

Analysis of the Reduction of Ergonomic Risks through the Implementation of an Automatic Tape Packaging Machine
 , , ,
, , ,  , ,
, ,  , and
, and
Abstract
:1. Introduction
2. Ergonomics and Work-Related Musculoskeletal Disorders (WMSDs)
- Posture at work, tool handling, movements performed at work, repetitive movements, and health at work;
- Mental overload, decision-making and computer interaction;
- Collective work resources, group projects, cooperative work, organizational culture, telework, and quality management.
3. Ergonomic Evaluation
3.1. Suzanne Rodgers Method
3.2. Rapid Entire Body Assessment Method (REBA)
3.3. Strain Index Method (Moore and Garg)
- Effort intensity: represents the strength needed for a task. It reflects the magnitude of muscular effort required to perform the task. By definition, it is the percentage of maximum force required to perform the task once.
- Duration per effort: is the average time, in seconds, that an effort is applied. A stopwatch can measure the total effort time. To calculate the average duration per effort, one needs to divide the total effort time by the number of efforts counted during the observation period.
- Effort Frequency: is a measure of repetitiveness and is defined as the number of efforts per minute. An analyst or team should observe the task for several complete cycles of work to determine effort per minute.
- Hand/Wrist posture: refers to the anatomical position of the hand/wrist concerning the neutral position. The distinction resides in whether the wrist is in neutral, flexion, or extension. Therefore, analysts must observe the task and determine: whether the wrist is in flexion or extension when applying force and the amount of flexion or extension when applying force. When it is possible to observe different hand/wrist postures, one should use the usual posture that requires the most Maximum Voluntary Contraction (MVC).
- Speed of Work: this is important because of its modifying effects on effort; in other words, the maximum voluntary force decreases, and amplitude increases with increasing speed.
- Duration of Task per day: the total time a task takes in a day. It reflects the adverse effects of prolonged activity, including overtime. Task duration per day measurement unit is in hours.
4. The Brazilian Regulamentation for Workplace Ergonomics
5. Materials and Methods
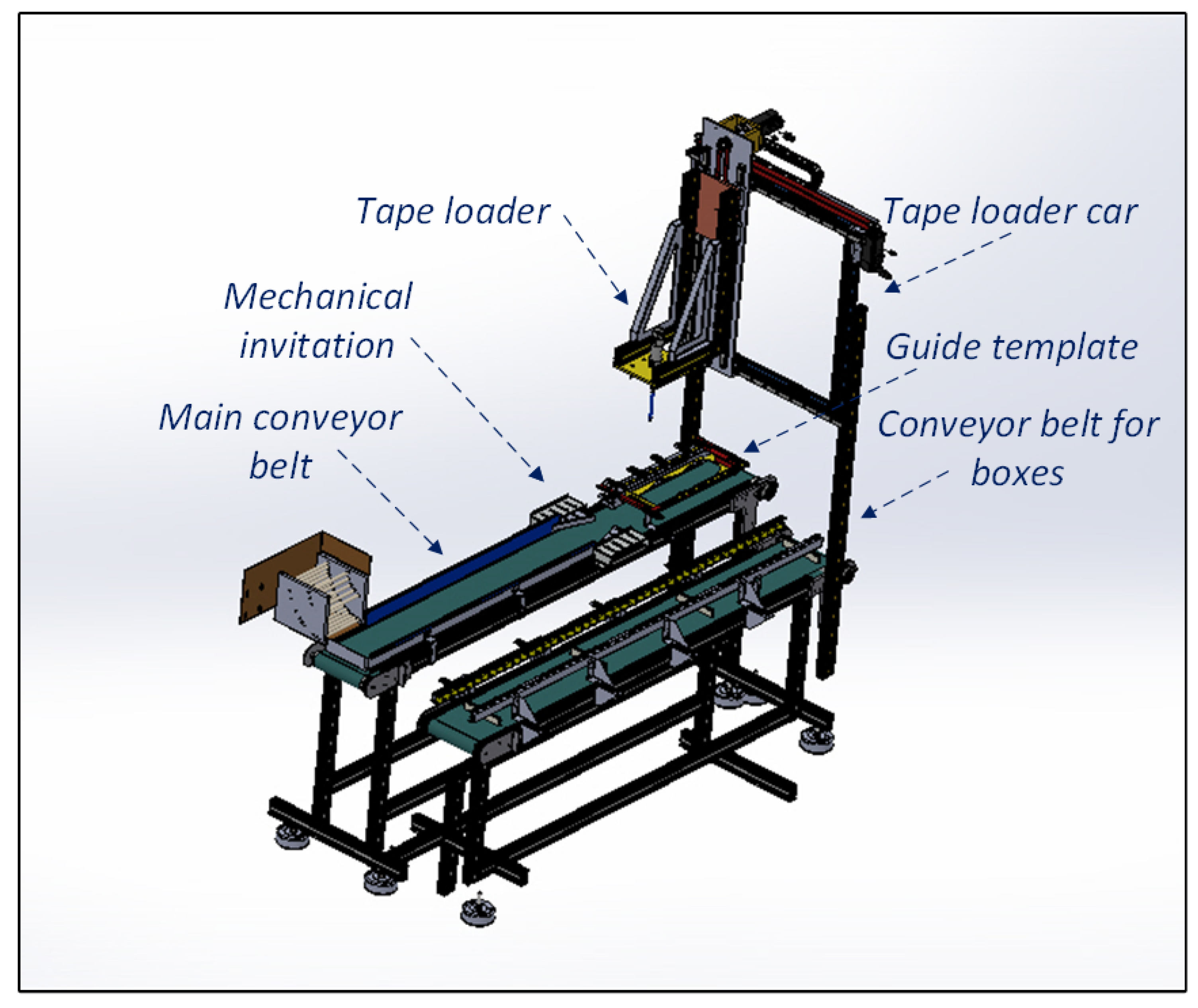
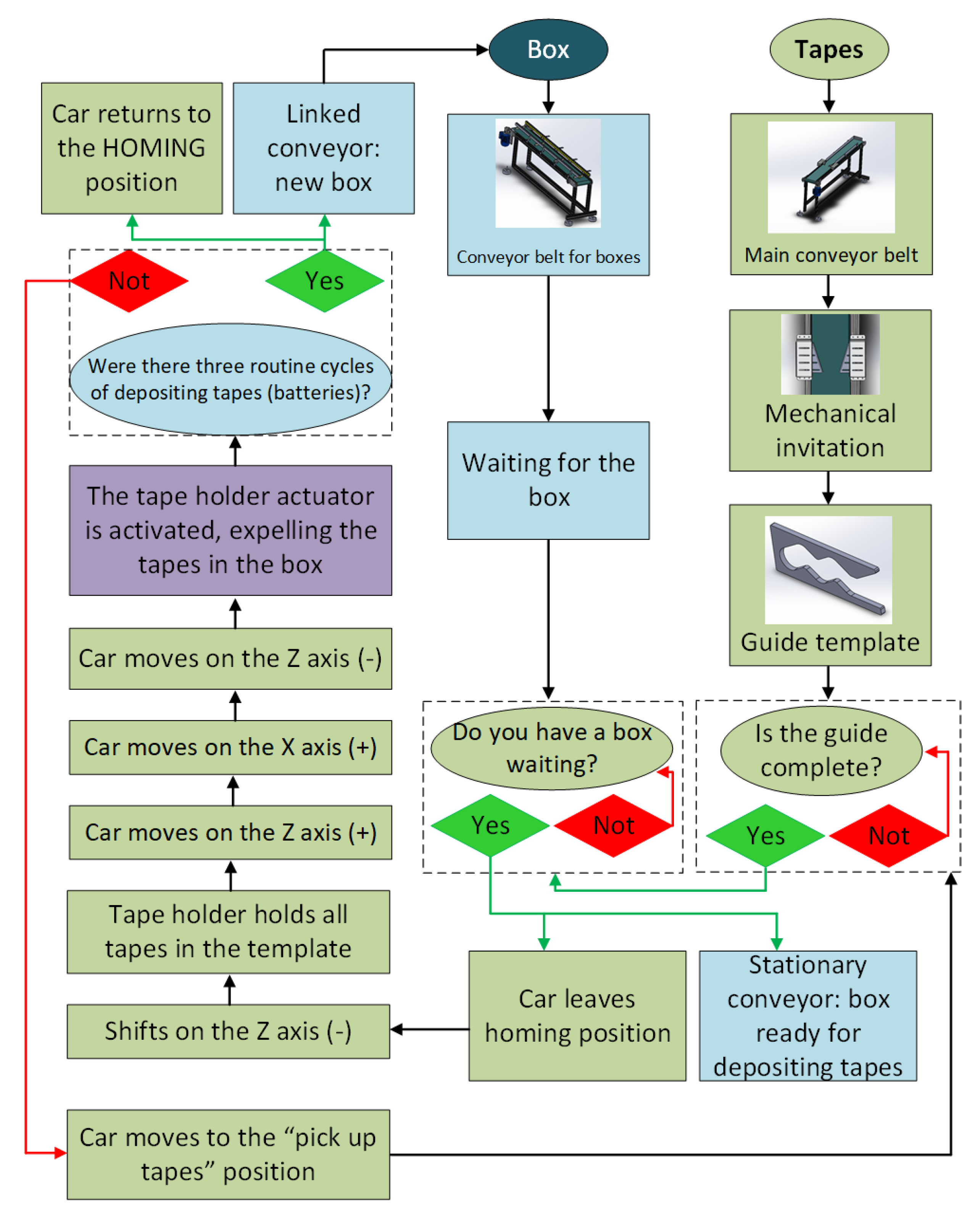
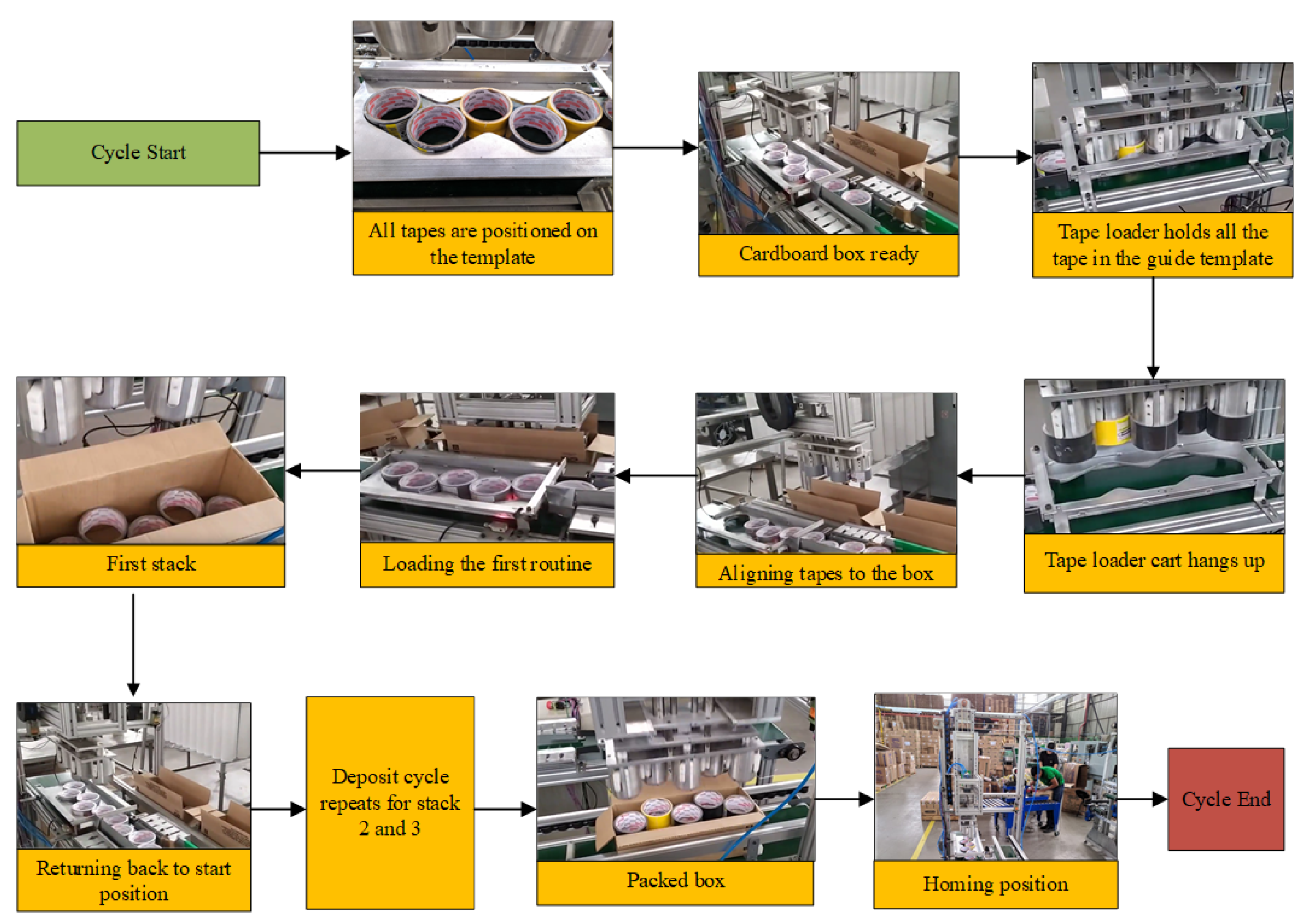
5.1. Systems for Automatic Packaging of Tape Packages
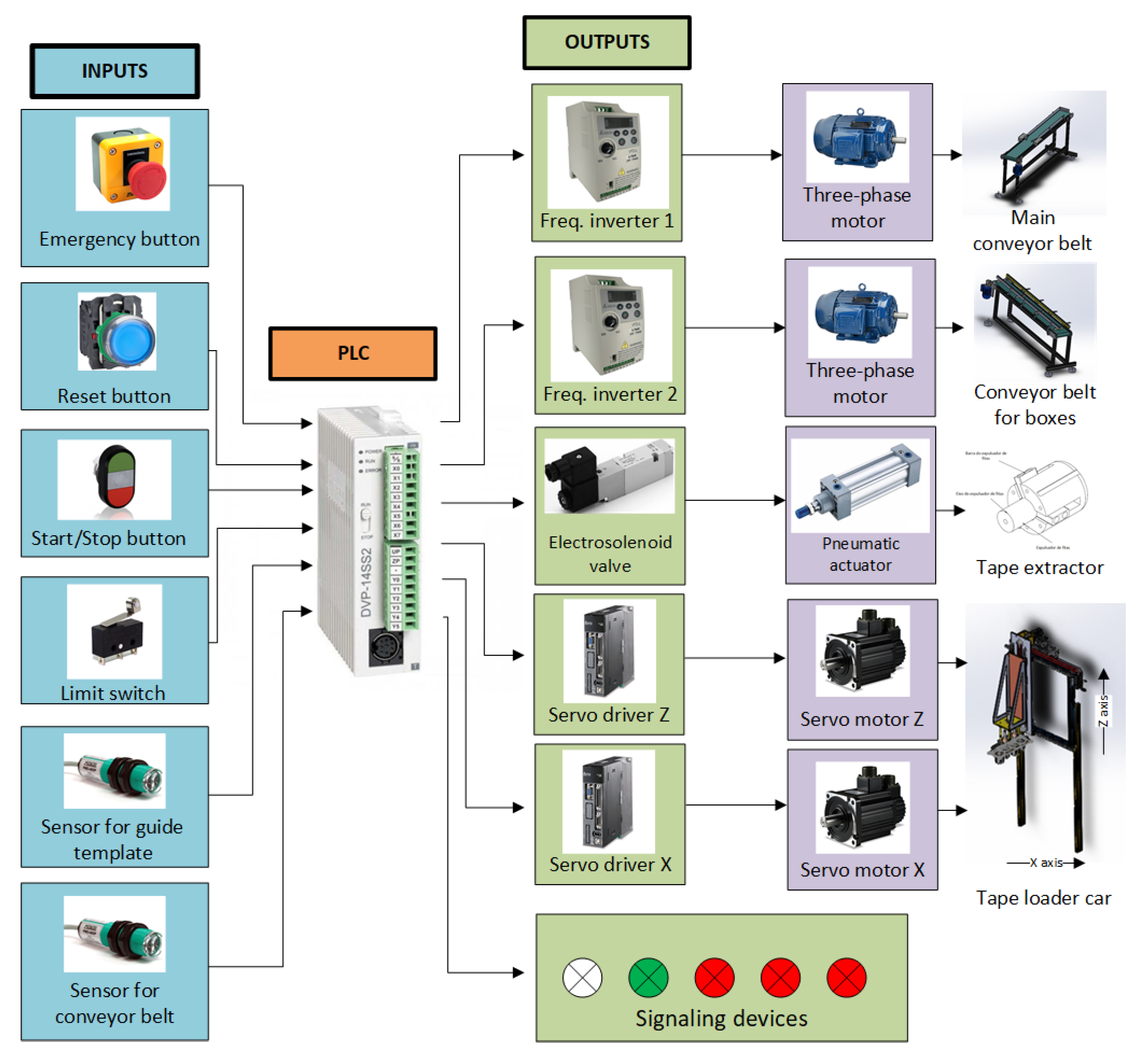
5.2. Electrical System Architecture
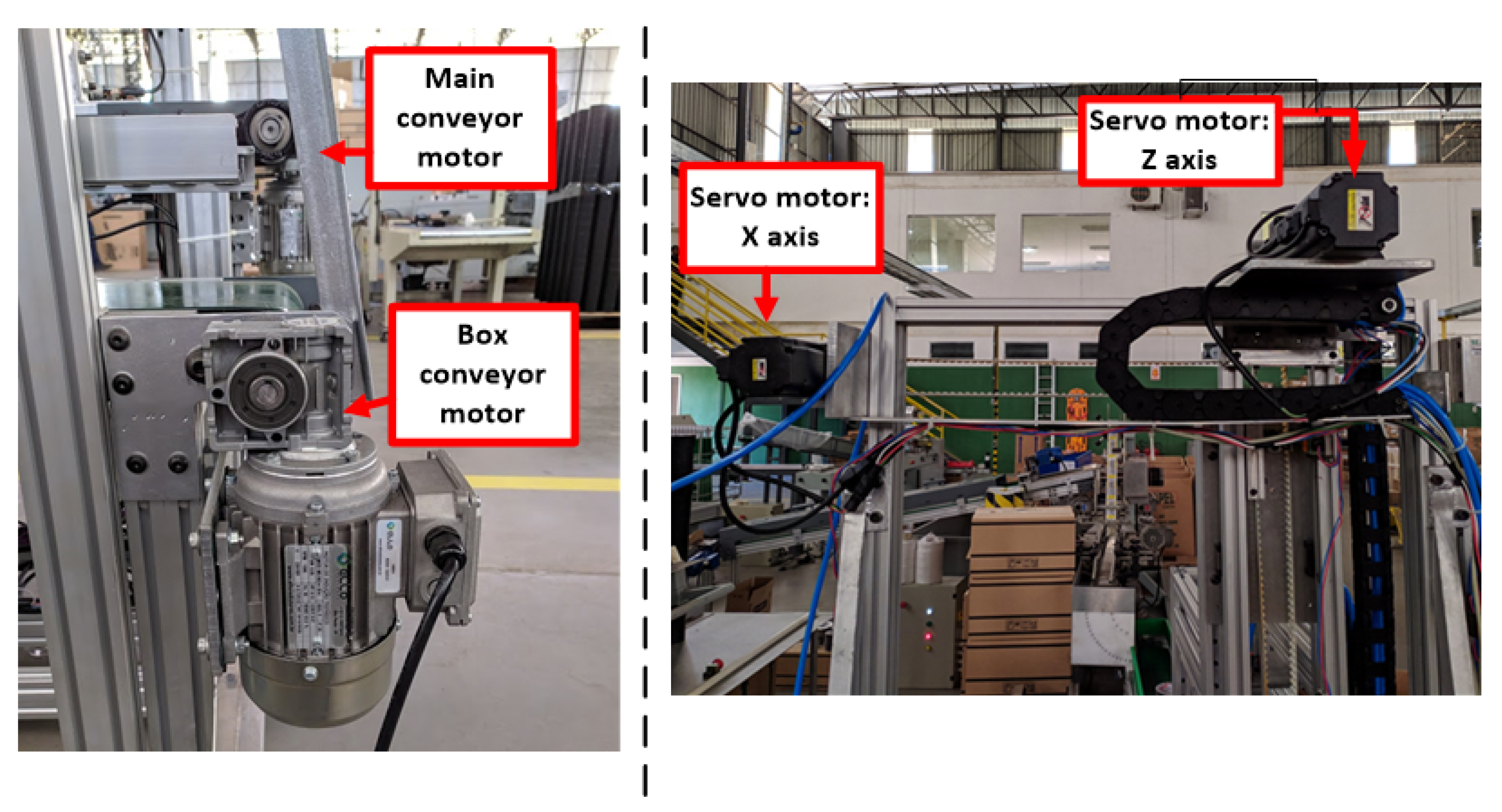
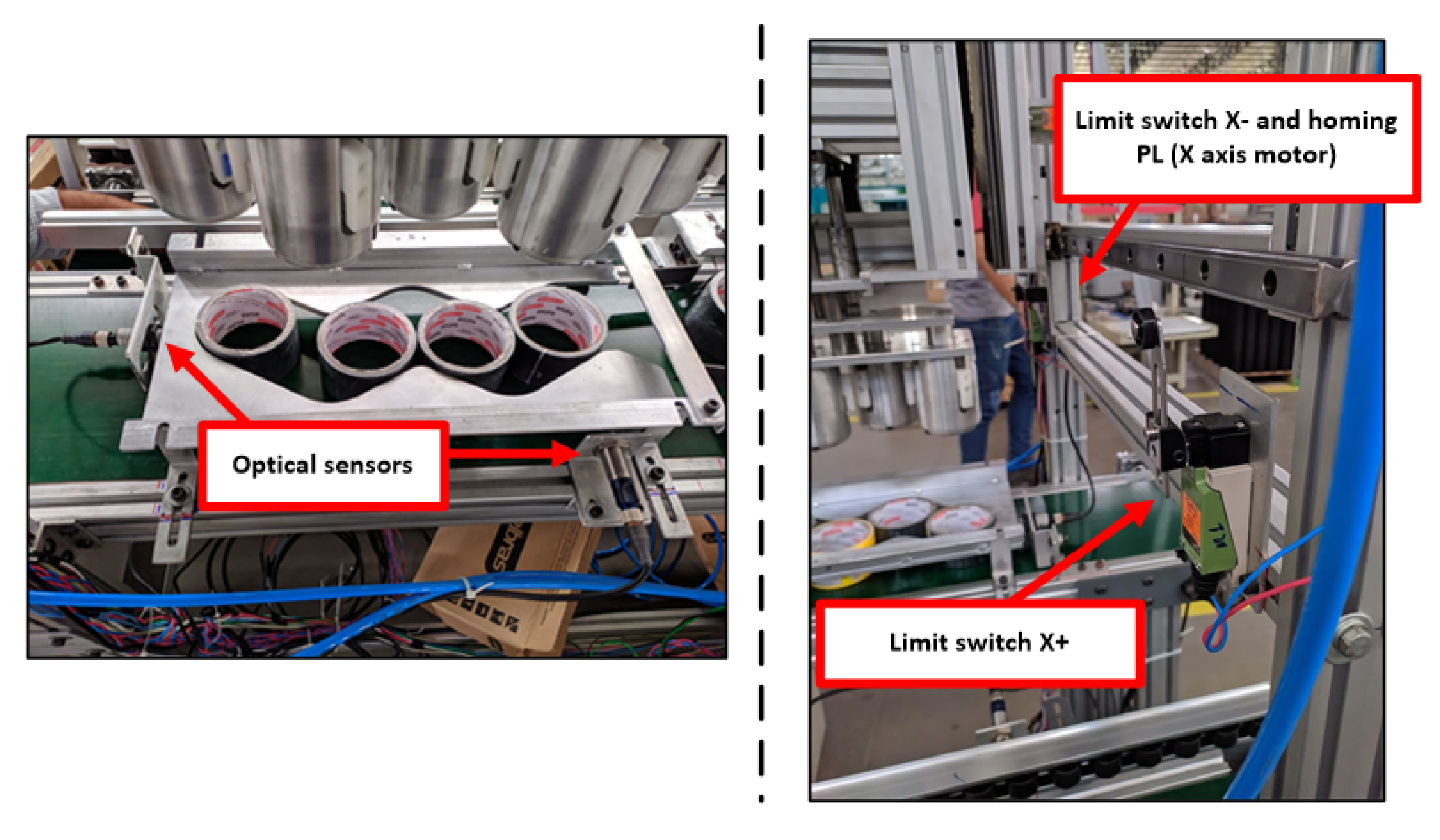
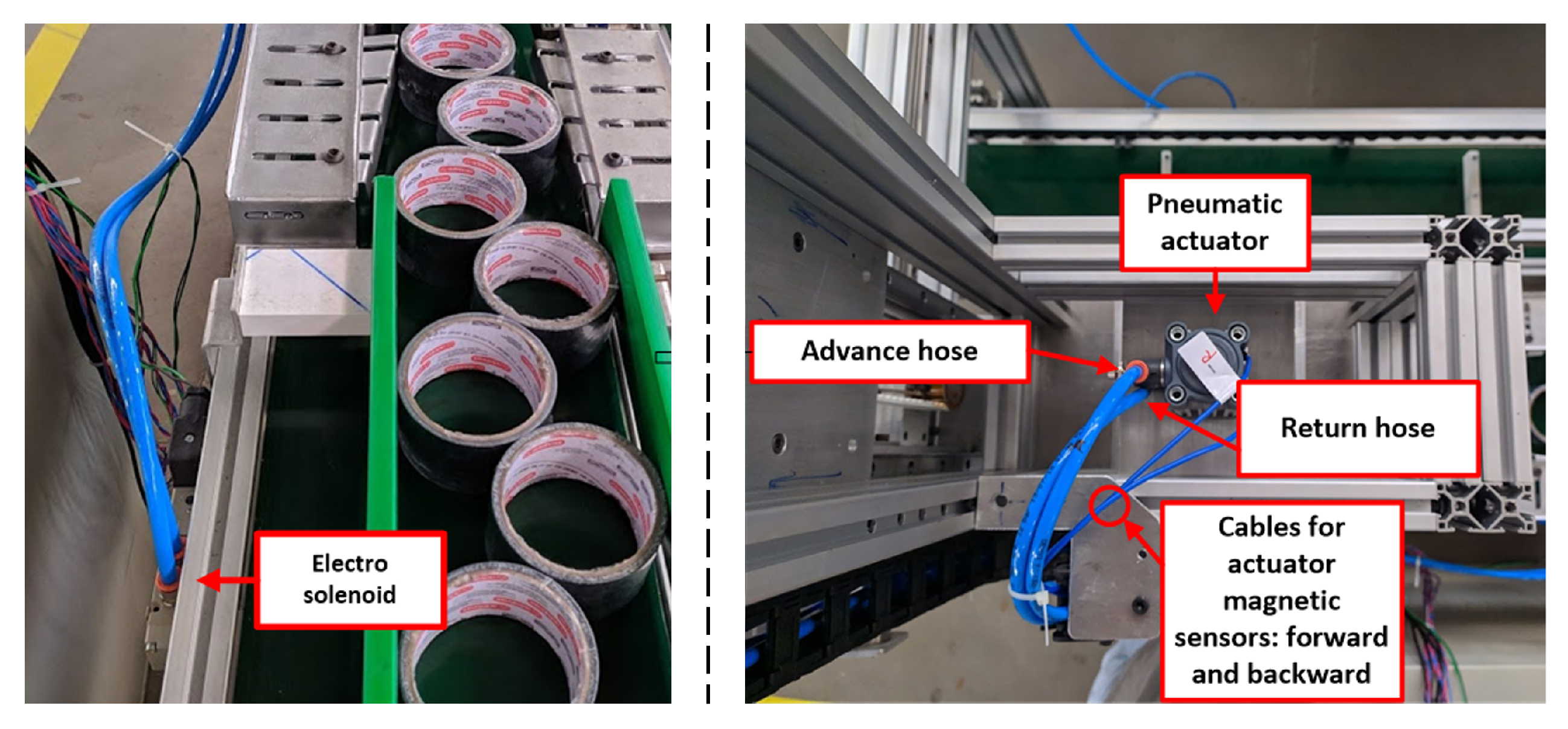
5.3. Implementation of the Electromechanical System
5.4. Organizational Information
6. Results
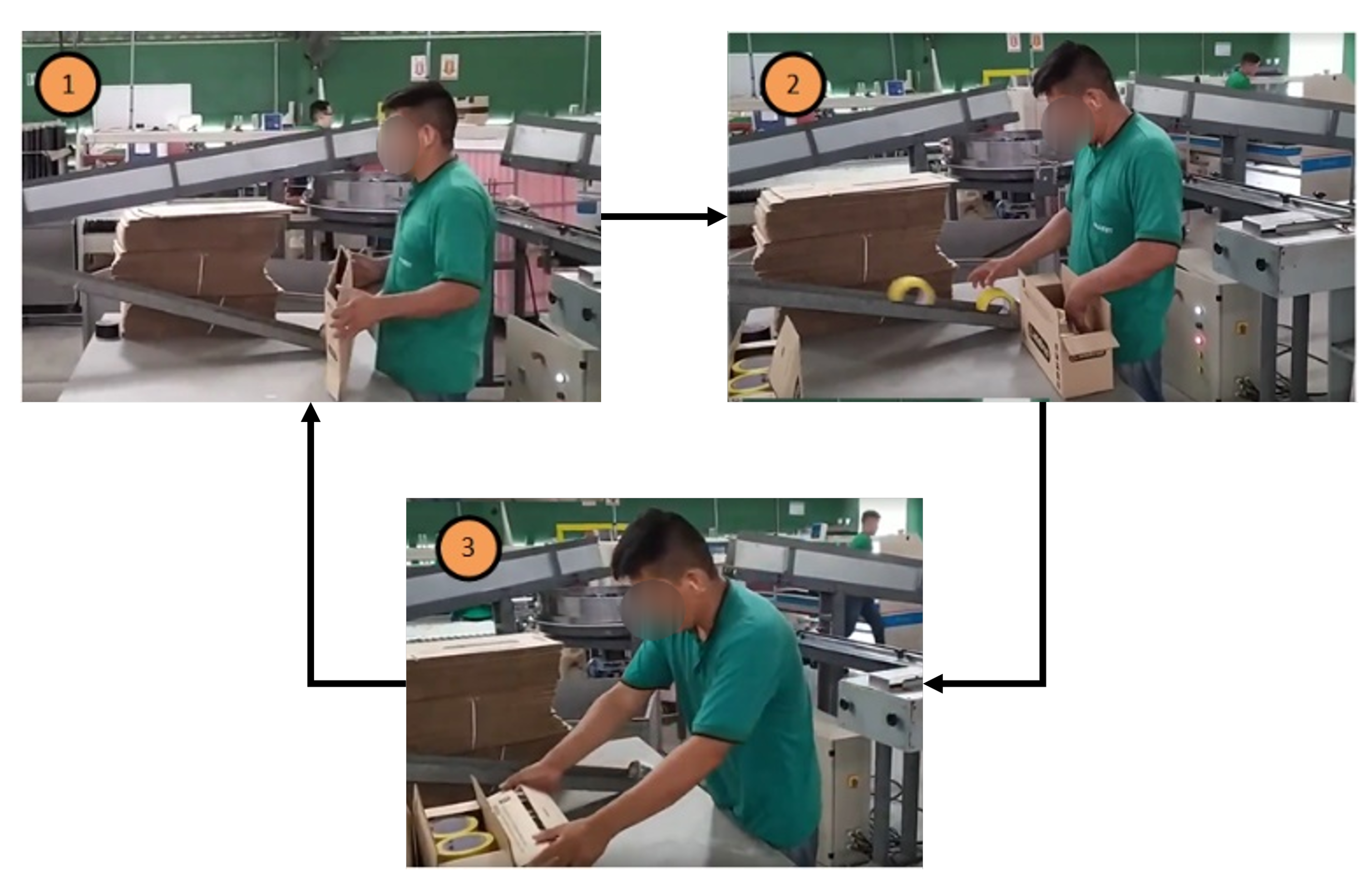
6.1. Analysis before Automation
6.2. Analysis after Automation
7. Discussion
8. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Das, B. Effects of Awkward Posture on Work-Related Musculoskeletal Disorders (WMSDs) among Sawmill Workers in India. J. Occup. Health Epidemiol. 2020, 9, 158–166. [Google Scholar] [CrossRef]
- Neumann, W.; Kihlberg, S.; Medbo, P.; Mathiassen, S.E.; Winkel, J. A case study evaluating the ergonomic and productivity impacts of partial automation strategies in the electronics industry. Int. J. Prod. Res. 2002, 40, 4059–4075. [Google Scholar] [CrossRef]
- Alwasel, A.; Elrayes, K.; Abdel-Rahman, E.M.; Haas, C. Sensing construction work-related musculoskeletal disorders (WMSDs). In Proceedings of the 28th ISARC, Seoul, Republic of Korea, 29 June–2 July 2011. [Google Scholar]
- Guimarães, B.M.d.; Azevedo, L.S.d. Riscos de distúrbios osteomusculares em punhos de trabalhadores de uma indústria de pescados. Fisioter. Mov. 2013, 26, 488–489. [Google Scholar] [CrossRef] [Green Version]
- De Sio, S.; Traversini, V.; Rinaldo, F.; Colasanti, V.; Buomprisco, G.; Perri, R.; Mormone, F.; La Torre, G.; Guerra, F. Ergonomic risk and preventive measures of musculoskeletal disorders in the dentistry environment: An umbrella review. PeerJ 2018, 6, e4154. [Google Scholar] [CrossRef] [PubMed]
- Claesson, F.; Maanja, N. Ergonomic Evaluation in a Development Workshop. Master’s Thesis, Chalmers University of Technology, Gothenburg, Sweden, 2017. [Google Scholar]
- Clari, M.; Garzaro, G.; Di Maso, M.; Donato, F.; Godono, A.; Paleologo, M.; Dimonte, V.; Pira, E. Upper Limb Work-Related Musculoskeletal Disorders in Operating Room Nurses: A Multicenter Cross-Sectional Study. Int. J. Environ. Res. Public Health 2019, 16, 2844. [Google Scholar] [CrossRef] [Green Version]
- Tarakçi, E.; Emine, C.; Sakalli, A.E.; Gökmen, T. The ergonomic risk analysis with reba method in production line. Ergonomi 2020, 3, 96–107. [Google Scholar] [CrossRef]
- De Araújo, F.; de Brito Araújo, F.B.; de Souza, F.L. Aplicação de Métodos Ergonômicos: Um Estudo de Caso em Empresa do Seguimento Cerâmico no Triângulo Mineiro. In Proceedings of the IX Congresso Brasileiro de Engenharia de Produção, Ponta Grossa, Brazil, 4–6 December 2019. [Google Scholar]
- Asensio-Cuesta, S.; García-Gómez, J.M.; Poza-Luján, J.L.; Conejero, J.A. A game-theory method to design job rotation schedules to prevent musculoskeletal disorders based on workers’ preferences and competencies. Int. J. Environ. Res. Public Health 2019, 16, 4666. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Drašković, D.; Průša, P.; Čičević, S.; Jovčić, S. The Implementation of Digital Ergonomics Modeling to Design a Human-Friendly Working Process in a Postal Branch. Appl. Sci. 2020, 10, 9124. [Google Scholar] [CrossRef]
- Da Silva, S.M.; Gimack, W.F. Análise ergonômica em um posto de trabalho de uma empresa de bicicletas utilizando a ferramenta Sue Rodgers. ITEGAM-JETIA 2017, 3, 13–21. [Google Scholar]
- Antonucci, A. Comparative analysis of three methods of risk assessment for repetitive movements of the upper limbs: OCRA index, ACGIH (TLV), and strain index. Int. J. Ind. Ergon. 2019, 70, 9–21. [Google Scholar] [CrossRef]
- Kapellusch, J.M.; Bao, S.S.; Malloy, E.J.; Thiese, M.S.; Merryweather, A.S.; Hegmann, K.T. Validation of the Revised Strain Index for Predicting Risk of Incident Carpal Tunnel Syndrome in a Prospective Cohort. Ergonomics 2021, 64, 1369–1378. [Google Scholar] [CrossRef] [PubMed]
- Mishra, D.; Satapathy, S. Ergonomic Evaluation of Localized Manufacturing Concerns for Agricultural Appliances in Odisha (India). In New Perspectives on Applied Industrial Ergonomics; Springer: Berlin/Heidelberg, Germany, 2021; pp. 183–201. [Google Scholar]
- Hita-Gutiérrez, M.; Gómez-Galán, M.; Díaz-Pérez, M.; Callejón-Ferre, Á.J. An overview of REBA method applications in the world. Int. J. Environ. Res. Public Health 2020, 17, 2635. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Isler, M.; Küçük, M.; Guner, M. Ergonomic assessment of working postures in clothing sector with scientific observation methods. Int. J. Cloth. Sci. Technol. 2018, 30, 757–771. [Google Scholar] [CrossRef]
- Micheletti Cremasco, M.; Giustetto, A.; Caffaro, F.; Colantoni, A.; Cavallo, E.; Grigolato, S. Risk assessment for musculoskeletal disorders in forestry: A comparison between RULA and REBA in the manual feeding of a wood-chipper. Int. J. Environ. Res. Public Health 2019, 16, 793. [Google Scholar] [CrossRef] [Green Version]
- Enez, K.; Nalbantoğlu, S.S. Comparison of ergonomic risk assessment outputs from OWAS and REBA in forestry timber harvesting. Int. J. Ind. Ergon. 2019, 70, 51–57. [Google Scholar] [CrossRef]
- Gualtieri, L.; Palomba, I.; Wehrle, E.J.; Vidoni, R. The opportunities and challenges of SME manufacturing automation: Safety and ergonomics in human–robot collaboration. In Industry 4.0 for SMEs; Palgrave Macmillan: Cham, Switzerland, 2020; pp. 105–144. [Google Scholar]
- Bortolini, M.; Botti, L.; Galizia, F.; Mora, C. Safety, ergonomics and human factors in reconfigurable manufacturing systems. In Reconfigurable Manufacturing Systems: From Design to Implementation; Springer: Berlin/Heidelberg, Germany, 2020; pp. 123–138. [Google Scholar]
- Vitoulas, S.; Konstantis, V.; Drizi, I.; Vrouva, S.; Koumantakis, G.A.; Sakellari, V. The Effect of Physiotherapy Interventions in the Workplace through Active Micro-Break Activities for Employees with Standing and Sedentary Work. Healthcare 2022, 10, 2073. [Google Scholar] [CrossRef]
- Van Eerd, D.; Munhall, C.; Irvin, E.; Rempel, D.; Brewer, S.; Van Der Beek, A.; Dennerlein, J.; Tullar, J.; Skivington, K.; Pinion, C.; et al. Effectiveness of workplace interventions in the prevention of upper extremity musculoskeletal disorders and symptoms: An update of the evidence. Occup. Environ. Med. 2016, 73, 62–70. [Google Scholar] [CrossRef] [Green Version]
- Bitencourte, A.; Rendeiro, M. Protótipo do aplicativo Ergon para informação e conscientização ergonômica. In Proceedings of the Anais do XX Simpósio Brasileiro de Computação Aplicada à Saúde, Curitiba, Brazil, 15–18 September 2020; pp. 488–493. [Google Scholar]
- Nicoletti, S. LER Lesões por Esforços Repetitivos; Editora Bristol-Myers Squibb: São Paulo, Brazil, 1996. [Google Scholar]
- Rodgers, S.H. Muscle fatigue assessment: Functional job analysis technique. In Handbook of Human Factors and Ergonomics Methods; CRC Press: Boca Raton, FL, USA, 2004; pp. 130–141. [Google Scholar]
- Hignett, S.; McAtamney, L. Rapid Entire Body Assessment (REBA). Appl. Ergon. 2000, 31, 201–205. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, R.; Lee, C.H.; Lee, Y.C. An evaluation of posture recognition based on intelligent rapid entire body assessment system for determining musculoskeletal disorders. Sensors 2020, 20, 4414. [Google Scholar] [CrossRef]
- Steven Moore, J.; Garg, A. The strain index: A proposed method to analyze jobs for risk of distal upper extremity disorders. Am. Ind. Hyg. Assoc. J. 1995, 56, 443–458. [Google Scholar] [CrossRef]
- Barros Oliveira, P.A.; Scopel, J. Quantitative analysis of repetitive movement as a tool for diagnostic support in ergonomics. Work 2012, 41, 2341–2348. [Google Scholar] [CrossRef] [PubMed]
- Garg, A.; Moore, J.S.; Kapellusch, J.M. The Revised Strain Index: An improved upper extremity exposure assessment model. Ergonomics 2017, 60, 912–922. [Google Scholar] [CrossRef] [PubMed]
- Brazilian Regulatory Standard 17 (NR-17)—Ergonomics. Available online: https://www.gov.br/trabalho-e-previdencia/pt-br/composicao/orgaos-especificos/secretaria-de-trabalho/inspecao/seguranca-e-saude-no-trabalho/ctpp-nrs/norma-regulamentadora-no-17-nr-17 (accessed on 3 November 2022).
- Laperuta, D.G.P.; Oliveira, G.A.; Pessa, S.L.R.; da Luz, R.P. Revisão de ferramentas para avaliação ergonômica. Rev. Produç. Online 2018, 18, 665–690. [Google Scholar] [CrossRef]
- De Paula, L.H. A influência da depressão dos docentes em sua prática pedagógica no ensino fundamental de duas escolas municipais da cidade de Santos-São Paulo-Brazil. In Repositorio de Tesis y Trabajos Finales UAA; Universidad Autónoma de Asunción: Asunción, Paraguay, 2019. [Google Scholar]
- Kroemer, K.H.; Grandjean, E. Manual de Ergonomia: Adaptando o Trabalho ao Homem; Bookman Editora: Porto Alegre, Brazil, 2005. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Levels | Description |
|---|---|
| Level 1 | Discomfort sensation and localized pain |
| in the affected limb. Usually mild and | |
| intermittent, improves with rest; | |
| Level 2 | Tolerable pain, however more persistent, |
| intense and localized. The recovery can | |
| be achieved by rest, but it takes longer | |
| than level 1; | |
| Level 3 | Persistent and severe pain, reduced |
| muscle in strength, loss of control of | |
| movements, variation sensitivity, does | |
| not attenuate with rest; | |
| Level 4 | Severe (unbearable) pain, radiated to all |
| affected segments, inability to perform | |
| the tasks and may have deformities and | |
| atrophies. |
| Low (L) | Moderate (M) | High (H) | Very High (VH) |
|---|---|---|---|
| 111 | 123 | 223 | 323 |
| 112 | 132 | 313 | 331 |
| 113 | 213 | 321 | 332 |
| 211 | 222 | 322 | 4xx, x4x, xx4 * |
| 121 | 231 | ||
| 212 | 232 | ||
| 311 | 312 | ||
| 122 | |||
| 131 | |||
| 221 |
| Parameters | Answers |
|---|---|
| Function | Production operator |
| Operator Age | 30–35 years |
| Operator Height | 169–173 cm |
| Department | Packing |
| Task type | Cyclic |
| Volume per shift | 720 boxes |
| Relay Station | Yes |
| Shift | 1st |
| Lunch time | 60 min |
| Break | 10 min |
| Actual hours worked | 410 min |
| Region | Side | Effort Level | Effort Duration | Effort Freq. | Priority |
|---|---|---|---|---|---|
| Shoulder | Right | 2 | 2 | 2 | Moder. |
| Left | 1 | 2 | 2 | Low | |
| Back | - | 2 | 1 | 2 | Low |
| Arms/Elbow | Right | 2 | 2 | 2 | Moder. |
| Left | 1 | 2 | 2 | Low | |
| Hand/Finger | Right | 2 | 2 | 3 | High |
| Left | 2 | 2 | 3 | Moder. |
| Task | Box Assembly | Manual Tape Placement | Box Closing |
|---|---|---|---|
| Effort intensity | 1 | 1 | 1 |
| Duration per effort | 1 | 2 | 1 |
| Effort Frequency | 0.5 | 2 | 0.5 |
| Hand/Wrist posture | 1.5 | 1.5 | 1.5 |
| Speed of Work | 1 | 1 | 1 |
| Duração do Trabalho (FDT) | 1 | 1 | 1 |
| M&G Index [29] | 0.75 | 6 | 0.75 |
| Group [27] | Moviment | Score |
|---|---|---|
| A | Trunk | 2 |
| A | Neck | 2 |
| A | Legs | 2 |
| B | Arms | 3 |
| B | Forearm | 1 |
| B | Wrist | 3 |
| Table C [27] | Activity Score | REBA Score | Scoring Description |
|---|---|---|---|
| 6 | 1 | 7 | Medium risk (change soon) |
| Region | Side | Effort Level | Effort Duration | Effort Freq. | Priority |
|---|---|---|---|---|---|
| Shoulder | Right | 2 | 1 | 2 | Low |
| Left | 1 | 1 | 2 | Low | |
| Back | - | 2 | 1 | 2 | Low |
| Arms/Elbow | Right | 1 | 2 | 2 | Low |
| Left | 1 | 2 | 2 | Low | |
| Hand/Finger | Right | 2 | 1 | 2 | Low |
| Left | 2 | 1 | 2 | Low |
| Task | Box Assembly |
|---|---|
| Effort intensity | 1 |
| Duration per effort | 1 |
| Effort Frequency | 0.5 |
| Hand/Wrist posture | 1.5 |
| Speed of Work | 1 |
| Duração do Trabalho (FDT) | 1 |
| M&G Index [29] | 0.75 |
| Group [27] | Moviment | Score |
|---|---|---|
| A | Trunk | 2 |
| A | Neck | 2 |
| A | Legs | 1 |
| B | Arms | 2 |
| B | Forearm | 1 |
| B | Wrist | 2 |
| Table C [27] | Activity Score | REBA Score | Scoring Description |
|---|---|---|---|
| 3 | 0 | 3 | Low risk (change may be necessary) |
| Operations | Frequency | Micro Break (s) | Occupancy Rate |
|---|---|---|---|
| Before automation | 720 | 0 | 55.61% |
| After automation | 720 | 14 | 67.32% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Teixeira, R.C.M.; Guimarães, W.P.S.; Ribeiro, J.G.; Fernandes, R.A.; Nascimento, L.B.F.; Torné, I.G.; Cardoso, F.S.; Monteiro, G.R. Analysis of the Reduction of Ergonomic Risks through the Implementation of an Automatic Tape Packaging Machine. Int. J. Environ. Res. Public Health 2022, 19, 15193. https://doi.org/10.3390/ijerph192215193
Teixeira RCM, Guimarães WPS, Ribeiro JG, Fernandes RA, Nascimento LBF, Torné IG, Cardoso FS, Monteiro GR. Analysis of the Reduction of Ergonomic Risks through the Implementation of an Automatic Tape Packaging Machine. International Journal of Environmental Research and Public Health. 2022; 19(22):15193. https://doi.org/10.3390/ijerph192215193
Chicago/Turabian StyleTeixeira, Ruan C. M., Walter P. S. Guimarães, Josiel G. Ribeiro, Rubens A. Fernandes, Lennon B. F. Nascimento, Israel G. Torné, Fábio S. Cardoso, and Gabriella R. Monteiro. 2022. "Analysis of the Reduction of Ergonomic Risks through the Implementation of an Automatic Tape Packaging Machine" International Journal of Environmental Research and Public Health 19, no. 22: 15193. https://doi.org/10.3390/ijerph192215193
APA StyleTeixeira, R. C. M., Guimarães, W. P. S., Ribeiro, J. G., Fernandes, R. A., Nascimento, L. B. F., Torné, I. G., Cardoso, F. S., & Monteiro, G. R. (2022). Analysis of the Reduction of Ergonomic Risks through the Implementation of an Automatic Tape Packaging Machine. International Journal of Environmental Research and Public Health, 19(22), 15193. https://doi.org/10.3390/ijerph192215193