
The Simulation Analysis and Experimental Study on the Temperature Field of Four Row Rolling Bearings of Rolling Mill under Non-Uniform Load Conditions


Abstract
:1. Introduction
- (1)
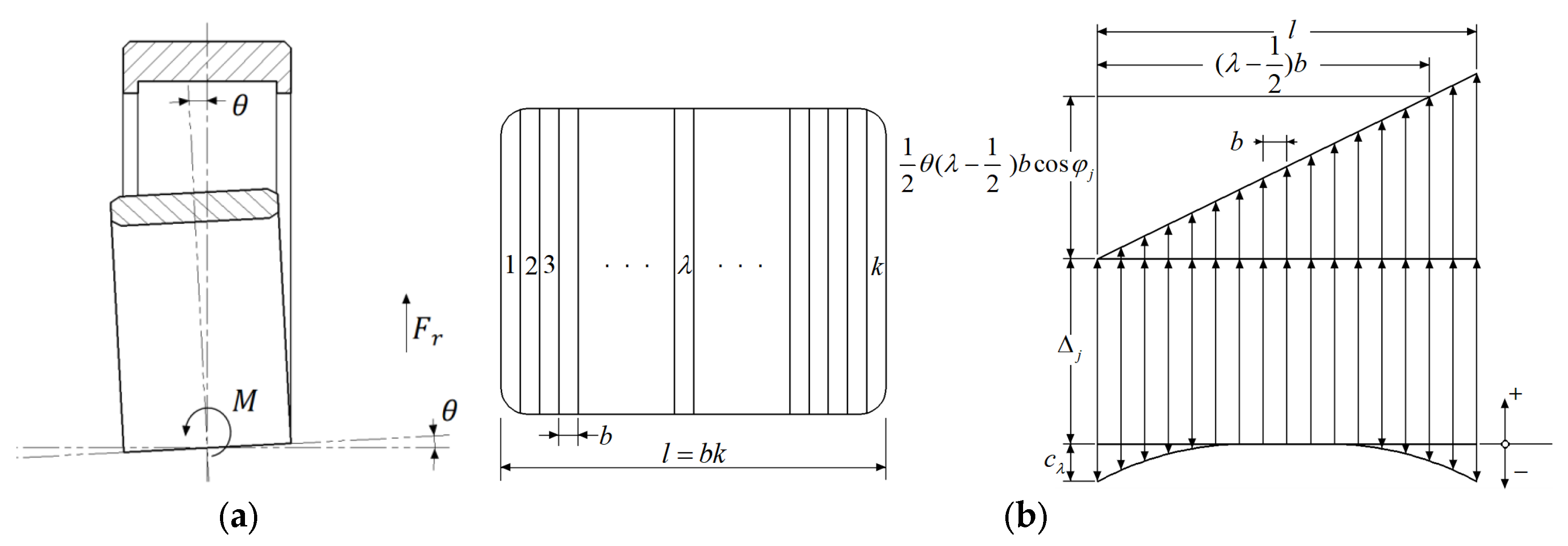
- Based on the mechanism and mechanical model, the uneven force of the support roller bearing of the rolling mill is revealed. The deformation and stress distribution of each column of FCRB are analyzed when the support roller is loaded, which provides a theoretical basis for the establishment of an FCRB temperature field model.
- (2)
- Based on the rolling mechanics model, the temperature calculation model of FCRB is established, and the temperature field of FCRB is calculated using the finite element method.
- (3)
- The overall temperature distribution of FCRB is analyzed, and the inhomogeneity of the FCRB temperature under uneven load conditions is revealed. The temperature change trend of FCRB under different load and speed conditions is further analyzed.
- (4)
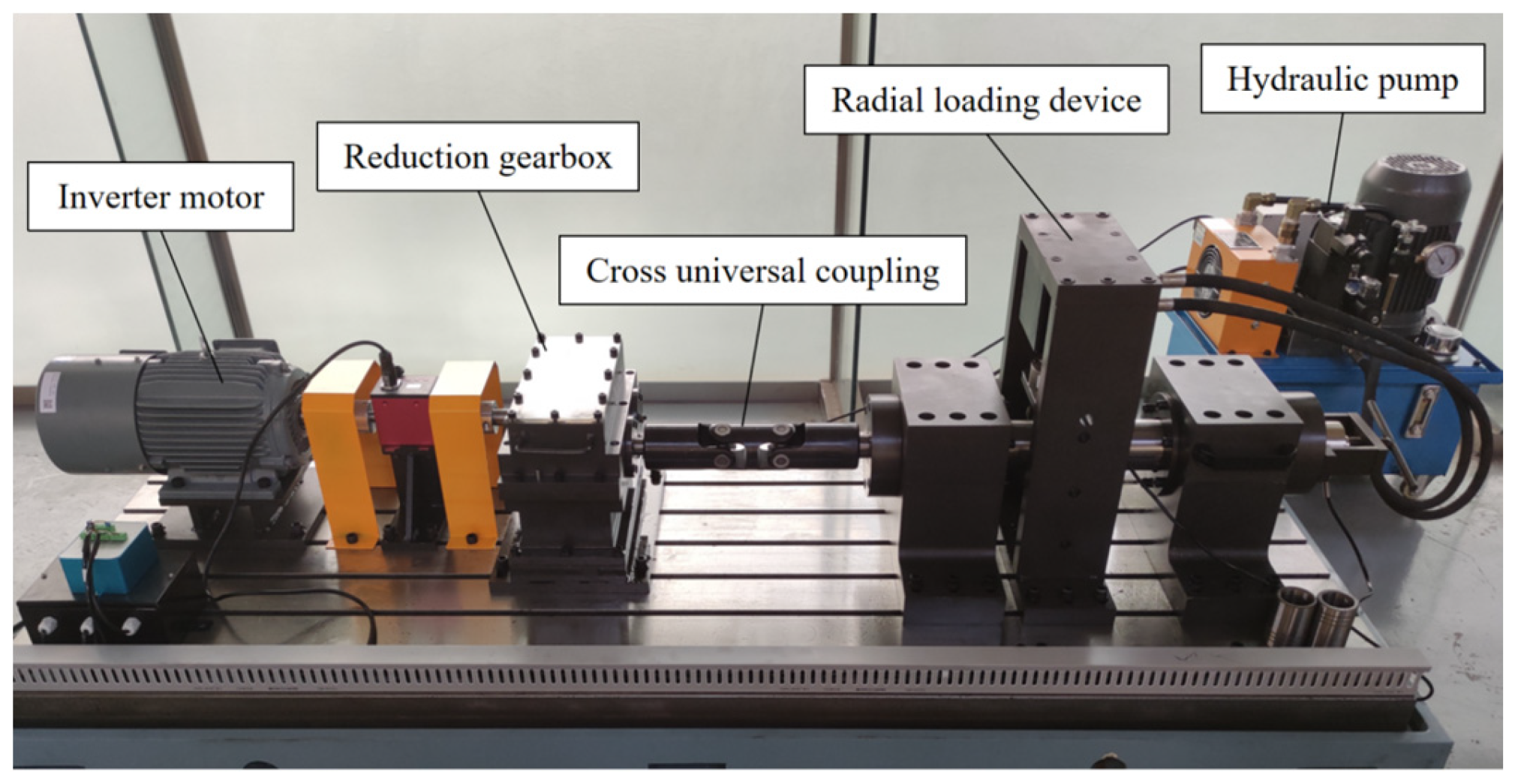
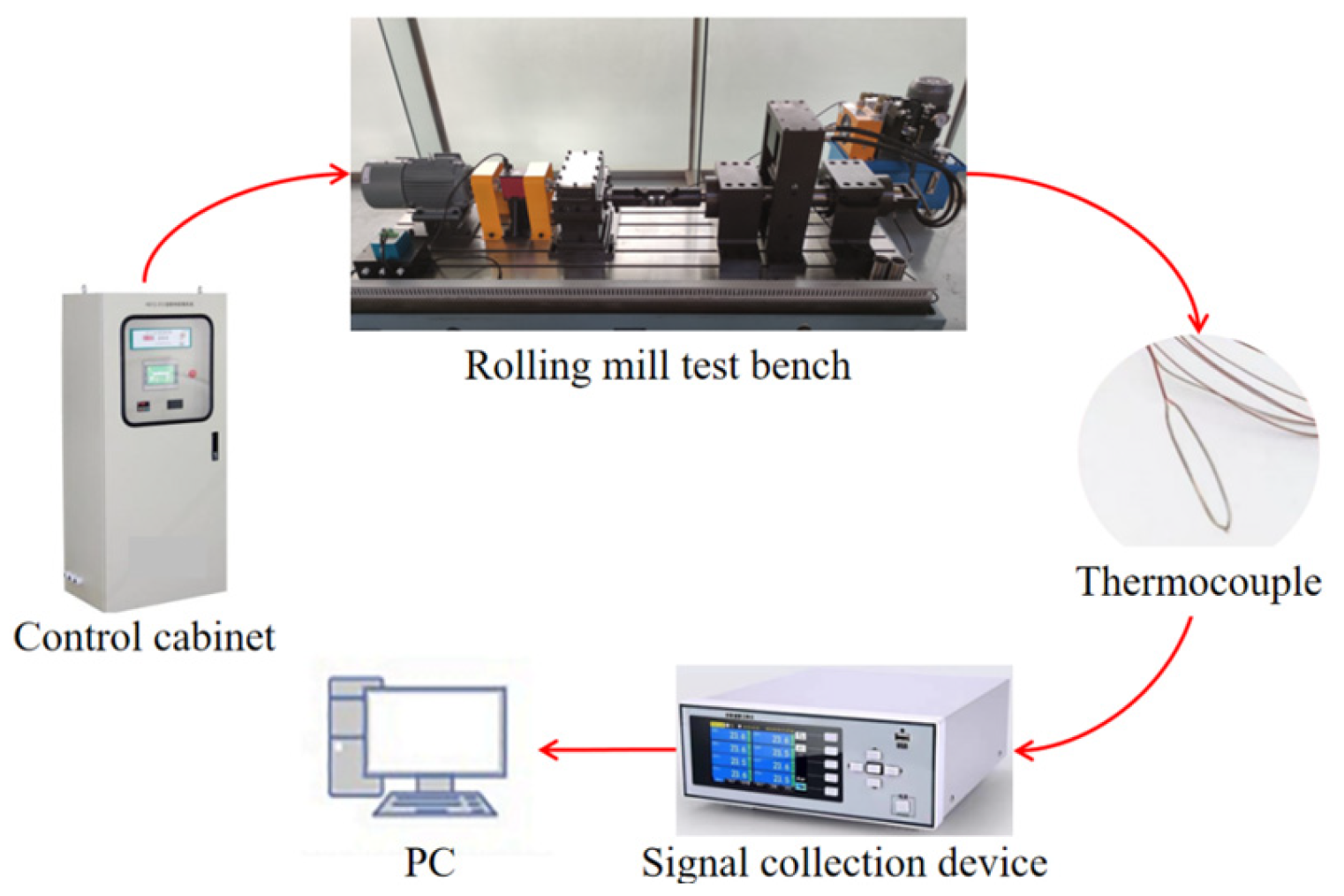
- Based on the rolling mill comprehensive fault simulation test bench, the temperature distribution test experiment was carried out to verify the accuracy of the temperature calculation model.
2. Mechanical Analysis Model of FCRB Based on Slicing Method
2.1. Mechanical Analysis of Bearing
2.2. Rolling Mill Bearing Load Distribution Calculation
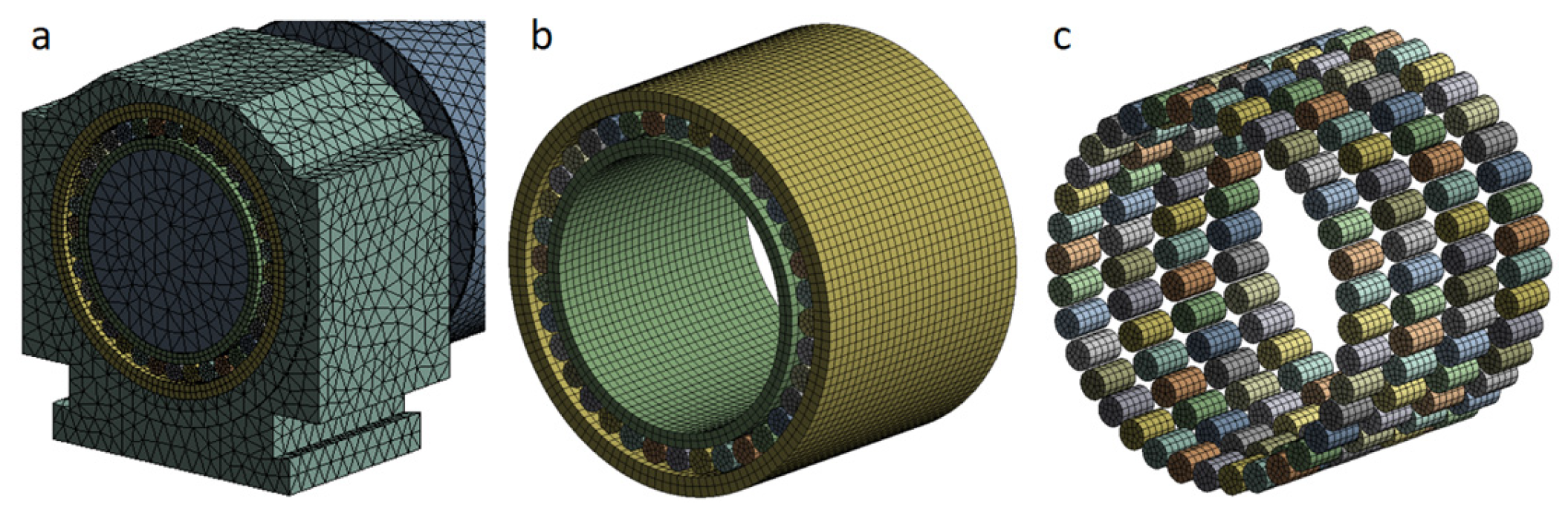
2.2.1. Finite Element Modeling and Meshing
2.2.2. Boundary and Load Settings
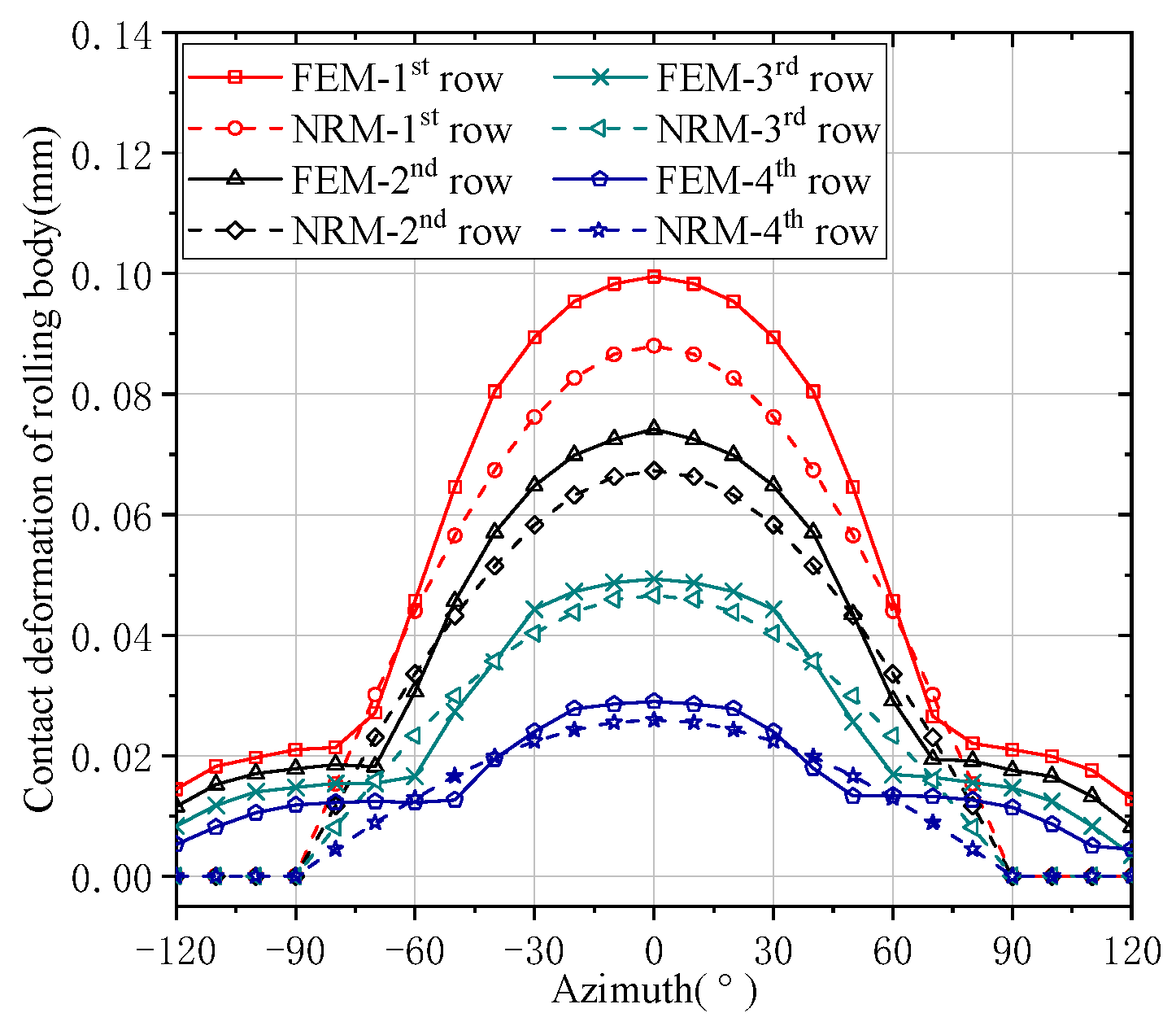
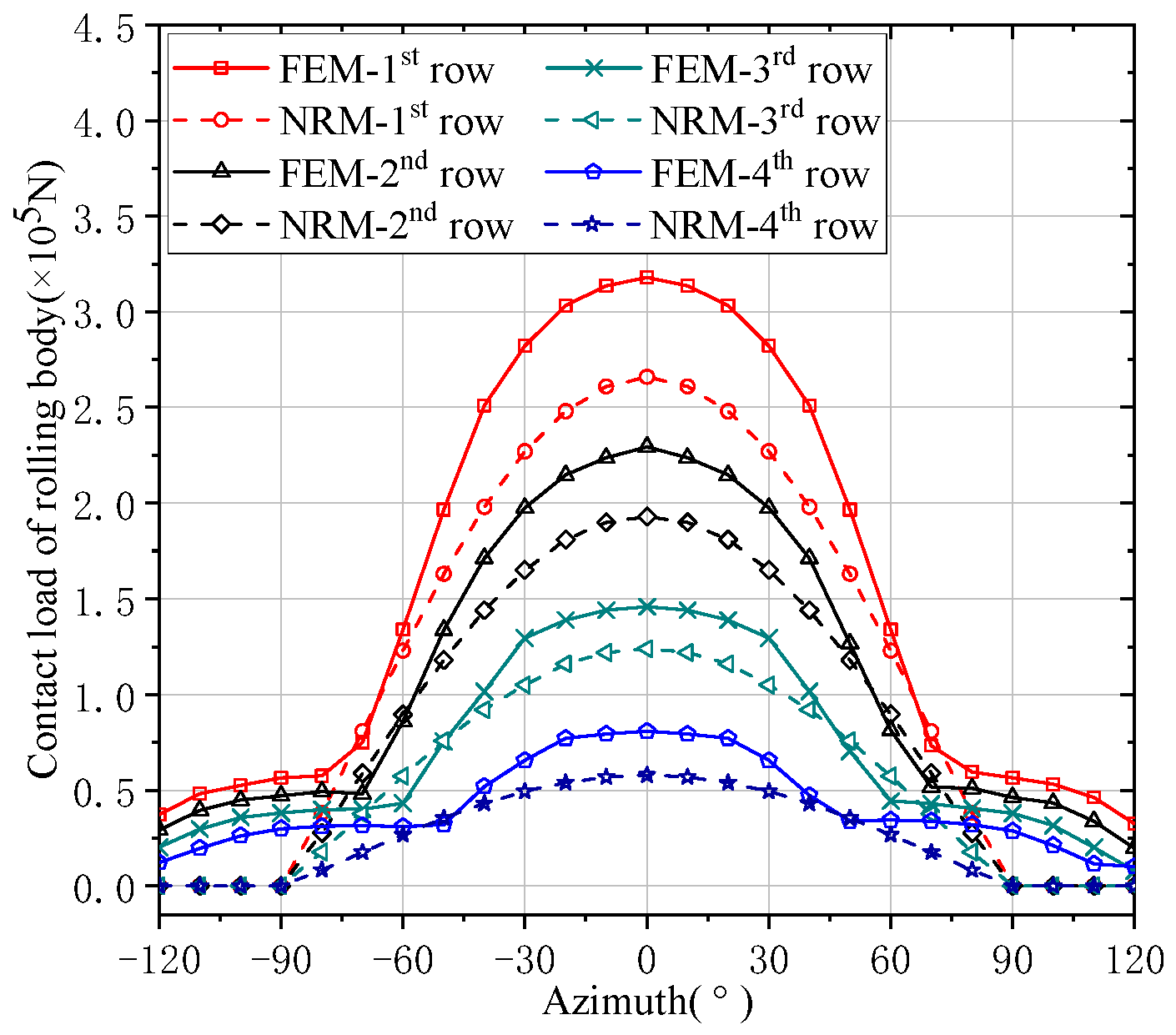
2.2.3. Results and Analysis
3. Temperature Field Calculation and Analysis of FCRB
3.1. Modeling of Heat Generation in FCRB
3.2. Internal Energy Transfer Model of Bearing
3.2.1. Heat Conduction Calculation
3.2.2. Heat Convection Calculation
3.3. Simulation of FCRB Temperature
3.3.1. Finite Element Boundary Condition Setting
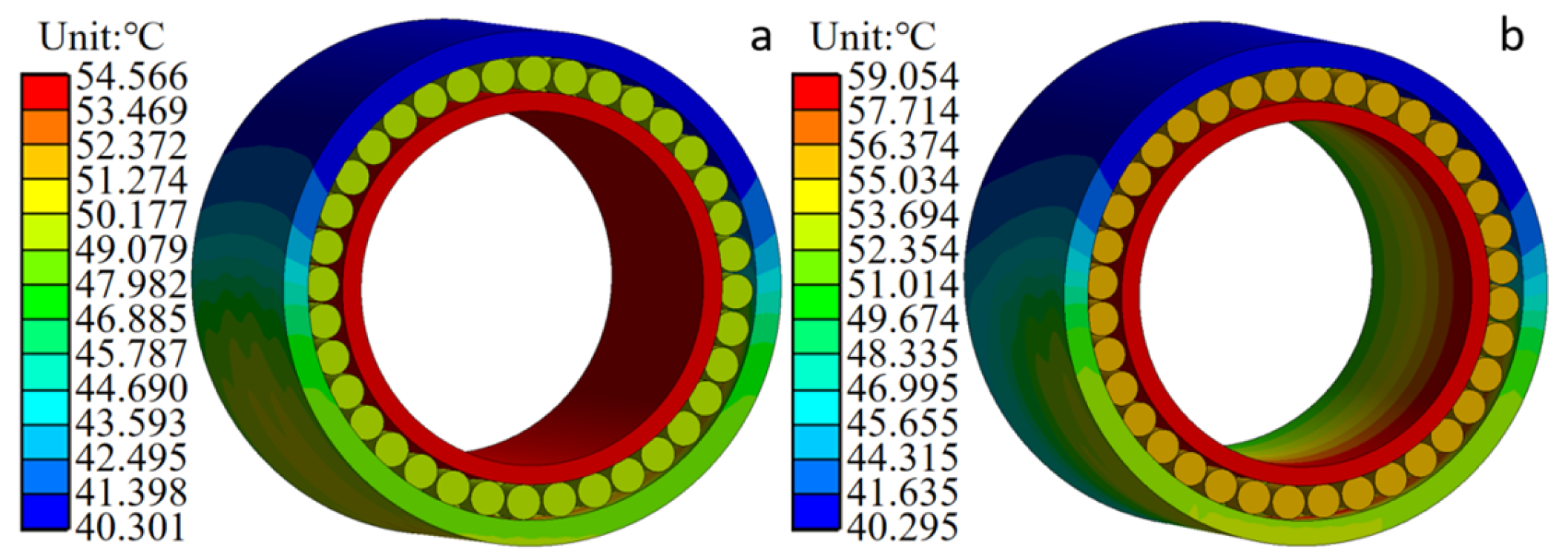
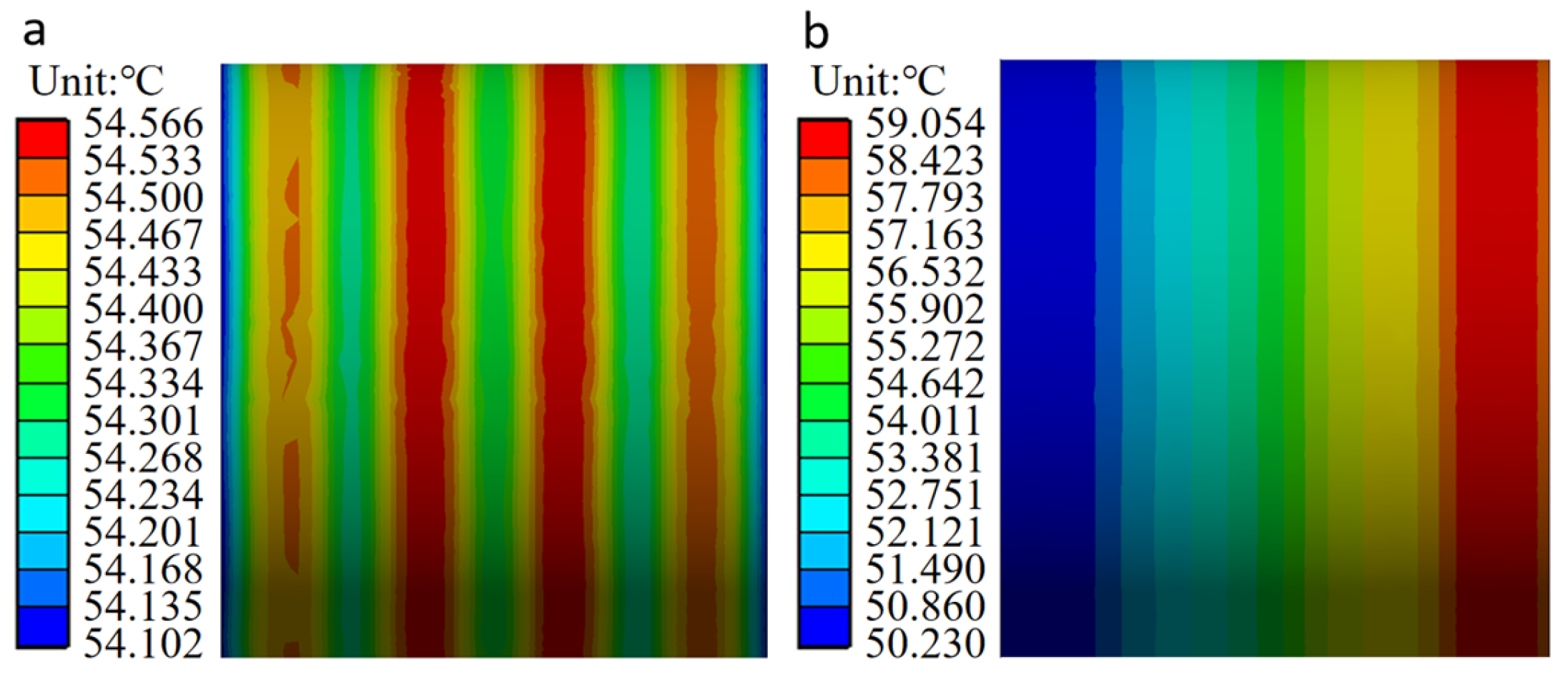
3.3.2. FCRB Temperature Distribution
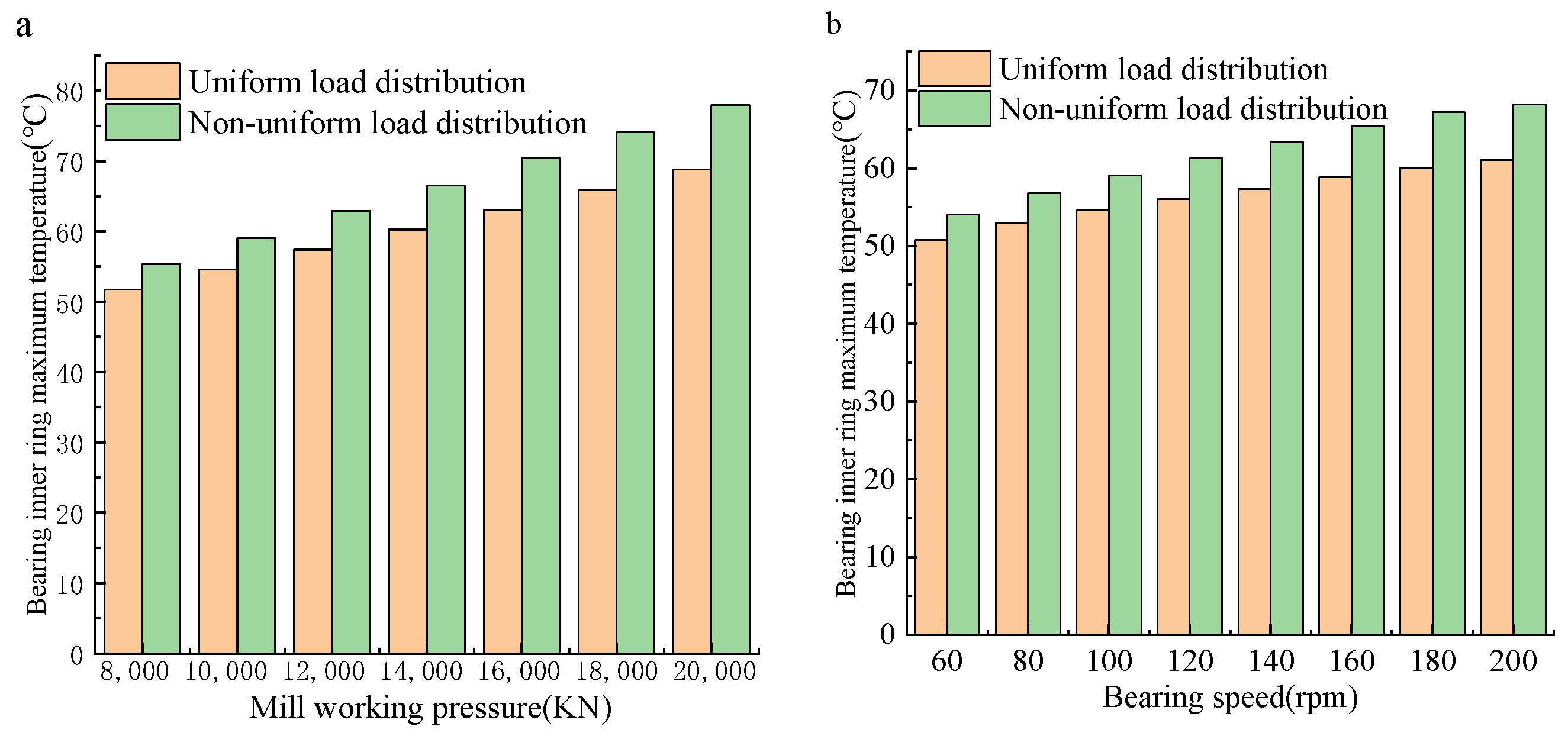
3.3.3. Temperature Analysis of Inner Ring of FCRB
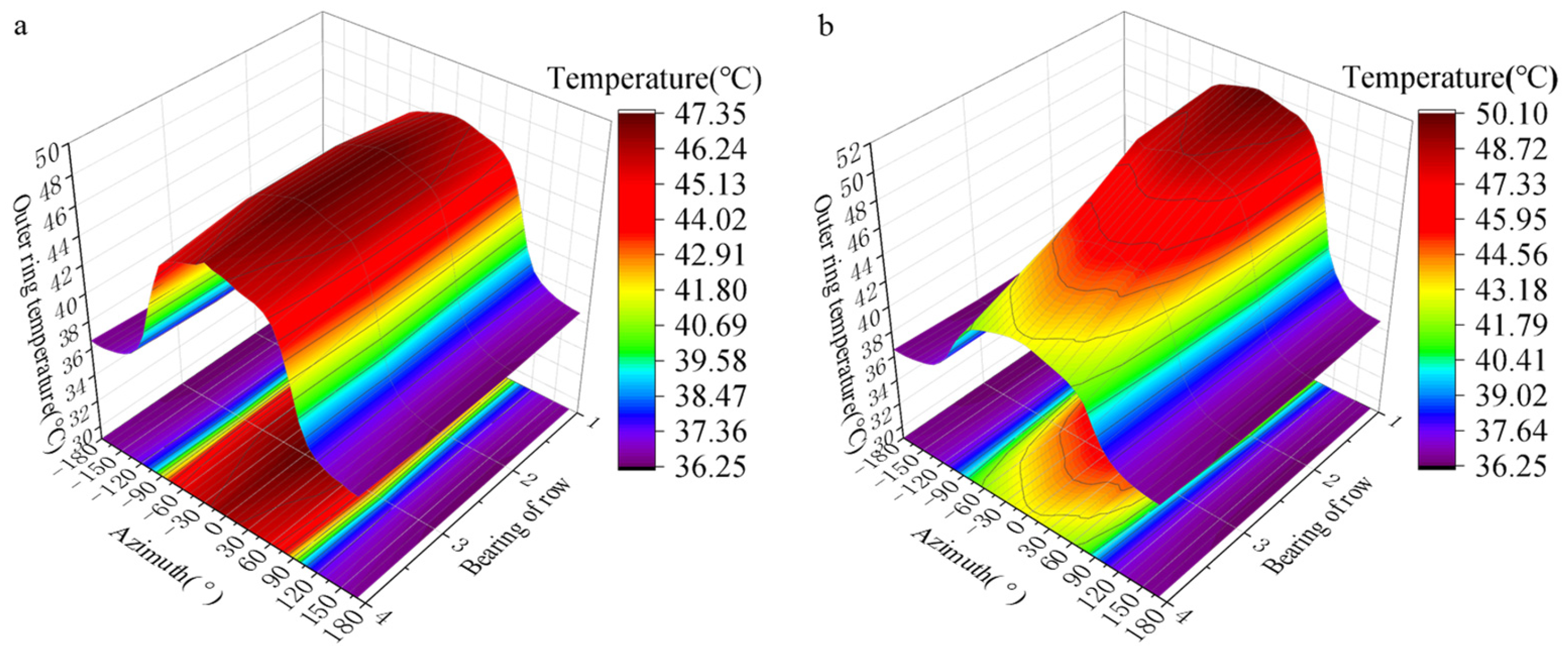
3.3.4. Temperature Analysis of Outer Ring of FCRB
4. Experimental Testing and Result Analysis
4.1. Experimental Design
4.2. Analysis of Experimental Results
5. Conclusions
- (1)
- The mechanical analysis of FCRB was carried out based on the slice method, and the mechanical model of FCRB was established by NRM and FEM. The mechanical analysis shows that the results of NRM and FEM are consistent in calculating the load distribution of FCRB. The calculation errors of contact deformation and contact load are 11.42% and 16.35%, respectively. It can be seen that the load on the first row of rollers is the largest, reaching 35% of the total load of the bearing.
- (2)
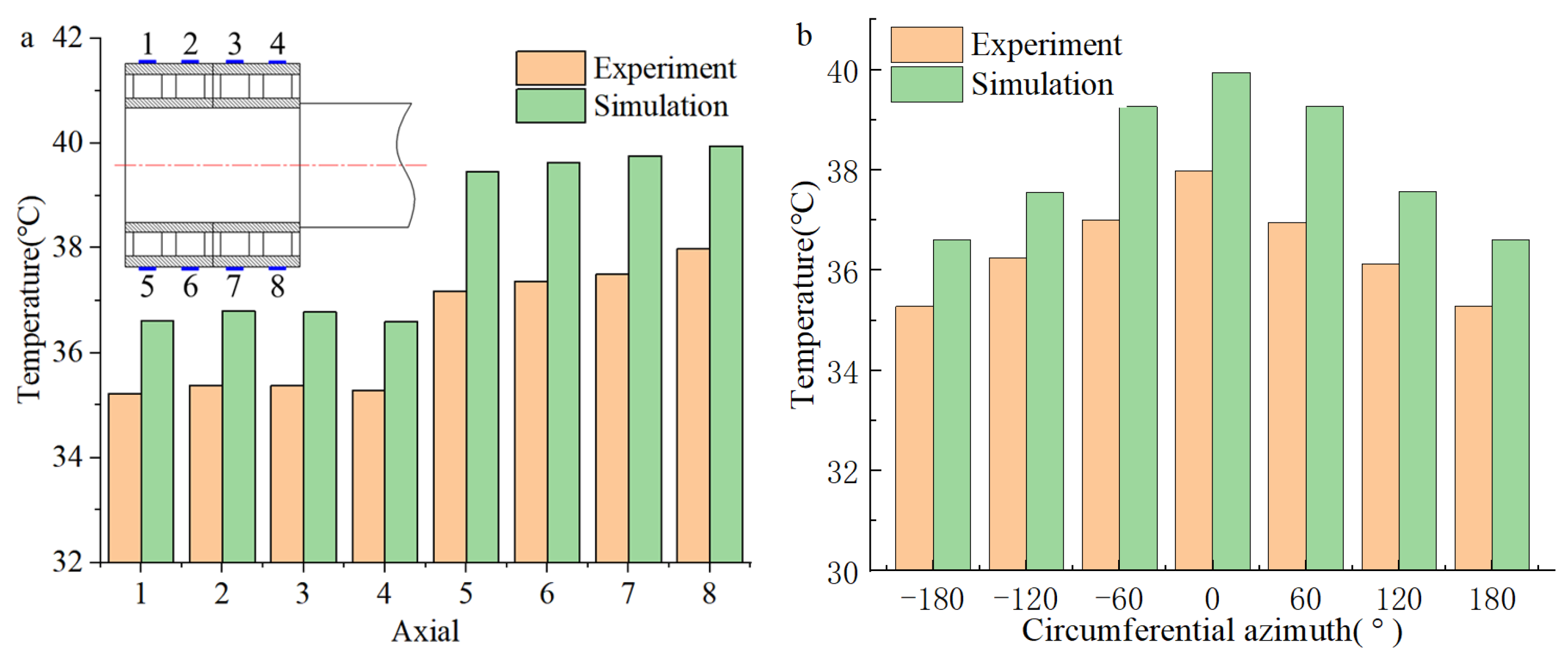
- Based on the mechanical model of FCRB, the temperature calculation model of FCRB is established by the finite element method. The experiment verifies the accuracy of the simulation results, and the error between the experimental results and the simulation results is within 10%.
- (3)
- Under non-uniform load conditions, the temperature of the FCRB outer ring is not only uneven in the circumferential process of the bearing, but also uneven in the axial process of the bearing. The uneven distribution of load is mainly the cause of uneven temperature. In the axial direction, the temperature of the FCRB is positively correlated with the load, and the temperature reaches the maximum in the row with the largest load. In the circumferential direction, the temperature is negatively correlated with the absolute value of the azimuth angle.
- (4)
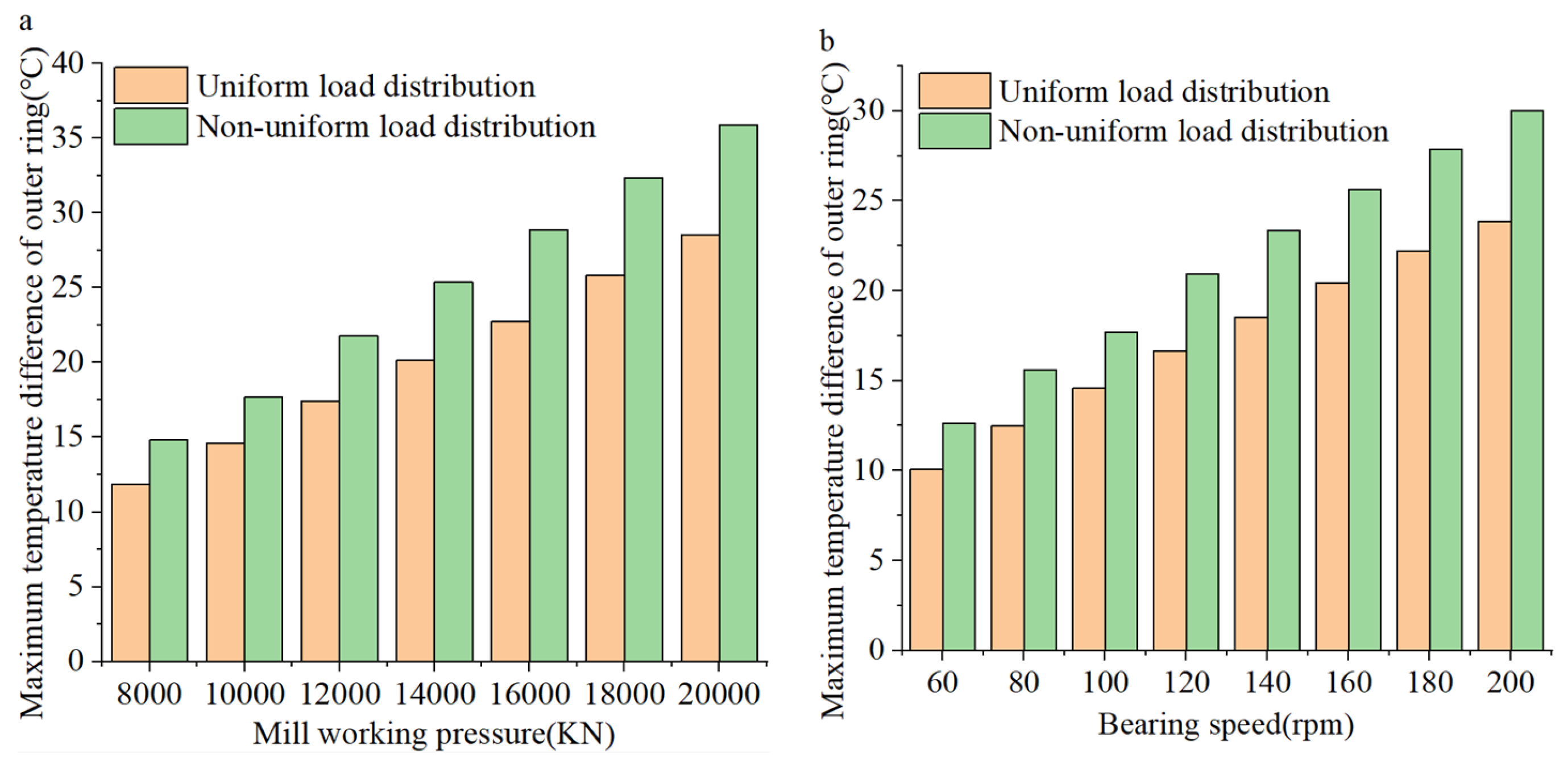
- Compared with the temperature distribution of FCRB under non-uniform load conditions, the temperature distribution of FCRB under uniform load conditions is more uniform. At the same time, with the increase of bearing load and rotational speed, the growth rate of ring temperature difference under uniform load is lower than that under non-uniform load. Therefore, in the case of uniform load distribution, the local temperature of the bearing can be avoided to a certain extent, which provides a reference for the design and application of the bearing.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lin, S.L.; Sun, J.L.; Ma, C.; Peng, Y. A novel dynamic modeling method of defective four-row roller bearings considering the spatial contact correlation between the roller and defect zone. Mech. Mach. Theory 2023, 180, 105138. [Google Scholar] [CrossRef]
- Chang, Z.; Jia, Q.; Yuan, X.; Chen, Y. Main Failure Mode of Oil-air Lubricated Rolling Bearing Installed in High Speed Machining. Tribol. Int. 2017, 112, 68–74. [Google Scholar] [CrossRef]
- John, B.; Mathias, W. Optimization of Pre-conditioned Cold Work Hardening of Steel Alloys for Friction and Wear Reductions under Slip-Rolling Contact. Wear 2017, 350, 141–154. [Google Scholar]
- Wang, Y.L.; Wang, W.Z.; Li, Y.L.; Zhao, Z.Q. Lubrication and Thermal Failure Mechanism Analysis in High-Speed Angular Contact Ball Bearing. ASME J. Tribol. 2018, 140, 1–30. [Google Scholar]
- Wang, X.M.; Meng, Q.L.; Zhang, T.X. Sensitivity analysis of rolling bearing fatigue life under cyclic loading. J. Mech. Sci. Technol. 2022, 36, 5689–5698. [Google Scholar] [CrossRef]
- Wang, H.B.; Lv, H.Y.; Luo, Z. Analysis of Mechanical Properties and Fatigue Life of Microturbine Angular Contact Ball Bearings under Eccentric Load Conditions. Sensors 2023, 23, 4503. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.-Q.; Wang, X.-L.; Liu, R.; Wang, B. Influence of Temperature on Nonlinear Dynamic Characteristics of Spiral-grooved Gas-lubricated Thrust Bearing-rotor Systems for Microengine. Tribol. Int. 2013, 61, 138–143. [Google Scholar] [CrossRef]
- Jang, J.Y.; Khonsari, M.M. A Generalized Thermoelastic Instability Analysis. Proc. R. Soc. A Math. Phys. Eng. Sci. 2003, 459, 309–329. [Google Scholar] [CrossRef]
- Zhang, Y.F.; Li, X.H.; Hong, J.; Yan, K.; Li, S. Uneven Heat Generation and Thermal Performance of Spindle Bearings. Tribol. Int. 2018, 126, 324–335. [Google Scholar] [CrossRef]
- Deng, W.Z.; Zuo, S.G. Axial Force and Vibroacoustic Analysis of External-Rotor Axial-Flux Motors. IEEE Trans. Ind. Electron. 2018, 65, 2018–2030. [Google Scholar] [CrossRef]
- Zhu, H.M.; Yang, Z.B.; Sun, X.D.; Wang, D.; Chen, X. Rotor Vibration Control of a Bearingless Induction Motor Based on Unbalanced Force Feed-Forward Compensation and Current Compensation. IEEE Access 2020, 8, 12988–12998. [Google Scholar] [CrossRef]
- Du, G.W.; Shi, Z.G.; Zuo, H.Y.; Zhao, L.; Sun, Z. Analysis of Unbalanced Response of Rigid Rotor Supported by AMBs Under Coupling Dynamic and Control Methods. Appl. Comput. Electrom. 2019, 34, 512–519. [Google Scholar]
- Li, X.H.; Lv, Y.F.; Yan, K.; Liu, J.; Hong, J. Study on the Influence of Thermal Characteristics of Rolling Bearings and Spindle Resulted in Condition of Improper Assembly. Appl. Therm. Eng. 2017, 114, 221–233. [Google Scholar] [CrossRef]
- Ma, C.; Yang, J.; Zhao, L.; Mei, X.; Shi, H. Simulation and Experimental Study on the Thermally Induced Deformations of High-Speed Spindle System. Appl. Therm. Eng. 2015, 86, 251–268. [Google Scholar] [CrossRef]
- Li, T.-J.; Wang, M.-Z.; Zhao, C.-Y. Study on Real-Time Thermal-Mechanical-Frictional Coupling Characteristics of Ball Bearings Based on the Inverse Thermal Network Method. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2021, 235, 2335–2349. [Google Scholar] [CrossRef]
- Harris, T.A.; Kotzalas, M.N. Essential Concepts of Bearing Technology; Taylor & Francis: Boca Raton, FL, USA, 2006. [Google Scholar]
- Yan, K.; Hong, J.; Zhang, J.; Mi, W.; Wu, W. Thermal-Deformation Coupling in Thermal Network for Transient Analysis of Spindle-bearing System. Int. J. Therm. Sci. 2016, 104, 1–12. [Google Scholar] [CrossRef]
- Zheng, D.X.; Chen, W.F.; Li, M.M. An Optimized Thermal Network Model to Estimate Thermal Performances on a Pair of Angular Contact Ball Bearings under Oil-Air Lubrication. Appl. Therm. Eng. 2018, 131, 328–339. [Google Scholar]
- Deng, X.L.; Fu, J.Z.; Zhang, Y.W. A Predictive Model for Temperature Rise of Spindle-bearing Integrated System. J. Manuf. Sci. Eng. 2015, 137, 141–149. [Google Scholar] [CrossRef]
- Aleksandar, Z.; Milan, Z.; Slobodan, T.; Zoran, M. Mathematical Modeling and Experimental Testing of High-Speed Spindle Behavior. Int. J. Adv. Manuf. Technol. 2015, 77, 1071–1086. [Google Scholar]
- Zhang, P.; Yan, K.; Pan, A.; Zhu, Y.; Hong, J.; Liang, P. Use of CdTe Quantum Dots as Heat Resistant Temperature Sensor for Bearing Rotating Elements Monitoring. IEEE J. Sel. Areas Commun. 2020, 38, 463–470. [Google Scholar] [CrossRef]
- Yan, K.; Yan, B.; Li, B.Q.; Hong, J. Investigation of Bearing Inner Ring-Cage Thermal Characteristics Based on CdTe Quantum Dots Fluorescence Thermometry. Appl. Therm. Eng. 2017, 114, 279–286. [Google Scholar] [CrossRef]
- Kim, K.-S.; Lee, D.-W.; Lee, S.-M.; Lee, S.-J.; Hwang, J.-H. A Numerical Approach to Determine the Frictional Torque and Temperature of an Angular Contact Ball Bearing in a Spindle System. Int. J. Precis. Eng. Manuf. 2015, 16, 135–142. [Google Scholar] [CrossRef]
- Zhou, X.W.; Zhang, H.; Hao, X.; Liao, X.; Han, Q.K. Investigation on Thermal Behavior and Temperature Distribution of Bearing Inner and Outer Rings. Tribol. Int. 2019, 130, 289–298. [Google Scholar] [CrossRef]
- Yan, B.; Yan, K.; Luo, T.; Zhu, Y.; Li, B.Q.; Hong, J. Thermal Coefficients Modification of High Speed Ball Bearing by Multi-Object Optimization Method. Int. J. Therm. Sci. 2019, 137, 313–324. [Google Scholar] [CrossRef]
- Liu, N. Study on Stress Distribution of Ring of Four Row Cylindrical Roller Bearing for Roller. Master’s Thesis, Shanghai University, Shanghai, China, 2019; pp. 25–27. [Google Scholar]
- Palmgren, A. Ball and Roller Bearing Engineering, 3rd ed.; SKF Industries: Philadelphia, PA, USA, 1959. [Google Scholar]
- Kannel, J.W.; Barber, S.A. Estimate of Surface Temperatures During Rolling Contact. Tribol. Trans. 1989, 32, 305–310. [Google Scholar] [CrossRef]
- Wang, L.X.; Chen, G.C.; Gu, L.; Zhen, D.Z. Study on Operating Temperature of High-Speed Cylindrical Roller Bearings. J. Aerosp. Power 2008, 23, 179–183. [Google Scholar]
- Spiewak, S.A.; Nickel, T. Vibration Based Preload Estimation in Machine Tool Spindles. Int. J. Mach. Tools Manuf. 2001, 41, 567–588. [Google Scholar] [CrossRef]
- Shen, G.X.; Xiao, H.; Chen, Z.F.; Shu, X.D. Three-Dimensional Analysis of Rolling Mill Bearing Load Characteristics and Development of Self-Adjusting System. J. Yanshan Univ. 1998, 22, 7–11. [Google Scholar]
- Ozerdem, B. Measurement of Convective Heat Transfer Coefficient for a Horizontal Cylinder Rotating in Quiescent Air. Int. Commun. Heat Mass Transf. 2000, 27, 389–395. [Google Scholar] [CrossRef]
- Zhou, X.W.; Zhu, Q.Y.; Wen, B.G.; Zhao, G.; Han, Q.K. Experimental Investigation on Temperature Field of a Double-Row Tapered Roller Bearing. Tribol. Trans. 2019, 62, 1086–1098. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Bearing Parameters | Value | Bearing Parameters | Value |
|---|---|---|---|
| Bearing inner diameter d (mm) | 550 | Young’s modulus (MPa) | 2.19 × 105 |
| Bearing outer diameter D (mm) | 800 | Poisson’s ratio | 0.3 |
| Bearing diameter dm (mm) | 665 | Density (kg/m3) | 7830 |
| Bearing width B (mm) | 85 | Thermal conductivity (W/(m·°C)) | 50 |
| Rolling body diameter dw (mm) | 55 | Specific heat capacity (J/(kg·°C)) | 460 |
| Roller width l (mm) | 85 | - | - |
| Number of rolling elements in a single row Z | 36 | - | - |
| Parameter | FEM | NRM | Error |
|---|---|---|---|
| Deformation (mm) | 0.09952 | 0.08815 | 11.42% |
| Contact load (N) | 317,978 | 266,000 | 16.35% |
| Parameters | Unit | Value |
|---|---|---|
| Kinematic viscosity | mm2/s | 2.19 × 105 |
| Density | kg/m3 | 0.3 |
| Thermal conductivity | W/(m·°C) | 7830 |
| Specific heat capacity | J/(kg·°C) | 50 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, J.; Guo, H.; Guo, X.; Ma, C.; Peng, Y. The Simulation Analysis and Experimental Study on the Temperature Field of Four Row Rolling Bearings of Rolling Mill under Non-Uniform Load Conditions. Sensors 2024, 24, 914. https://doi.org/10.3390/s24030914
Sun J, Guo H, Guo X, Ma C, Peng Y. The Simulation Analysis and Experimental Study on the Temperature Field of Four Row Rolling Bearings of Rolling Mill under Non-Uniform Load Conditions. Sensors. 2024; 24(3):914. https://doi.org/10.3390/s24030914
Chicago/Turabian StyleSun, Jianliang, Hesong Guo, Xin Guo, Chao Ma, and Yan Peng. 2024. "The Simulation Analysis and Experimental Study on the Temperature Field of Four Row Rolling Bearings of Rolling Mill under Non-Uniform Load Conditions" Sensors 24, no. 3: 914. https://doi.org/10.3390/s24030914