
The Method and Experiment of Detecting the Strength of Structural Components Utilizing the Distributed Strain of Sensing Optical Fibers Demodulated by OFDR


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Measurement Principle and Experimental Setup
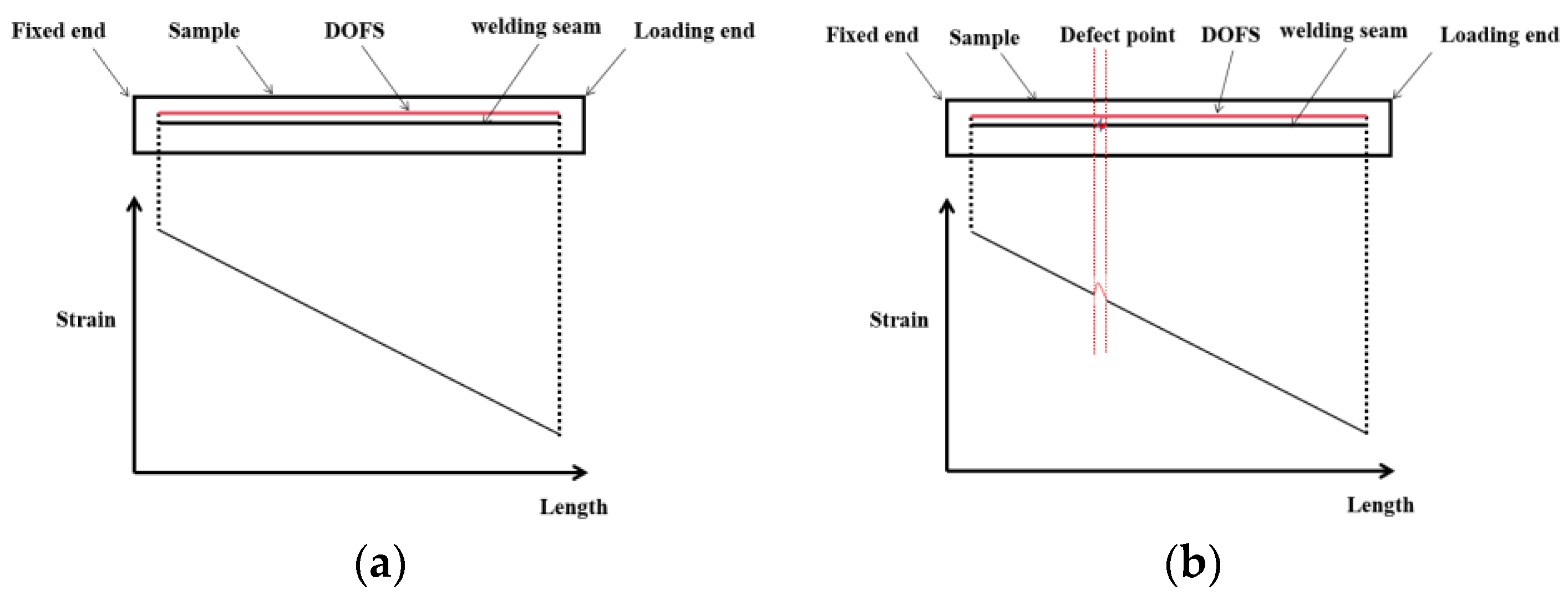
2.1. Weld Strength Detection Principle Based on OFDR Technology
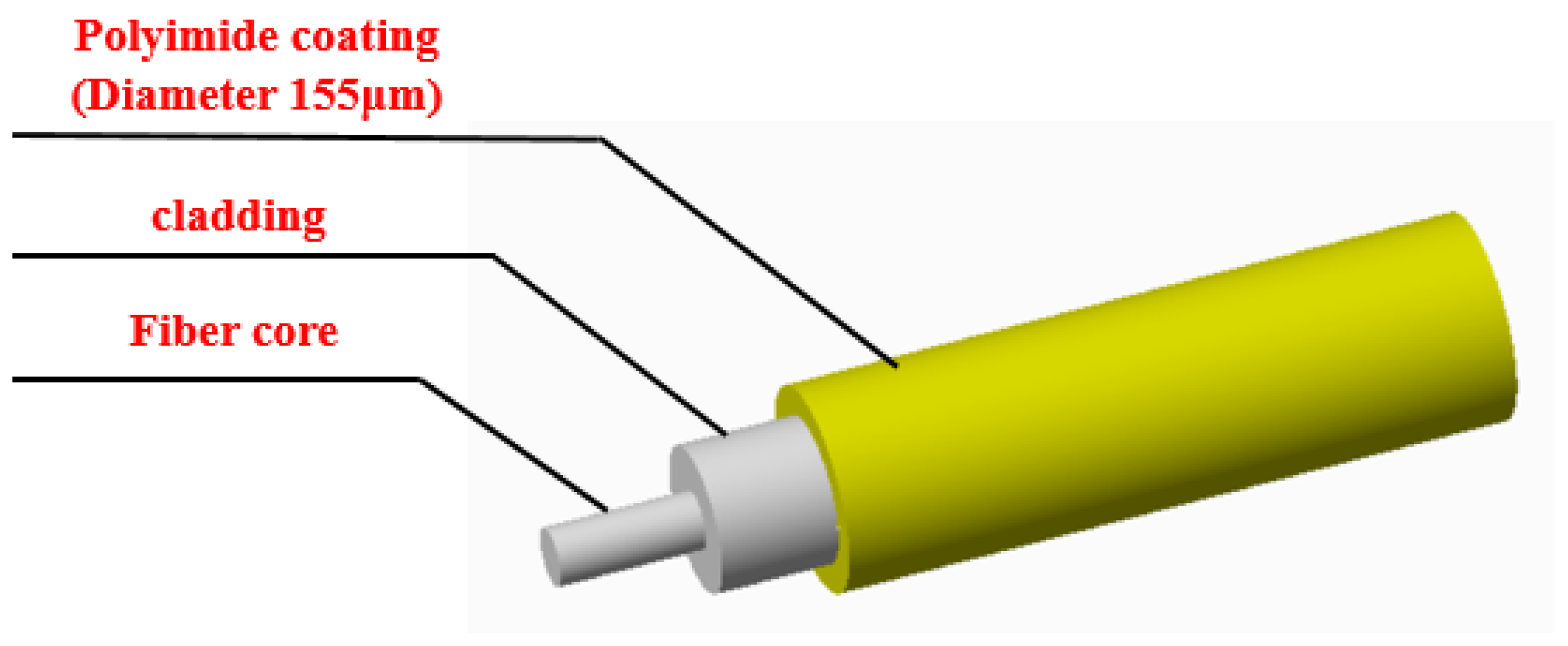
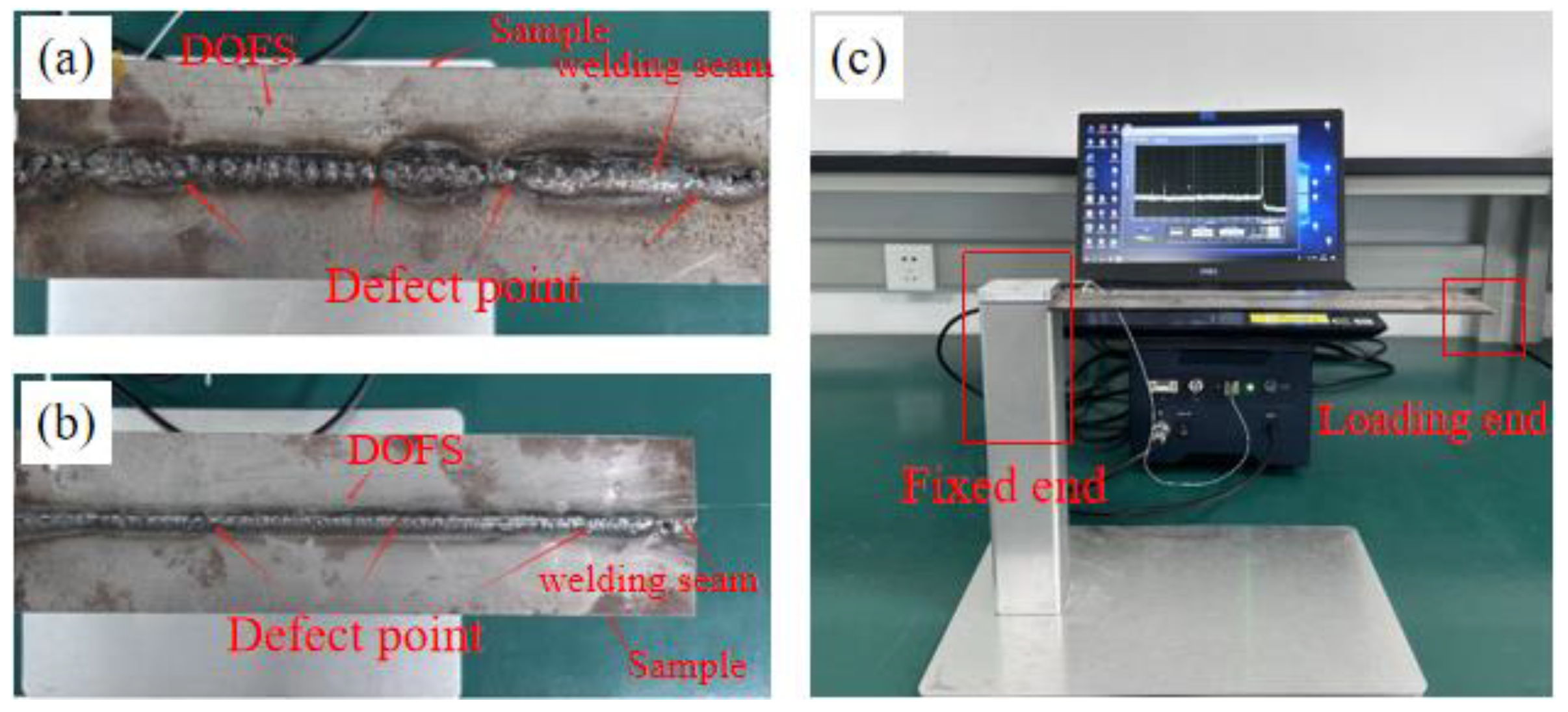
2.2. Experimental Setup
3. Results Analysis and Discussion
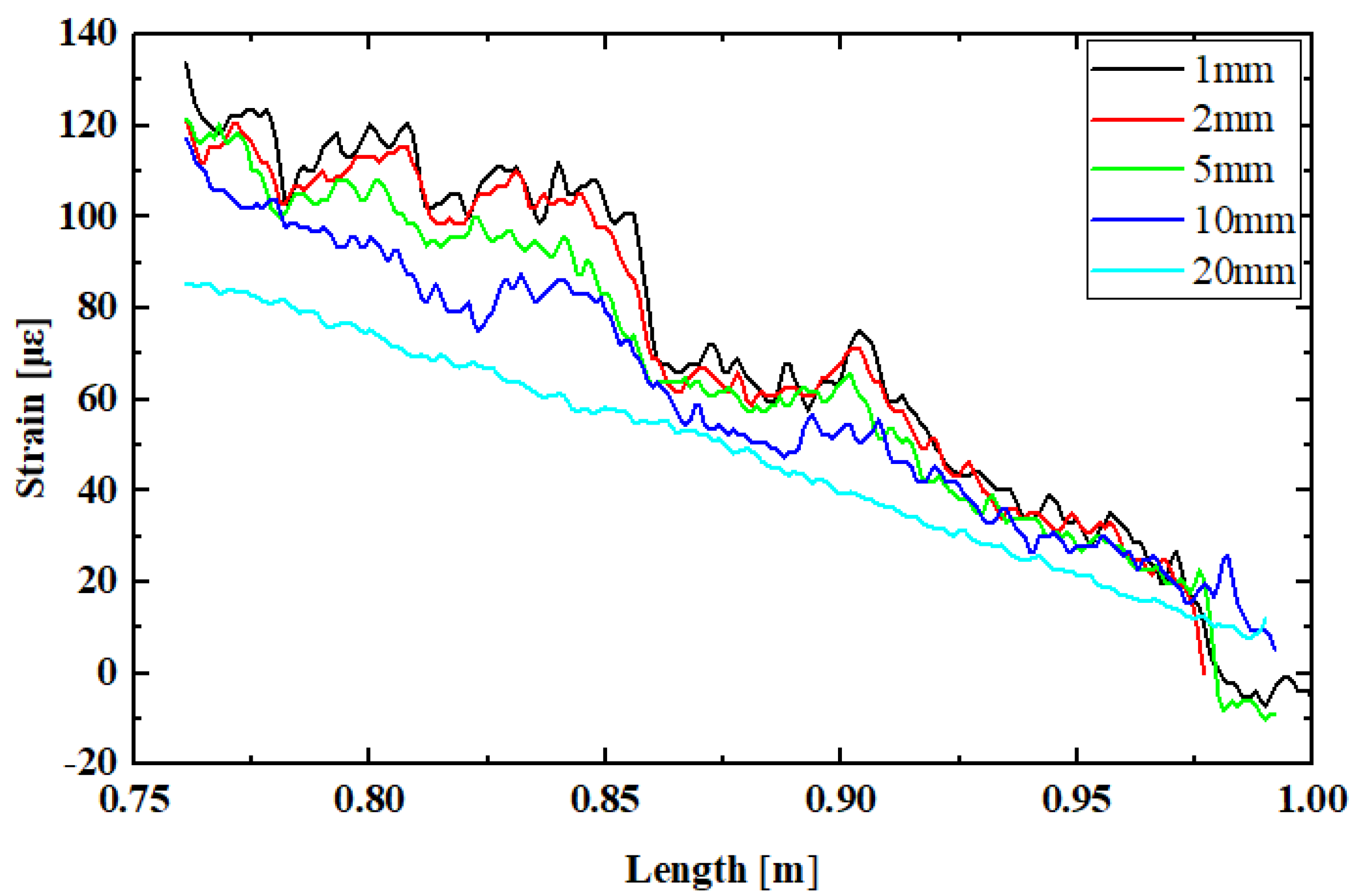
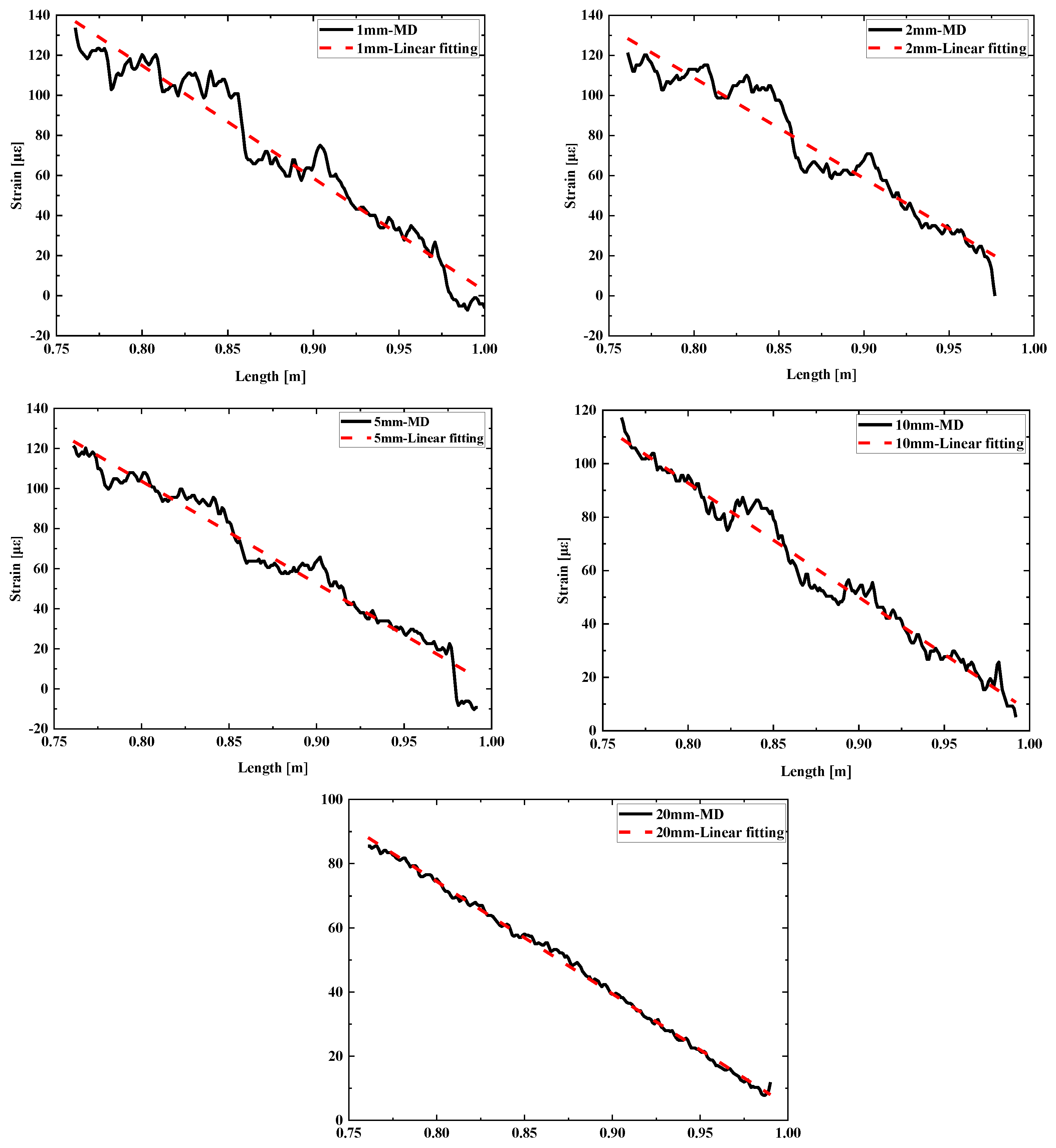
3.1. Weld Strength Analysis with Slag Inclusion Defects
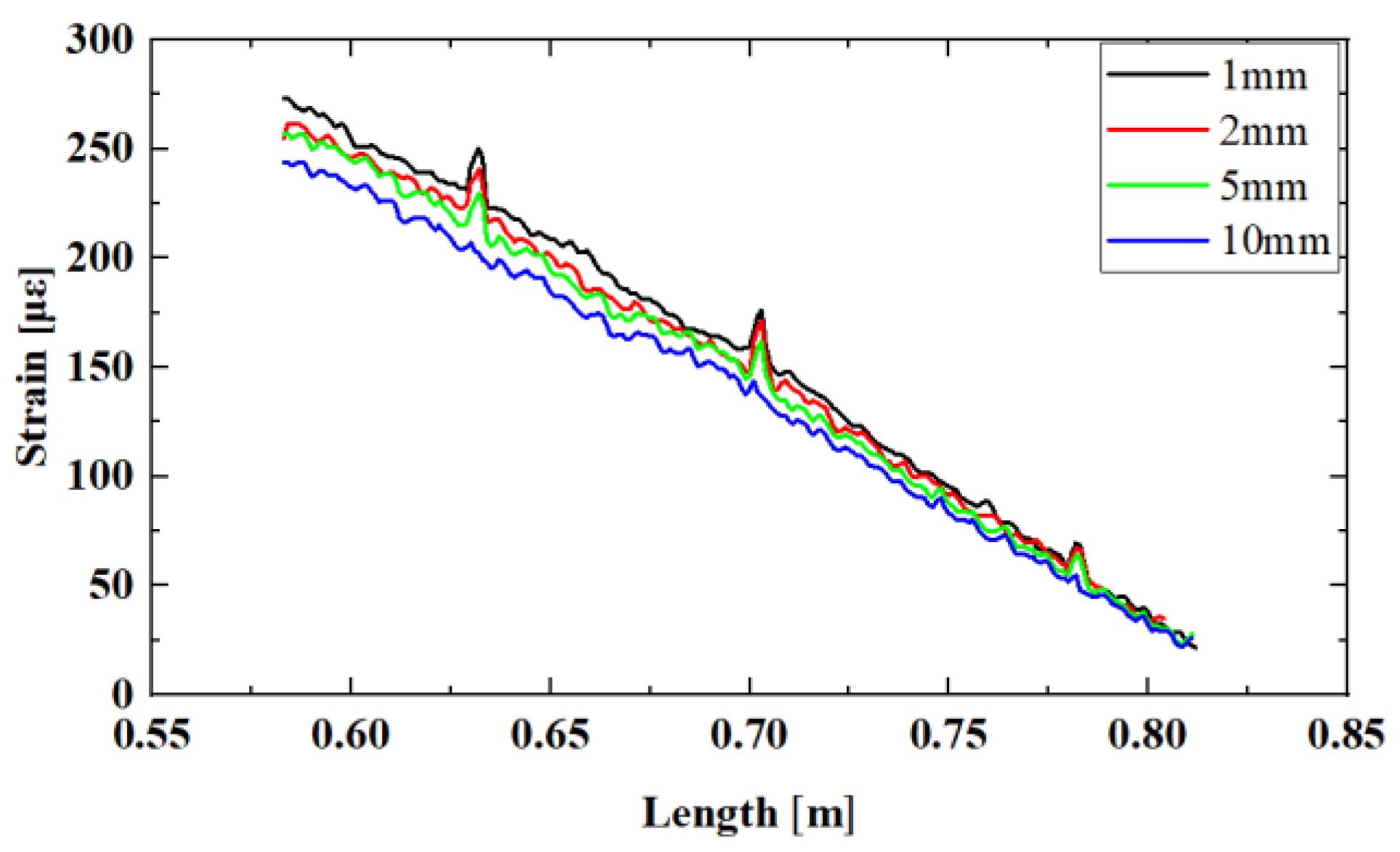
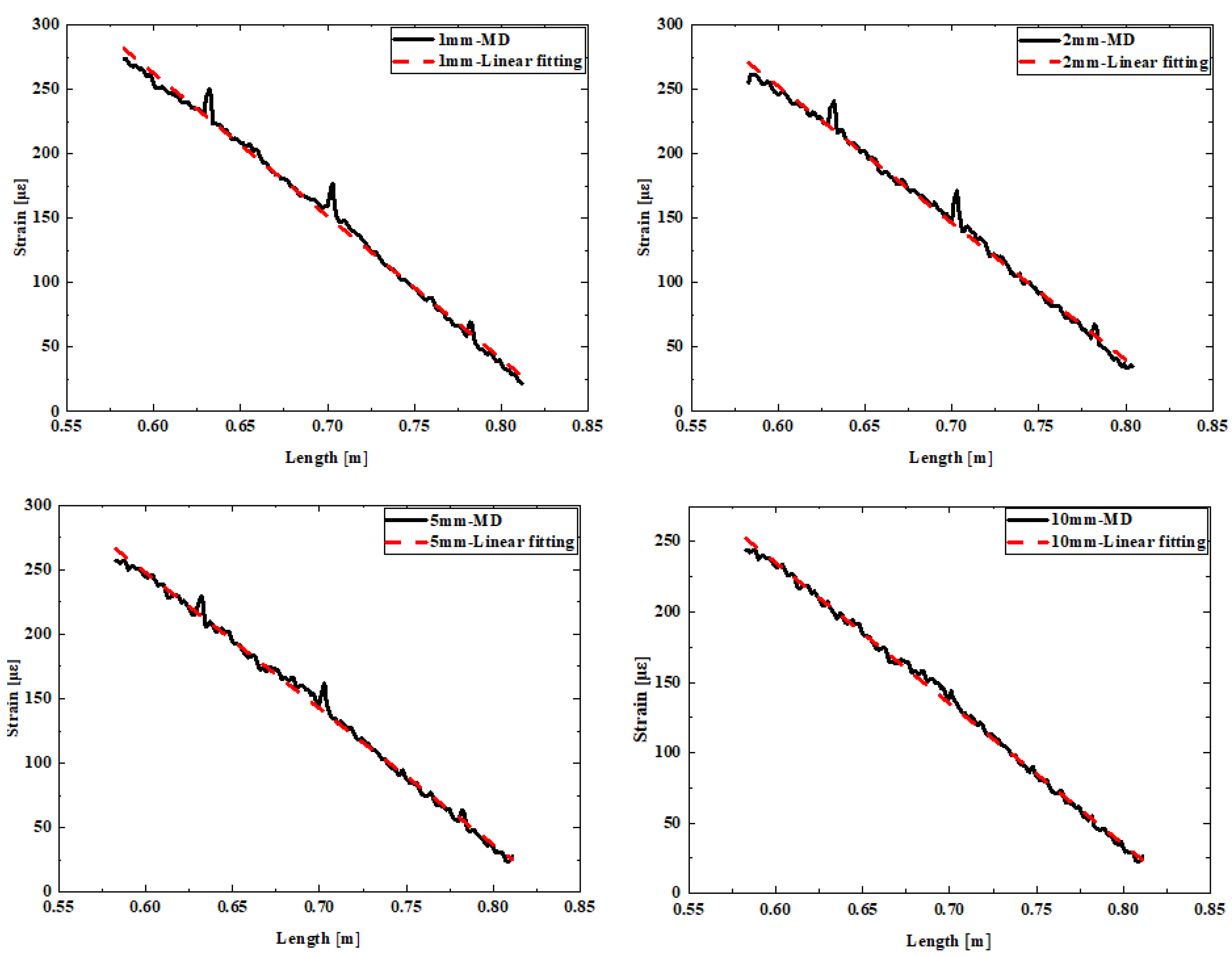
3.2. Weld Strength Data Analysis with Porosity Defects
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- An, J. Application of Laser welding Technology in aviation industry machinery manufacturing. Mod. Ind. Econ. Inf. Technol. 2024, 14, 121–123. [Google Scholar]
- Huang, W.; Kovacevic, R. A Laser-Based Vision System for Weld Quality Inspection. Sensors 2011, 11, 506. [Google Scholar] [CrossRef] [PubMed]
- Gao, B.; Peng, G.; Wang, X.-C.; Wang, W.; Chen, C.-X.; Feng, J.-C.; Liu, Y. Design of Circular Ring Shaper and Numerical Simulation of Shaping Effect. Mod. Appl. Phys. 2020, 11, 031002. [Google Scholar]
- Wang, B.; Liu, Q.; Feng, Q.; Wang, X.; Yang, Z.; Dai, L.; Huo, X.; Wang, D.; Yu, J.; Chen, J. Influence of welding defects on hydrogen embrittlement sensitivity of girth welds in X80 pipelines. Int. J. Electrochem. Sci. 2024, 19, 100661. [Google Scholar] [CrossRef]
- Wang, M.-J.; Shen, J.-H.; Chen, B.; Katsuyoshi, K.; Li, Y.-L. Dynamic Mechanical Behavior and Strain Rate Effect of Al-based Carbon Nanotubes Reinforced Composites. Mod. Appl. Phys. 2021, 12, 041004. [Google Scholar]
- Zheng, X.; Cui, T. Life prediction of butt welds containing welding defect. Eng. Fract. Mech. 1989, 34, 1005–1011. [Google Scholar] [CrossRef]
- Tarasov, S.Y.; Rubtsov, V.E.; Eliseev, A.A.; Kolubaev, E.A.; Filippov, A.V.; Ivanov, A.N. Effect of friction stir welding parameters on defect formation. AIP Conf. Proc. 2015, 1683, 020230. [Google Scholar]
- Jin, T.; Wang, Q.; An, H.; Feng, R.; Wang, X. Welding Defect Analysis of P92 Steel in High Temperature Reheated Steam Pipeline. Met. Work. Hot Work. 2020, 55–58. Available online: https://mf.mw1950.com/cn/article/pdf/preview/10.3969/j.issn.1674-165X.2020.04.017.pdf (accessed on 9 August 2024).
- Wu, J.; Fu, L.; Yang, J. Mechanism of Laser Ultrasonic Damage Detection of Composite Materials with Typical Defects. Mod. Appl. Phys. 2023, 14, 030301. [Google Scholar]
- Zhang, X.; Zhou, J.; Hu, Y.; Liu, Y.; Shen, X. Electromagnetic Acoustic Detection of Pipe Defects Hidden above T-Type Support Structures with Circumferential Shear Horizontal Guided Wave. Micromachines 2024, 15, 550. [Google Scholar] [CrossRef] [PubMed]
- Liu, K.; Zhang, W.; Gao, L.; Jin, Y. Research on orthogonal Eddy current probe for Weld Defect Detection of Carbon Steel Parts. Railw. Tech. Superv. 2024, 52, 34–39+46. [Google Scholar]
- Lu, Z.; Jiang, G.; Jia, L. Identification of Micro-Cracks in Welds by Ultrasonic Detection. Mech. Electr. Eng. Technol. 2024, 53, 222–225. [Google Scholar]
- Ding, J.; Wang, D. I-steel welding residual deformation monitoring based on OFDR test. J. Opt. Commun. Technol. 2022, 46–48, 52–55. [Google Scholar] [CrossRef]
- Gao, L.; Xu, Z.; Wang, Q.; Zhang, Z.; Li, P. Model Test Study on Deformation of Snowflake Shaped Steel Sheet Pile Based on OFDR. Sensors 2021, 21, 7062. [Google Scholar] [CrossRef] [PubMed]
- Brinkmeyer, E. Analysis of the backscattering method for single-mode optical fibers. J. Opt. Soc. Am. 1980, 70, 1010–1012. [Google Scholar] [CrossRef]
- Chen, B.; Li, A.; Yang, J.; Zhang, D.; Li, J.; Zhang, M.; Cheng, Q.; Zhu, J.; Li, Y. Real-Time Monitoring of Strain Processes with Large-Range and High-Spatial Resolution Using the Method of Weak Reflection FBG Measurement Based on OFDR. IEEE Trans. Instrum. Meas. 2024, 73, 3000111. [Google Scholar] [CrossRef]
- Mills, J.A.; Hamilton, A.W.; Gillespie, D.I.; Andonovic, I.; Michie, C.; Burnham, K.; Tachtatzis, C. Identifying Defects in Aerospace Composite Sandwich Panels Using High-Definition Distributed Optical Fibre Sensors. Sensors 2020, 20, 6746. [Google Scholar] [CrossRef] [PubMed]
- Fu, C.; Li, P.; Sui, R.; Peng, Z.; Zhong, H.; Yin, X.; Wang, Y. High-Spatial-Resolution OFDR Distributed Temperature Sensor Based on Step-by-Step and Image Wavelet Denoising Methods. Sensors 2022, 22, 9972. [Google Scholar] [CrossRef]
- Zahoor, R.; Vallifuoco, R.; Zeni, L.; Minardo, A. Distributed Temperature Sensing through Network Analysis Frequency-Domain Reflectometry. Sensors 2024, 24, 2378. [Google Scholar] [CrossRef] [PubMed]
- Chen, C.; Gao, S.; Chen, L.; Bao, X. Distributed High Temperature Monitoring of SMF under Electrical Arc Discharges Based on OFDR. Sensors 2020, 20, 6407. [Google Scholar] [CrossRef] [PubMed]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, B.; Yang, J.; Zhang, D.; Liu, W.; Li, J.; Zhang, M.; Li, A.; Wang, Z. The Method and Experiment of Detecting the Strength of Structural Components Utilizing the Distributed Strain of Sensing Optical Fibers Demodulated by OFDR. Sensors 2024, 24, 5212. https://doi.org/10.3390/s24165212
Chen B, Yang J, Zhang D, Liu W, Li J, Zhang M, Li A, Wang Z. The Method and Experiment of Detecting the Strength of Structural Components Utilizing the Distributed Strain of Sensing Optical Fibers Demodulated by OFDR. Sensors. 2024; 24(16):5212. https://doi.org/10.3390/s24165212
Chicago/Turabian StyleChen, Bin, Jun Yang, Dezhi Zhang, Wenxiang Liu, Jin Li, Min Zhang, Ang Li, and Zhao Wang. 2024. "The Method and Experiment of Detecting the Strength of Structural Components Utilizing the Distributed Strain of Sensing Optical Fibers Demodulated by OFDR" Sensors 24, no. 16: 5212. https://doi.org/10.3390/s24165212
APA StyleChen, B., Yang, J., Zhang, D., Liu, W., Li, J., Zhang, M., Li, A., & Wang, Z. (2024). The Method and Experiment of Detecting the Strength of Structural Components Utilizing the Distributed Strain of Sensing Optical Fibers Demodulated by OFDR. Sensors, 24(16), 5212. https://doi.org/10.3390/s24165212