


Pneumatic Bellow Actuator with Embedded Sensor Using Conductive Carbon Grease


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Literature Review and Foundational Concepts
2.1. Pneumatic Actuators
2.2. Electroactive Polymers (EAPs)
2.3. Dielectric Electroactive Polymers (DEAPs)
2.4. Integration of Sensors in Flexible Actuators
2.5. Additive Manufacturing and Flexible Sensors
2.6. Carbon Conductive Grease (CCG) in Actuators and Sensors
3. Materials and Methods
3.1. Material Selection
3.2. Manufacturing Process
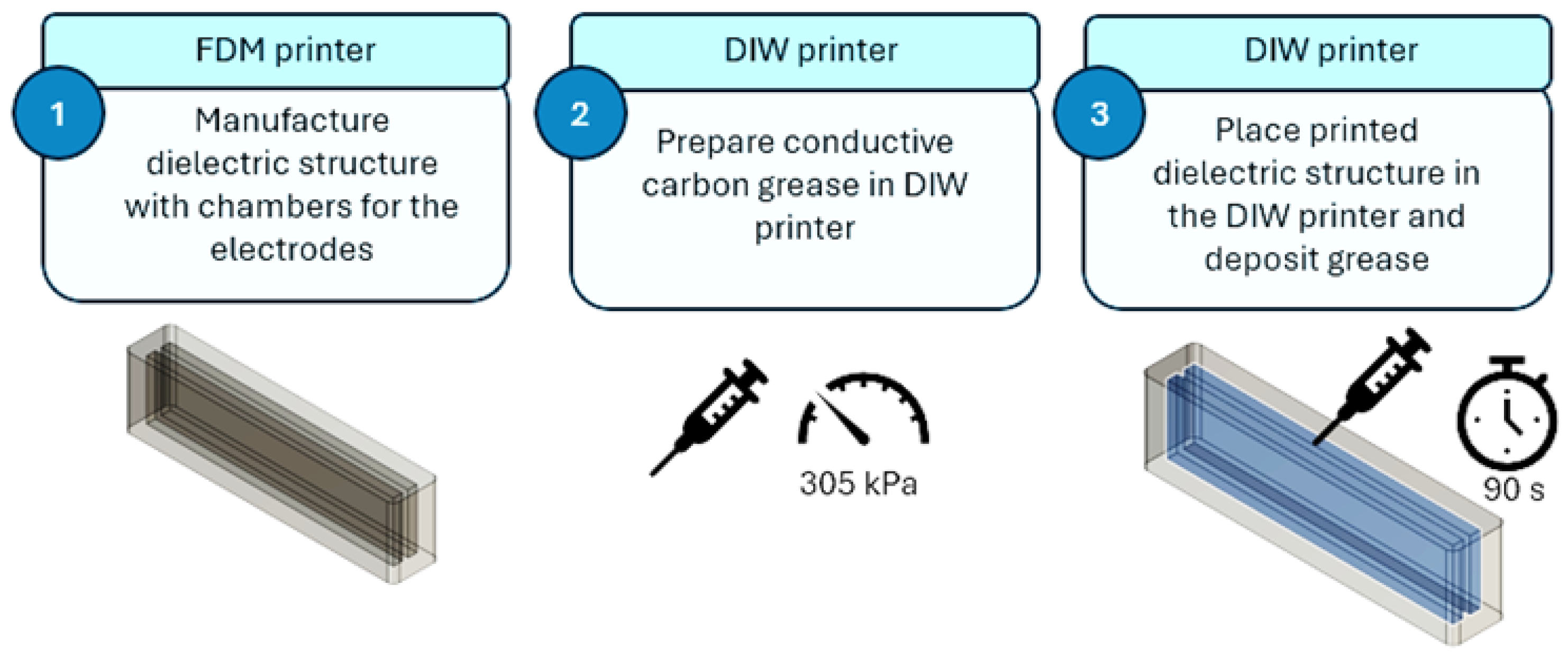
3.2.1. Proof of Concept (Prototype 1 DEAP Sensor)
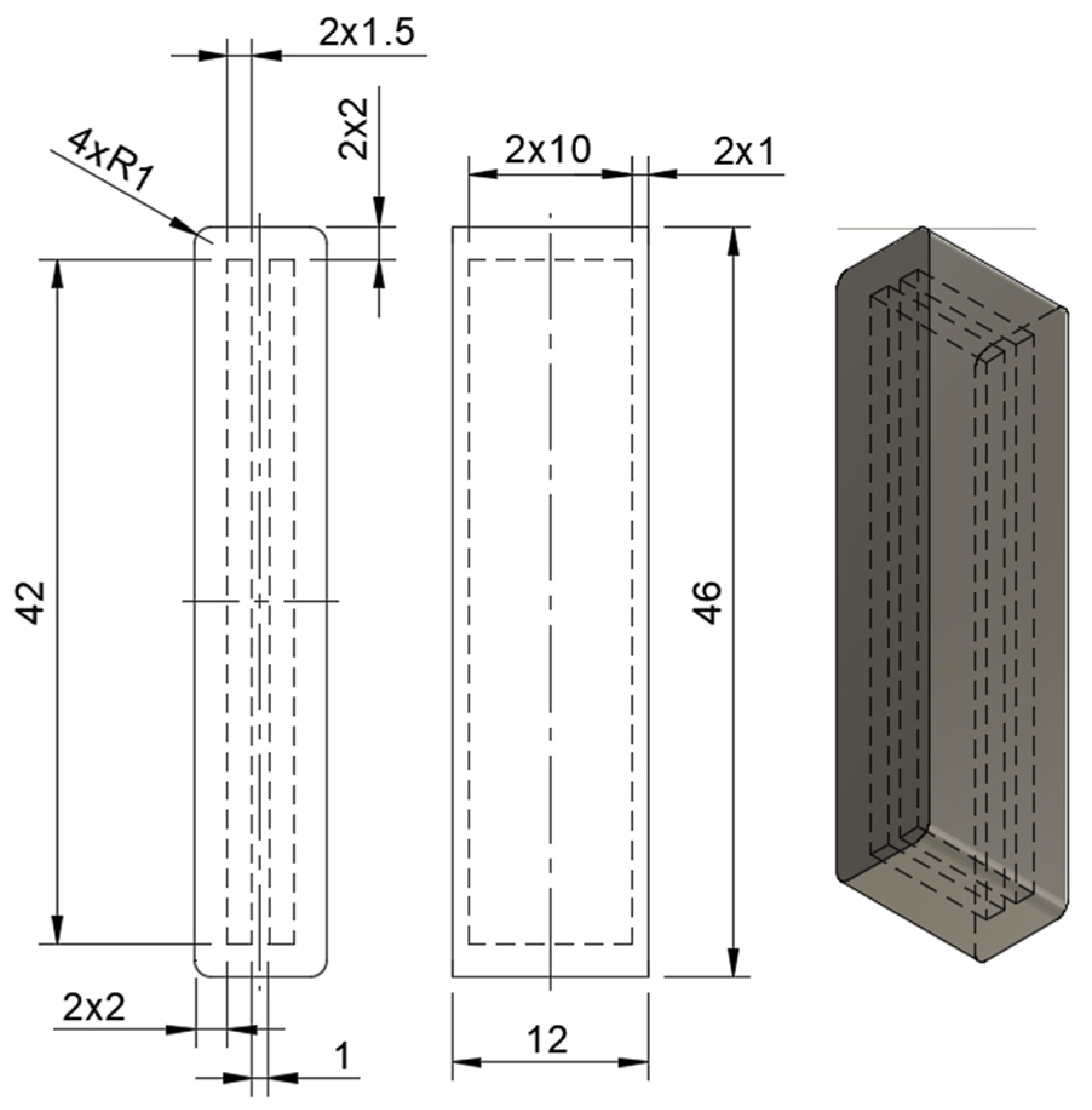
3.2.2. Manufacture of Dielectric Structure (Prototype 1)
- Layer height: 0.25 mm;
- Infill density: 100%;
- TPU printing temperature: 215 °C;
- Build plate temperature: 70 °C;
- Printing speed: 60 mm/s.
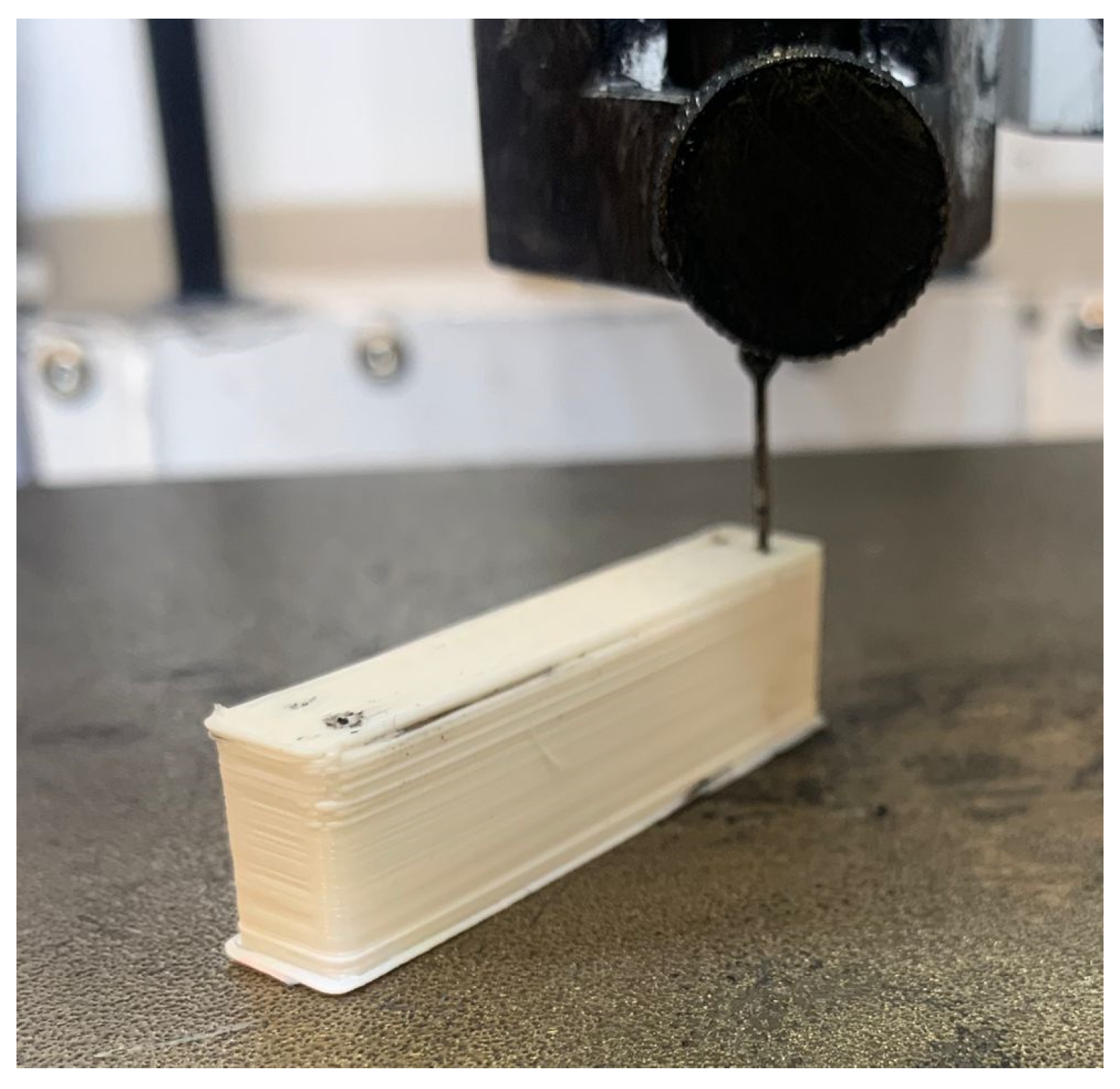
3.2.3. Deposition of Conductive Grease into Dielectric Structure (Prototype 1)
3.2.4. Manufacture of Prototype 2 (DEAP Sensor + Pneumatic Actuator)
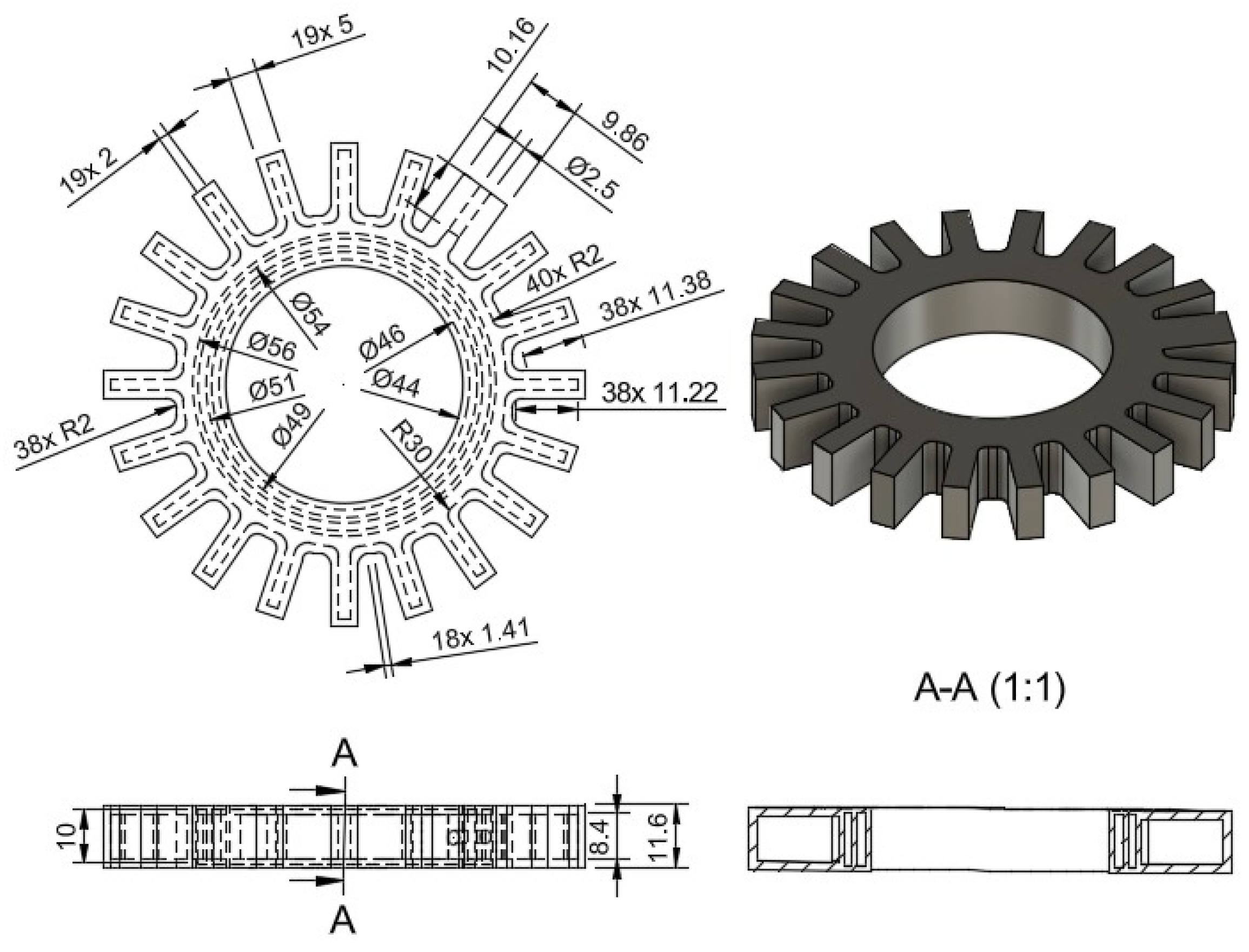
3.2.5. Manufacture of Dielectric Structure (Prototype 2)
3.2.6. Deposition of Conductive Grease into Dielectric Structure (Prototype 2)
3.3. Computational Simulations
3.3.1. Computational Simulations on Prototype 1
3.3.2. Computational Simulations for Prototype 2
3.4. Experimental Tests
4. Results
5. Discussion
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, T.; Farajollahi, M.; Choi, Y.S.; Lin, I.T.; Marshall, J.E.; Thompson, N.M.; Kar-Narayan, S.; Madden, J.D.W.; Smoukov, S.K. Electroactive Polymers for Sensing. Interface Focus 2016, 6, 20160026. [Google Scholar] [CrossRef]
- Rodriguez, D.G.; Maynard, C.; Hernandez, J.; O’Brien, C.; Tallman, T.N.; Newell, B.; Garcia, J. 3D Printed Flexible Dielectric Electroactive Polymer Sensors. Proceedings of ASME 2022 Conference on Smart Materials, Adaptive Structures and Intelligent Systems, SMASIS 2022, Dearborn, MI, USA, 12–14 September 2022. [Google Scholar] [CrossRef]
- Pelrine, R.; Sommer-Larsen, P.; Kornbluh, R.D.; Heydt, R.; Kofod, G.; Pei, Q.; Gravesen, P. Applications of Dielectric Elastomer Actuators. In Proceedings of the SPIE’s 8th Annual International Symposium on Smart Structures and Materials, Newport Beach, CA, USA, 4–8 March 2001; Volume 4329, pp. 335–349. [Google Scholar] [CrossRef]
- Pelrine, R.; Kornbluh, R.D.; Eckerle, J.; Jeuck, P.; Oh, S.; Pei, Q.; Stanford, S. Dielectric Elastomers: Generator Mode Fundamentals and Applications. In Proceedings of the SPIE’s 8th Annual International Symposium on Smart Structures and Materials, Newport Beach, CA, USA, 4–8 March 2001; Volume 4329, pp. 148–156. [Google Scholar] [CrossRef]
- Gonzalez, D.; Garcia, J.; Newell, B. Electromechanical Characterization of a 3D Printed Dielectric Material for Dielectric Electroactive Polymer Actuators. Sens. Actuators A Phys. 2019, 297, 111565. [Google Scholar] [CrossRef]
- Fu, C.; Xia, Z.; Hurren, C.; Nilghaz, A.; Wang, X. Textiles in Soft Robots: Current Progress and Future Trends. Biosens. Bioelectron. 2022, 196, 113690. [Google Scholar] [CrossRef]
- Yuan, Z.; Zhang, Z.; Zeng, L.; Li, X. Key Technologies in Active Microvibration Isolation Systems: Modeling, Sensing, Actuation, and Control Algorithms. Measurement 2023, 222, 113658. [Google Scholar] [CrossRef]
- Brochu, P.; Pei, Q. Dielectric Elastomers for Actuators and Artificial Muscles. In Electroactivity in Polymeric Materials; Springer US: New York, NY, USA, 2012; pp. 1–56. ISBN 9781461408789. [Google Scholar]
- Keplinger, C.; Sun, J.Y.; Foo, C.C.; Rothemund, P.; Whitesides, G.M.; Suo, Z. Stretchable, Transparent, Ionic Conductors. Science 2013, 341, 984–987. [Google Scholar] [CrossRef]
- Drotman, D.; Ishida, M.; Jadhav, S.; Tolley, M.T. Application-Driven Design of Soft, 3-D Printed, Pneumatic Actuators with Bellows. IEEE/ASME Trans. Mechatron. 2019, 24, 78–87. [Google Scholar] [CrossRef]
- Ahn, S.; Jung, W.; Ko, K.; Lee, Y.; Lee, C.; Hwang, Y. Thermopneumatic Soft Micro Bellows Actuator for Standalone Operation. Micromachines 2021, 12, 46. [Google Scholar] [CrossRef]
- Xavier, M.S.; Tawk, C.D.; Zolfagharian, A.; Pinskier, J.; Howard, D.; Young, T.; Lai, J.; Harrison, S.M.; Yong, Y.K.; Bodaghi, M.; et al. Soft Pneumatic Actuators: A Review of Design, Fabrication, Modeling, Sensing, Control and Applications. IEEE Access 2022, 10, 59442–59485. [Google Scholar]
- Reis Carneiro, M.; Majidi, C.; Tavakoli, M. Dielectric Elastomer Actuators with Biphasic Ag–EGaIn Electrodes. Adv. Eng. Mater. 2022, 24, 2100953. [Google Scholar] [CrossRef]
- Bernat, J.; Gajewski, P.; Kołota, J.; Marcinkowska, A. Silicone-Based Membranes as Potential Materials for Dielectric Electroactive Polymer Actuators. Energies 2022, 15, 6324. [Google Scholar] [CrossRef]
- Kim, K.J.; Tadokoro, S. Electroactive Polymers for Robotic Applications; Springer: London, UK, 2007. [Google Scholar]
- Zhou, S.; Li, Y.; Wang, Q.; Lyu, Z. Integrated Actuation and Sensing: Toward Intelligent Soft Robots. Cyborg Bionic Syst. 2024, 5, 0105. [Google Scholar]
- Kumar, R.; Kumar, M.; Chohan, J.S. The Role of Additive Manufacturing for Biomedical Applications: A Critical Review. J. Manuf. Process. 2021, 64, 828–850. [Google Scholar] [CrossRef]
- Carpi, F.; Kornbluh, R.; Sommer-Larsen, P.; Alici, G. Electroactive Polymer Actuators as Artificial Muscles: Are They Ready for Bioinspired Applications? Bioinspir. Biomim. 2011, 6, 045006. [Google Scholar] [CrossRef]
- Rossiter, J.; Walters, P.; Stoimenov, B. Printing 3D Dielectric Elastomer Actuators for Soft Robotics. In Proceedings of the SPIE Smart Structures and Materials + Nondestructive Evaluation and Health Monitoring, San Diego, CA, USA, 8–12 March 2009; Volume 7287, pp. 149–158. [Google Scholar] [CrossRef]
- Bar-Cohen, Y. Electroactive Polymers as Artificial Muscles: Capabilities, Potentials and Challenges. In Proceedings of the 4th International Conference and Exposition on Robotics for Challenging Situations and Environments—Robotics 2000, Albuquerque, NM, USA, 27 February–2 March 2000; Volume 299, pp. 188–196. [Google Scholar] [CrossRef]
- Rosset, S.; Shea, H.R. Flexible and Stretchable Electrodes for Dielectric Elastomer Actuators. Appl. Phys. A Mater. Sci. Process. 2013, 110, 281–307. [Google Scholar] [CrossRef]
- Romasanta, L.J.; Lopez-Manchado, M.A.; Verdejo, R. Increasing the Performance of Dielectric Elastomer Actuators: A Review from the Materials Perspective. Prog. Polym. Sci. 2015, 51, 188–211. [Google Scholar] [CrossRef]
- Newell, B.; Garcia, J.; Krutz, G. Dielectric Electroactive Polymers with Chemical Pre-Strain: An Experimentally Validated Model. Actuators 2018, 7, 50. [Google Scholar] [CrossRef]
- Chen, B.; Bai, Y.; Xiang, F.; Sun, J.Y.; Mei Chen, Y.; Wang, H.; Zhou, J.; Suo, Z. Stretchable and Transparent Hydrogels as Soft Conductors for Dielectric Elastomer Actuators. J. Polym. Sci. B Polym. Phys. 2014, 52, 1055–1060. [Google Scholar] [CrossRef]
- Rosales-Cuello, N.; Cárcamo, C.; Falcón, C.; Palza, H. PDMS Composites with Carbon Grease as Reusable Compliant Electrodes for Applications in Artificial Muscles Based on Dielectric Elastomer Actuators. Sens. Actuators A Phys. 2023, 363, 114710. [Google Scholar] [CrossRef]
- Das, T.; Sharma, B.K.; Katiyar, A.K.; Ahn, J.H. Graphene-Based Flexible and Wearable Electronics *. J. Semicond. 2018, 39, 011007. [Google Scholar] [CrossRef]
- Sheng, J.; Chen, H.; Li, B.; Wang, Y.; Qiang, J. Effect of Temperature on Electromechanical Instability of Dielectric Elastomers. In Proceedings of the SPIE Smart Structures and Materials + Nondestructive Evaluation and Health Monitoring, San Diego, CA, USA, 11–15 March 2012; Volume 8340, pp. 512–520. [Google Scholar] [CrossRef]
- Wang, X.; Li, H.; Wang, T.; Niu, X.; Wang, Y.; Xu, S.; Jiang, Y.; Chen, L.; Liu, H. Flexible and High-Performance Piezoresistive Strain Sensors Based on Multi-Walled Carbon Nanotubes@polyurethane Foam. RSC Adv. 2022, 12, 14190–14196. [Google Scholar] [CrossRef]
- Koh, S.J.A.; Keplinger, C.; Li, T.; Bauer, S.; Suo, Z. Dielectric Elastomer Generators: How Much Energy Can Be Converted? IEEE/ASME Trans. Mechatron. 2011, 16, 33–41. [Google Scholar] [CrossRef]
- Javidi, R.; Moghimi Zand, M.; Alizadeh Majd, S. Numerical Simulation Analysis of Flexible Capacitive Pressure Sensors Based on Porous Pyramidal Microstructures. J. Comput. Electron. 2024, 23, 108–121. [Google Scholar] [CrossRef]
- Xu, J.; Dong, Y.; Jiang, Z.; Tang, L.; Chen, X.; Yao, Z.; Cao, K. Self-Healing High-Performance Dielectric Elastomer Actuator with Novel Liquid-Solid Interpenetrating Structure. Compos. Part A Appl. Sci. Manuf. 2021, 149, 106519. [Google Scholar] [CrossRef]
- Li, G.; Xiao, P.; Hou, S.; Huang, Y. Graphene Based Self-Healing Materials. Carbon 2019, 146, 371–387. [Google Scholar]
- Youn, J.H.; Jeong, S.M.; Hwang, G.; Kim, H.; Hyeon, K.; Park, J.; Kyung, K.U. Dielectric Elastomer Actuator for Soft Robotics Applications and Challenges. Appl. Sci. 2020, 10, 640. [Google Scholar] [CrossRef]
- O’Mahony, C.; Ul Haq, E.; Sillien, C.; Tofail, S.A.M. Rheological Issues in Carbon-Based Inks for Additive Manufacturing. Micromachines 2019, 10, 99. [Google Scholar] [CrossRef]
- Additive Manufacturing—An Overview | ScienceDirect Topics. Available online: https://www.sciencedirect.com/topics/engineering/additive-manufacturing (accessed on 18 June 2024).
- Bar-Cohen, Y.; Cardoso, V.F.; Ribeiro, C.; Lanceros-Méndez, S. Electroactive Polymers as Actuators. Adv. Piezoelectric Mater. 2017, 319–352. [Google Scholar] [CrossRef]
- RECREUS TPU Filament Filaflex 60A, Flexible Filament for 3D Printing. Available online: https://recreus.com/gb/content/35-filaflex?srsltid=AfmBOoq7kskhJGaYY-bJrlN9xAf8s6o3XxsNLH8lu7f2y9u7HO_MdAUo (accessed on 15 March 2024).
- MG Chemicals Carbon Conductive Grease. Available online: https://mgchemicals.com/products/grease-for-electronics/electrically-conductive-grease/carbon-conductive-grease/ (accessed on 7 July 2024).
- LulzBot TAZ 6. Available online: https://lulzbot.com/store/taz-6 (accessed on 31 May 2024).
- CELLINK Inkredible+ 3D Bioprinter. Available online: https://www.cellink.com/bioprinting/inkredible-3d-bioprinter/ (accessed on 19 June 2024).
- Dr. Carbon Black Carbon Black Particle Size Distribution Ranges and Standards. Available online: https://www.dr-carbonblack.com/carbon-black-particle-size-distribution-ranges-and-standards/ (accessed on 6 August 2024).
- HAMILTON Needle Gauge Chart | Syringe Needle Gauge Chart | Hamilton. Available online: https://www.hamiltoncompany.com/laboratory-products/needles-knowledge/needle-gauge-chart (accessed on 6 August 2024).
- ASTM International. Standard Test Method for Tensile Properties of Plastics; ASTM International: West Conshohocken, PA, USA, 2022. [Google Scholar]
- ANSYS, Inc. Ansys 2022 R2; ANSYS, Inc.: Canonsburg, PA, USA, 2022. [Google Scholar]
- BK Precision LCR Meter, Model 879B. Available online: https://www.mouser.hk/ProductDetail/BK-Precision/879B?qs=tIX1%252BsREhR%252B5KxGa3gD30A%3D%3D&utm_id=9718327149&gad_source=1&gclid=EAIaIQobChMI-qqk6-mEiAMVcKVmAh1WsATcEAAYASAAEgJtB_D_BwE (accessed on 6 August 2024).






Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moreno, D.; Narvaez, D.; Newell, B. Pneumatic Bellow Actuator with Embedded Sensor Using Conductive Carbon Grease. Sensors 2024, 24, 5403. https://doi.org/10.3390/s24165403
Moreno D, Narvaez D, Newell B. Pneumatic Bellow Actuator with Embedded Sensor Using Conductive Carbon Grease. Sensors. 2024; 24(16):5403. https://doi.org/10.3390/s24165403
Chicago/Turabian StyleMoreno, David, Diana Narvaez, and Brittany Newell. 2024. "Pneumatic Bellow Actuator with Embedded Sensor Using Conductive Carbon Grease" Sensors 24, no. 16: 5403. https://doi.org/10.3390/s24165403
APA StyleMoreno, D., Narvaez, D., & Newell, B. (2024). Pneumatic Bellow Actuator with Embedded Sensor Using Conductive Carbon Grease. Sensors, 24(16), 5403. https://doi.org/10.3390/s24165403