
Large-Area Film Thickness Identification of Transparent Glass by Hyperspectral Imaging

 and
and 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
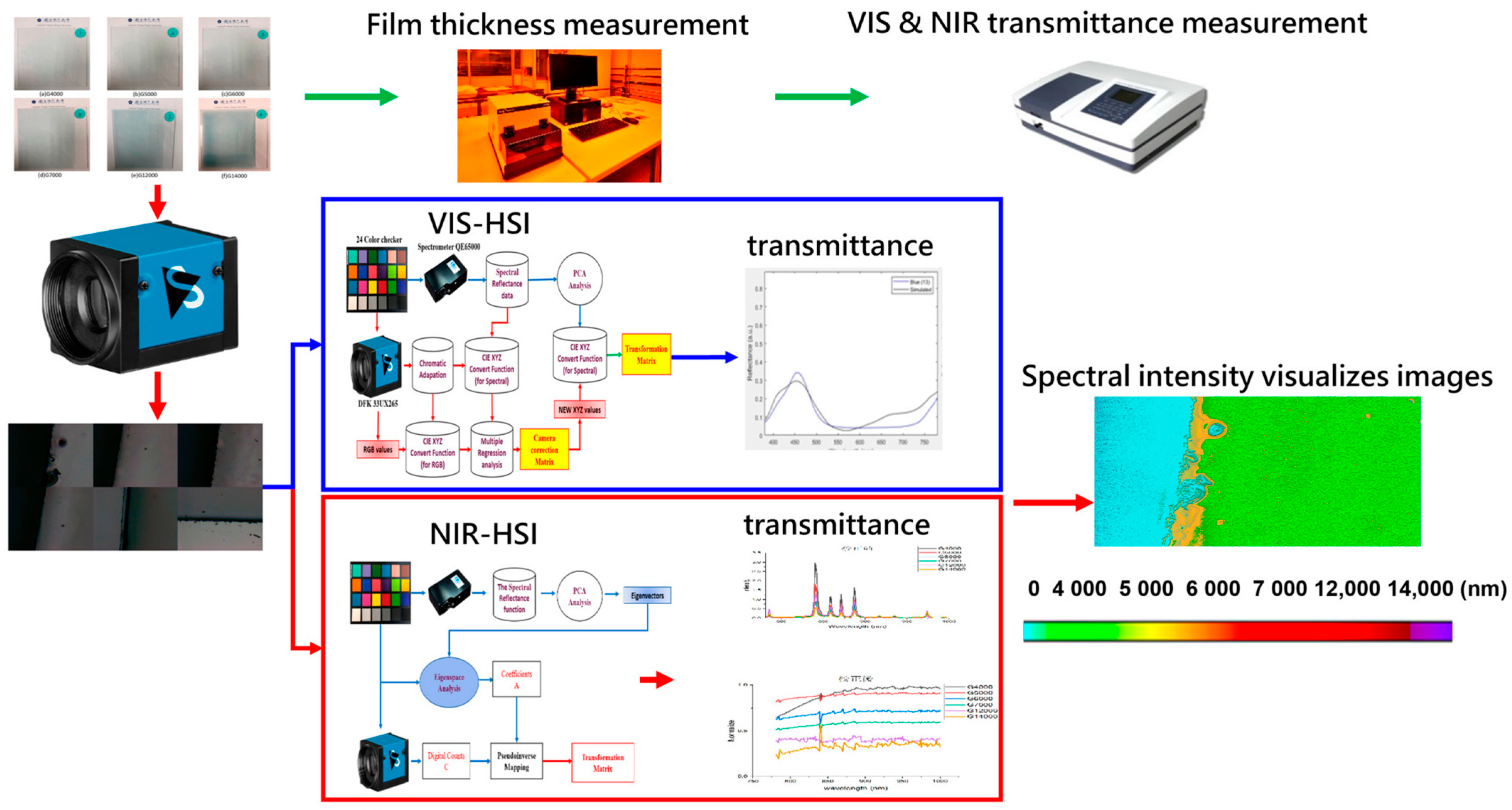
2. Materials and Methods
2.1. Visible Hyperspectral Imaging Algorithm
2.2. NIR Hyperspectral Algorithm (NIR-HSI)
2.3. Analysis Method for Glass Coating Thickness
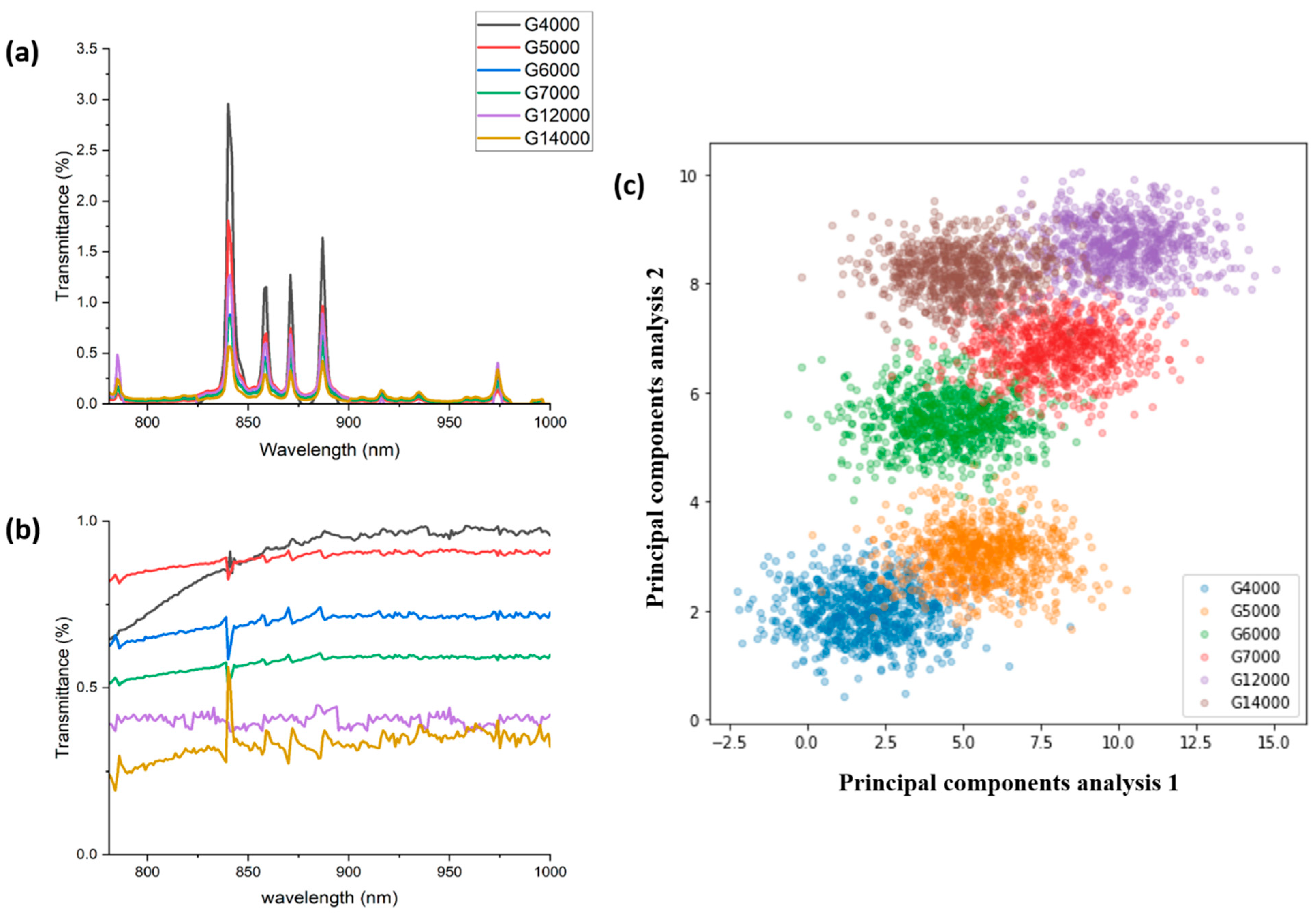
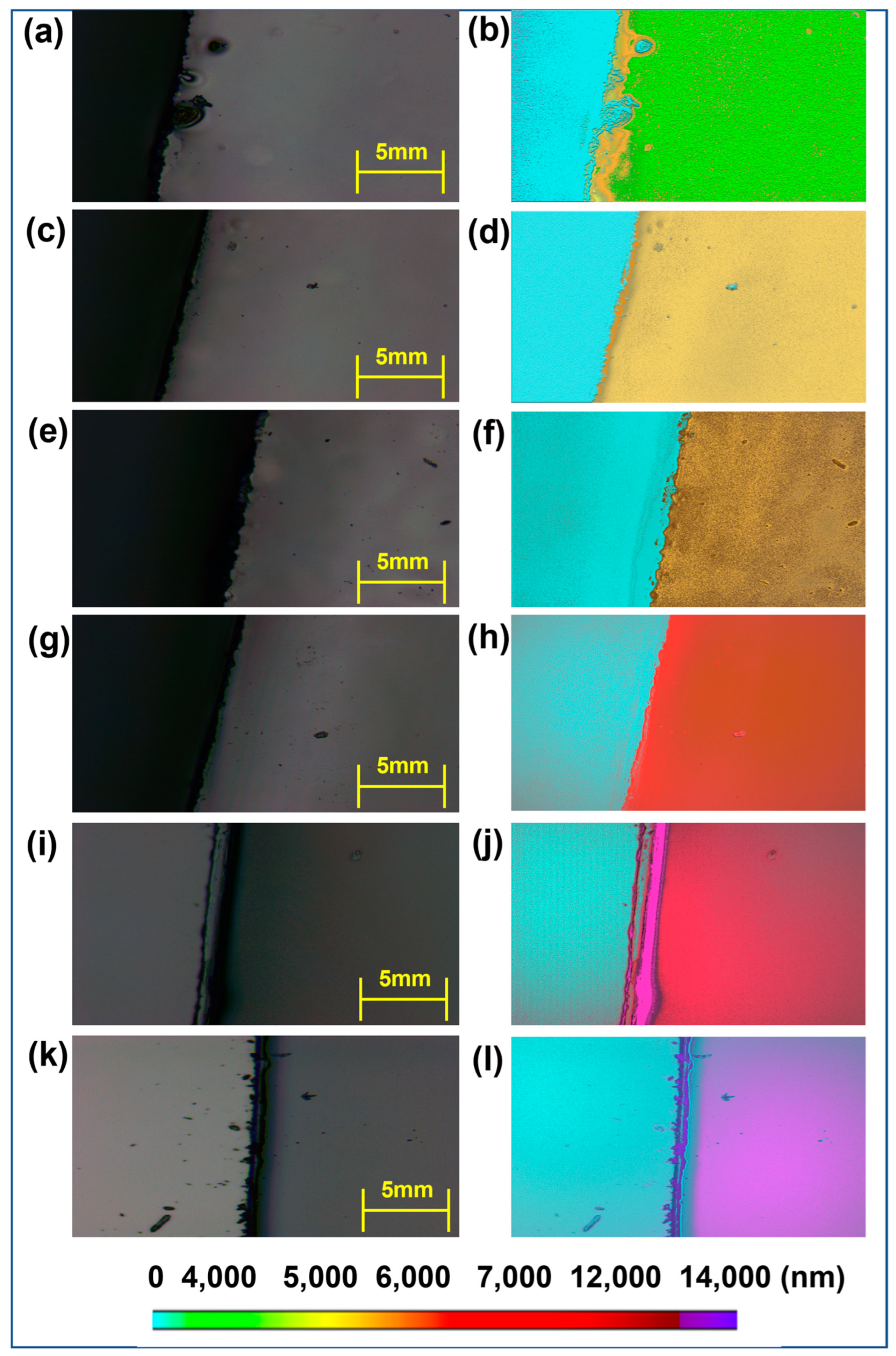
3. Results
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Garner, S.M.; Lewis, S.C.; Chowdhury, D.Q. Flexible glass and its application for electronic devices. In Proceedings of the 2017 24th International Workshop on Active-Matrix Flatpanel Displays and Devices (AM-FPD), Kyoto, Japan, 4–7 July 2017; pp. 28–33. [Google Scholar]
- Silva, R.; De Brito, J.; Lye, C.; Dhir, R. The role of glass waste in the production of ceramic-based products and other applications: A review. J. Clean. Prod. 2017, 167, 346–364. [Google Scholar] [CrossRef]
- Maximov, M.; Maximov, O.-C.; Craciun, L.; Ficai, D.; Ficai, A.; Andronescu, E. Bioactive glass—An extensive study of the preparation and coating methods. Coatings 2021, 11, 1386. [Google Scholar] [CrossRef]
- Lee, W.C.; Choi, E.C.; Boo, J.-H.; Hong, B. A study on characterization of nano-porous NiO thin film to improve electrical and optical properties for application to automotive glass. Thin Solid Film. 2017, 641, 28–33. [Google Scholar] [CrossRef]
- Mauro, J.C.; Tandia, A.; Vargheese, K.D.; Mauro, Y.Z.; Smedskjaer, M.M. Accelerating the design of functional glasses through modeling. Chem. Mater. 2016, 28, 4267–4277. [Google Scholar] [CrossRef]
- Ham, G.-S.; Kim, K.-W.; Cho, G.-S.; Kim, C.P.; Lee, K.-A. Fabrication, microstructure and wear properties of novel Fe-Mo-Cr-CB metallic glass coating layers manufactured by various thermal spray processes. Mater. Des. 2020, 195, 109043. [Google Scholar] [CrossRef]
- Huang, C.-L. A study of the optical properties and fabrication of coatings made of three-dimensional photonic glass. Coatings 2020, 10, 781. [Google Scholar] [CrossRef]
- Tao, X.; Liang, Z.; Li, J.; Zhang, J.; Guo, X.; Wang, M. Anti-oxidation of emissing agents in TaSi2–MoSi2-borosilicate glass high emissivity coating. Ceram. Int. 2022, 48, 37333–37343. [Google Scholar] [CrossRef]
- Nayak, S.K.; Faridi, M.A.; Gopi, M.; Kumar, A.; Laha, T. Fe-based metallic glass composite coatings by HVOF spraying: Influence of Mo on phase evolution, wear and corrosion resistance. Mater. Charact. 2022, 191, 112149. [Google Scholar] [CrossRef]
- Nie, R.P.; Li, Y.; Jia, L.C.; Lei, J.; Huang, H.D.; Li, Z.M. PVDF/PMMA dielectric films with notably decreased dielectric loss and enhanced high-temperature tolerance. J. Polym. Sci. Part B Polym. Phys. 2019, 57, 1043–1052. [Google Scholar] [CrossRef]
- Gancheva, V.; Yordanov, N.D.; Karakirova, Y. EPR investigation of the gamma radiation response of different types of glasses. Spectrochim. Acta Part A Mol. Biomol. Spectrosc. 2006, 63, 875–878. [Google Scholar] [CrossRef]
- Sarmeen Akhtar, U.; Moniruz Zaman, M.; Islam, M.S.; Nigar, F.; Hossain, M.K. Effect of different types of glasses as fluxing agent on the sintering temperature of bricks. Trans. Indian Ceram. Soc. 2017, 76, 128–132. [Google Scholar] [CrossRef]
- Zhang, D.-p.; Zhu, M.-d.; Liu, Y.; Yang, K.; Liang, G.-x.; Zheng, Z.-h.; Cai, X.-m.; Fan, P. High performance VO2 thin films growth by DC magnetron sputtering at low temperature for smart energy efficient window application. J. Alloys Compd. 2016, 659, 198–202. [Google Scholar] [CrossRef]
- Karasu, B.; Bereket, O.; Biryan, E.; Sanoğlu, D. The latest developments in glass science and technology. El-Cezeri 2017, 4, 209–233. [Google Scholar] [CrossRef]
- Matusevich, V.; Wolf, F.; Tolstik, E.; Kowarschik, R. A transparent optical sensor for moisture detection integrated in a pq-pmma medium. IEEE Photonics Technol. Lett. 2013, 25, 969–972. [Google Scholar] [CrossRef]
- Shan, J.; Sun, J.; Liu, Z. Chemical vapor deposition synthesis of graphene over sapphire substrates. ChemNanoMat 2021, 7, 515–525. [Google Scholar] [CrossRef]
- Akselrod, M.S.; Bruni, F.J. Modern trends in crystal growth and new applications of sapphire. J. Cryst. Growth 2012, 360, 134–145. [Google Scholar] [CrossRef]
- Hobbs, D.S.; MacLeod, B.D.; Riccobono, J.R. Update on the development of high performance anti-reflecting surface relief micro-structures. In Proceedings of the Window and Dome Technologies and Materials X, Orlando, FL, USA, 11–12 April 2007; pp. 242–255. [Google Scholar]
- Bräuer, G.; Szyszka, B.; Vergöhl, M.; Bandorf, R. Magnetron sputtering–Milestones of 30 years. Vacuum 2010, 84, 1354–1359. [Google Scholar] [CrossRef]
- Suzuki, K. State of the art in large area vacuum coatings on glass. Thin Solid Film. 1999, 351, 8–14. [Google Scholar] [CrossRef]
- Gordon, R. Chemical vapor deposition of coatings on glass. J. Non-Cryst. Solids 1997, 218, 81–91. [Google Scholar] [CrossRef]
- Ponja, S.D.; Sathasivam, S.; Parkin, I.P.; Carmalt, C.J. Highly conductive and transparent gallium doped zinc oxide thin films via chemical vapor deposition. Sci. Rep. 2020, 10, 638. [Google Scholar] [CrossRef]
- Fang, G.; Li, D.; Yao, B.L. Effect of vacuum annealing on the properties of transparent conductive AZO thin films prepared by dc magnetron sputtering. Phys. Status Solidi (A) 2002, 193, 139–152. [Google Scholar] [CrossRef]
- Byun, D.; Jin, Y.; Kim, B.; Lee, J.K.; Park, D. Photocatalytic TiO2 deposition by chemical vapor deposition. J. Hazard. Mater. 2000, 73, 199–206. [Google Scholar] [CrossRef] [PubMed]
- Vuong, V.-H.; Pammi, S.; Ippili, S.; Jella, V.; Thi, T.N.; Pasupuleti, K.S.; Kim, M.-D.; Jeong, M.J.; Jeong, J.-R.; Chang, H.S. Flexible, stable, and self-powered photodetectors embedded with chemical vapor deposited lead-free bismuth mixed halide perovskite films. Chem. Eng. J. 2023, 458, 141473. [Google Scholar] [CrossRef]
- De Ferri, L.; Lottici, P.P.; Lorenzi, A.; Montenero, A.; Vezzalini, G. Hybrid sol–gel based coatings for the protection of historical window glass. J. Sol-Gel Sci. Technol. 2013, 66, 253–263. [Google Scholar] [CrossRef]
- De Groot, P.J.; de Lega, X.C.; Fay, M.F. Transparent film profiling and analysis by interference microscopy. In Proceedings of the Interferometry XIV: Applications, San Diego, CA, USA, 13–14 August 2008; pp. 158–163. [Google Scholar]
- Taherimakhsousi, N.; MacLeod, B.P.; Parlane, F.G.; Morrissey, T.D.; Booker, E.P.; Dettelbach, K.E.; Berlinguette, C.P. Quantifying defects in thin films using machine vision. NPJ Comput. Mater. 2020, 6, 111. [Google Scholar] [CrossRef]
- Beliaev, L.Y.; Shkondin, E.; Lavrinenko, A.V.; Takayama, O. Optical, structural and composition properties of silicon nitride films deposited by reactive radio-frequency sputtering, low pressure and plasma-enhanced chemical vapor deposition. Thin Solid Film. 2022, 763, 139568. [Google Scholar] [CrossRef]
- Mukundan, A.; Huang, C.-C.; Men, T.-C.; Lin, F.-C.; Wang, H.-C. Air Pollution Detection Using a Novel Snap-Shot Hyperspectral Imaging Technique. Sensors 2022, 22, 6231. [Google Scholar] [CrossRef] [PubMed]
- Huang, H.-Y.; Hsiao, Y.-P.; Mukundan, A.; Tsao, Y.-M.; Chang, W.-Y.; Wang, H.-C. Classification of Skin Cancer Using Novel Hyperspectral Imaging Engineering via YOLOv5. J. Clin. Med. 2023, 12, 1134. [Google Scholar] [CrossRef] [PubMed]
- Huang, S.-Y.; Mukundan, A.; Tsao, Y.-M.; Kim, Y.; Lin, F.-C.; Wang, H.-C. Recent Advances in Counterfeit Art, Document, Photo, Hologram, and Currency Detection Using Hyperspectral Imaging. Sensors 2022, 22, 7308. [Google Scholar] [CrossRef]
- Leung, J.-H.; Tsao, Y.-M.; Karmakar, R.; Mukundan, A.; Lu, S.-C.; Huang, S.-Y.; Saenprasarn, P.; Lo, C.-H.; Wang, H.-C. Water pollution classification and detection by hyperspectral imaging. Optics Express 2024, 32, 23956–23965. [Google Scholar] [CrossRef]
- Mukundan, A.; Tsao, Y.-M.; Lin, F.-C.; Wang, H.-C. Portable and low-cost hologram verification module using a snapshot-based hyperspectral imaging algorithm. Sci. Rep. 2022, 12, 18475. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.-C.; Chen, Y.-T. Optimal lighting of RGB LEDs for oral cavity detection. Optics Express 2012, 20, 10186–10199. [Google Scholar] [CrossRef] [PubMed]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, S.-Y.; Karmakar, R.; Chen, Y.-Y.; Hung, W.-C.; Mukundan, A.; Wang, H.-C. Large-Area Film Thickness Identification of Transparent Glass by Hyperspectral Imaging. Sensors 2024, 24, 5094. https://doi.org/10.3390/s24165094
Huang S-Y, Karmakar R, Chen Y-Y, Hung W-C, Mukundan A, Wang H-C. Large-Area Film Thickness Identification of Transparent Glass by Hyperspectral Imaging. Sensors. 2024; 24(16):5094. https://doi.org/10.3390/s24165094
Chicago/Turabian StyleHuang, Shuan-Yu, Riya Karmakar, Yu-Yang Chen, Wei-Chin Hung, Arvind Mukundan, and Hsiang-Chen Wang. 2024. "Large-Area Film Thickness Identification of Transparent Glass by Hyperspectral Imaging" Sensors 24, no. 16: 5094. https://doi.org/10.3390/s24165094