
Multi-Sensing Inspection System for Thermally Induced Micro-Instability in Metal-Based Selective Laser Melting


Abstract
:1. Introduction
2. Design Concept and Specifications of the Multi-Sensing Inspection System
2.1. Optical Parameters of the Visible Imaging Channel
2.2. Optical Parameters of the Infrared Imaging Channel
3. Optical Design and Evaluation of the Multi-Sensing Inspection System
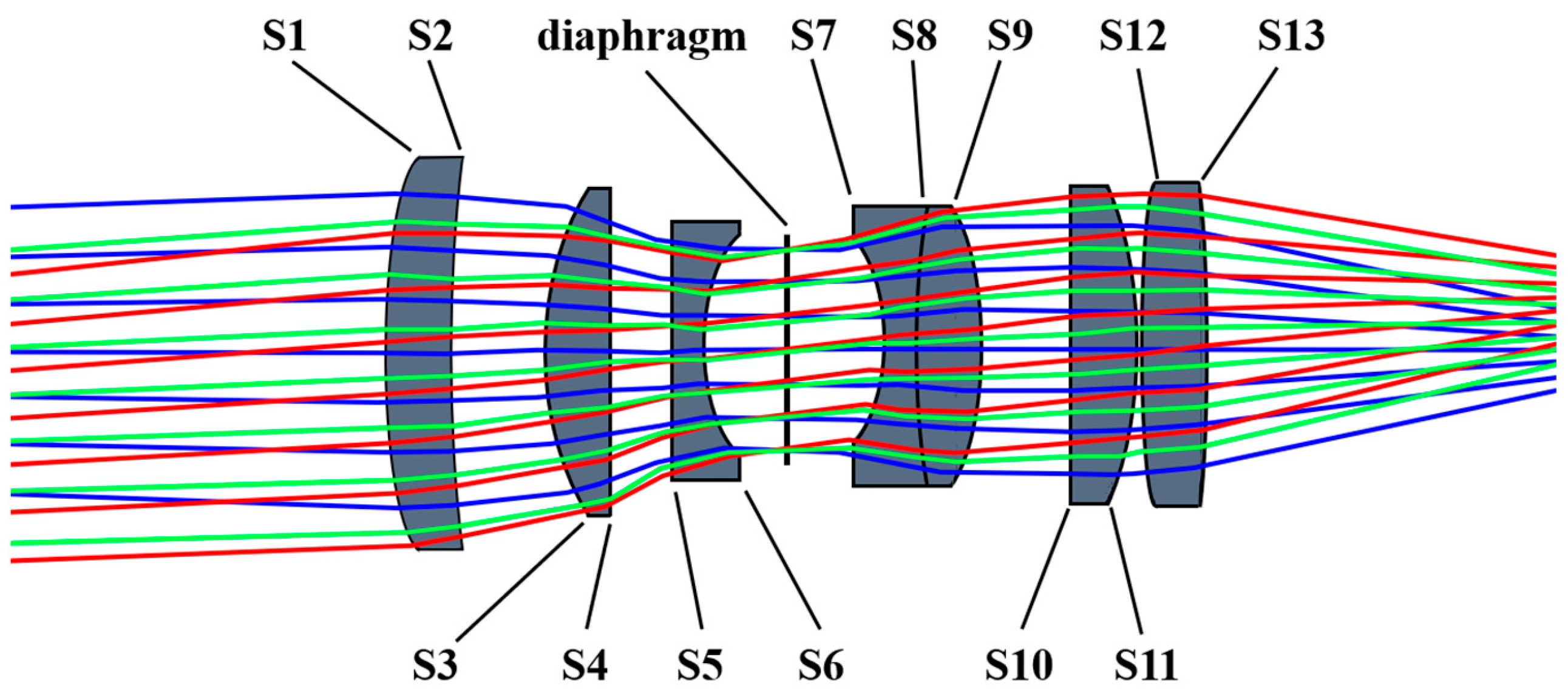
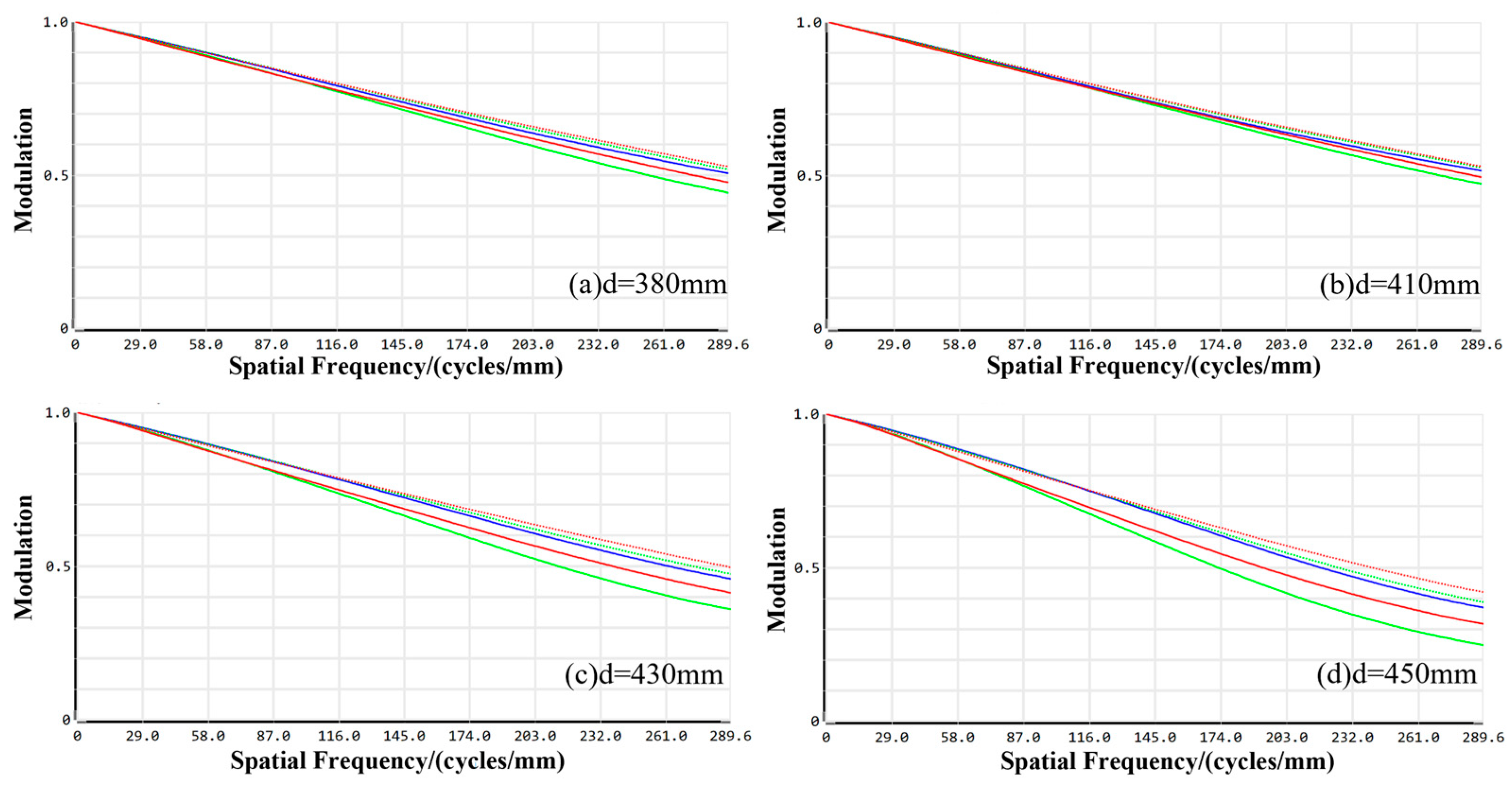
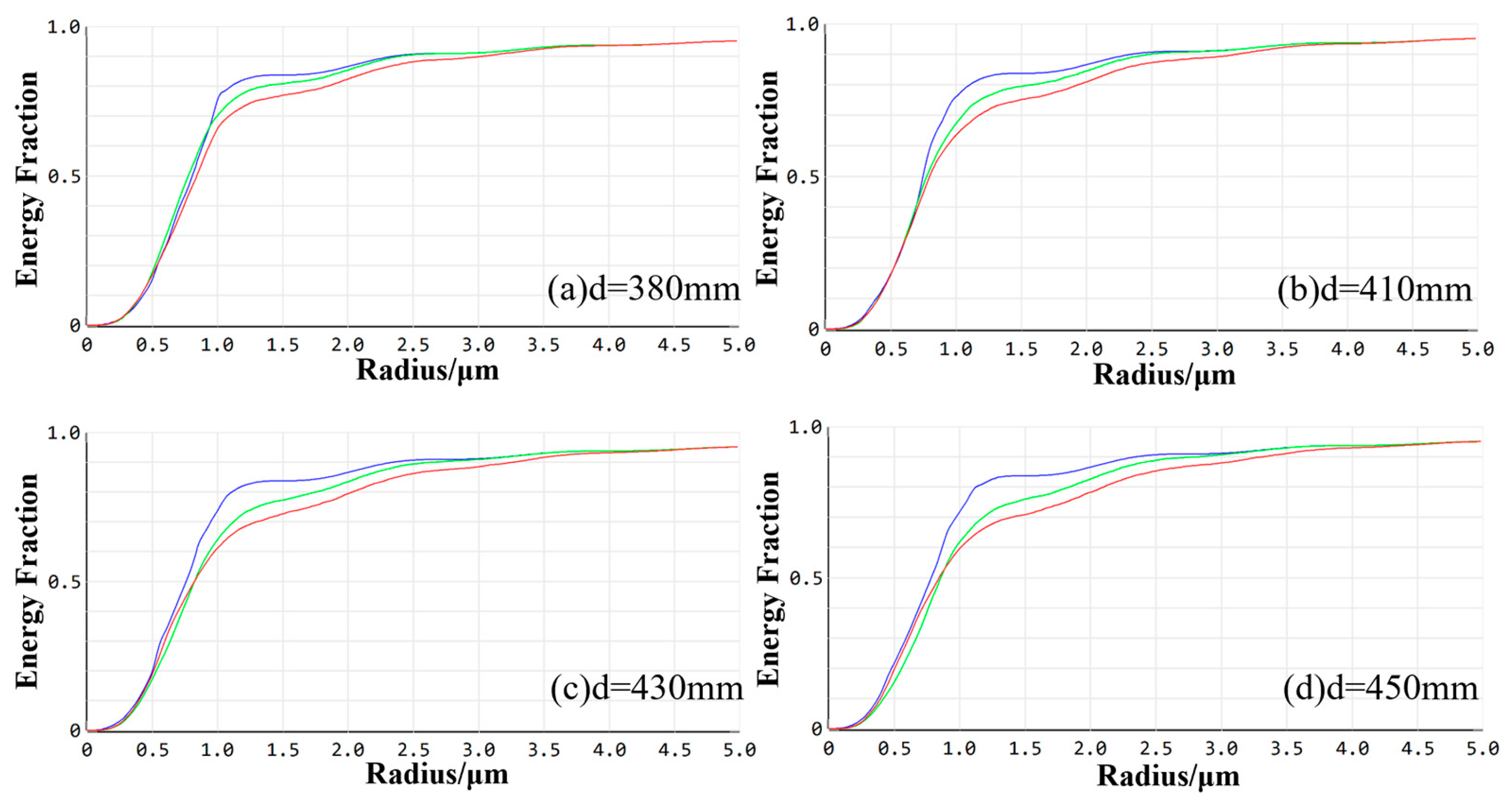
3.1. Optical Design and Performance Evaluation of Visible Imaging Channel
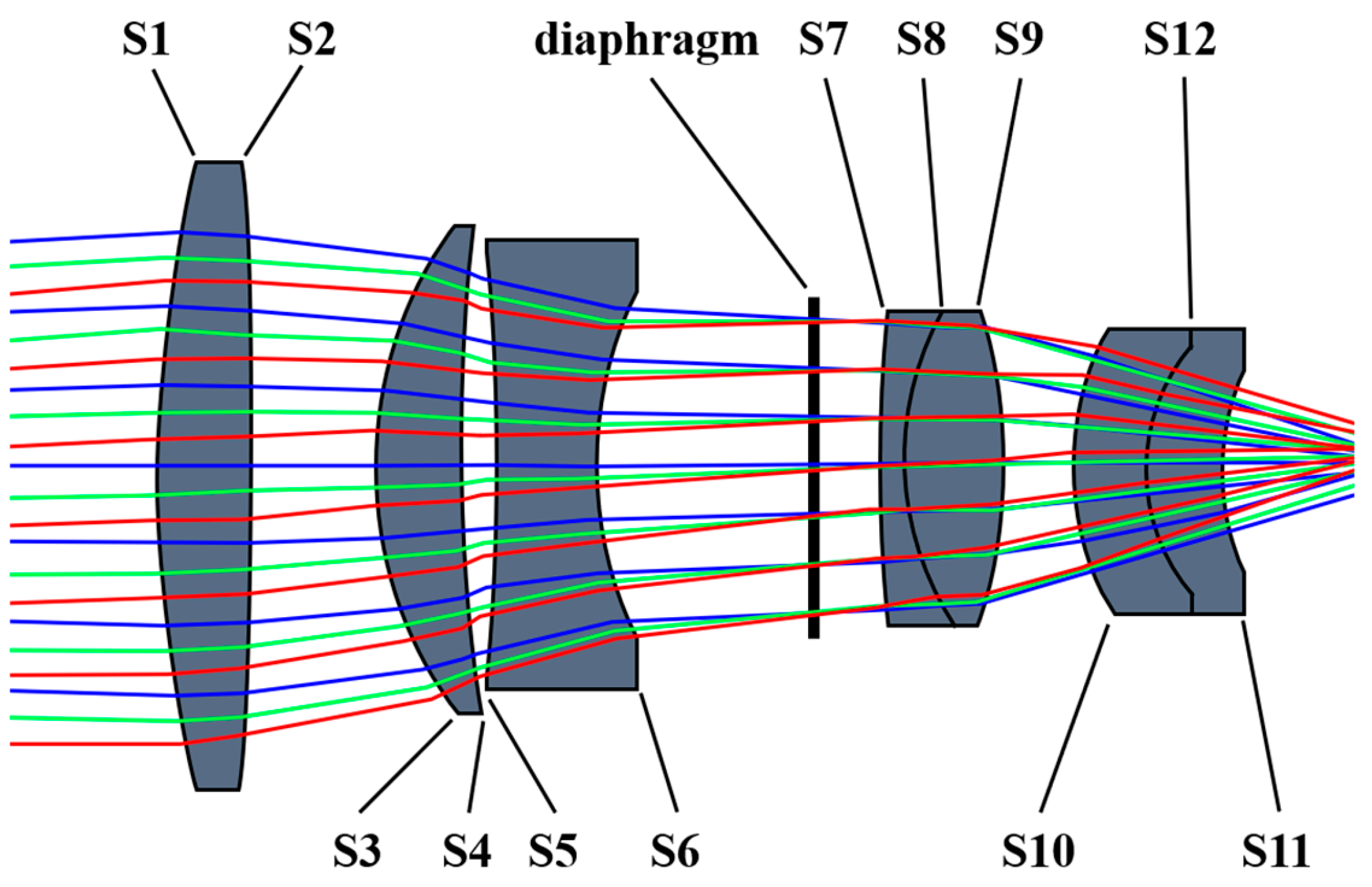
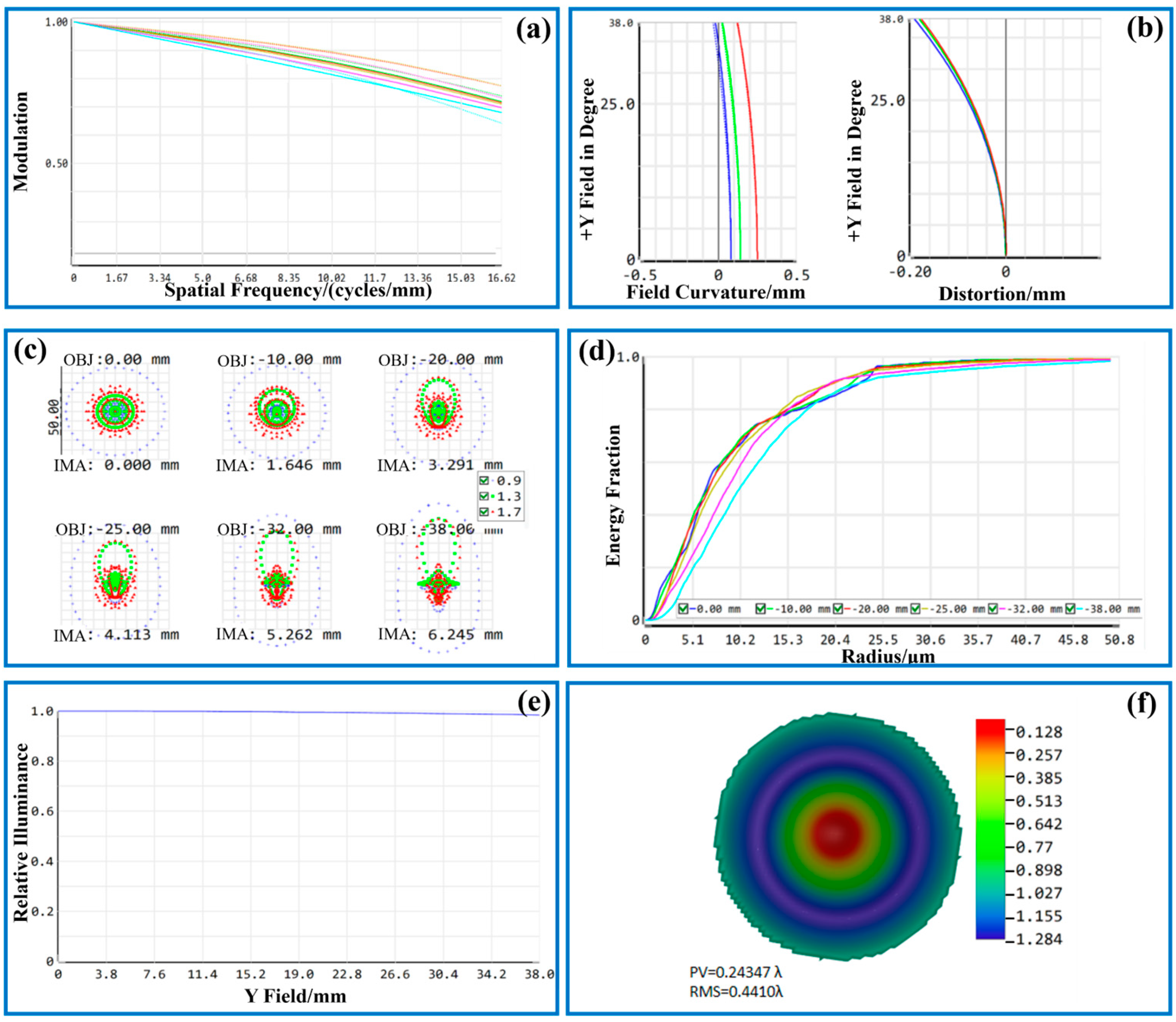
3.2. Optical Design and Performance Evaluation of Infrared Imaging Channel
4. Thermal Analysis of the Multi-Sensing Inspection System
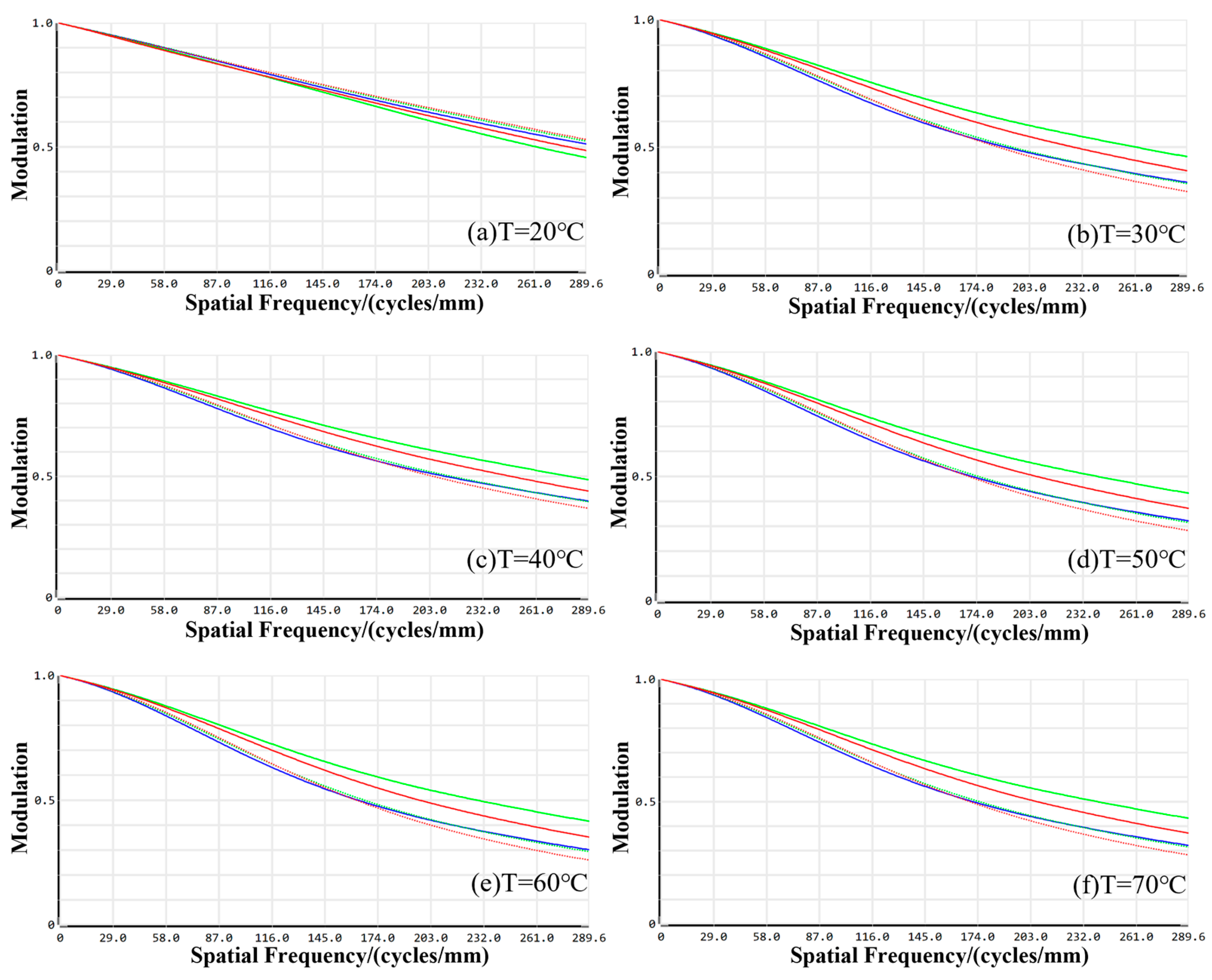
4.1. Thermal Analysis of the Visible Imaging Channel
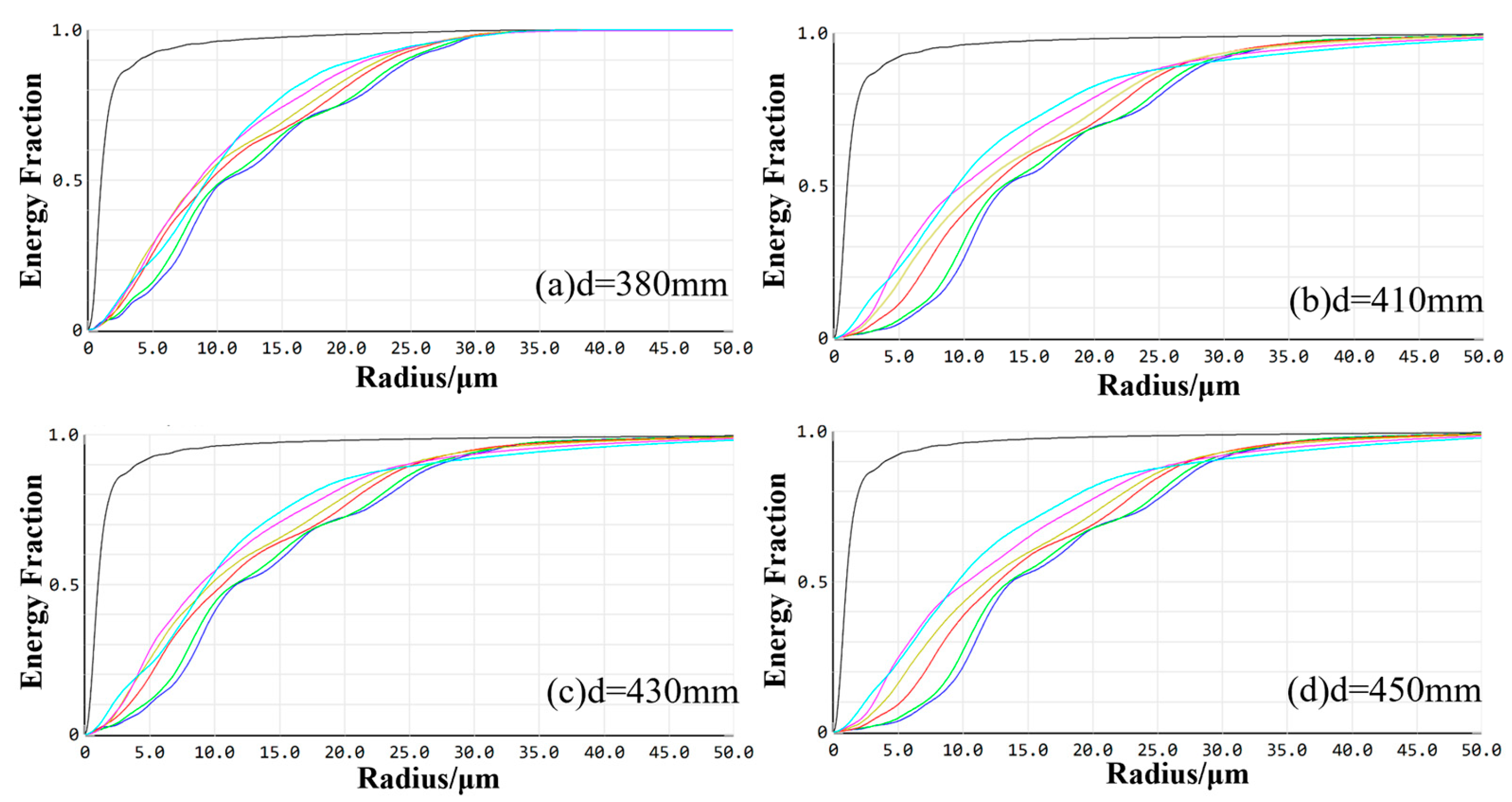
4.2. Thermal Analysis of the Infrared Imaging Channel
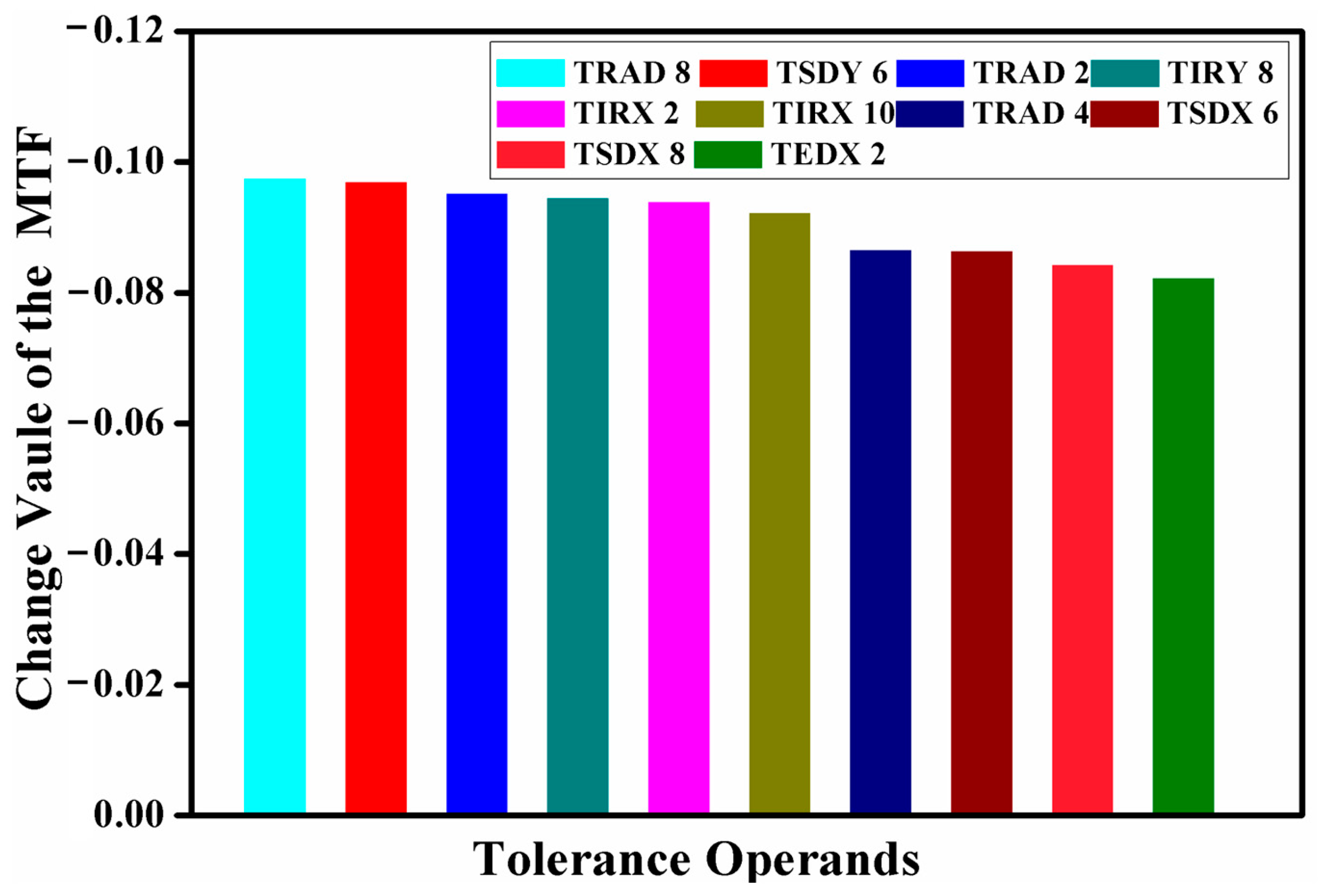
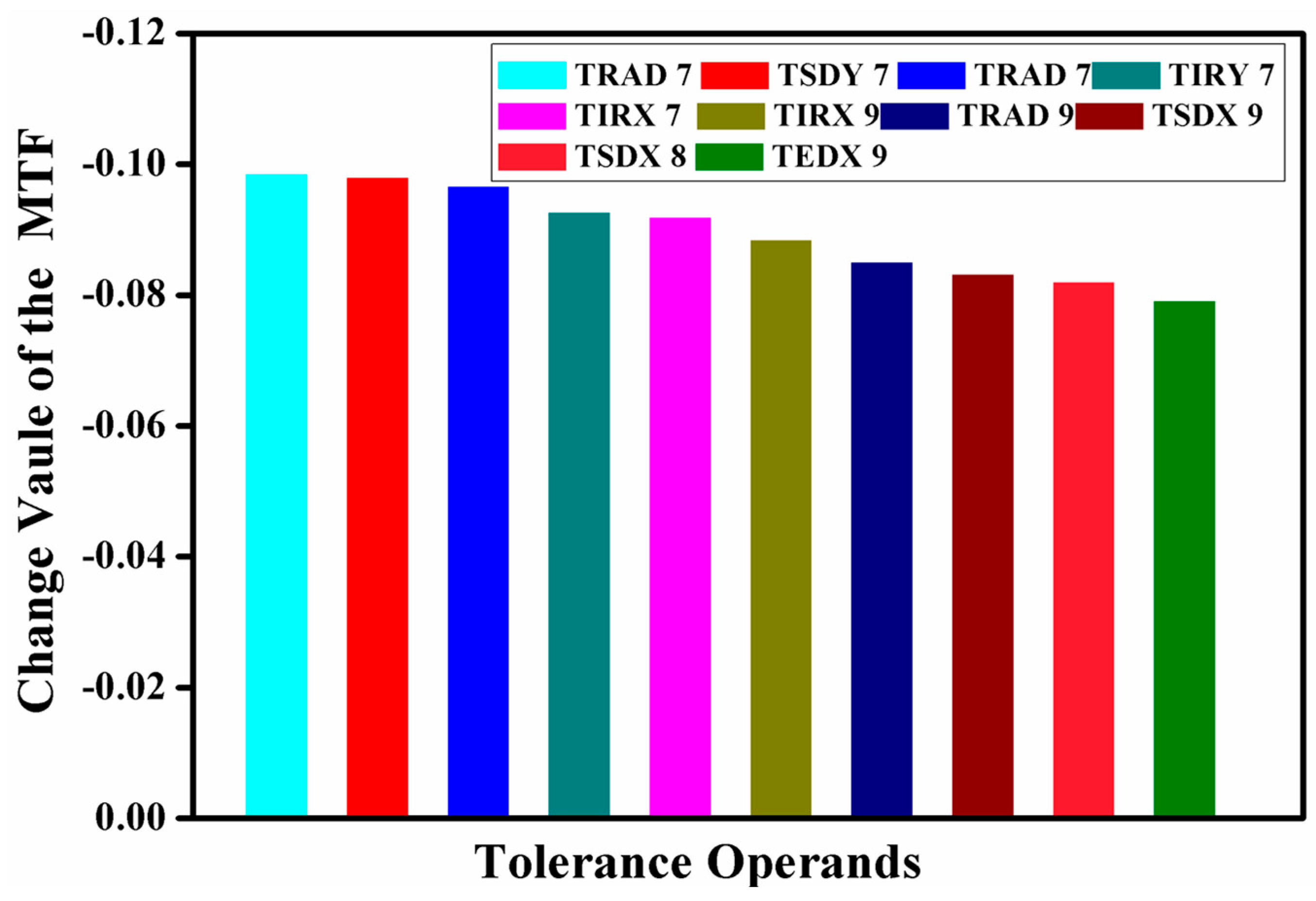
5. Tolerance Analysis of the Multi-Sensing Inspection System
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, L.; Lu, B. Development of Additive Manufacturing Technology and Industry in China. Chin. J. Eng. Sci. 2022, 24, 202–211. [Google Scholar] [CrossRef]
- Liu, Z.; Li, Z.; Xie, H. Characterization methods for additive manufacturing. Theor. Appl. Mech. Lett. 2023, 13, 100415. [Google Scholar] [CrossRef]
- Lin, Y.; Wang, Y.; Liu, B.; Li, R. Additive manufacturing technology in military logistics. Natl. Def. Sci. Technol. 2021, 42, 68–72. [Google Scholar] [CrossRef]
- Lu, B. Additive Manufacturing—Current Situation and Future. China Mech. Eng. 2020, 31, 19–23. [Google Scholar]
- Li, D.; Lu, Z.; Tian, X.; Zhang, H.; Yang, C.; Cao, Y.; Miao, K. Additive manufacturing—Revolutionary technology for leading aerospace manufacturing. Acta Aeronaut. Astronaut. Sin. 2022, 43, 22–38. [Google Scholar]
- Martin, J.H.; Yahata, B.D.; Hundley, J.M.; Mayer, J.A.; Schaedler, T.A.; Pollock, T.M. 3D printing of high-strength aluminum alloys. Nature 2017, 549, 365–369. [Google Scholar] [CrossRef] [PubMed]
- Hou, Z.; Tian, X.; Zhang, J.; Zhe, L.; Zheng, Z.; Li, D.; Malakhov, A.V.; Polilov, A.N. Design and 3D printing of continuous fiber reinforced heterogeneous composites. Compos. Struct. 2020, 237, 111945. [Google Scholar] [CrossRef]
- Wu, S.; Hu, Y.; Yang, B.; Zhang, H.; Guo, G.; Kang, G. Review on Defect Characterization and Structural Integrity Assessment Method of Additively Manufactured Materials. J. Mech. Eng. 2021, 57, 3–34. [Google Scholar] [CrossRef]
- Luo, H.; Sun, X.; Xu, L.; He, W.; Liang, X. A review on stress determination and control in metal-based additive manufacturing. Theor. Appl. Mech. Lett. 2023, 13, 100396. [Google Scholar] [CrossRef]
- Zhang, Y.; Fuh, J.Y.H.; Ye, D.; Hong, G.S. In-situ monitoring of laser-based PBF via off-axis vision and image processing approaches. Addit. Manuf. 2019, 25, 263–274. [Google Scholar] [CrossRef]
- Caprio, L.; Demir, A.G.; Previtali, B. Observing molten pool surface oscillations during keyhole processing in laser powder bed fusion as a novel method to estimate the penetration depth. Addit. Manuf. 2020, 36, 101470. [Google Scholar] [CrossRef]
- Hooper, P.A. Melt pool temperature and cooling rates in laser powder bed fusion. Addit. Manuf. 2018, 22, 548–559. [Google Scholar] [CrossRef]
- Xu, B.; Dong, S.; Men, P.; Yan, S. Quality characteristics and nondestructive test and evaluation technology for laser additive manufacturing alloy steel components. Infrared Laser Eng. 2018, 47, 8–16. [Google Scholar]
- Rieder, H.; Fer, A.D.; Spies, M.; Bamberg, J.; Hess, T. Ultrasonic online monitoring of additive manufacturing processes based on selective laser melting. AIP Conf. Proc. 2015, 1650, 184–191. [Google Scholar]
- Li, W.; Zhou, Z.; Li, Y. Application of Ultrasonic Array Method for the Inspection of TC18 Addictive Manufacturing Titanium Alloy. Sensors 2019, 19, 4371. [Google Scholar] [CrossRef]
- Kruth, J.P.; Bartscher, M.; Carmignato, S.; Schmitt, R.; De Chiffre, L.; Weckenmann, A. Computed tomography for dimensional metrology. CIRP Ann. 2011, 60, 821–842. [Google Scholar] [CrossRef]
- Cai, X.; Malcolm, A.A.; Wong, B.S.; Fan, Z. Measurement and characterization of porosity in aluminum selective laser melting parts using X-ray CT. Virtual Phys. Prototyp. 2015, 10, 195–206. [Google Scholar] [CrossRef]
- Lei, X.; Zhang, L.; Yang, W.; Jiang, D.; Zhang, X. Application of X-ray computed tomography(CT) to detect quality of continuous casting products. China Metall. 2020, 30, 44–51. [Google Scholar] [CrossRef]
- Ye, D.; Zhu, K.; Fuh, J.; Zhang, Y.; Soon, H. The investigation of plume and spatter signatures on melted states in selective laser melting. Opt. Laser Technol. 2019, 111, 395–406. [Google Scholar] [CrossRef]
- Bisht, M.; Ray, N.; Verbist, F.; Coeck, S. Correlation of selective laser melting-melt pool events with the tensile properties of Ti-6Al-4V ELI processed by laser powder bed fusion. Addit. Manuf. 2018, 22, 302–306. [Google Scholar] [CrossRef]
- Shen, Y.; Dang, J.; Gou, J.; Guo, R.; Liu, C.; Wang, X.; Li, L. A Dehaze Algorithm Based on Near-Infrared and Visible Dual Channel Sensor Information Fusion. Spectrosc. Spect. Anal. 2019, 39, 1420–1427. [Google Scholar]
- Yu, D.; Tan, H. Engineering Optics, 4th ed.; China Machine Press: Beijing, China, 2016. [Google Scholar]
- Qian, K.; Liu, C.; Zhang, T.; Yu, B.; Liao, Z.; Qiu, D.; Zhang, Y. Design of Extra Large Aperture Wide Angle Day and Night Confocal Monitoring Lens. J. Wuhan Univ. (Nat. Sci. Ed.) 2022, 68, 567–573. [Google Scholar] [CrossRef]
- Cao, Y. Design of Double Telecentric Lens Using Machine Vision System. Infrared Technol. 2022, 44, 140–144. [Google Scholar]
- Xu, X.; Yang, X.; Zheng, F.; Gao, Z.; Zhang, R. Design of Optical Simulation Experiment Platform Based on Zemax. J. Luoyang Norm. Univ. 2022, 41, 27–30. [Google Scholar] [CrossRef]
- Peng, X.; Kong, L. Design of a real-time fiber-optic infrared imaging system with wide-angle and large depth of field. Chin. Opt. Lett. 2022, 20, 011201. [Google Scholar] [CrossRef]
- Que, L. Research on Integrated Design and Crucial Technology for Uncooled Infrared Focal Plane Detector Chip; University of Electronic Science and Technology of China: Chengdu, China, 2016. [Google Scholar]
- Cheng, D.; Wang, Y.; Yu, L.; Liu, X. Optical design and evaluation of a 4 mm cost-effective ultra-high-definition arthroscope. Biomed. Opt. Express 2014, 5, 2697–2714. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Design Parameters | VL | IL |
|---|---|---|
| Wavelength () | 0.49–0.51 | 0.9–1.7 |
| Image sensor type | CMOS | InGaAs |
| Pixel count | 6954 4822 | 350 256 |
| Pixel size () | 1.1 | 30 |
| Focal length (mm) | 50 | 50 |
| F-numbers | 2.8 | 15 |
| Field of view | 10.60° | 14.80° |
| Working distance d (mm) | 400 | 400 |
| Relative illumination (%) | >95.00 | >95.00 |
| Distortion (%) | <0.4 | <0.4 |
| Surface | Radius of Curvature/mm | Clear Semi-Diameter/mm | Mechanical Semi-Diameter/mm |
|---|---|---|---|
| S1 | 55.32 | 16.84 | 16.84 |
| S2 | 184.55 | 16.22 | 16.84 |
| S3 | 28.38 | 14.08 | 14.08 |
| S4 | 1216.35 | 13.44 | 14.08 |
| S5 | −249.61 | 10.65 | 10.65 |
| S6 | 17.58 | 8.97 | 10.65 |
| S7 | −18.09 | 9.34 | 11.96 |
| S8 | 60.77 | 11.36 | 11.96 |
| S9 | −27.16 | 11.96 | 11.96 |
| S10 | −240.52 | 13.29 | 13.59 |
| S11 | −53.44 | 13.59 | 13.59 |
| S12 | 105.53 | 13.52 | 13.52 |
| S13 | −211.50 | 13.20 | 13.52 |
| Surface | Radius of Curvature/mm | Clear Semi-Diameter/mm | Mechanical Semi-Diameter/mm |
|---|---|---|---|
| S1 | 120.72 | 29.45 | 29.45 |
| S2 | −528.18 | 28.89 | 29.45 |
| S3 | 43.35 | 23.42 | 23.42 |
| S4 | 275.97 | 22.46 | 23.42 |
| S5 | −399.63 | 21.58 | 21.58 |
| S6 | 36.27 | 16.96 | 21.58 |
| S7 | 133.37 | 14.43 | 14.64 |
| S8 | 26.13 | 14.52 | 14.64 |
| S9 | −45.73 | 14.64 | 14.64 |
| S10 | 29.31 | 13.29 | 13.29 |
| S11 | 18.37 | 11.26 | 13.29 |
| S12 | 24.79 | 9.72 | 13.29 |
| Tolerance | VL | IL |
|---|---|---|
| Radius (mm) | ±0.08 | ±0.20 |
| Thicknesses (mm) | ±0.08 | ±0.20 |
| Surface eccentricities (mm) | ±0.05 | ±0.15 |
| Surface tilt (mm) | ±0.05 | ±0.15 |
| Surface irregularity (fringe) | 0.2 | 0.2 |
| Element eccentricity (mm) | ±0.05 | ±0.3 |
| Element tilt (°) | ±0.05 | ±0.3 |
| Refractive index | ±0.001 | ±0.001 |
| Abbe (%) | ±1 | ±1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peng, X.; Liao, R.; Zhu, Z. Multi-Sensing Inspection System for Thermally Induced Micro-Instability in Metal-Based Selective Laser Melting. Sensors 2024, 24, 5859. https://doi.org/10.3390/s24175859
Peng X, Liao R, Zhu Z. Multi-Sensing Inspection System for Thermally Induced Micro-Instability in Metal-Based Selective Laser Melting. Sensors. 2024; 24(17):5859. https://doi.org/10.3390/s24175859
Chicago/Turabian StylePeng, Xing, Rongjie Liao, and Ziyan Zhu. 2024. "Multi-Sensing Inspection System for Thermally Induced Micro-Instability in Metal-Based Selective Laser Melting" Sensors 24, no. 17: 5859. https://doi.org/10.3390/s24175859