
Using Light Polarization to Identify Fiber Orientation in Carbon Fiber Components: Metrological Analysis



Abstract
:1. Introduction
2. Materials and Methods
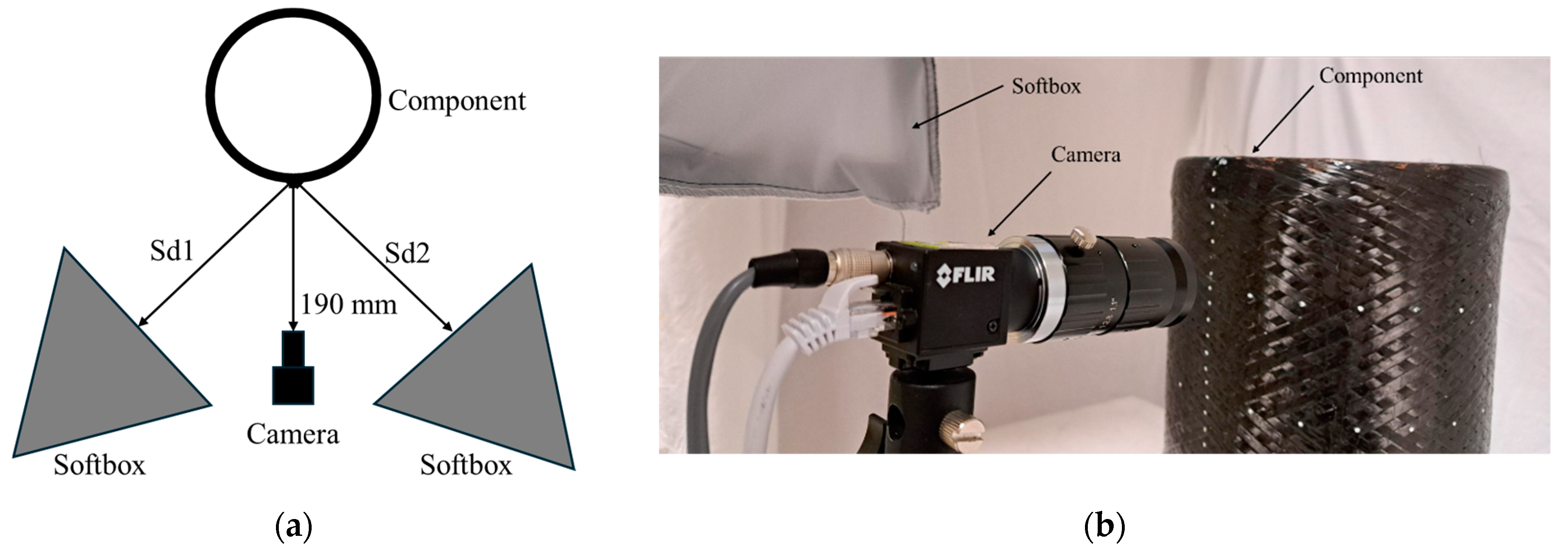
2.1. Vision System
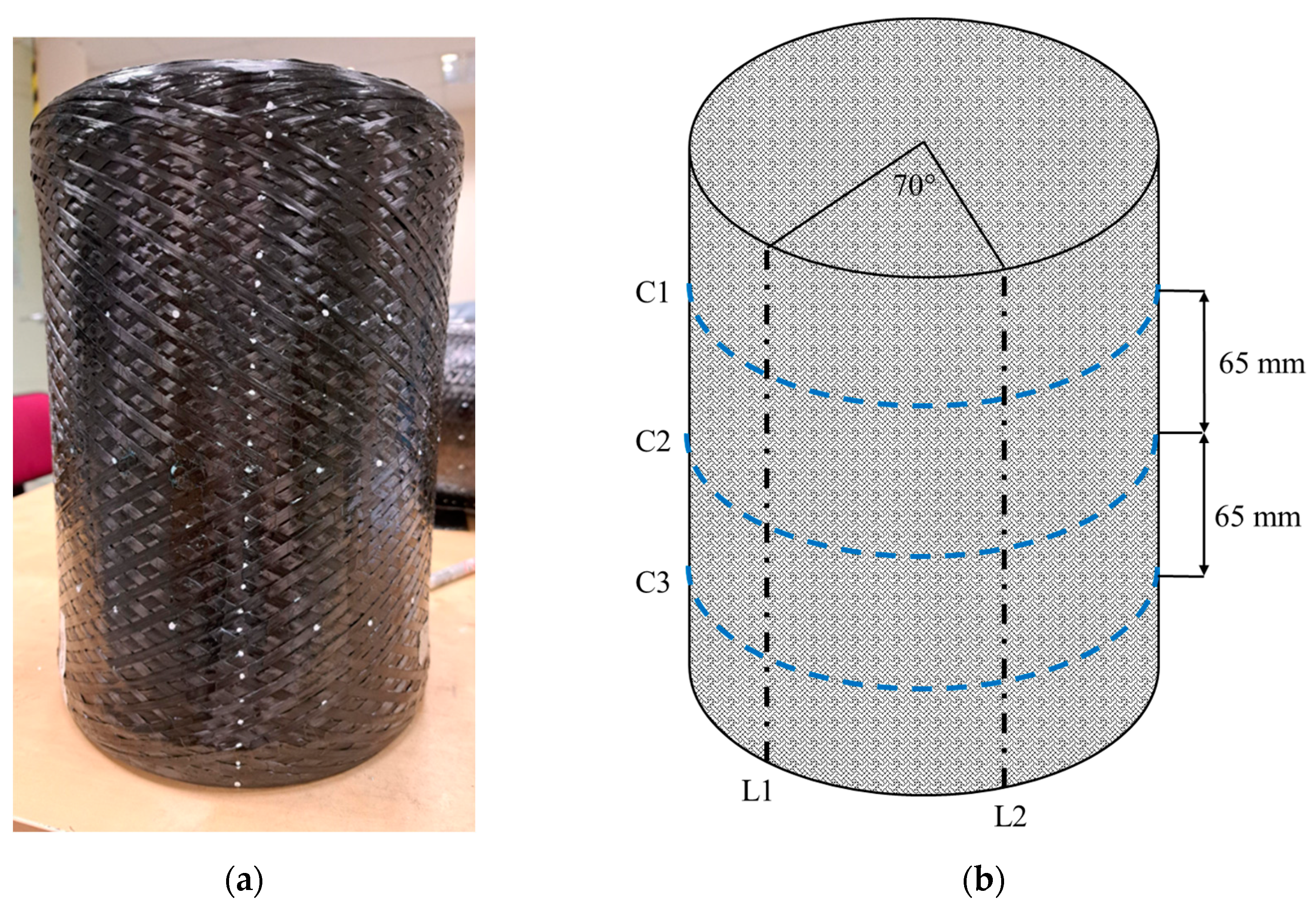
2.2. Component under Analysis and Inspection Strategy
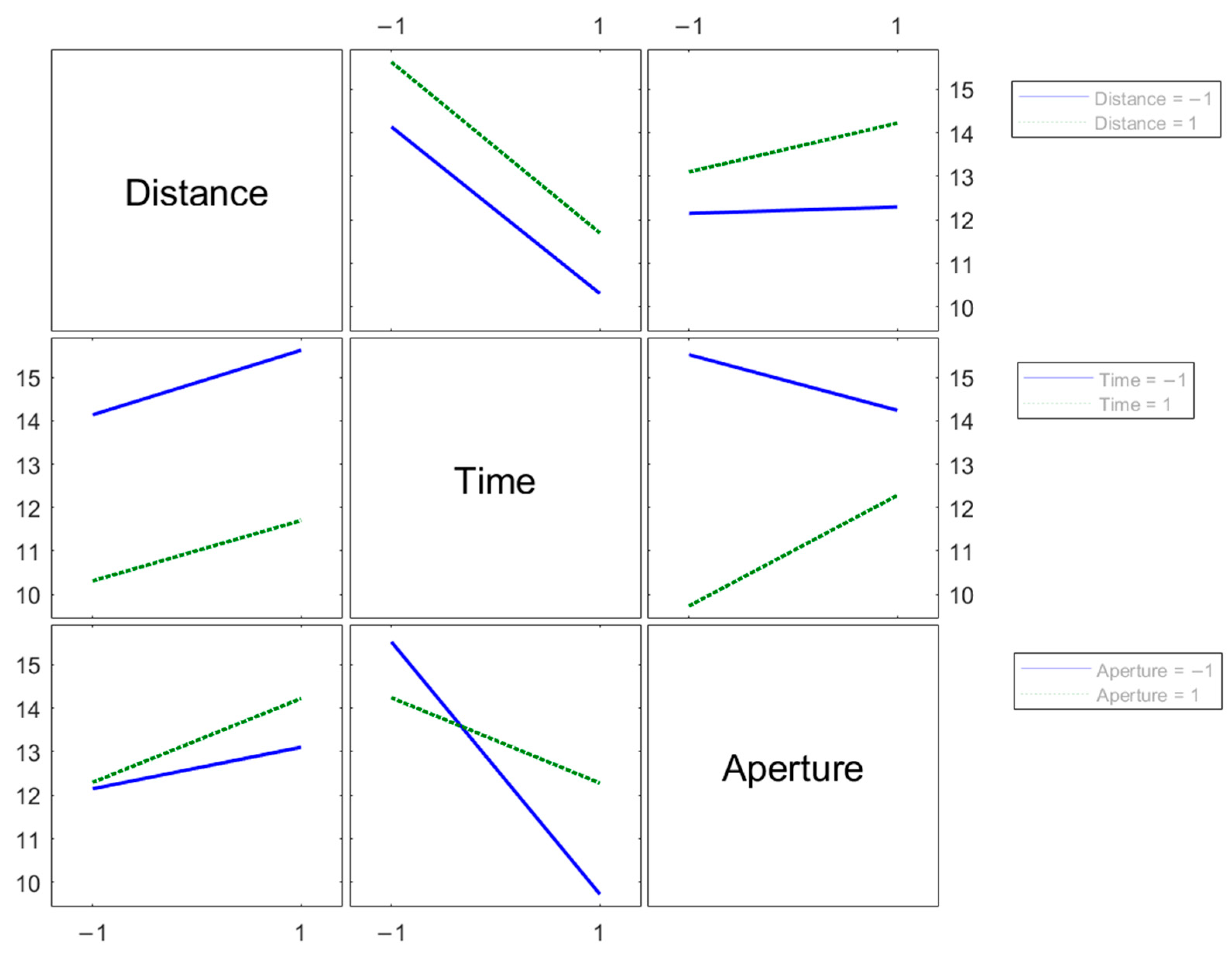
2.3. DOE for the Optimal Setting of the Vision System
- the type of illumination, which was chosen as diffuse and kept constant, once the optimal distance was identified;
- the type of lenses, in particular the focal length, was also kept constant in this analysis (25 mm);
- the type of material and the piece geometry.
2.4. Data Processing Procedure
- To exploit the extra information a polarization camera provides, the first pre-processing step was to “demoisaic” the captured images. From the RAW file format following the scheme provided in Figure 1, the pixel intensity for each direction is extracted from the original acquisition. As a result of this step, there were four images, one for each polarization direction. The resulting images have a resolution of 1224 (H) × 1024 (W) pixels, one fourth of the original size. The reduction in the final image resolution is a negative aspect of this kind of polarization camera.
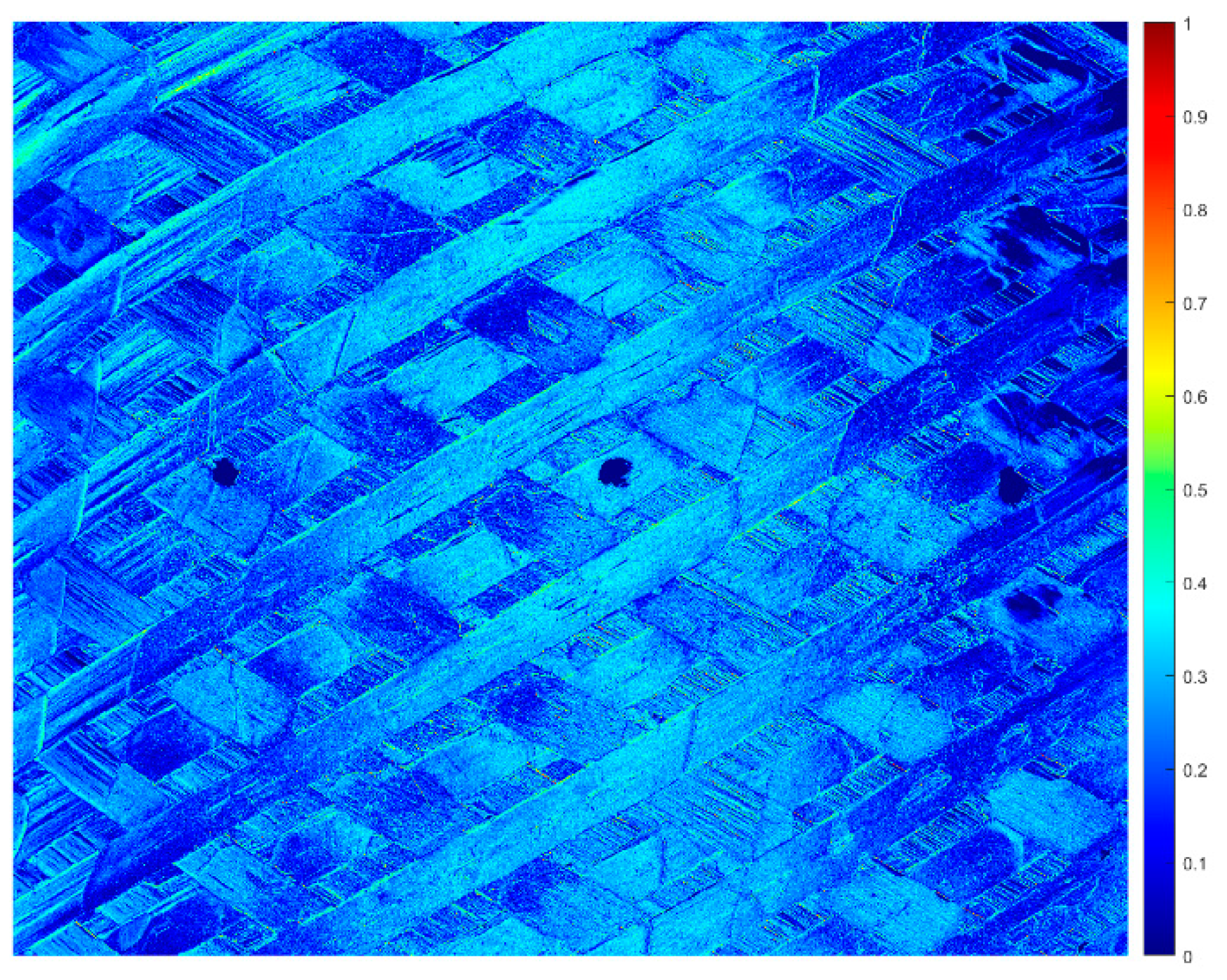
- From the Stokes parameters, it is possible to calculate the degree of linear polarization (DoLP), which represents the ratio of the intensity of the polarized to the intensity of the unpolarized part of the light, ranging from 0 (for unpolarized light) to 1 (for totally polarized light). In particular, DoLP is calculated using the following equation:As pointed out in [1], DoLP can be used to ensure that the light is sufficiently polarized to maintain acceptable SNR.In the case study, to reduce the effect of the complex shape of the component, the DoLP is used to identify in the image the region of interest (RoI) in which to carry out the angle measurement. Taking into account indications from the scientific literature [1], which identify DoLP values of about 0.4 as acceptable, the RoI is chosen by identifying the area in which the number of points with DoLP greater than or equal to 0.4 is prevalent.
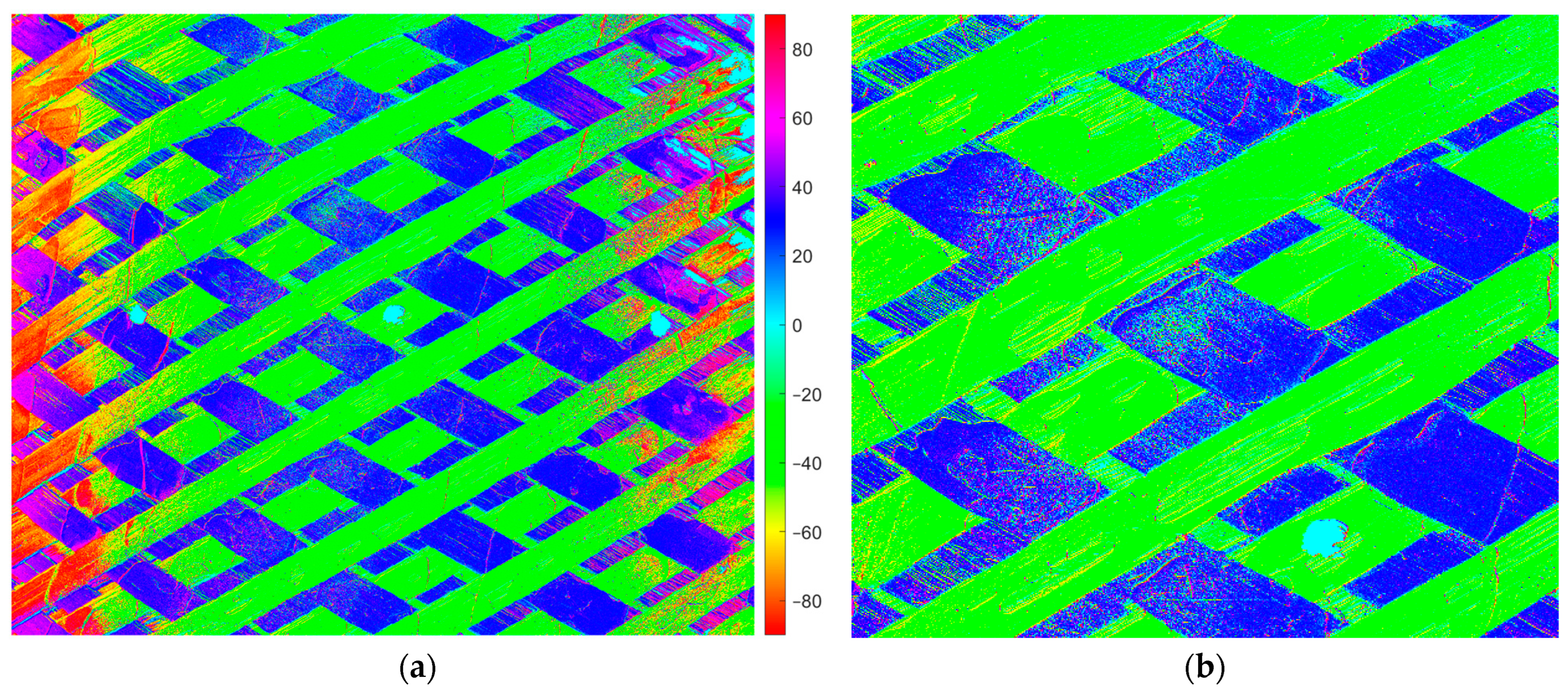
- From the Stokes parameters, the angle of linear polarization (AoLP) is calculated in the RoI identified at the previous step, using the following equation:In this case, the AoLP function is calculated using the inverse tangent function that returns values in the range [−90; 90] (angle measured from the vertical direction, clockwise). The AoLP aligns with the fiber angles on the surface under investigation.
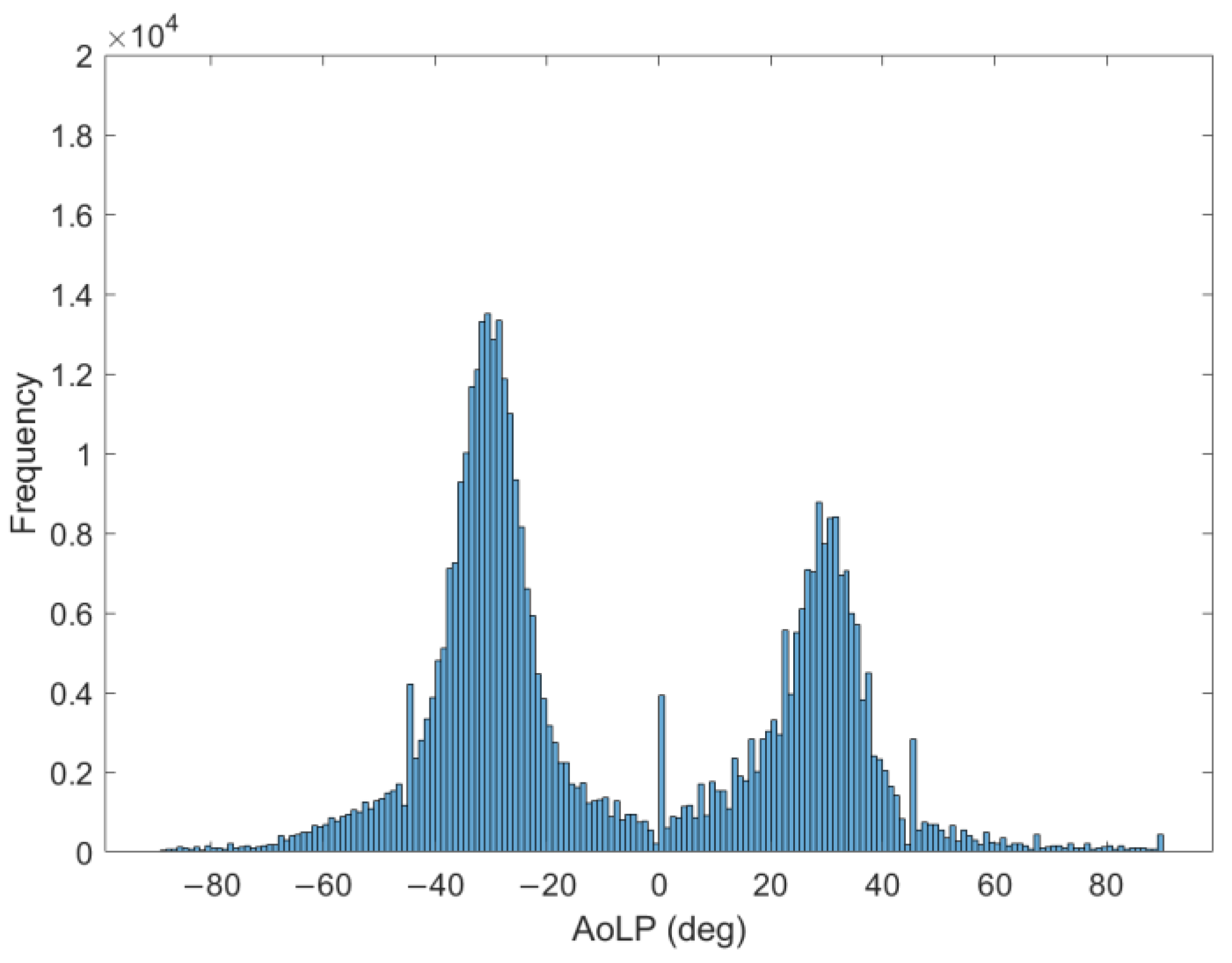
- The relative frequency distribution of the AoLP in the RoI is studied. It should be distributed according to a bimodal distribution, because there are two prevailing directions of the fibers constituting the winding of the composite material. For verification purposes, in this work, the bimodality characteristic is studied using the bimodality coefficient (BC) [26]:where S is the skewness, K is the kurtosis, and n is the sample size. If the value of this index is more than the critical value of 5/9 ≃ 0.56, it suggests bimodality of the distribution [26].Other metrics are considered to further evaluate the characteristics of the bimodal distribution, in particular, the bimodality amplitude (BA) and the bimodality ratio (BR) [27]. BA is defined as the ratio of the smaller peak amplitude to the antimode amplitude of the fitted probability density function (PDF). It is always less than or equal to 1, and larger values indicate more distinct PDF peaks. BR is the ratio of the right and the left amplitude peaks of the PDF, indicating which of the two dominates.Then, in the case of the cylinder, for each image acquired, bimodality confirmed, the AoLP data are plotted on a histogram and are fitted using the sum of two Gaussian distributions.
- Finally, the mean angle between tows (2β) is evaluated by identifying the angles corresponding to the peaks of the two fitted Gaussian distributions and calculating their difference (the distance between them).It is important to emphasize that the angles corresponding to the peak of each Gaussian are average values of the angles obtained in all the pixels of the image corresponding to that direction. Therefore, the winding angle that is obtained is an average value over the RoI analyzed; this average value represents the measurand in this paper.
2.5. Uncertainty Assessment Methodology
- Repeatability of the measurements on the same area: It is evaluated by conducting three repeated measurements for each examined area, on three different images. In each acquisition, the component is repositioned. Then, the maximum difference D between results is calculated and the uncertainty contribution is determined, considering a rectangular distribution as
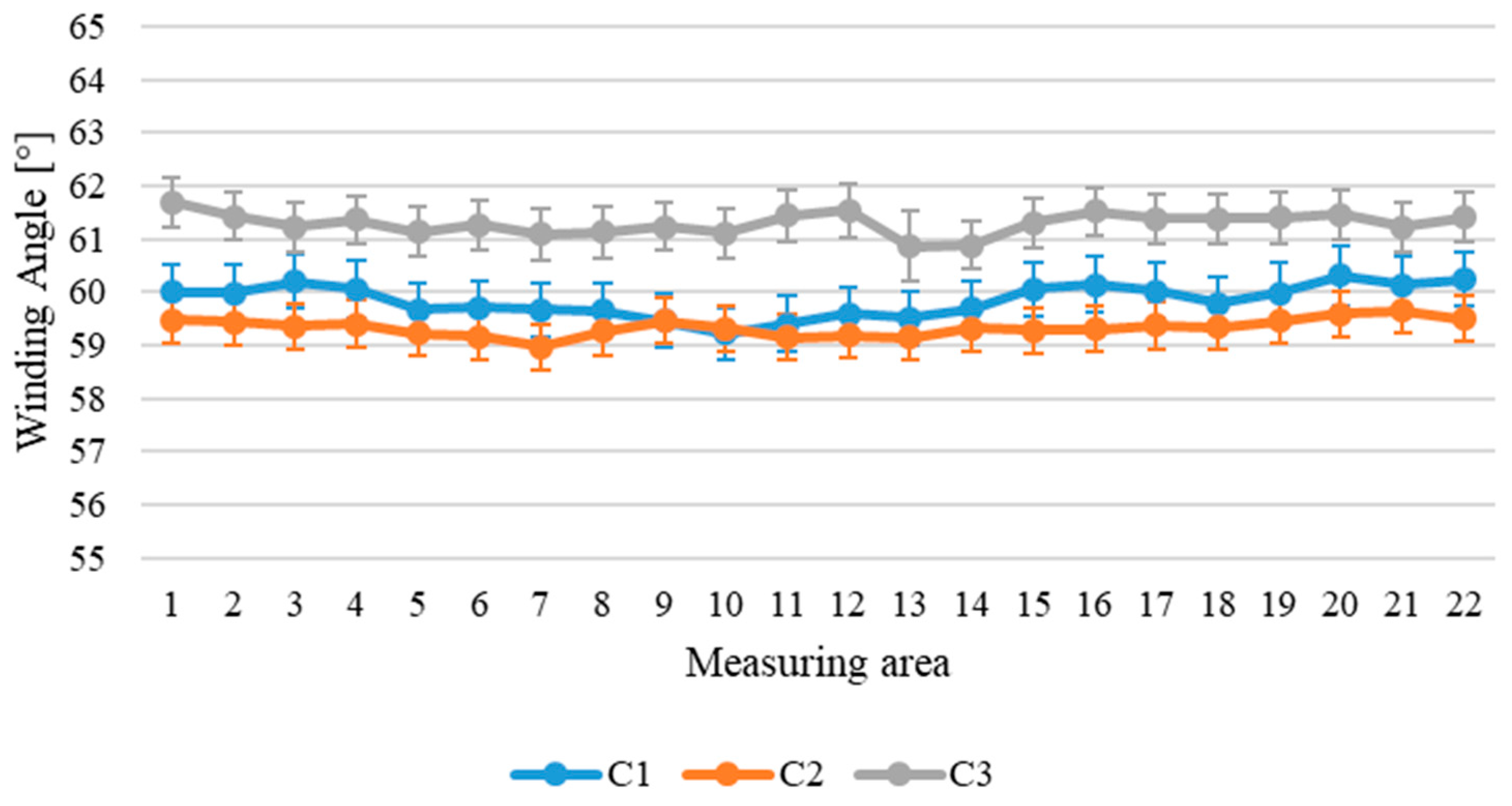
- Variability of the measurement on the surface analyzed: Standard deviation calculated on the bases of the measurements made along the circumferential lines of the cylinder, since in these directions, during the winding process, the pulling forces of the deposition head can be considered constant. For this reason, theoretically, all the tows should be wound at the same angle on the rotating mandrel. This contribution comprises the variability of the measurements along the circumferential lines.
- Contribution of the setting parameters: The influence of the parameters is evaluated as the standard deviation of the mean values of the measured tow angles obtained in the different acquisition setups considered in the DOE. The largest difference D’ in winding angles is identified, and the contribution to the uncertainty is assessed, considering a rectangular distribution as
3. Results
- Results of the DoE and setup definition;
- Setting of the RoI dimension, through the DoLP analysis of one of the acquired images;
- Winding angle measurement on the same image considered in the previous point, through the AoLP frequency distribution analysis;
- Uncertainty assessment;
- Analysis of the winding angle along the surface.
3.1. DOE and Acquisition Setup Definition
3.2. Setting of the RoI
3.3. Winding Angle Measurement
3.4. Uncertainty Assessment
- Repeatability of the measurements in the same area;
- Variability of the measurement on the surface analyzed;
- Contribution of the setting parameters.
3.5. Winding Angle along the Surface
4. Discussion
- –
- The uncertainty evaluated (u), equal to 0.5° as standard deviation, appears satisfactory and adequate for the application, since it allows to distinguish variations along the surface of the cylinder, which can be attributed to problems of the production process. In fact, along the longitudinal direction, significant variations in the winding angle are highlighted. In particular, at the ends of the cylinder, the angle increases by 5–10° compared to the central values (Figure 11); these increments are much higher than the uncertainty, even considering the expanded uncertainty at a 95% confidence level (U = 2 × 0.5° = 1°). The differences in the winding angle along the cylinder can be interpreted as a problem in the relative movement of the deposition head and the rotating mandrel; this information could be useful for production process optimization.
- –
- The uncertainty of the described method is lower than that obtained using a classical analysis method, based on a traditional color camera and an edge detection algorithm in a previous work by the authors [29] on the same cylinder. In that case, in fact, the assessed standard deviation was of the order of 1.7°.
- –
- With respect to other methods of image analysis like that mentioned in the previous point, the polarization-based method can be easily automated and implemented online for quality control during manufacturing. In fact, the algorithm does not require any manual intervention, but obtains the average winding angle within the identified RoI automatically.
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Atkinson, G.A.; O’Hara Nash, S.; Smith, L.N. Precision Fiber Angle Inspection for Carbon Fiber Composite Structures Using Polarisation Vision. Electronics 2021, 10, 2765. [Google Scholar] [CrossRef]
- Schöberl, M.; Kasnakli, K.; Nowak, A. Measuring Strand Orientation in Carbon Fiber Reinforced Plastics (CFRP) with Polarization. In Proceedings of the World Conference on Non-Destructive Testing, Munich, Germany, 13–17 June 2016. [Google Scholar]
- Yokozeki, T.; Ogasawara, T.; Ishikawa, T. Effects of Fiber Nonlinear Properties on the Compressive Strength Prediction of Unidirectional Carbon–Fiber Composites. Compos. Sci. Technol. 2005, 65, 2140–2147. [Google Scholar] [CrossRef]
- Subhedar, K.M.; Chauhan, G.S.; Singh, B.P.; Dhakate, S.R. Effect of Fiber Orientation on Mechanical Properties of Carbon Fiber Composites. Indian J. Eng. Mater. Sci. 2021, 27, 1100–1103. [Google Scholar]
- Gupta, R.; Mitchell, D.; Blanche, J.; Harper, S.; Tang, W.; Pancholi, K.; Flynn, D. A Review of Sensing Technologies for Non-Destructive Evaluation of Structural Composite Materials. J. Compos. Sci. 2021, 5, 319. [Google Scholar] [CrossRef]
- D’Emilia, G.; Di Ilio, A.; Gaspari, A.; Natale, E.; Stamopoulos, A.G.; Chiominto, L. Vision System for Optical Quality Control of Components Made by Fibre Thermoplastic-Based Composites. In Proceedings of the 2021 IEEE International Workshop on Metrology for Industry 4.0 & IoT (MetroInd4.0&IoT), Rome, Italy, 7–9 June 2021; IEEE: Piscataway, NJ, USA, 2021; pp. 59–64. [Google Scholar]
- Azeem, M.; Ya, H.H.; Alam, M.A.; Kumar, M.; Stabla, P.; Smolnicki, M.; Mustapha, M. Application of Filament Winding Technology in Composite Pressure Vessels and Challenges: A Review. J. Energy Storage 2022, 49, 103468. [Google Scholar] [CrossRef]
- Antunes, M.B.; Almeida Jr, J.H.S.; Amico, S.C. Curing and Seawater Aging Effects on Mechanical and Physical Properties of Glass/Epoxy Filament Wound Cylinders. Compos. Commun. 2020, 22, 100517. [Google Scholar] [CrossRef]
- Natale, E.; Gaspari, A.; Chiominto, L.; D’Emilia, G.; Stamopoulos, A.G. Morphological Analysis of As-Manufactured Filament Wound Composite Cylinders Using Contact and Non-Contact Inspection Methods. Eng. Fail. Anal. 2024, 158, 108011. [Google Scholar] [CrossRef]
- Wang, B.; Zhong, S.; Lee, T.L.; Fancey, K.S.; Mi, J. Non-Destructive Testing and Evaluation of Composite Materials/Structures: A State-of-the-Art Review. Adv. Mech. Eng. 2020, 12, 1687814020913761. [Google Scholar] [CrossRef]
- Nelson, L.J.; Smith, R.A.; Mienczakowski, M. Ply-Orientation Measurements in Composites Using Structure-Tensor Analysis of Volumetric Ultrasonic Data. Compos. Part A Appl. Sci. Manuf. 2018, 104, 108–119. [Google Scholar] [CrossRef]
- Wirjadi, O.; Schladitz, K.; Easwaran, P.; Ohser, J. Estimating Fiber Direction Distributions of Reinforced Composites from Tomographic Images. Image Anal. Stereol. 2016, 35, 167–179. [Google Scholar] [CrossRef]
- Karamov, R.; Martulli, L.M.; Kerschbaum, M.; Sergeichev, I.; Swolfs, Y.; Lomov, S.V. Micro-CT Based Structure Tensor Analysis of Fiber Orientation in Random Fiber Composites Versus High-Fidelity Fiber Identification Methods. Compos. Struct. 2020, 235, 111818. [Google Scholar] [CrossRef]
- Atkinson, G.A.; Ernst, J.D. High-Sensitivity Analysis of Polarization by Surface Reflection. Mach. Vis. Appl. 2018, 29, 1171–1189. [Google Scholar] [CrossRef]
- D’Emilia, G.; Gaspari, A.; Natale, E.; Ubaldi, D. Uncertainty Evaluation in Vision-Based Techniques for the Surface Analysis of Composite Material Components. Sensors 2021, 21, 4875. [Google Scholar] [CrossRef]
- D’Emilia, G.; Di Gasbarro, D.; Natale, E. A Simple and Accurate Solution Based on a Laser Sheet System for On-Line Position Monitoring of Welding. In Proceedings of the Journal of Physics: Conference Series, Lisbon, Portugal, 25–27 November 2015; IOP Publishing: Bristol, UK, 2015; Volume 658, No. 1. p. 012006. [Google Scholar]
- Şerban, A. Automatic Detection of Fiber Orientation on CF/PPS Composite Materials with 5-Harness Satin Weave. Fibers Polym. 2016, 17, 1925–1933. [Google Scholar] [CrossRef]
- Atkinson, G.A.; Thornton, T.J.; Peynado, D.I.; Ernst, J.D. High-Precision Polarization Measurements and Analysis for Machine Vision Applications. In Proceedings of the 2018 7th European Workshop on Visual Information Processing (EUVIP), Tampere, Finland, 26–28 November 2018; pp. 1–6. [Google Scholar]
- Namer, E.; Schechner, Y.Y. Advanced Visibility Improvement Based on Polarization Filtered Images. In Proceedings of the Polarization Science and Remote Sensing II, San Diego, CA, USA, 7 August 2005; SPIE: San Diego, CA, USA, 2005; Volume 5888, pp. 36–45. [Google Scholar]
- Wu, X.; Zhang, H.; Hu, X.; Shakeri, M.; Fan, C.; Ting, J. HDR Reconstruction Based on the Polarization Camera. IEEE Robot. Autom. Lett. 2020, 5, 5113–5119. [Google Scholar] [CrossRef]
- Wang, Y.; Hu, X.; Lian, J.; Zhang, L.; He, X. Bionic Orientation and Visual Enhancement with a Novel Polarization Camera. IEEE Sens. J. 2017, 17, 1316–1324. [Google Scholar] [CrossRef]
- Lane, C.; Rode, D.; Rösgen, T. Optical Characterization Method for Birefringent Fluids Using a Polarization Camera. Opt. Lasers Eng. 2021, 146, 106724. [Google Scholar] [CrossRef]
- Ishikawa, K.; Yatabe, K.; Ikeda, Y.; Oikawa, Y.; Onuma, T.; Niwa, H.; Yoshii, M. Interferometric Imaging of Acoustical Phenomena Using High-Speed Polarization Camera and 4-Step Parallel Phase-Shifting Technique. In Proceedings of the Selected Papers from the 31st International Congress on High-Speed Imaging and Photonics, Osaka, Japan, 8–12 February 2017; SPIE: San Diego, CA, USA, 2017; Volume 10328, pp. 93–99. [Google Scholar]
- Schommer, D.; Duhovic, M.; Hoffmann, T.; Ernst, J.; Schladitz, K.; Moghiseh, A.; Steiner, K. Polarization Imaging for Surface Fiber Orientation Measurements of Carbon Fiber Sheet Molding Compounds. Compos. Commun. 2023, 37, 101456. [Google Scholar] [CrossRef]
- Berry, H.G.; Gabrielse, G.; Livingston, A.E. Measurement of the Stokes Parameters of Light. Appl. Opt. 1977, 16, 3200–3205. [Google Scholar] [CrossRef]
- Pfister, R.; Schwarz, K.A.; Janczyk, M.; Dale, R.; Freeman, J.B. Good Things Peak in Pairs: A Note on the Bimodality Coefficient. Front. Psychol. 2013, 4, 700. [Google Scholar] [CrossRef]
- Zhang, C.; Mapes, B.E.; Soden, B.J. Bimodality in Tropical Water Vapour. Q. J. R. Meteorol. Soc. 2003, 129, 2847–2866. [Google Scholar] [CrossRef]
- Zorcolo, A.; Escobar-Palafox, G.; Gault, R.; Scott, R.; Ridgway, K. Study of Lighting Solutions in Machine Vision Applications for Automated Assembly Operations. In Proceedings of the IOP Conference Series: Materials Science and Engineering, London, UK, 4 December 2011; IOP Publishing: Bristol, UK, 2011; Volume 26, No. 1. p. 012019. [Google Scholar]
- D’Emilia, G.; Chiominto, L.; Natale, E.; Stamopoulos, A. Improving the Winding Angle Measurement for an Effective Process Control. In Proceedings of the 2024 IEEE International Instrumentation and Measurement Technology Conference (I2MTC), Ottawa, ON, Canada, 20–23 May 2024; IEEE: Piscataway, NJ, USA, 2024; pp. 1–6. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compared to Non-Vision Methods | |
|---|---|
| Advantages | Drawbacks |
|
|
| Compared to other Vision-Based Methods | |
| Advantages | Drawbacks |
|
|
| Factor | Level | |
|---|---|---|
| Low | High | |
| Softbox distance [mm] | 400 | 600 |
| Exposure time [ms] | 15 | 150 |
| Lens aperture [mm] | f/8 | f/4 |
| Factor | Distribution | Uncertainty Contribution [°] |
|---|---|---|
| Repeatability | Rectangular | 0.2 |
| Measurand | Gaussian | 0.3 |
| Parameter setup | Rectangular | 0.3 |
| Overall standard uncertainty (u) | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chiominto, L.; D’Emilia, G.; Natale, E. Using Light Polarization to Identify Fiber Orientation in Carbon Fiber Components: Metrological Analysis. Sensors 2024, 24, 5685. https://doi.org/10.3390/s24175685
Chiominto L, D’Emilia G, Natale E. Using Light Polarization to Identify Fiber Orientation in Carbon Fiber Components: Metrological Analysis. Sensors. 2024; 24(17):5685. https://doi.org/10.3390/s24175685
Chicago/Turabian StyleChiominto, Luciano, Giulio D’Emilia, and Emanuela Natale. 2024. "Using Light Polarization to Identify Fiber Orientation in Carbon Fiber Components: Metrological Analysis" Sensors 24, no. 17: 5685. https://doi.org/10.3390/s24175685