1. Introduction
The anaerobic fermentation of pig farm sewage for biogas production is a widely used and highly resource-intensive technology, but a large volume of biogas slurry is produced from biogas plants [
1], which are still rich in nutrients and pose the potential benefit for the cultivated land base [
2]. A prior study showed that there were more than 73,000 biogas plants with the generation capacity of 3.9 billion tones for biogas slurry in 2011 in China [
3]. The biogas slurry, with the large volume and the intricate composition, contains more than 90% water and tremendous number of suspended solids (SS) and organics [
4]. Thus, the transport of raw biogas slurry to far-away farms is of high cost and direct land application faces the problems of insufficient consumption, low utilization efficiency and secondary pollution. Membrane process can not only concentrate the slurry in a small volume with enrichment of the nutrients, but also obtain fresh water products [
5]. However, the large amount of suspended solids in the biogas slurry may cause membrane fouling and blocking [
6], which may reduce the processing efficiency, shorten the service life of the membrane and increase its processing costs. To ensure the long-term efficient membrane processing, pretreatment should be performed to remove most of the SS while retaining most of the nutrients in the biogas slurry.
The typical pretreatment technologies can be divided into three types, according to the principles, which are chemical treatment [
5,
7,
8,
9], biological treatment [
10,
11,
12] and physical treatment [
2,
13,
14].
Chemical treatment might impact the composition of the biogas slurry, resulting in the influence on the enrichment of the nutrients. Fangueiro et al. [
5] reported that acidification resulted in a large loss of mineral components due to the leaching and solidification, thus the fertilizer value, as well as the associated nitrogen, phosphorous, or carbon dynamics changed. Biological treatment will have a long cycle, with complex and difficult conditions to control. Hailing et al. [
10] applied immersed MBR, combined with batch aeration in processing anaerobic digesters in pig farms, it had long processing time, and there was an emission of ammonia and other greenhouse gases during the operation. Gravity precipitation, centrifugation and medium filtration (sand filtration, cartridge filtration, multistage filtration, etc.) are the major kinds of physical pretreatment for membrane process. The physical complex multistage filtration might result in great nutrient loss. Longlong et al. [
15] found that with the multistage filtration of straw, volcanic rock and quartz sand for the pretreatment of pig farm biogas slurry, the total nitrogen was reduced by 46.5%. Paper filtration was a new choice for pretreatment of the pig farm biogas slurry, which might not only retain the nutrients, but also would not harm to the environment, as the paper cloth could be directly returned to the compost or the field.
However, single medium filtration often fails to meet the requirements as a pretreatment for nanofiltration (NF) or reverse osmosis (RO), which focus on nutrient concentration. Guorui [
16] applied the multistage filtration of multi-layer steel grille, quartz sand filter and security filter for the pretreatment of biogas slurry, the study found that as the filtrate was directly fed into NF, the membrane flux was reduced by 50% after only 50 min. Therefore, microfiltration (MF) and ultrafiltration (UF) membrane separation are usually applied as further pretreatment to remove smaller particles. MF retains particles between 0.1 and 5 mm, while UF removes macromolecules and particles in the 0.001–0.05 mm size range [
17]. These treatments were applied for the further removal of SS and macromolecules. Inorganic ceramic membrane and organic hollow fiber ultrafiltration membrane are the two main membrane types in practical use for membrane separation pretreatment, while the hollow fiber ultrafiltration membrane might have a relative higher flux rate and require lower operating pressure than ceramic membrane, as F. Waeger [
18] reported.
The combination of a pretreatment and membrane separation process had been applied in many studies. Caide [
19] applied the combination of a Y-strainer and ceramic membrane for the pretreatment of pig farm biogas slurry. Ledda [
4] applied the combination of centrifuge separation and ultrafiltration for the digested slurry. Ruan [
2] appiled the combination of sand filter, MF and UF for the pretreament of pig farm biogas slurry. The combination of physical pretreatment and membrane separation was proved to have simple operation and few environmental risks and it could remove most of the suspended solid matter while retaining most of the organic matter and N nutrients in the permeate, which could be enriched and reused by NF or RO membrane concentration.
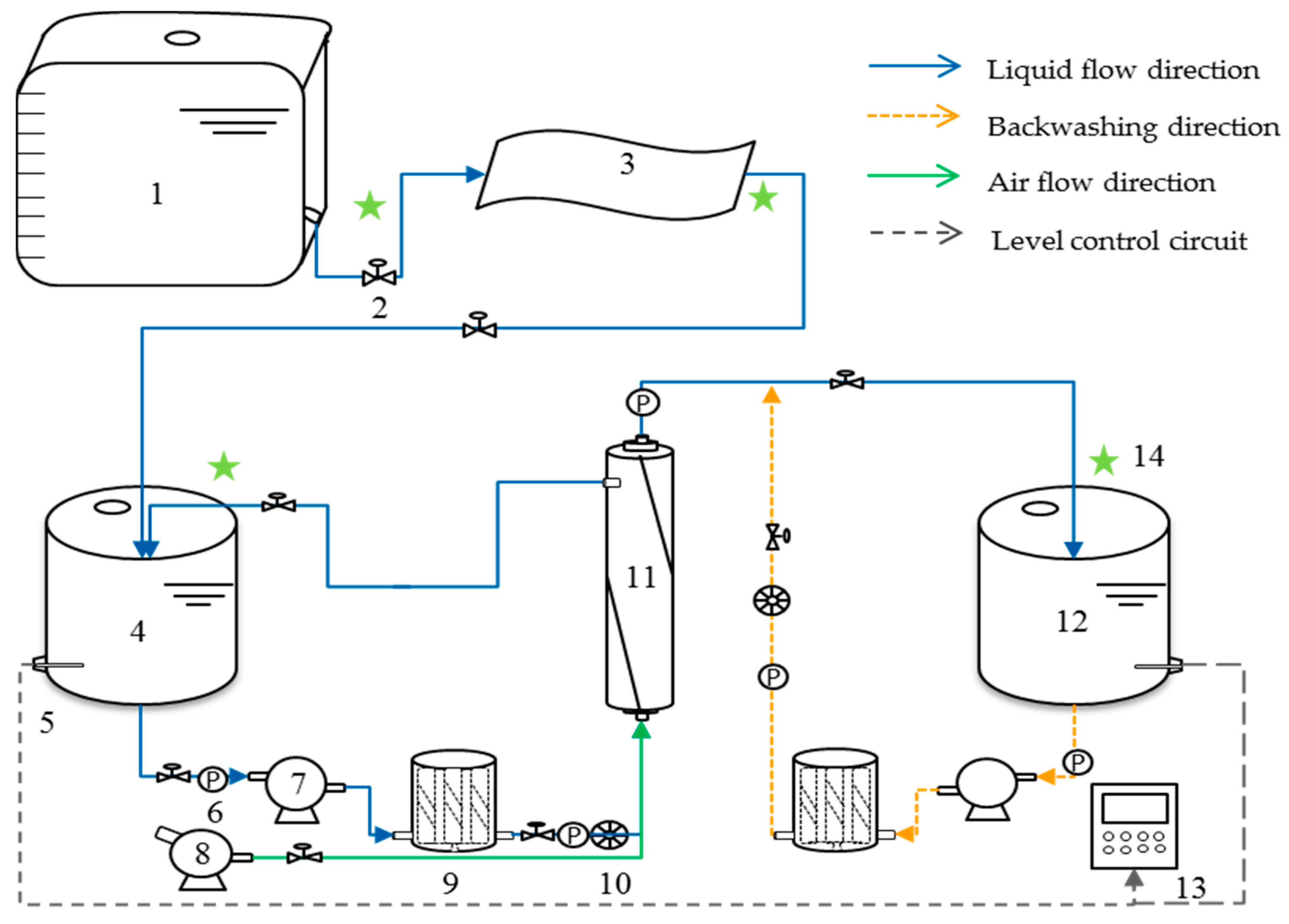
In this study, the new combined process of paper filtration and hollow fiber membrane ultrafiltration was designed and tested to treat the separation liquid of the pig farm biogas slurry in a pilot scale. In the combined process, the feasible paper filtration precision, the permeate flux rate, the efficiency of the suspended solids removal and nutrient retention and the processing rate were identified. The main objective was to identify the feasibility of the new combined process as a practical pretreatment of the pig farm biogas slurry for nutrient concentration and fresh water production.
4. Discussion
The results in this study showed that the combined process had an overall processing rate of 345.41 ± 18.81 L/h and a volume permeation proportion of 82.45% ± 0.85%, at a working pressure of 0.3 bar. In the study of Caide [
19], which applied Y-strainer and ceramic membrane for the pretreatment of the pig farm biogas slurry, the operating time was about 3 hours; at a working pressure of 3 bar and a batch volume of 300 liters, over 99% of TSS was removed and the retention rates of the TN and NH
3-N concentrations were over 90% in the permeate. Ledda [
4] applied the combination of centrifuge separation and ultrafiltration for the pretreatment of the digested slurry. That study found that in the permeate, TN decreased from 45.7 ± 1.5 kg/cycle to 11 kg/cycle and NH
3-N decreased from 22.5 ± 0.3 kg/cycle to 10.6 kg/cycle. Ruan [
2] appiled the combination of a sand filter, MF and UF for the pretreament of pig farm biogas slurry; it was reported that the operating time was about 1 hour at a batch volume of 200 liters and in the permeate, NH
3-N concentration deceased from 984 mg/L to 927 mg/L. Compared with the previous literature, the new combined process in this study had a relatively high processing efficiency and low operation pressure and most of the SS was removed while most of the N nutrients were retained. The comparisons showed that this combined process might be a new practical choice for the pretreatment of the pig farm biogas slurry.
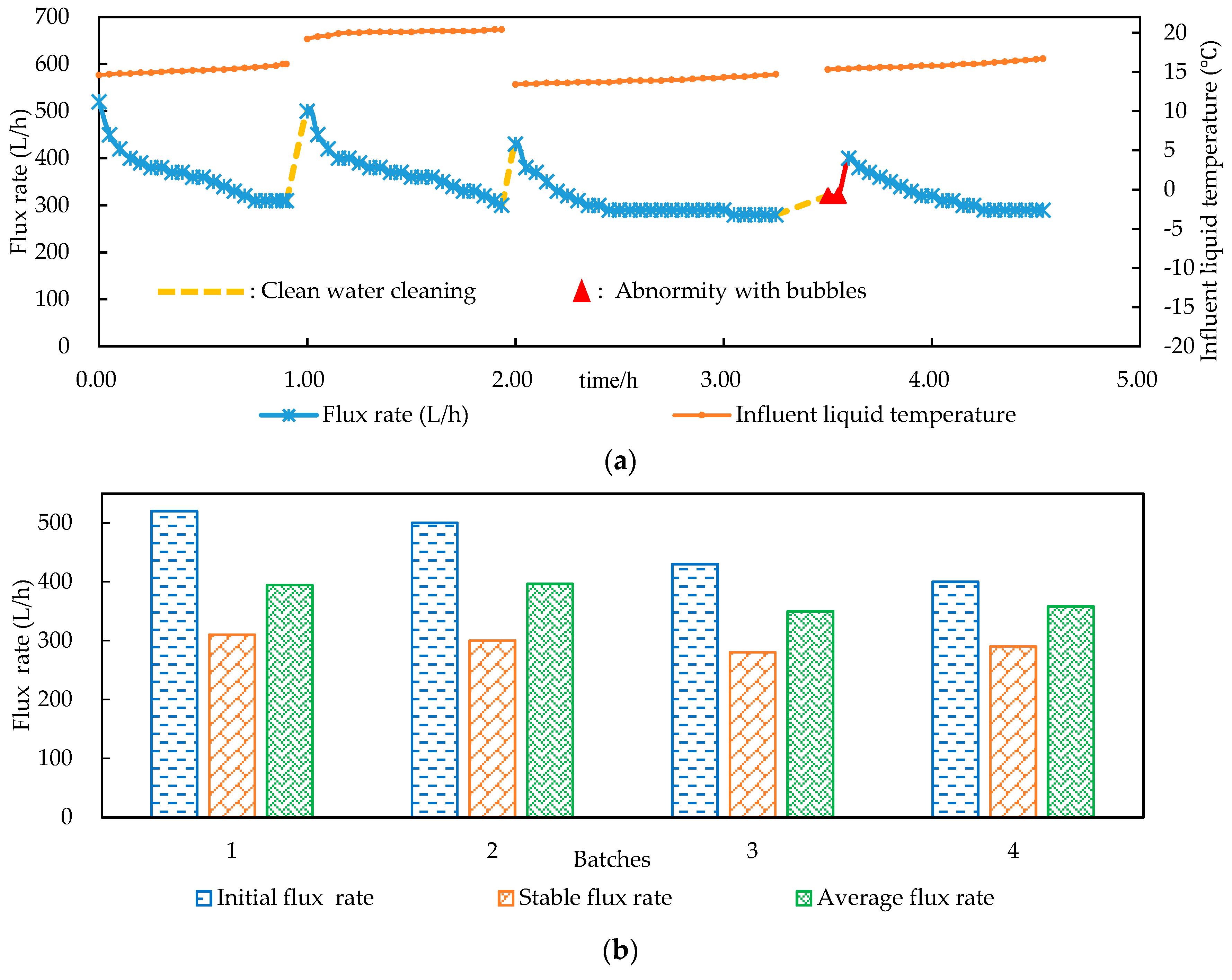
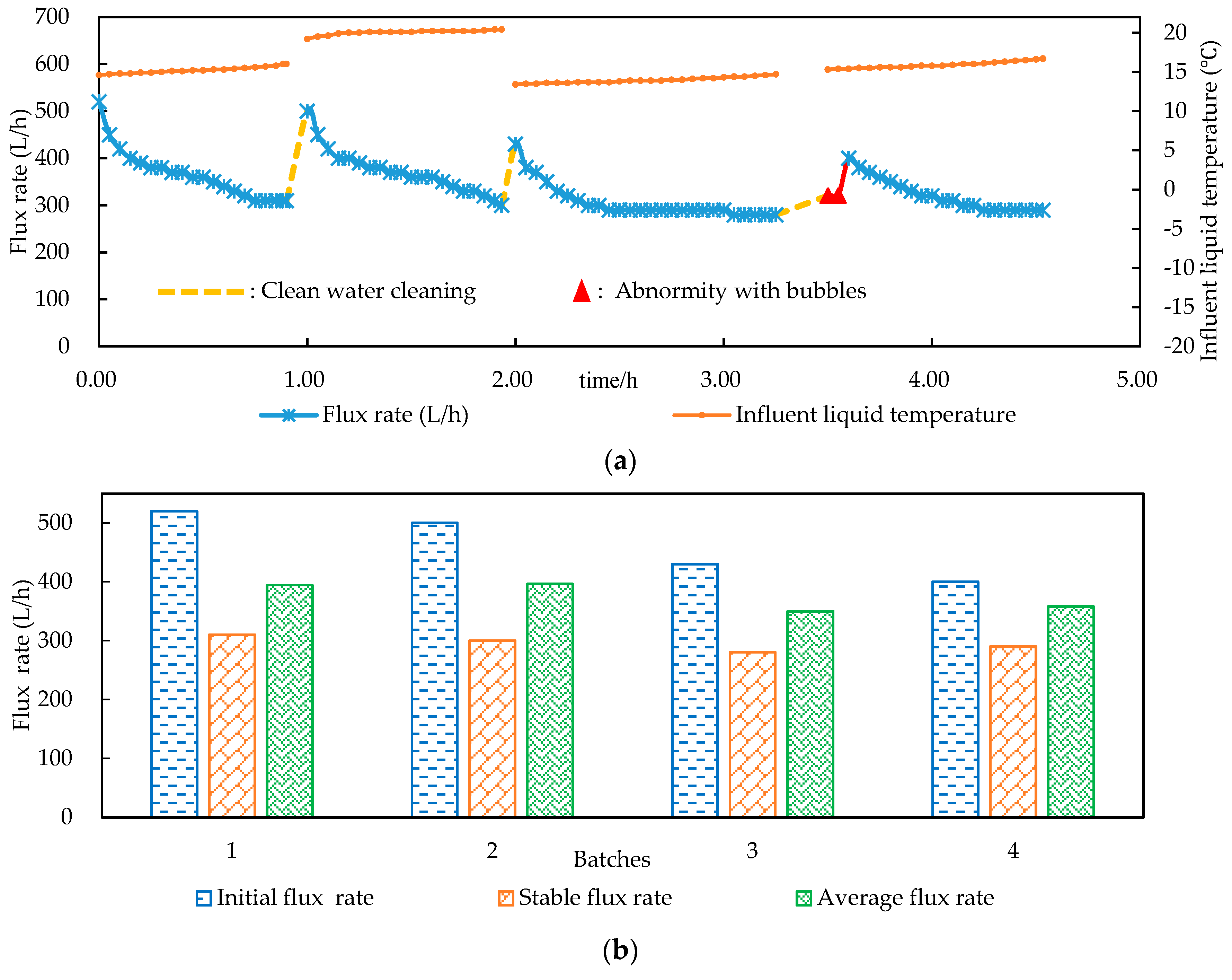
The abnormity with bubbles in the fourth batch, which was noticed in the effluent liquid from the float flow meter, might be explained by the formation of the fouling cake layer on the membrane. It was reported that membrane fouling accumulated on the surface of UF membrane as the slurry was filtrated [
17]. Air was left in the fouling cake layer because of the liquid evacuation during the cleaning process, until the layer got thick enough that the air left inside could not be evacuated all at once, but had to be slowly be discharged by the influent liquid. The bubbles were thus noticed from the float flow meter, and the initial flux rate was read much lower. The flux rate had an obvious recovery after the air was evacuated and there were no bubbles noticed in the float flow meter. A long period of abnormity with bubbles might indicate problem of membrane fouling and necessity for membrane cleaning.
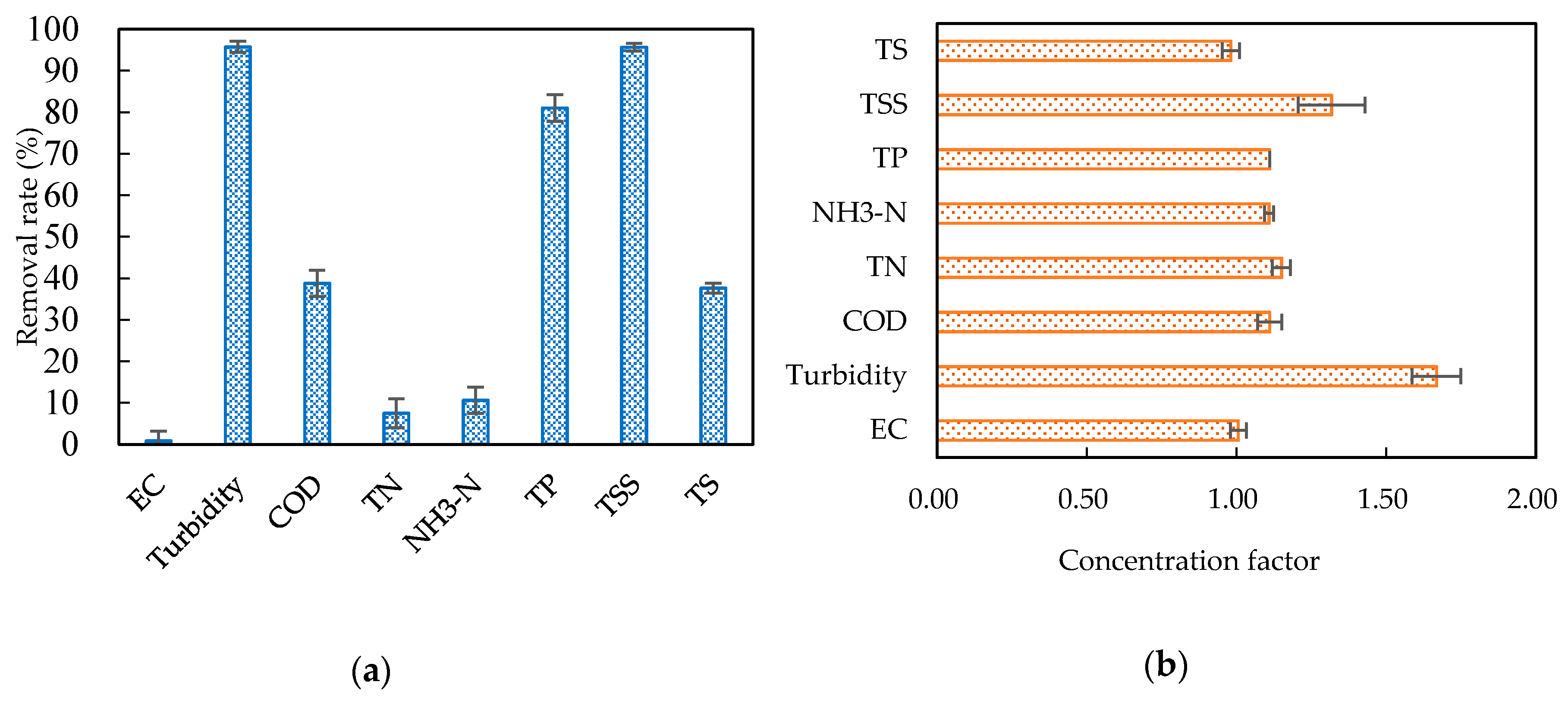
According to the mass balance during the combined process and
Table 6, some substances in the initial separation liquid were rejected and left on the filter cloth, including most of the TSS with the proportion of 59.96%; some of the COD, TP and TS, with the proportion of 24.70%, 39.17% and 29.16%, respectively; and only 9.07% of TN and 7.56% of NH
3-N. The substance left could go directly to the compost with the filter cloths. Some substances in the filtrate were also left in the membrane system and the proportions of COD, TN, NH
3-N, TP, TSS and TS were 13.57%, 0.66%, 4.98%, 35.86%, 21.12% and 10.06%, respectively. These parts of the substance might be left in the froth or sediment in the filtrate storage tank, which might be returned to the biogas slurry pool together with the concentrate. In addition, the low retention of TP in the permeate might be related to the phosphorus solidification—it was reported that phosphorus was predominantly linked to particles between 0.45 and 10 mm [
28].
The results in this study show that the concentrate contained slightly high concentrations of organics, nutrients and TSS; however, it was not recommended to make fertilizer, as the distributed volume proportion was low and the concentration factors of the nutrients were much lower than the NF or RO concentration as reported. The study reports that UF systems are typically not used for concentrating soluble elements [
17]. Therefore, the concentrate of the combined process was recommended to be returned to the biogas slurry pool.
The water quality of the permeate, with a volume permeation proportion of 82.45% ± 0.85% by the combined process, could meet the requirement for the influent liquid of the NF membrane process [
29,
30]. Therefore, the permeate would go to the NF system for further water purification and nutrient concentration.
The bubbles in the effluent liquid and the decline of the initial flux rate in the combined process indicated that UF membrane fouling have a great influence on the processing efficiency and cost in the long term operation, membrane cleaning would also be necessary to eliminate the membrane fouling [
17]. To further identify the practical application of the combined process, assessment of the processing efficiency and cost based on long term operation should be carried out. The assessment might include the stability of flux rate and water quality, the operation cost, the membrane cleaning strategy and its effectiveness and the replacement frequency of the paper filter cloth, etc.






{kind=link}
{kind=link}
{kind=link}
{kind=link}