1. Introduction
Reducers are commonly used in various transmission systems, such as robots [
1,
2,
3], cars, rolling mills, and so on. The condition monitoring and fault diagnosis of gearboxes has been attracting considerable attention [
4,
5,
6]. The existing fault diagnosis methods mainly rely on machine learning algorithms [
7] and deep learning models [
8,
9,
10,
11], where Convolutional Neural Networks (CNNs) [
12,
13], Long Short-term Memory (LSTM) Networks [
14], and Autoencoders [
15] have shown good performance in terms of feature extraction, although with application restrictions in some fields.
Facing challenges associated with the translation invariance principle, such as idle neurons with slight image direction or position changes, CNN-based methods require an overwhelming amount of data due to their reliance on backpropagation [
16]. Additionally, the pooling layers used in CNNs often result in the loss of valuable information and further disregard the correlations. To overcome these defects, many scholars have made various attempts in their works; for example, Lei et al. [
17] conducted a comprehensive review of fault diagnosis methodologies, providing insights into the structure of planetary gearboxes and fixed shaft planetary gearboxes. The distinctive behaviors and fault characteristics of planetary gear systems were also identified and analyzed. In another study, Moslem Azamfar et al. [
18] proposed a novel fault diagnosis approach grounded in motor current characteristic analysis. A unique 2D CNN architecture was utilized to seamlessly integrate data from multiple current sensors, enabling direct classification without the need for manual feature extraction. Additionally, Ding et al. [
19,
20,
21] introduced a framework for motor fault diagnosis, addressing issues related to representation learning scalability and the neglect of diverse working conditions. In the same year, a novel continuous learning framework was introduced to address the low efficiency of manual fault detection. Additionally, a method was devised to tackle the limitations of knowledge distillation, leveraging a fusion model based on CNN-Gated Recurrent Units (CNN-GRUs) and incorporating a channel attention mechanism.
LSTM-based networks and their derivatives sequentially process data over time [
22]. Considering their natural characteristics, they are susceptible to vanishing gradients, particularly when dealing with long sequences. For extremely long sequences, gradient vanishing reduces the accuracy of the method, together with increasing the computational demand and training time, as has been previously verified.
Regarding Autoencoders, they also demand extensive unlabeled data for effective training [
23]. Furthermore, the overfitting caused by noise or outliers in the training data might comprise the generalization capability of the model, leading to potential false alarms or missed detections [
24]. Furthermore, the unintuitive high-dimensional hidden representations complicate their interpretation in the troubleshooting process, as well as their outputs. Apparently, their applicability is still limited by these inherent constraints.
Although more methods have been developed for the purpose of fault diagnosis, many studies have arrived at a similar conclusion, focusing on the lack of condition monitoring of parts, single working conditions, and/or analysis based on individual parts instead of the whole system, leading to the possibility of a large deviation between virtual and real signals. For example, a rolling bearing fault diagnosis method based on a digital twin (DT) [
25] has been proposed, which presents disadvantages for real-time online analysis and diagnosis. A method leveraging CycleGAN [
26] was introduced, and a gear DT model for fault diagnosis was constructed; however, a successful individual gear fault diagnosis might not facilitate further analysis of the whole gearbox. This phenomenon becomes more significant when analyzing complex systems. Undoubtedly, those works have made remarkable contributions in the field, but the proposed approaches often overlook the complex relationships and diversity inherent to the system, resulting in subpar performance in terms of capturing fault characteristics and achieving accurate classification [
27]. In addition, single modeling methods relying on a restricted data set may not encompass sufficient integrated fault scenarios.
As a supplement to the mentioned research on such integrated systems, the DT concept was introduced in 2002 and has been developed since then. Compared with the traditional methods, DT supports further systematic analyses due to its high compatibility, interactivity, and convenience of application.
Among the milestones in DT, Grieves [
28] first proposed the concept of DTs, which involves creating a mirrored model of a physical entity. DT theory has grown rapidly in recent years. Barricelli et al. [
29] provided a summary of the definition of DTs and analyzed their differences. Wang et al. [
30] developed a DT model for autoclave systems and improved the prediction capabilities of autoclave failures using numerical data over actual failure data. Aivaliotis et al. [
31] integrated a physical model with a DT. Errandonea et al. [
32] conducted an in-depth study on the life cycle maintenance phase of DTs. Melesse et al. [
33] conducted a systematic literature review to evaluate the utility of DTs in industrial operations. Wright et al. [
34] highlighted the differences between models and DT, outlined the advantages of DTs, and suggested future research directions. Lechler et al. [
35] explained the relationship between the function and application of DTs. Rasheed et al. [
36] summarized the methods, techniques, and model construction of DTs. Bordleau et al. [
37] summarized various model-driven engineering techniques in the context of model construction for model solution. Rios et al. [
38] conducted a comprehensive review on the modeling of measurement uncertainty in data transfer standards and its relationship to test data in DT models. Karve et al. [
39] proposed a construction method for DTs, in order to detect and predict uncertain crack growth for damage detection. In the next year, Andronas et al. [
40] discussed the limitations of DT modeling with flexible materials. Matulis et al. [
41] reported the development of a 3D printing robotic arm and created a DT model in Unity3D. He et al. [
42] applied a DT in intelligent detection robots using multi-sensor data fusion technology. Using a DT model, the integration of virtual and physical entities can be realized, where the collected data facilitate simulation, health monitoring, diagnosis, and maintenance [
43,
44,
45,
46].
With the development of DT technology, replication technology presents significant potential and promotes the expansion of technical concepts. DT technology is now widely used in online monitoring and intelligent device diagnosis. Tao et al. [
47,
48] proposed a 5D-DT model based on the original 3D structure with an added service system and communication connection for fault prediction and health management; however, this model is still a long way from full implementation due to hardware and software limitations. Zong et al. [
49] developed a set of multi-robot monitoring systems based on DT technology, which monitor the robot arm’s working state, but not the equipment’s operating state and does not allow for deeper data analysis. Liu et al. [
50] highlighted the process of offline data collection for a ship structure bearing monitoring system but did not realize real-time monitoring and diagnosis capabilities. Li et al. [
51] presented a condition monitoring method for a gear test bench-based DT using real-time data; however, this method only realizes condition monitoring based on real-time data, and it cannot complete further data mining analysis.
As a supplement to the related research, an innovative method based on DTs was proposed in this work for the considered system, with the expectation that a comprehensive approach could be adopted to construct the reducer, including the effects of temperature and noise. DT and Unity 3D technologies are applied for the online diagnosis and human–computer interaction. The main goals achieved by this work are as follows:
- (1)
DT technology was applied to model the overall reducer.
- (2)
A systematic fault diagnosis method was proposed to realize visual displays and online diagnoses of the DT.
- (3)
The whole analysis under variable speed condition was realized and validated through a practical application.
To supplement DT fault diagnosis, the processes used in this work are as follows:
- (1)
To achieve high accuracy, a whole model of a reducer is built, and a test platform is established to acquire simulated and real signals under various operating conditions.
- (2)
In order to enable visualization and online diagnosis, field vibration data are subjected to noise filtering and reduction techniques, thus eliminating interference in the middle and low frequency ranges. The processed data are then integrated into the Unity3D reducer DT fault diagnosis system.
- (3)
To further validate the method’s feasibility, collaboration with local enterprises is carried out to test its practical implementation in production.
The remainder of this article is organized as follows.
Section 2 introduces the construction of the DT system.
Section 3 provides an experimental example of the DT fault diagnosis system.
Section 4 explains the technical route of human–computer interactions based on DTs. The feasibility of the proposed method is verified and compared with other state-of-the-art methods.
Section 5 provides the conclusions of the research.
2. Framework of Proposed Method
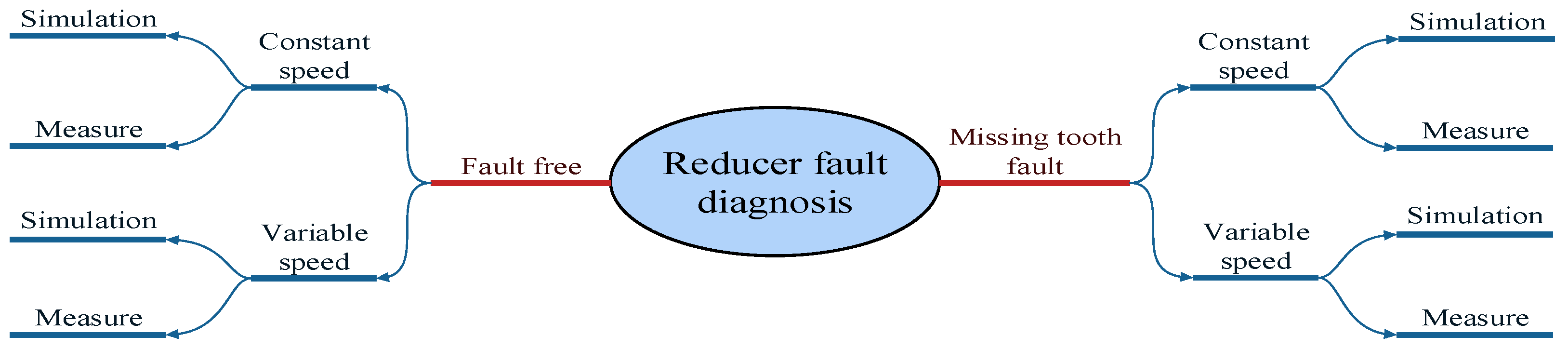
At present, the primary fault diagnosis categories include bearing issues (e.g., pitting, inner and outer ring cracks, and faults in the rolling body) and gear-related problems (e.g., missing teeth, broken teeth, cracks, and pitting). The absence of teeth dominates in most fields, which lowers transmission efficiency. Moreover, it induces additional vibration and noise, gear movement dysfunction, and corruption of the device’s stability and reliability. Furthermore, it increases gear wear under an uneven load distribution and may lead to premature reducer failure. To address these fault types, after the initial comparison, research on tooth absence faults under four working conditions was conducted with the hope of supplementing the related contributions.
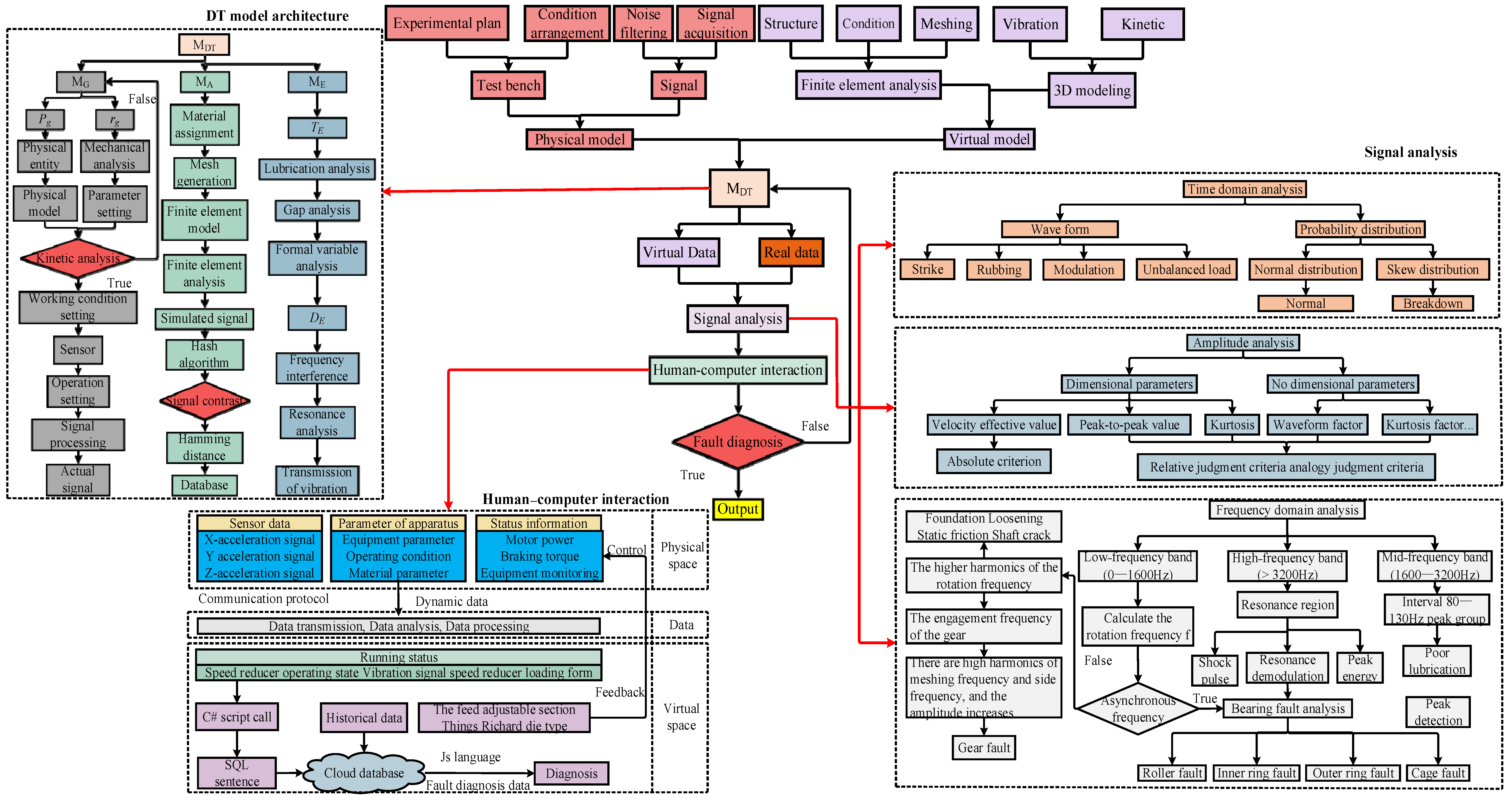
To begin, the finite element analysis transient dynamics module was applied to construct simulation signals under different working conditions. Then, both real and simulated signals were collected and fed into the human–computer interaction window. In addition, the applicability of the model under multiple working conditions was verified experimentally. Finally, the accuracy of the model was judged according to the hash distance, and further tests were carried out in the context of actual production applications. The overall framework and fault diagnosis process of this work are shown in
Figure 1.
2.1. Physical Space of DT Model
The construction of physical models plays a crucial role in quality control, physical property analysis, and prediction services. Physical models can be classified into static and dynamic models, where a static physical model quantitatively describes the properties, states, and behaviors, which are solely determined by the entity itself. On the other hand, dynamic physical modeling extends a finite number of nodes in the time domain in order to obtain the state distribution of dynamically changing physical systems.
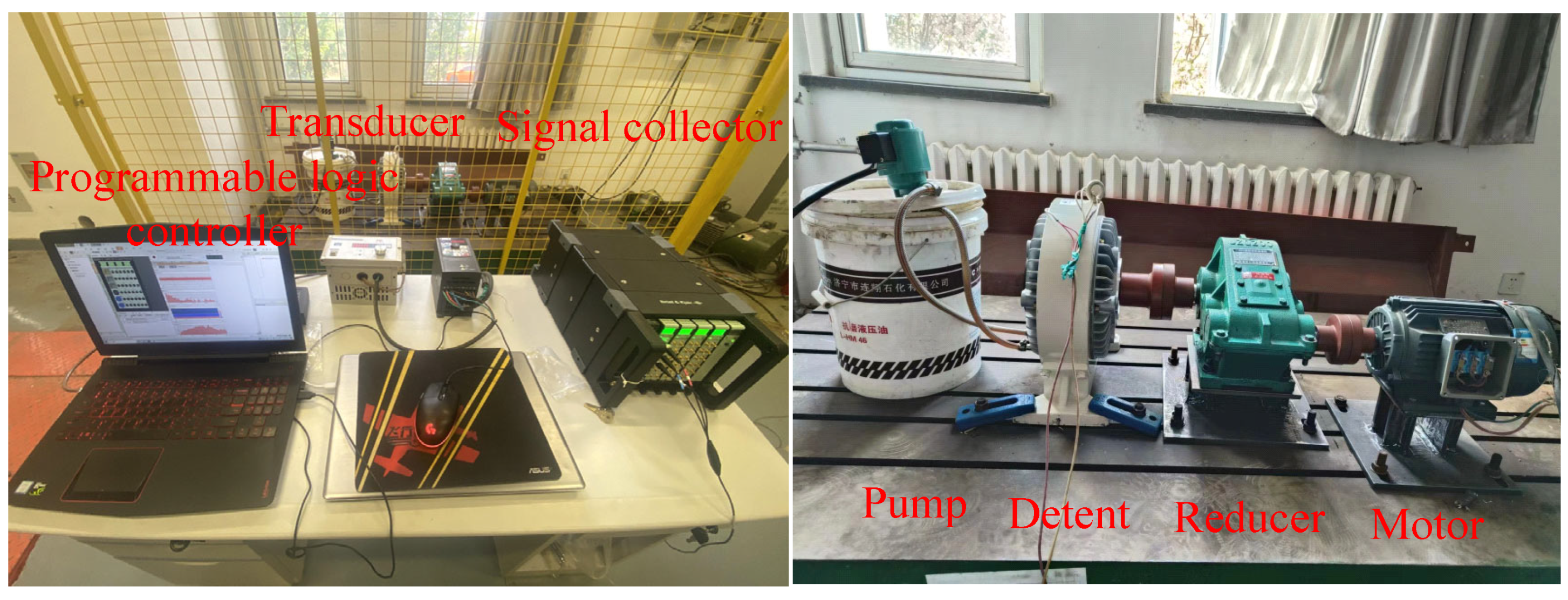
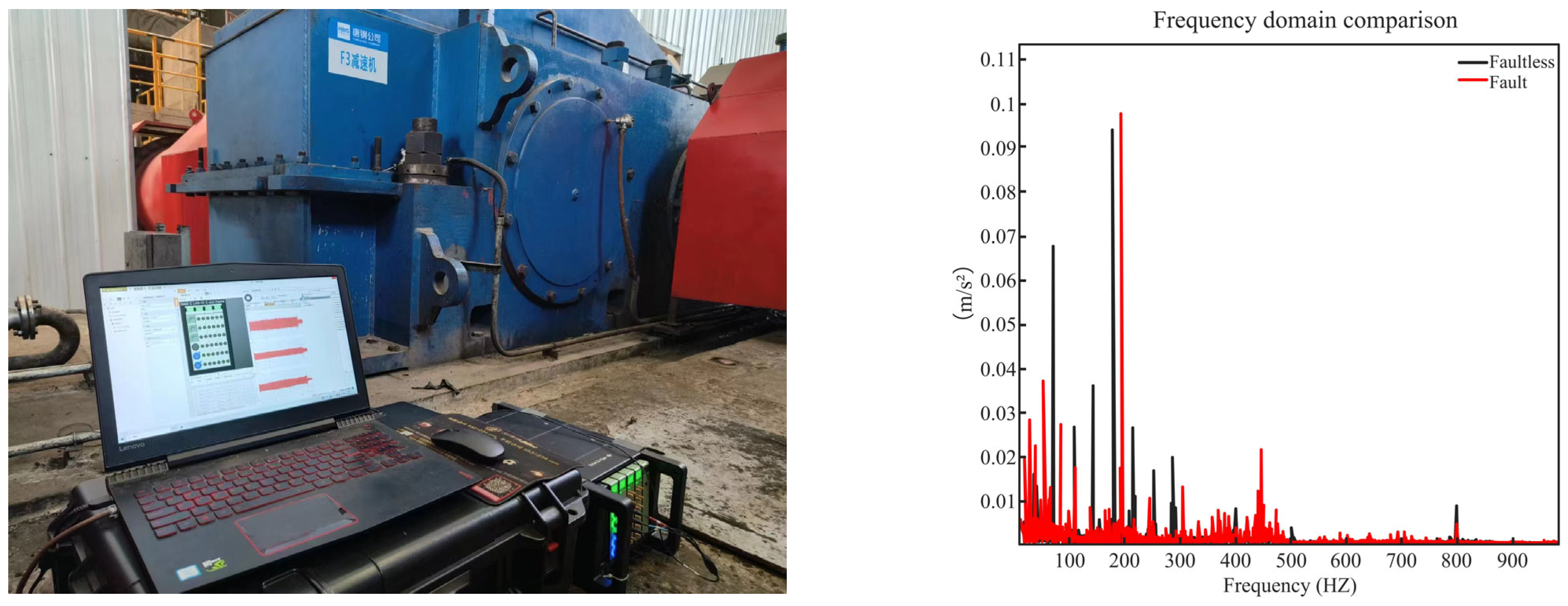
The physical space parameters include the real-time operating status, parameter performance, sensor information, data sample frequency, and measurement point configuration. Geometric information encompasses shape, size, tolerance, coaxiality, and surface accuracy. Material data are determined according to the reducer material. The motion form is determined based on the field working conditions and loading form. To collect gear failure data, a gear failure test bench was established, which consists of a motor (YE2-90L-4), reducer (JZQ200), magnetic powder brake (FZY400J), PLC, controller (HD800), transducer (FS1000-2R2G/4P), and pump (DB-12A-40W), as depicted in
Figure 2. The data were collected using a B&K device with a sampling frequency of 2.56 kHz and a sampling time of 0.2 s. A sensor was placed on the bearing end cover of the reducer to collect vibration data during its operation.
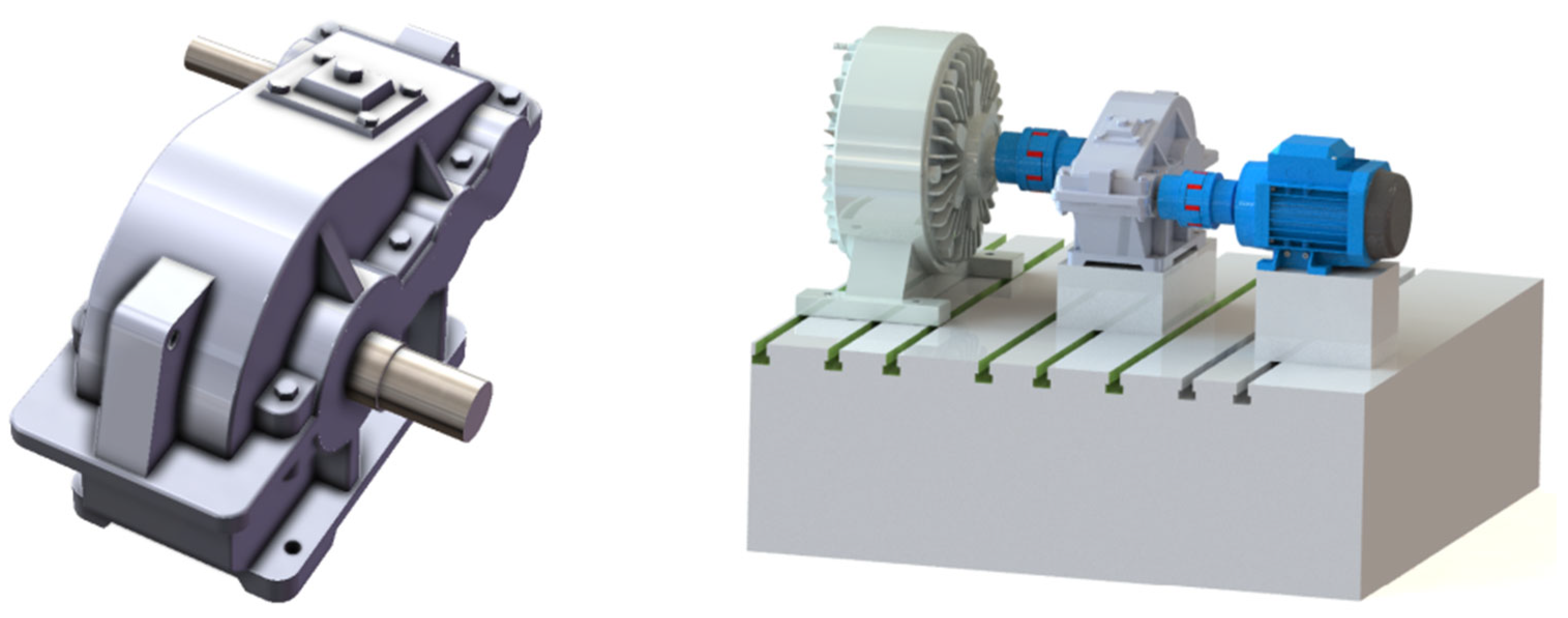
2.2. Virtual Space of DT Model
The virtual space consists of geometric data, along with external effects, where the data are obtained from the output of the analysis model. The virtual model and test bench are shown in
Figure 3. The external data include environment, temperature, operating conditions, and noise data. Expert knowledge, industry standards, inferences, equipment maintenance rule bases, and fault diagnosis data can be included as other acknowledged data; see
Figure 4.
Virtual modeling encompasses several aspects. First, following the creation of the model, it is saved as a STEP file. AutoCAD 2023 and SolidWorks 2023 software are utilized to create virtual objects and simply simulate their physical properties and behavior. Second, the model is simplified by removing overlapping or irrelevant surfaces, as well as deleting unnecessary lines and structures. ANSYS Discovery 2023 R1 can be utilized to optimize the grid layout and enhance simulation accuracy. Third, the model is imported into HyperMesh 2021 for further grid division. Finally, the data from the virtual sensors are combined to form a convinced data pool. The interactive virtual data and database connection were established using the Unity3D platform. The collected data were analyzed in order to retrieve the data and their definitions.
The dimensions of the considered gear are listed in
Table 1.
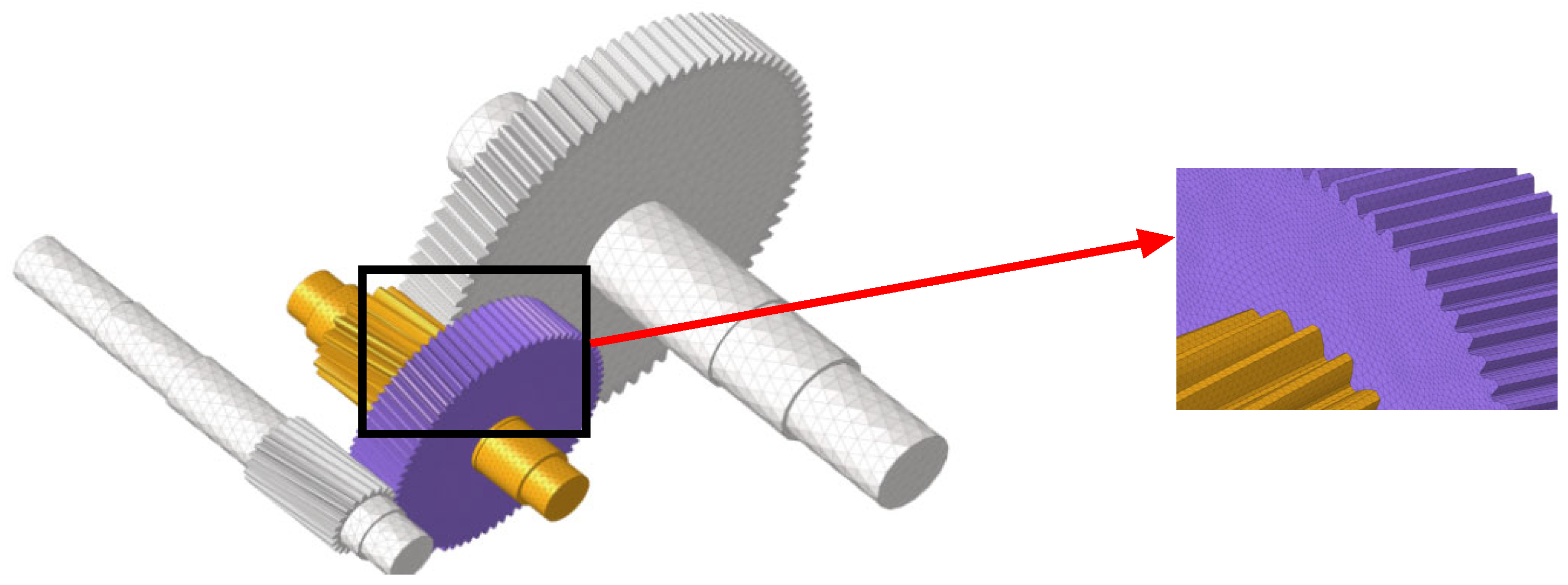
Following these steps, a virtual model of the reducer can be constructed. This method is based on actual data, ensuring precise simulation results. Precise meshing is of high importance, as it allows for accurately representation of geometric shapes and topologies through covering more details and local features. This, in turn, facilitates more accurate physical simulations and dynamic analyses. The completed meshing configuration is shown in
Figure 5.
After grid meshing, the material properties were assigned. Accurate material parameters, such as elastic modulus, Poisson ratio, and density, are crucial when describing material behaviors in finite element analysis. In this study, structural steel was used for the reducer, and the parameters are listed in
Table 2.
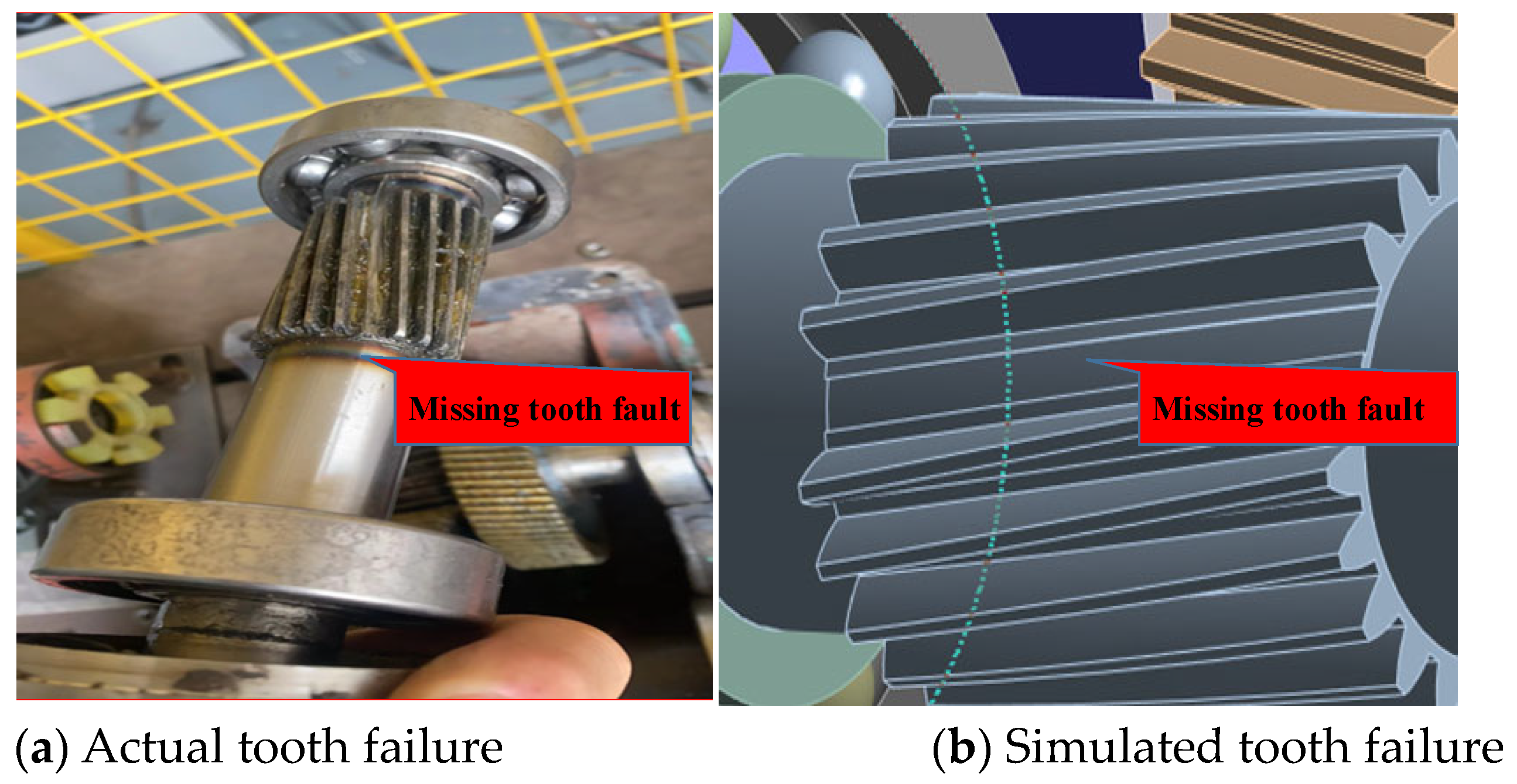
The model was constructed based on the given parameters, and a missing tooth fault was intentionally created;
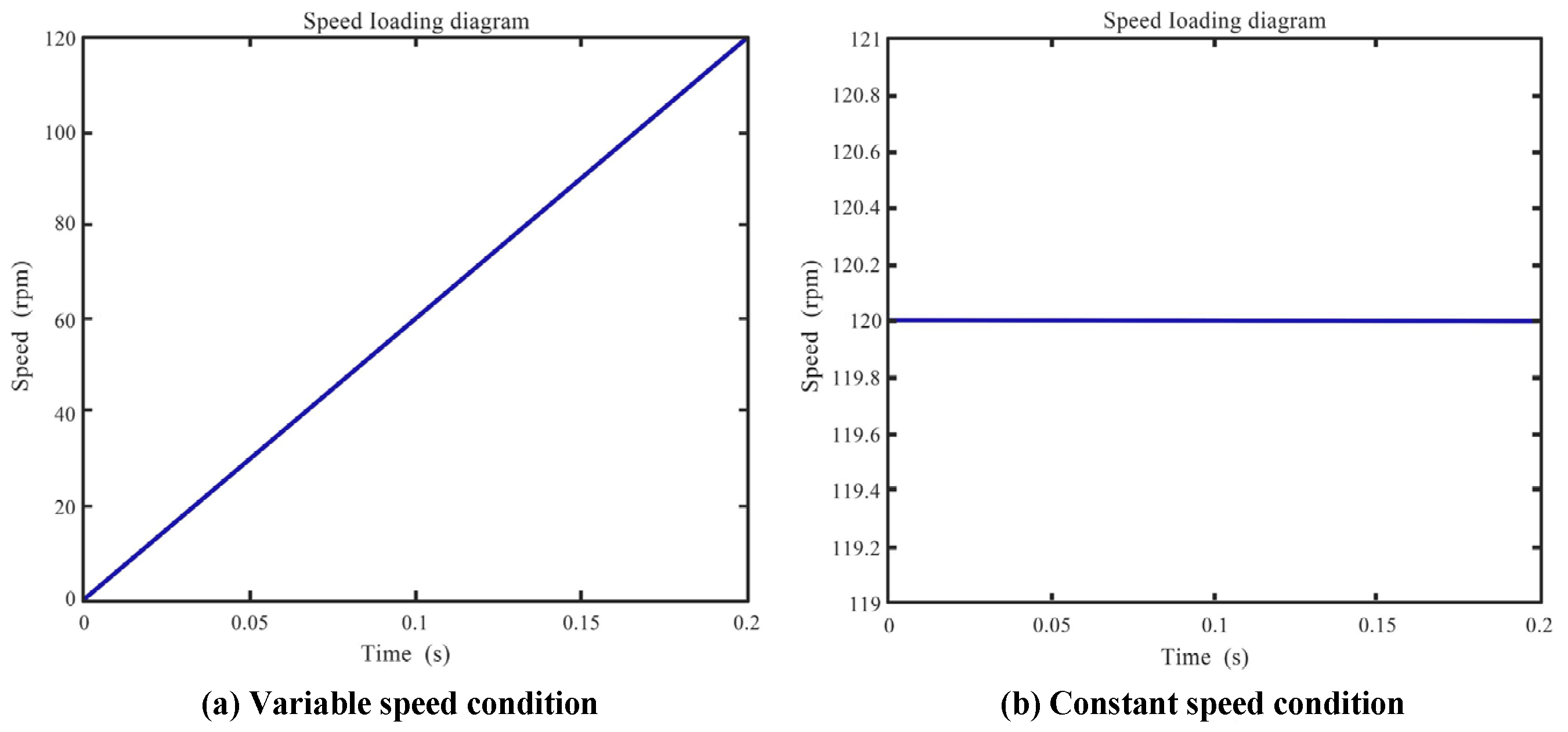
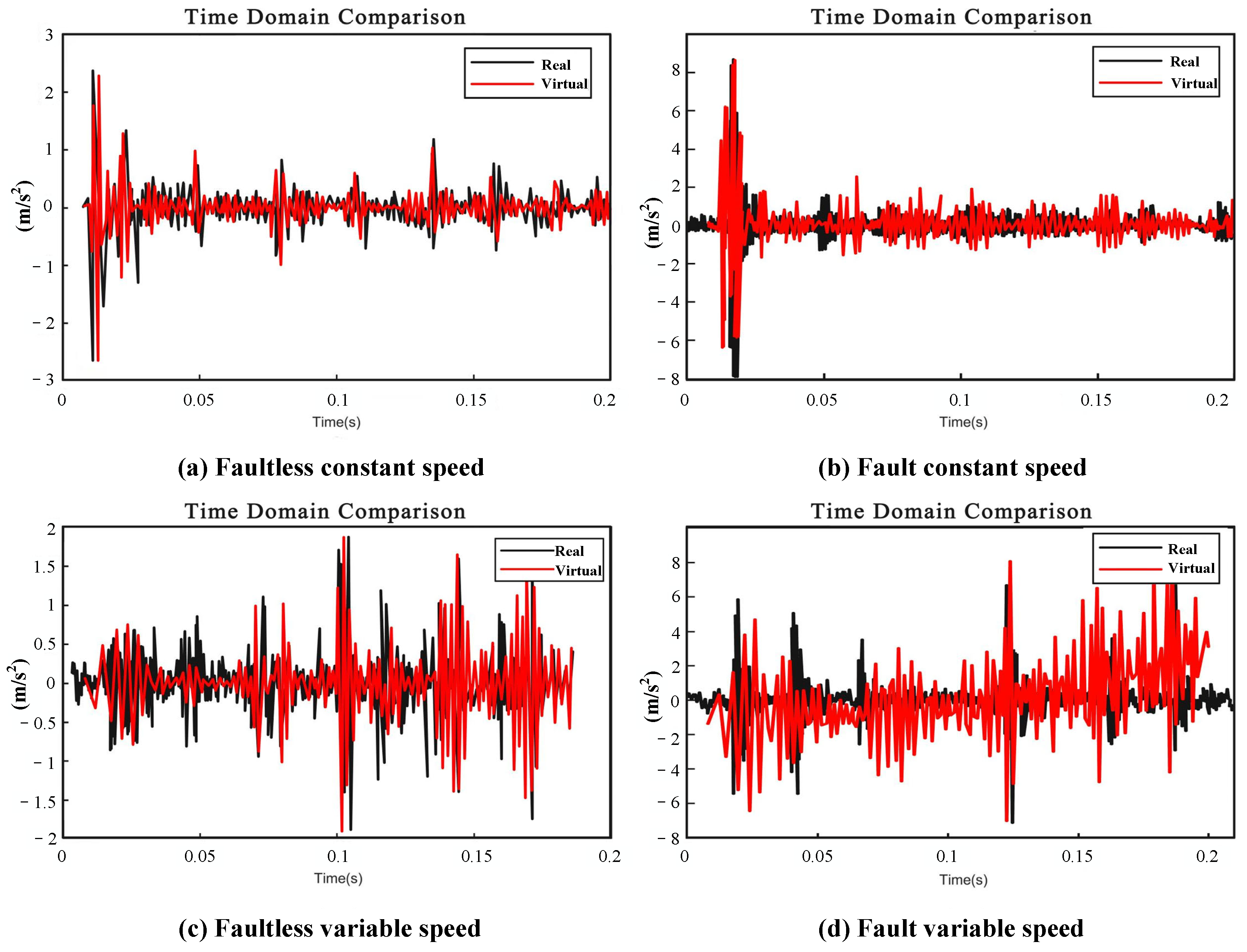
Figure 6a,b show real and modeled fault samples. To perform a diagnostic analysis, four different working conditions were designed, which were categorized into two loading modes: constant and variable speed.
2.3. Twin Space of DT Model
The twin space refers to a combination of physical and virtual spaces that encompass the working conditions and other information of the reducer, in which, the relevant data of the twin system can be optimized and updated. Furthermore, the system is designed to simulate, test, and optimize various real-world conditions and faults. Through digital modeling and simulation, it becomes possible to evaluate the performance of products and obtain accurate predictions. This approach reduces resource consumption through the effective utilization of virtual elements. The DT model depicted in
Figure 1 was applied to investigate the vibration patterns under various working conditions, and the modeling process is detailed in the following.
The traditional DT model is shown in Equation (1).
Here, MO and P1 represent the traditional DT model of the reducer and effect of the environment, and I1, I2, and I3 represent historical, behavioral data, and device relationships, respectively.
The update model consists of online, update data, and running features, as established in Equation (2).
Here, MOcurr is a dynamic update model driven by monitoring data, and I4, I5, and P1curr represent online data, updated data, and characteristics of the current device, respectively.
The DT model of the reducer was constructed as shown in Equation (3).
Here, MG, MA, and ME represent the geometric, analytical, and environmental models, respectively.
MG is employed for the object, encompassing both the dynamic
Pg and mechanical model
Rg, and can be estimated using Equation (4).
The DT model focuses on the vibration and excitation of gear meshing. The dynamic model,
Pg, is defined in Equation (5).
Here,
J,
θ,
Ttor,
G, and
Fmesh represent the gear moment of inertia, rotation angle, input torque, transfer ratio, and meshing force, respectively. The gear meshing mechanics model
Rg in Equation (4) is defined in Equation (6).
Here, K, x, D, and v denote the gear stiffness, displacement, damping coefficient, and velocity, respectively.
The analytical model in Equation (7) is applied to solve the problem, outcome prediction, and inference through the use of various techniques such as Hash algorithms and Hamming distance for signal similarity, while using expert knowledge bases and historical data for supplementary judgment.
Here, Al, Dis, kd, and hd represent the algorithms, discriminator, knowledge bases, and historical data, respectively.
The vibration of equipment could also be affected by environmental factors such as temperature and noise; therefore, the environmental model in Equation (1) can be addressed using Equation (8):
Here, TE and DE represent the effects of temperature and noise.
The viscosity, friction, and load of lubricating oil can be influenced by temperature variations, due to the deformation or damage caused by thermal expansion and contraction of internal materials. Consequently, the temperature effect is shown in Equation (9).
Here, C and B represent two empirical parameters; η, T, L, and λ represent the dynamic viscosity, temperature, length, and linear thermal expansion coefficient, respectively.
Frequency interference, vibration transfer, and resonance are considered within the effects of noise. Resonance, in particular, potentially results in the amplification of amplitude or destructive vibrations, and described by Equation (10):
where
ωn,,
ωd, and
Fex represent the noise frequency, natural frequency, and external force, respectively;
an (
t) and
G (
t) denote the vibration acceleration under noise and the transfer function; and
ω denotes the intrinsic angular velocity.
4. Human–Computer Interactions
The industrial DT system is a complex system that involves the integration of humans, machines, and the environment, thus presenting various challenges in terms of human–computer interactions. Ensuring safety, facilitating cooperation between humans and machines, and adhering to environment rules are crucial aspects of remote control in human–machine interactions. To achieve virtual–real interactions, it is essential to accurately model the state of the object so that its virtual representation can simulate real-world responses, allowing the virtual and physical worlds to maintain synchronization.
In addition, based on condition monitoring research, the interactions between the equipment were added [
56]. First, physical entities are connected to virtual models through Universal Asynchronous Transceiver (UART) serial ports. The collected dynamic information is then transmitted in real time to the Unity3D platform, thus reflecting the reducer’s operational state. The status of the virtual model is continuously updated and the data are stored in a MySQL cloud database. To interact with the database, the js language is used to read and write information. Additionally, front-end HTML files are utilized for description in E-Charts. Finally, a URL link is created in Unity3D to seamlessly integrate the web chart into the platform.
The fault identification model’s calling function is compiled into a C# dynamic link library in MATLAB using the deploy tool toolkit. In Unity3D, the C# language is used to call the dynamic link library and import the collected real-time data. The virtual model displays the operating status and fault alarm signal of the reducer system in real time, transmitting the information to the operator. The sensor provides feedback on the amplitude at the measuring point to the user. The state detection part is connected to an external camera device, enabling real-time monitoring of the fault test platform in the real world. The status information bar displays the feedback result after diagnosis and prediction. The measured data in the system platform could be displayed using E-Charts. The process is shown in
Figure 1.
The integration of DT technology for condition monitoring and fault diagnosis has been marked by a pivotal advancement towards intelligent and precise industrial maintenance. Through the creation of a virtual model that mirrors operational states and behavioral traits in real time, fresh insights and approaches are provided for the health assessment and malfunction identification of equipment. In the domain of condition monitoring, the analysis of various parameters such as temperature, noise, and vibration is conducted in real time, accurately reflecting the health of the machinery. This not only increases the monitoring efficiency and precision, but also allows for the anticipation of potential failures.
In the realm of fault diagnosis, good results can be achieved with DT technology through the construction of a precise virtual counterpart that simulates performance across different scenarios. In this way, anomalies can be pinpointed, fault origins can be swiftly traced, and pre-emptive warnings can potentially be offered. Essentially, significant refinement in the processes of condition monitoring and fault diagnosis across industries has been enabled through the use of DT models, ensuring real-time synchronization between the virtual and actual systems, thereby enabling more accurate state evaluation and fault detection.
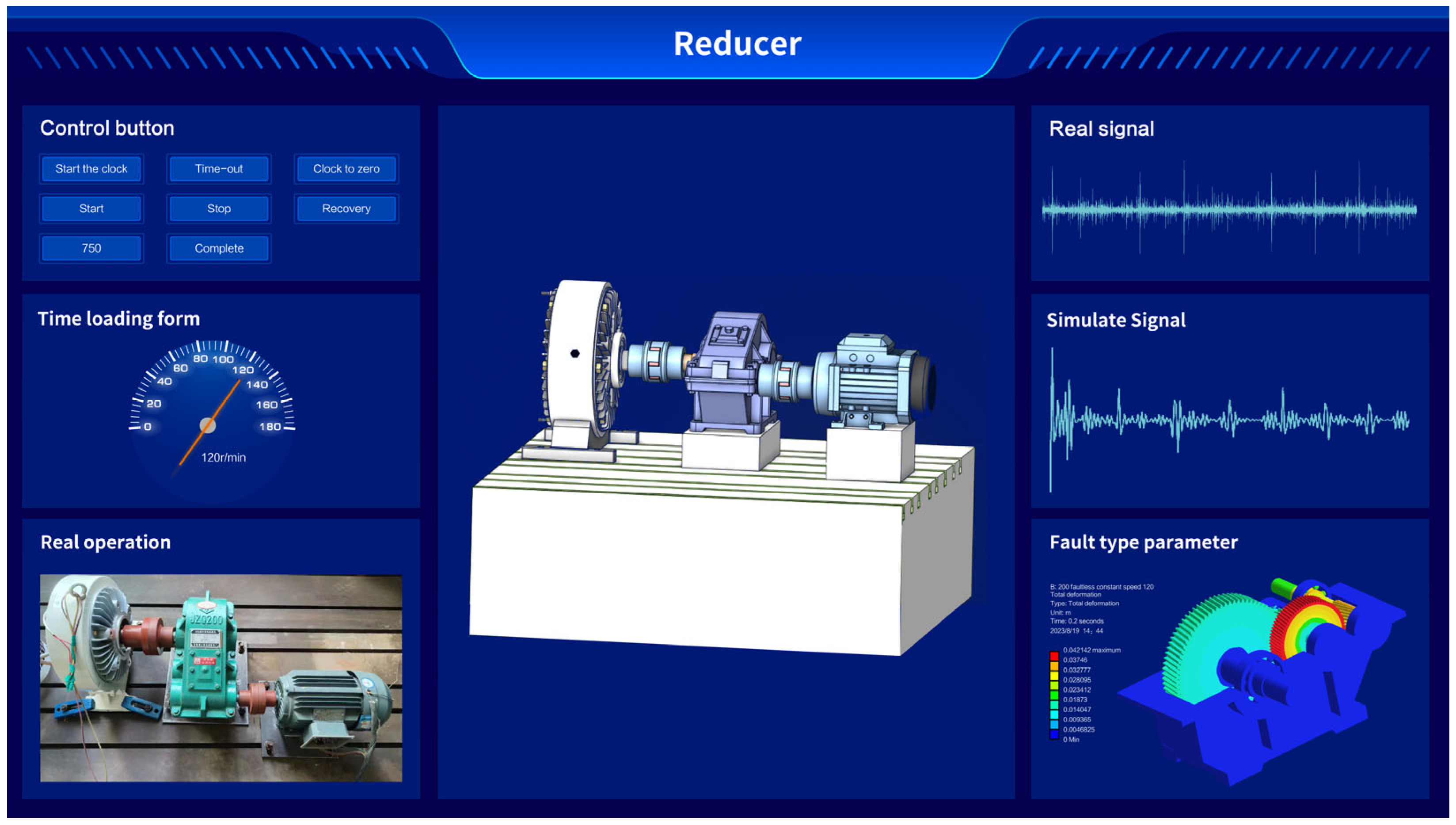
The reducer DT system based on Unity3D is depicted in
Figure 19. The functional area and control button are located in the upper left corner, next to the loading speed setting interface. In the lower left corner, a real-time interface of the experimental platform is used for state monitoring of the reducer. The real-time vibration signal is displayed in the upper right corner, while the simulation operation module is located beneath it.























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}