Ktash, M.; Wackenhut, F.; Englert, T.; Stiedl, J.; Wittel, H.; Green, S.; Jacob, T.; Boldrini, B.; Ostertag, E.; et al. Rapid Detection of Cleanliness on Direct Bonded Copper Substrate by Using UV Hyperspectral Imaging. Sensors 2024, 24, 4680. https://doi.org/10.3390/s24144680
Knoblich M, Al Ktash M, Wackenhut F, Englert T, Stiedl J, Wittel H, Green S, Jacob T, Boldrini B, Ostertag E, et al. Rapid Detection of Cleanliness on Direct Bonded Copper Substrate by Using UV Hyperspectral Imaging. Sensors. 2024; 24(14):4680. https://doi.org/10.3390/s24144680
Chicago/Turabian StyleKnoblich, Mona, Mohammad Al Ktash, Frank Wackenhut, Tim Englert, Jan Stiedl, Hilmar Wittel, Simon Green, Timo Jacob, Barbara Boldrini, Edwin Ostertag, and et al. 2024. "Rapid Detection of Cleanliness on Direct Bonded Copper Substrate by Using UV Hyperspectral Imaging" Sensors 24, no. 14: 4680. https://doi.org/10.3390/s24144680