
Ultrasonic Time-of-Flight Diffraction Imaging Enhancement for Pipeline Girth Weld Testing via Time-Domain Sparse Deconvolution and Frequency-Domain Synthetic Aperture Focusing


Abstract
:1. Introduction
2. Theoretical Expression of the General Model for Ultrasonic TOFD Imaging Detection Signals
3. High-Longitudinal-Resolution Ultrasonic TOFD Imaging Based on Sparse Deconvolution
3.1. Sparse Deconvolution Model for Ultrasonic TOFD Signals
3.2. Sparse Deconvolution Optimization Method for Ultrasonic TOFD Signals
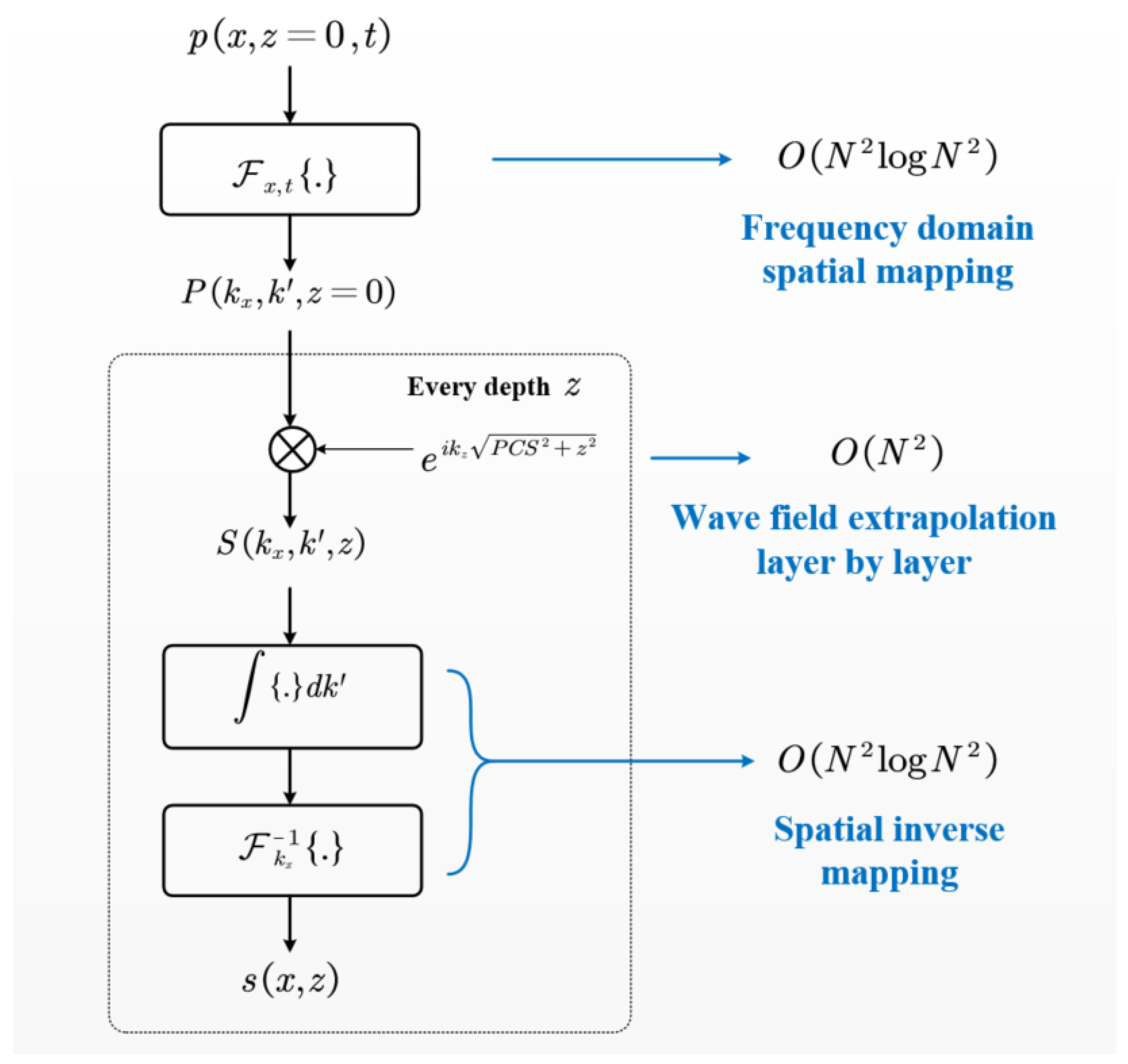
4. High-Transverse-Resolution Ultrasonic TOFD Imaging Based on Frequency-Domain SAFT
5. Ultrasonic TOFD Imaging with Both High Longitudinal and Lateral Resolutions
6. Simulation and Experimental Studies
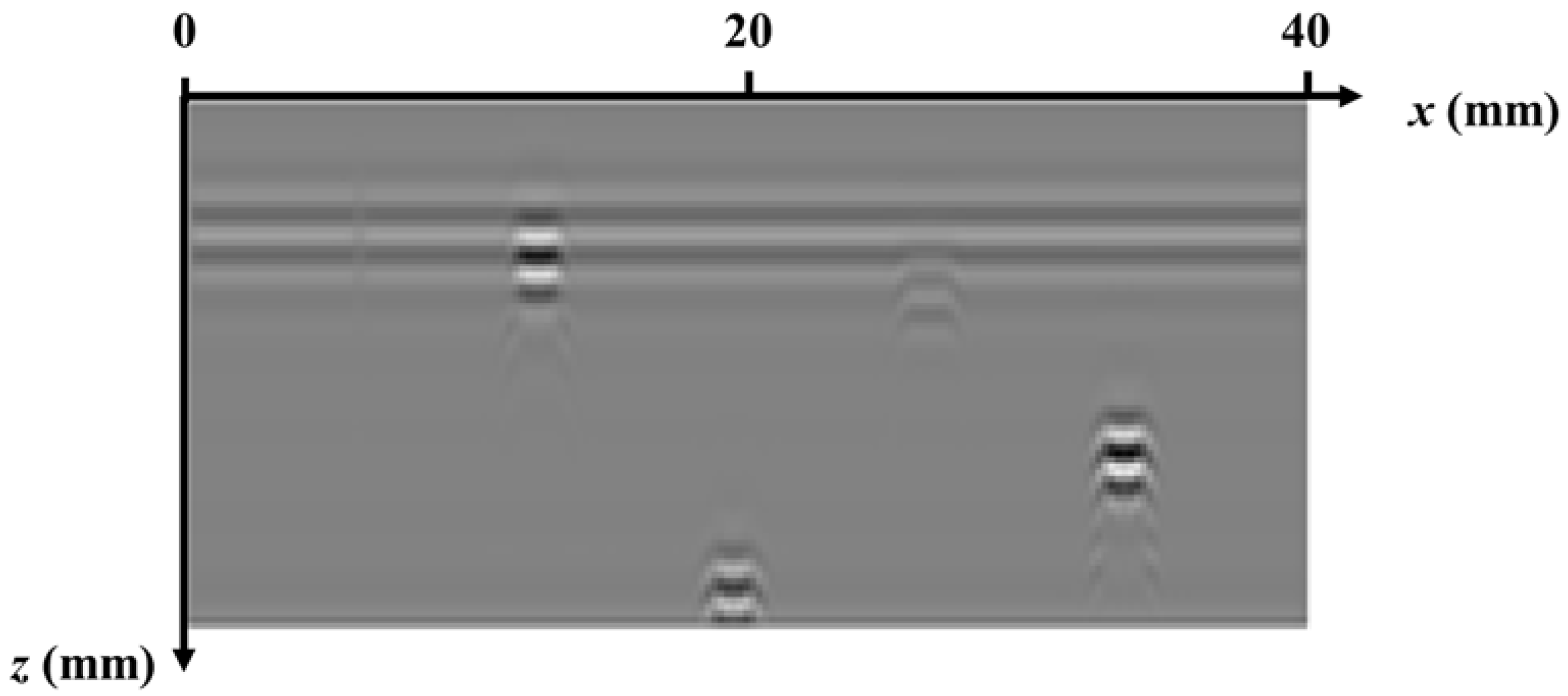
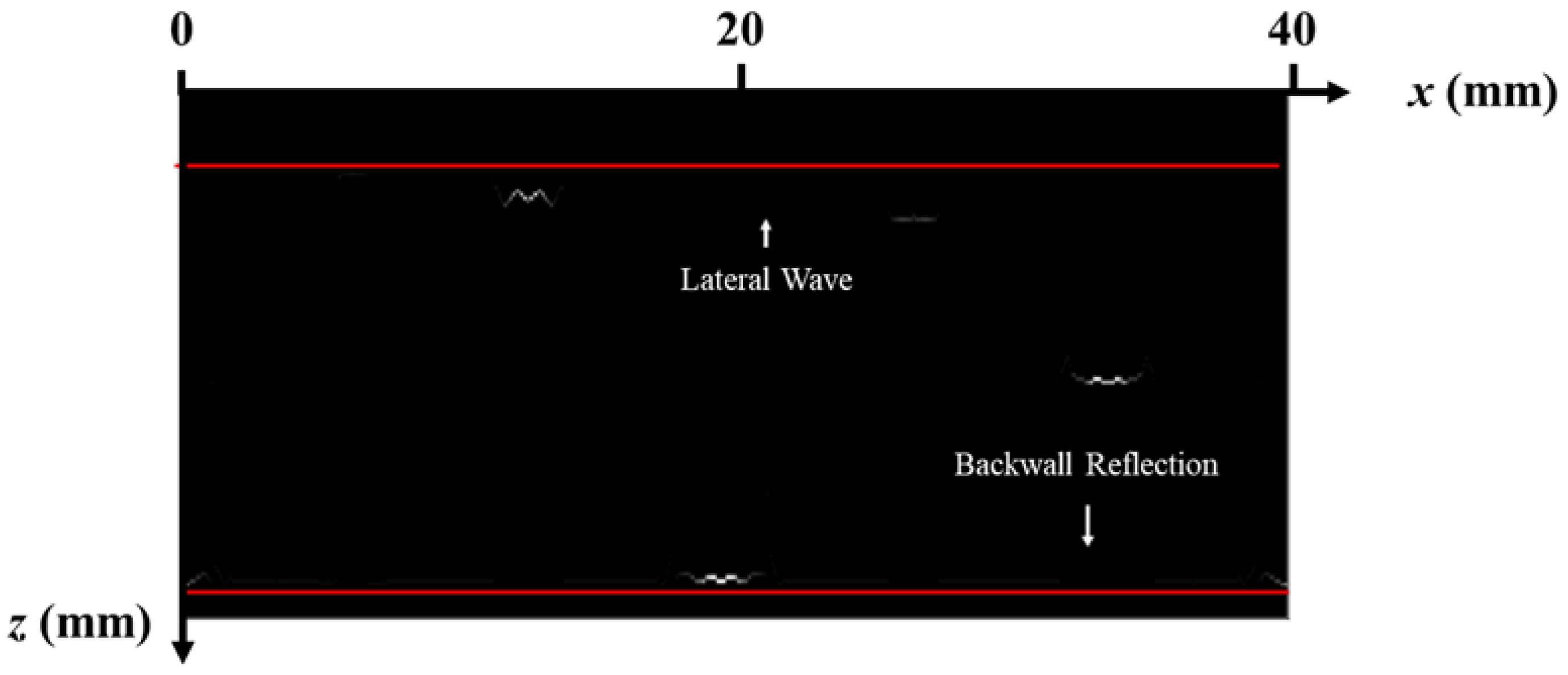
6.1. Simulation
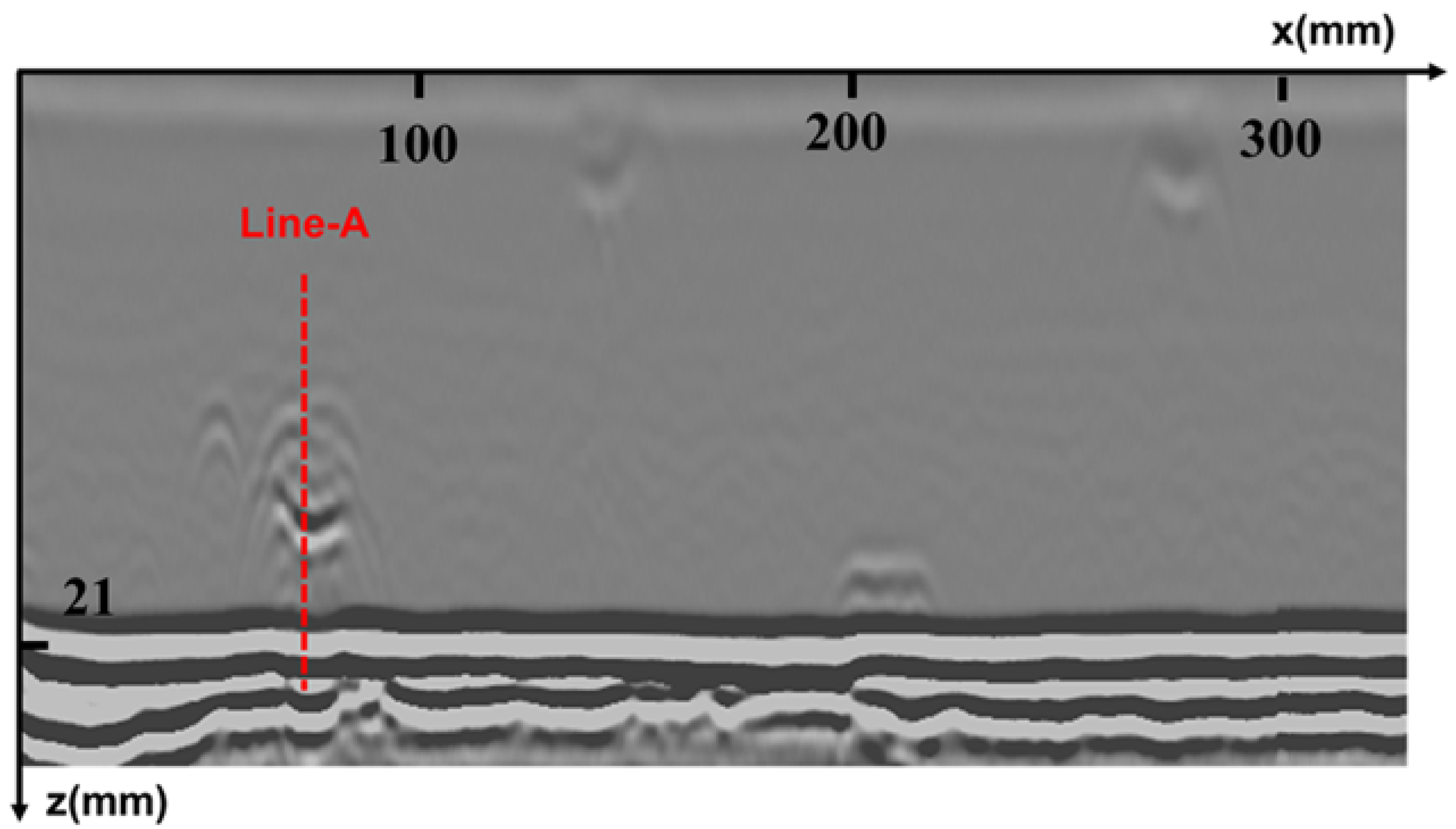
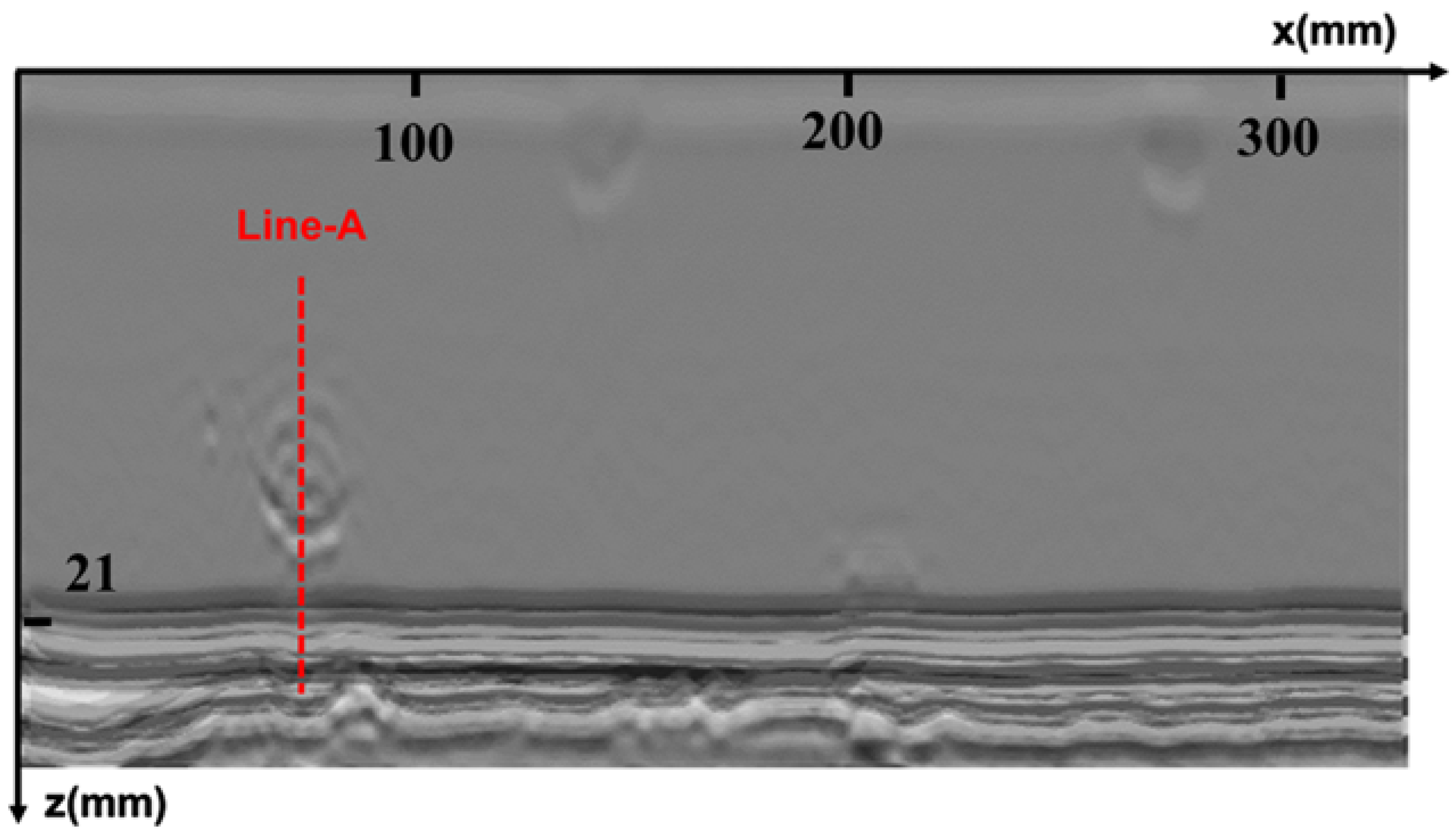
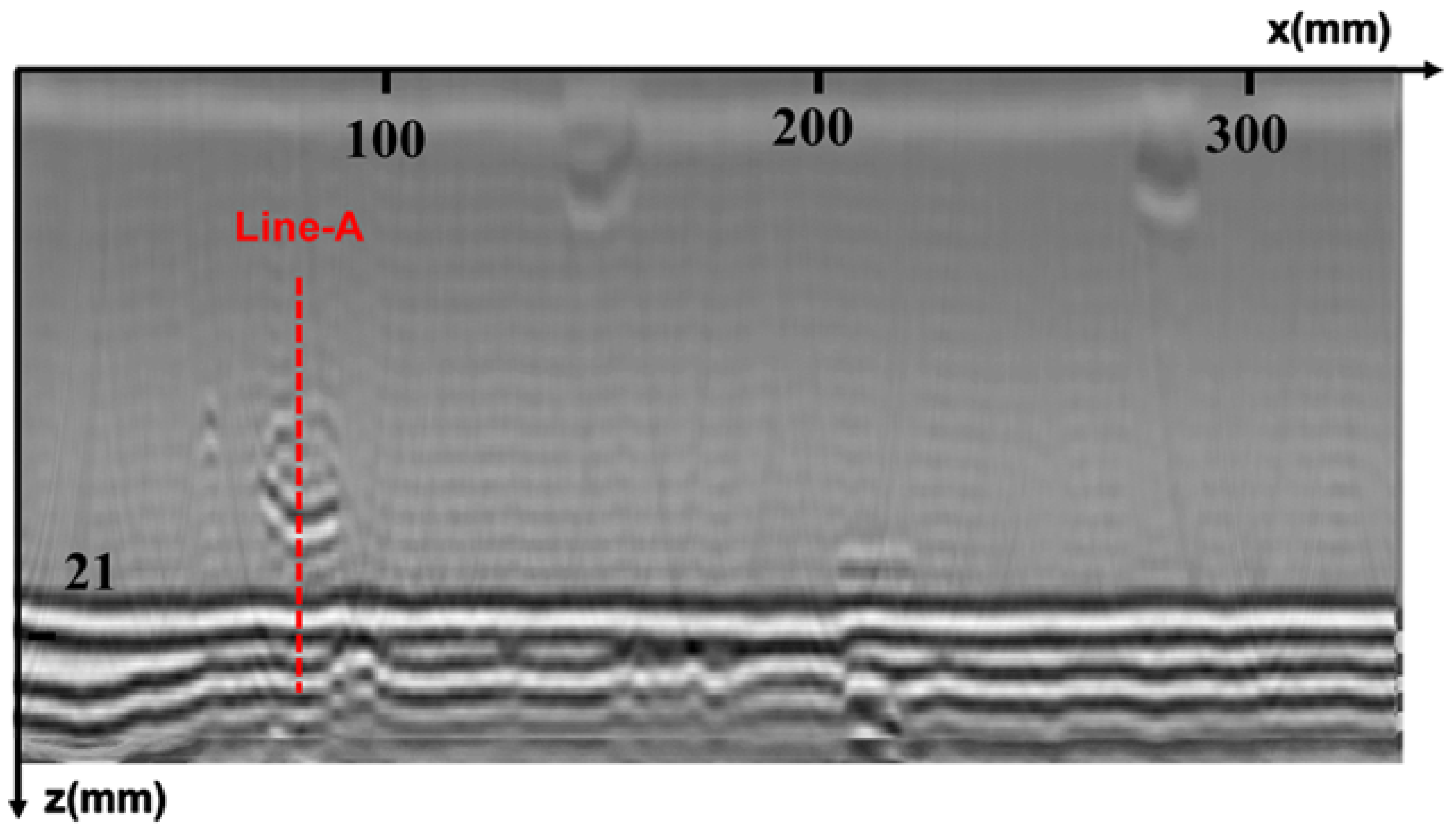
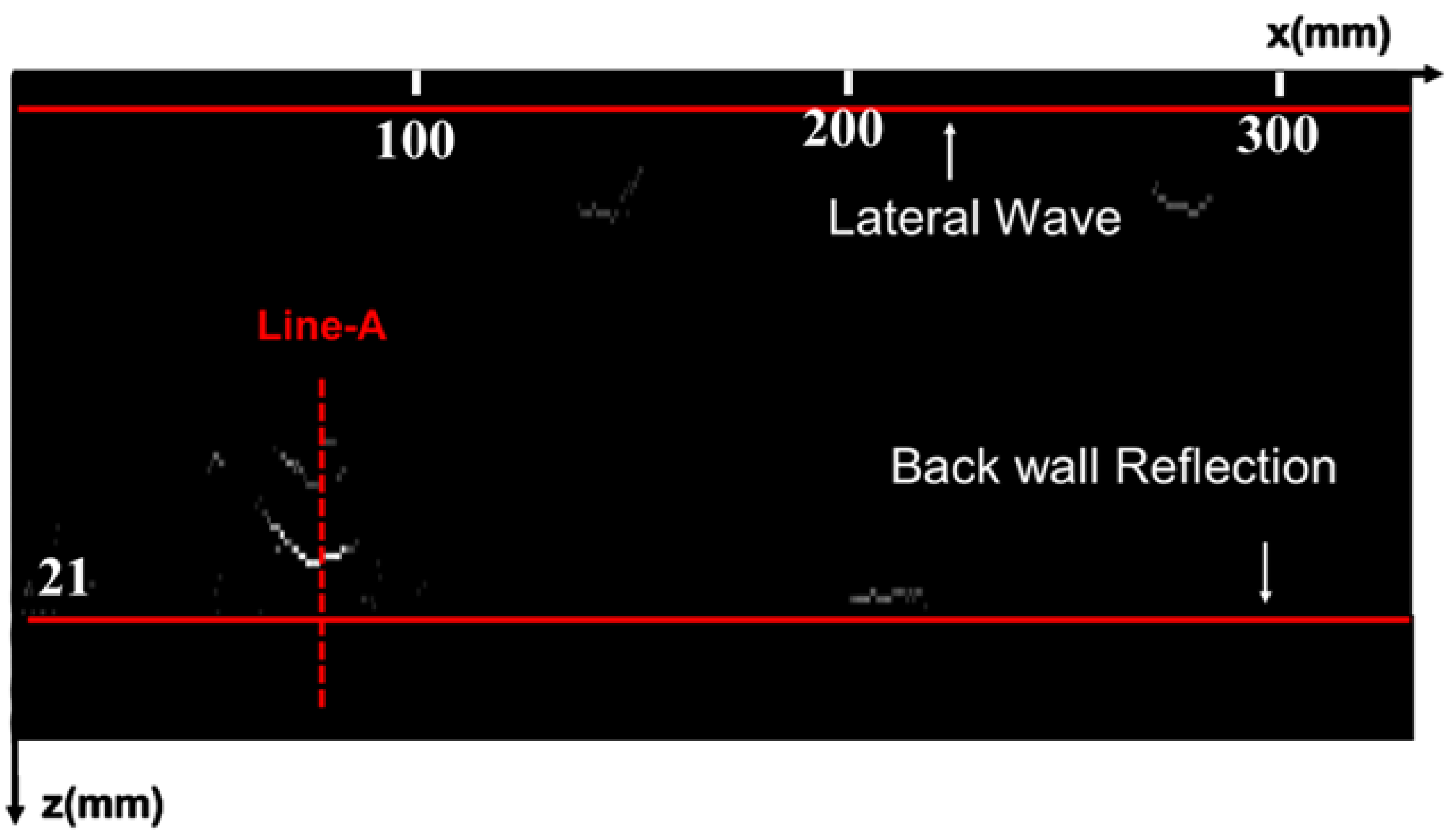
6.2. Experimental Studies
6.3. Experimental Studies
7. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Besson, A.G.J.; Roquette, L.; Perdios, D.; Arditi, M.; Hurley, P.; Wiaux, Y.; Thiran, J.P. Fast Non-stationary Deconvolution in Ultrasound Imaging. IEEE Trans. Comput. Imaging 2018, 7, 935–947. [Google Scholar]
- Chen, Z.; Basarab, A.; Kouamé, D. Enhanced ultrasound image reconstruction using a compressive blind deconvolution approach. In Proceedings of the 2017 IEEE International Conference on Acoustics, Speech and Signal Processing (ICASSP), New Orleans, LA, USA, 5–9 March 2017. [Google Scholar]
- Abeyratne, U.R.; Petropulu, A.P.; Reid, J.M. Higher order spectra based deconvolution of ultrasound images. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 1995, 42, 1064–1075. [Google Scholar] [CrossRef]
- Chen, J.; Wu, E.; Wu, H.; Zhou, H.; Yang, K. Enhancing ultrasonic time-of-flight diffraction measurement through an adaptive deconvolution method. Ultrasonics 2019, 96, 175–180. [Google Scholar] [CrossRef] [PubMed]
- Chen, Z.; Basarab, A.; Kouamé, D. A simulation study on the choice of regularization parameter in L2-norm ultrasound image restoration. In Proceedings of the 2015 37th Annual International Conference of the IEEE Engineering in Medicine and Biology Society (EMBC), Milan, Italy, 25–29 August 2015. [Google Scholar]
- Sumi, C.; Ou, T.; Takishima, J.; Shirafuji, S. Considerations about L2- and L1-norm regularizations for ultrasound reverberation characteristics imaging and vectoral Doppler measurement. In Proceedings of the 2022 44th Annual International Conference of the IEEE Engineering in Medicine & Biology Society (EMBC), Glasgow, Scotland, UK, 11–15 July 2022. [Google Scholar]
- Duan, J.; Luo, L.; Gao, X.; Peng, J.; Jinlong, L.I. Ultrasonic TOFD imaging of weld flaws using wavelet transforms and image registration. In Proceedings of the 2017 Far East NDT New Technology & Application Forum (FENDT), Xi’an, China, 21–25 June 2017. [Google Scholar]
- Duan, J.X.; Luo, L.; Gao, X.R.; Peng, J.P.; Li, J.L. Hybrid ultrasonic TOFD imaging of weld flaws using wavelet transforms and image registration. J. Nondestruct. Eval. 2018, 37, 1–11. [Google Scholar] [CrossRef]
- Zhou, H.; Li, P.; Wu, L.; Gao, Q. A wavelet analysis-based matching pursuit algorithm for an accurate ultrasonic TOFD measurement. Insight-Non-Destr. Test. Cond. Monit. 2020, 62, 662–668. [Google Scholar] [CrossRef]
- Spies, M.; Rieder, H.; Dillhöfer, A.; Schmitz, V.; Müller, W. Synthetic aperture focusing and time-of-flight diffraction ultrasonic imaging—past and present. J. Nondestruct. Eval. 2012, 31, 310–323. [Google Scholar] [CrossRef]
- Huang, C.; Di Scalea, F.L. Application of Sparse Synthetic Aperture Focusing Techniques to Ultrasound Imaging in Solids Using a Transducer Wedge. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2023, 71, 280–294. [Google Scholar] [CrossRef]
- Sun, X.; Lin, L.; Jin, S. Resolution enhancement in ultrasonic TOFD imaging by combining sparse deconvolution and synthetic aperture focusing technique (Sparse-SAFT). Chin. J. Mech. Eng. 2022, 35, 94. [Google Scholar] [CrossRef]
- Zhi, Z.; Jiang, H.; Yang, D.; Yue, K.; Gao, J.; Cheng, Z.; Xu, Y.; Geng, Q.; Zhou, W. Titanium alloy weld time-of-flight diffraction image denoising based on a wavelet feature fusion deep-learning model. J. Nondestruct. Eval. 2024, 43, 83. [Google Scholar] [CrossRef]
- Shi, S.; Jin, S.; Zhang, D.; Liao, J.; Fu, D.; Lin, L. Improving Ultrasonic Testing by Using Machine Learning Framework Based on Model Interpretation Strategy. Chin. J. Mech. Eng. 2023, 36, 127. [Google Scholar] [CrossRef]
- Wolf, M.; Nair, A.S.; Hoffrogge, P.; Kühnicke, E.; Czurratis, P. Improved failure analysis in scanning acoustic microscopy via advanced signal processing techniques. Microelectron. Reliab. 2022, 138, 114618. [Google Scholar] [CrossRef]
- Yu, B.; Jin, H.; Mei, Y.; Chen, J.; Wu, E.; Yang, K. 3-D ultrasonic image reconstruction in frequency domain using a virtual transducer model. Ultrasonics 2022, 118, 106573. [Google Scholar] [CrossRef]
- Jin, H.; Zheng, Z.; Liao, X.; Zheng, Y. Image reconstruction of immersed ultrasonic testing for strongly attenuative materials. Mech. Syst. Signal Process. 2022, 168, 108654. [Google Scholar] [CrossRef]
- Jin, H.; Chen, J. An efficient wavenumber algorithm towards real-time ultrasonic full-matrix imaging of multi-layered medium. Mech. Syst. Signal Process. 2021, 149, 107149. [Google Scholar] [CrossRef]
- Merabet, L.; Robert, S.; Prada, C. 2-D and 3-D reconstruction algorithms in the Fourier domain for plane-wave imaging in nondestructive testing. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2019, 66, 772–788. [Google Scholar] [CrossRef] [PubMed]
- Merabet, L.; Robert, S.; Prada, C. The multi-mode plane wave imaging in the Fourier domain: Theory and applications to fast ultrasound imaging of cracks. NDT E Int. 2020, 110, 102171. [Google Scholar] [CrossRef]
- Chang, Z.; Xu, X.; Wu, S.; Wu, E.; Yang, K.; Chen, J.; Jin, H. Ultrasonic dynamic plane wave imaging for high-speed railway inspection. Mech. Syst. Signal Process. 2024, 220, 111672. [Google Scholar] [CrossRef]
- Su, L.; Tan, S.; Qi, Y.; Gu, J.; Ji, Y.; Wang, G.; Ming, X.; Li, K.; Pecht, M. An improved orthogonal matching pursuit method for denoising high-frequency ultrasonic detection signals of flip chips. Mech. Syst. Signal Process. 2023, 188, 110030. [Google Scholar] [CrossRef]
- Gao, Y.; Mu, W.; Yuan, F.G.; Liu, G. A defect localization method based on self-sensing and orthogonal matching pursuit. Ultrasonics 2023, 128, 106889. [Google Scholar] [CrossRef]
- Mu, W.; Gao, Y.; Liu, G. Ultrasound defect localization in shell structures with Lamb waves using spare sensor array and orthogonal matching pursuit decomposition. Sensors 2021, 21, 8127. [Google Scholar] [CrossRef]
- Jin, H.; Yang, K.; Wu, S.; Wu, H.; Chen, J. Sparse deconvolution method for ultrasound images Sparse deconvolution method for ultrasound images based on automatic estimation of reference signals. Ultrasonics 2016, 67, 1–8. [Google Scholar] [CrossRef] [PubMed]
- Chen, W.; Peng, B.; Schoenebeck, G.; Tao, B. Adaptive Greedy versus Non-adaptive Greedy for Influence Maximization. J. Artif. Intell. Res. 2022, 74, 303–351. [Google Scholar] [CrossRef]
- Peralta, L.; Gomez, A.; Luan, Y.; Kim, B.H.; Hajnal, J.V.; Eckersley, R.J. Coherent Multi-Transducer Ultrasound Imaging. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2019, 66, 1316–1330. [Google Scholar] [CrossRef] [PubMed]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
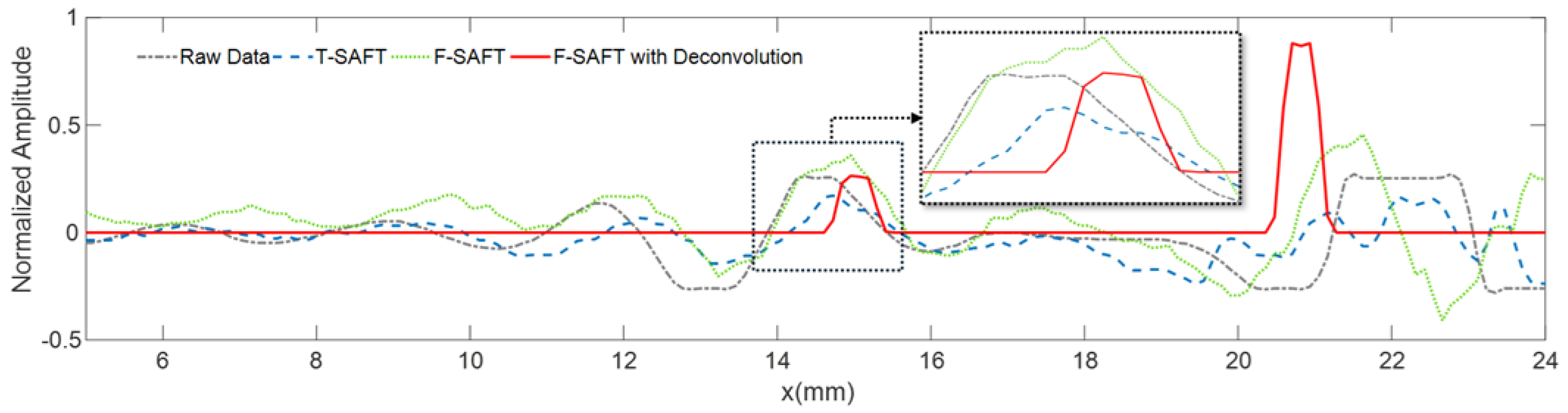
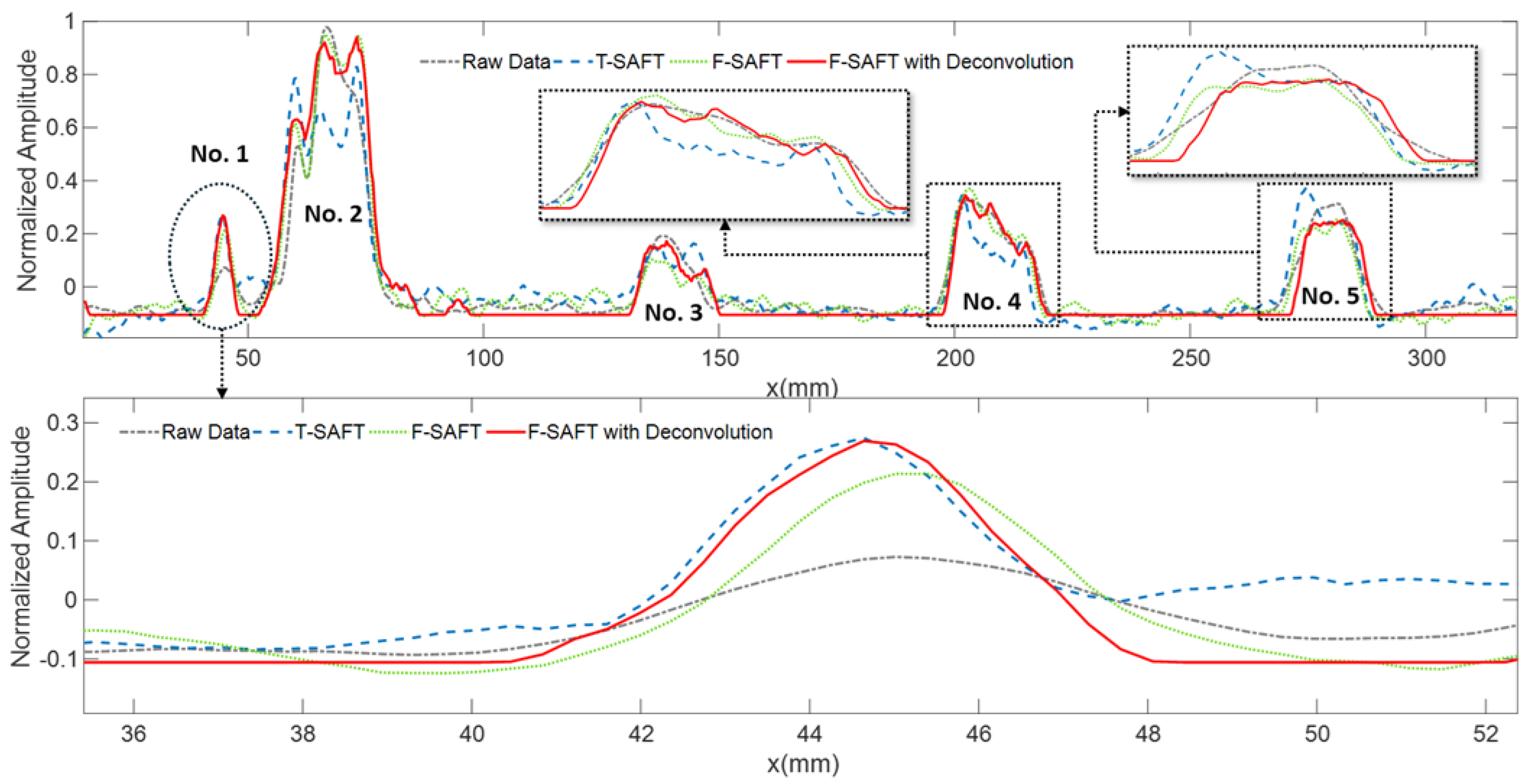
| Defect | True | Raw Data | T-SAFT | F-SAFT | F-SAFT with Deconv. |
|---|---|---|---|---|---|
| No. 1 | 4 mm | 7 mm | 5 mm | 5 mm | 4.5 mm |
| No. 2 | 20 mm | 17 mm | 18 mm | 19 mm | 19 mm |
| No. 3 | 17 mm | 16 mm | 17 mm | 16.5 mm | 17 mm |
| No. 4 | 19 mm | 21.5 mm | 20 mm | 19.5 mm | 19.5 mm |
| No. 5 | 16 mm | 17.5 mm | 16.5 mm | 16 mm | 16 mm |
| Mean Error | 0 mm | 2.2 mm | 0.9 mm | 0.8 mm | 0.4 mm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, E.; Han, Y.; Yu, B.; Zhou, W.; Tian, S. Ultrasonic Time-of-Flight Diffraction Imaging Enhancement for Pipeline Girth Weld Testing via Time-Domain Sparse Deconvolution and Frequency-Domain Synthetic Aperture Focusing. Sensors 2025, 25, 1932. https://doi.org/10.3390/s25061932
Wu E, Han Y, Yu B, Zhou W, Tian S. Ultrasonic Time-of-Flight Diffraction Imaging Enhancement for Pipeline Girth Weld Testing via Time-Domain Sparse Deconvolution and Frequency-Domain Synthetic Aperture Focusing. Sensors. 2025; 25(6):1932. https://doi.org/10.3390/s25061932
Chicago/Turabian StyleWu, Eryong, Ye Han, Bei Yu, Wei Zhou, and Shaohua Tian. 2025. "Ultrasonic Time-of-Flight Diffraction Imaging Enhancement for Pipeline Girth Weld Testing via Time-Domain Sparse Deconvolution and Frequency-Domain Synthetic Aperture Focusing" Sensors 25, no. 6: 1932. https://doi.org/10.3390/s25061932
APA StyleWu, E., Han, Y., Yu, B., Zhou, W., & Tian, S. (2025). Ultrasonic Time-of-Flight Diffraction Imaging Enhancement for Pipeline Girth Weld Testing via Time-Domain Sparse Deconvolution and Frequency-Domain Synthetic Aperture Focusing. Sensors, 25(6), 1932. https://doi.org/10.3390/s25061932