
Physicochemical Characteristics and Occupational Exposure of Silica Particles as Byproducts in a Semiconductor Sub Fab


Abstract
:1. Introduction
2. Materials and Methods
2.1. Sampling Site and Target Process
2.2. Powder and Airborne Particle Sample Collection
2.3. Maintenance Task and Personal Protective Equipment
2.4. Airborne PM Concentration and Size Distribution
2.5. Physicochemical Characterization
3. Results
3.1. Chemical Composition
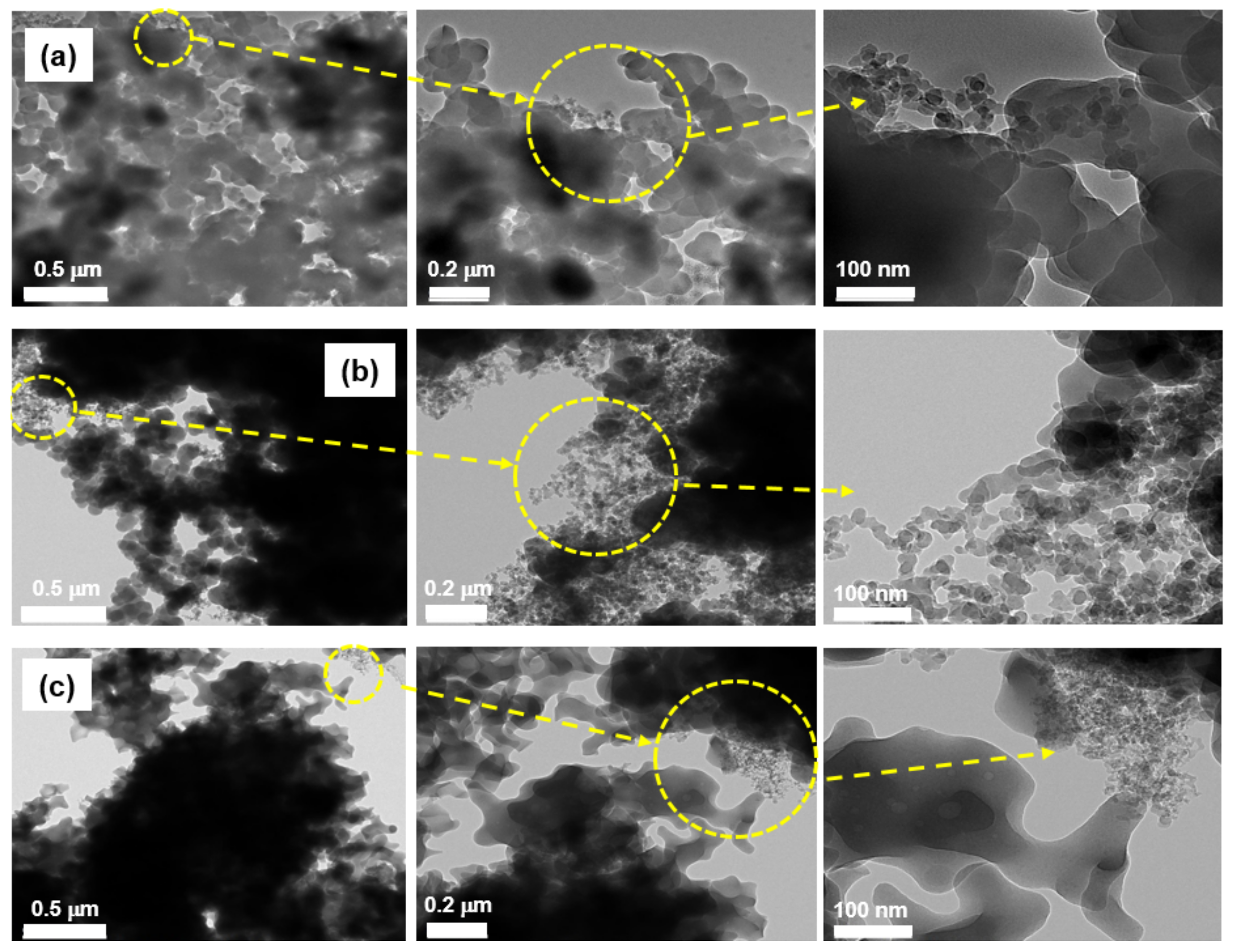
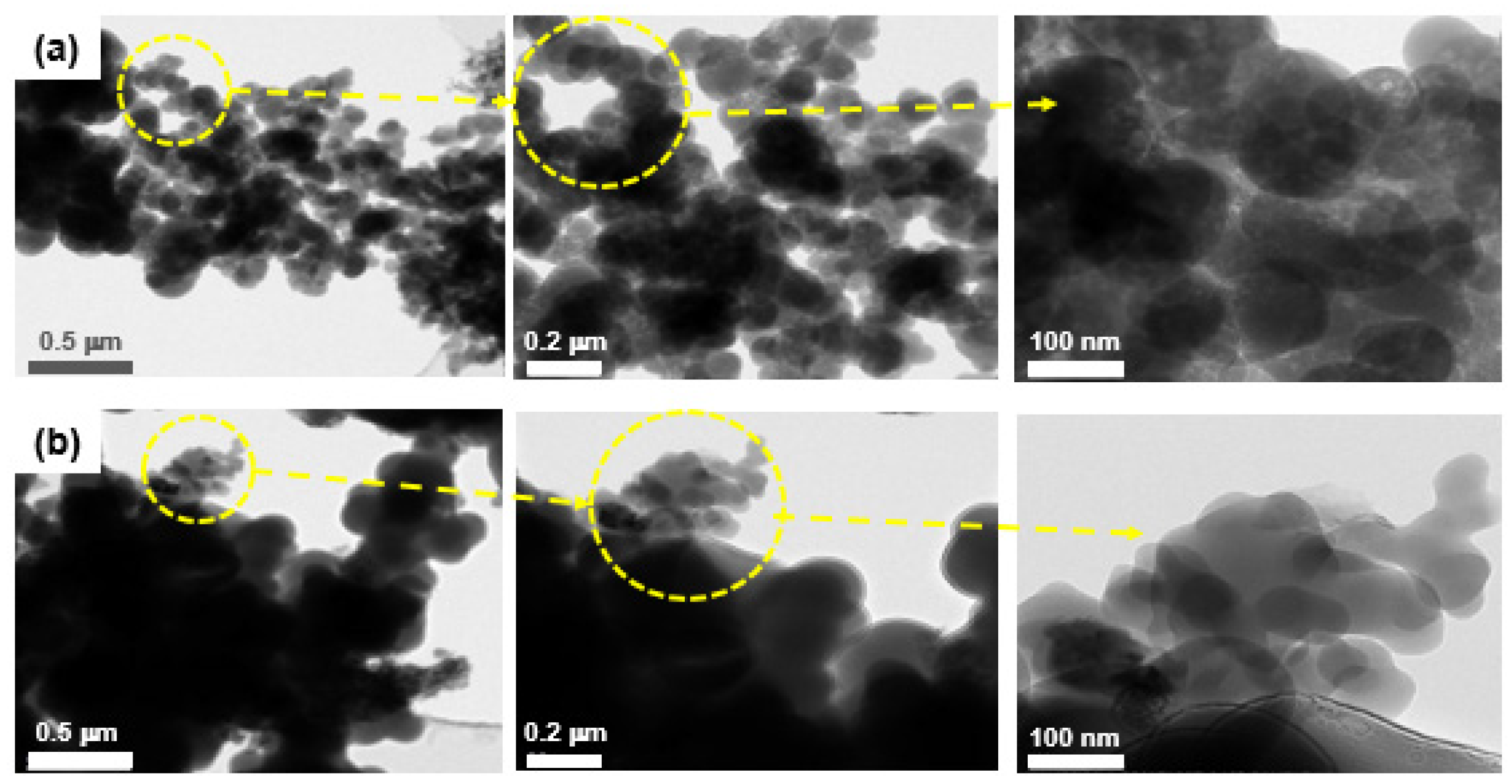
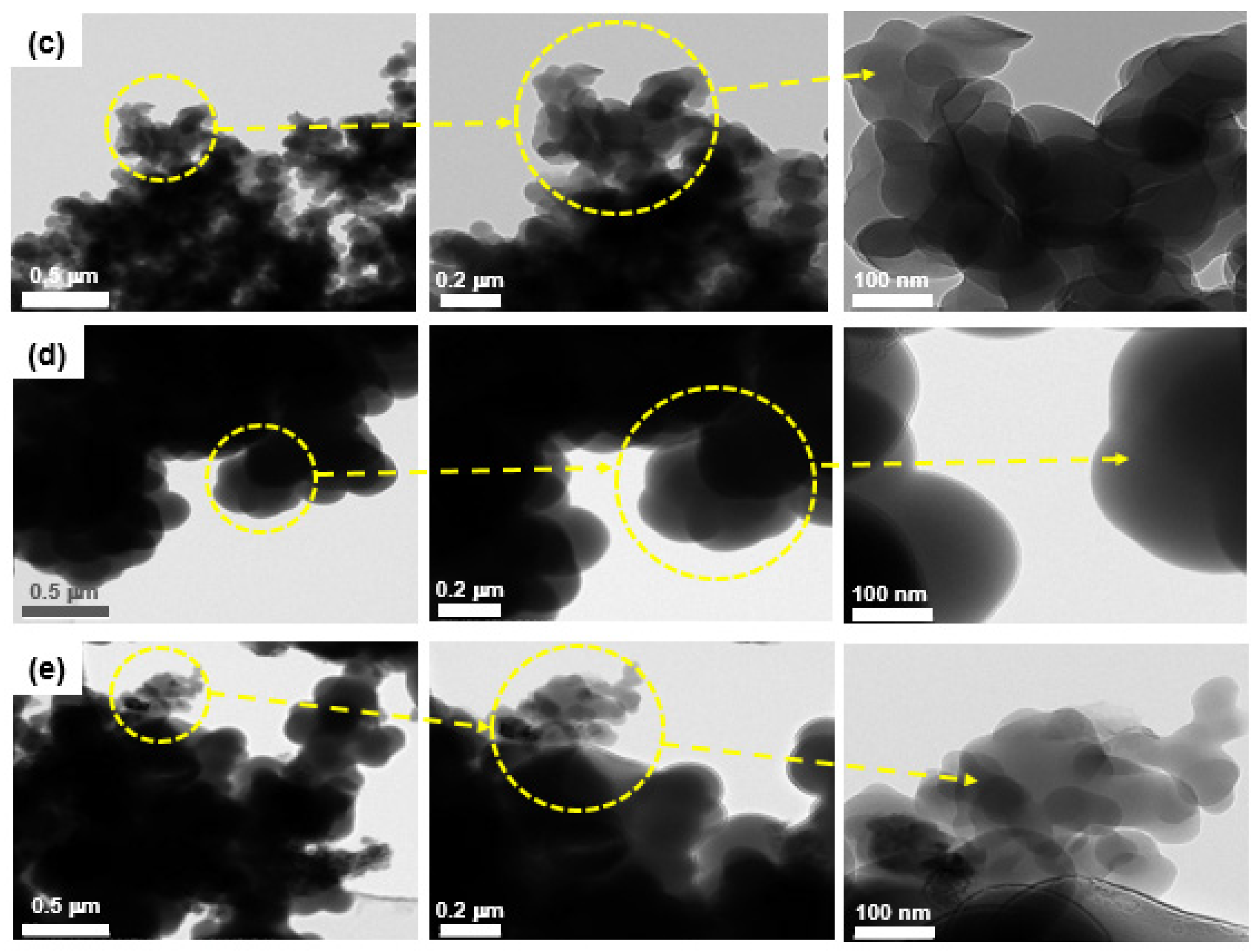
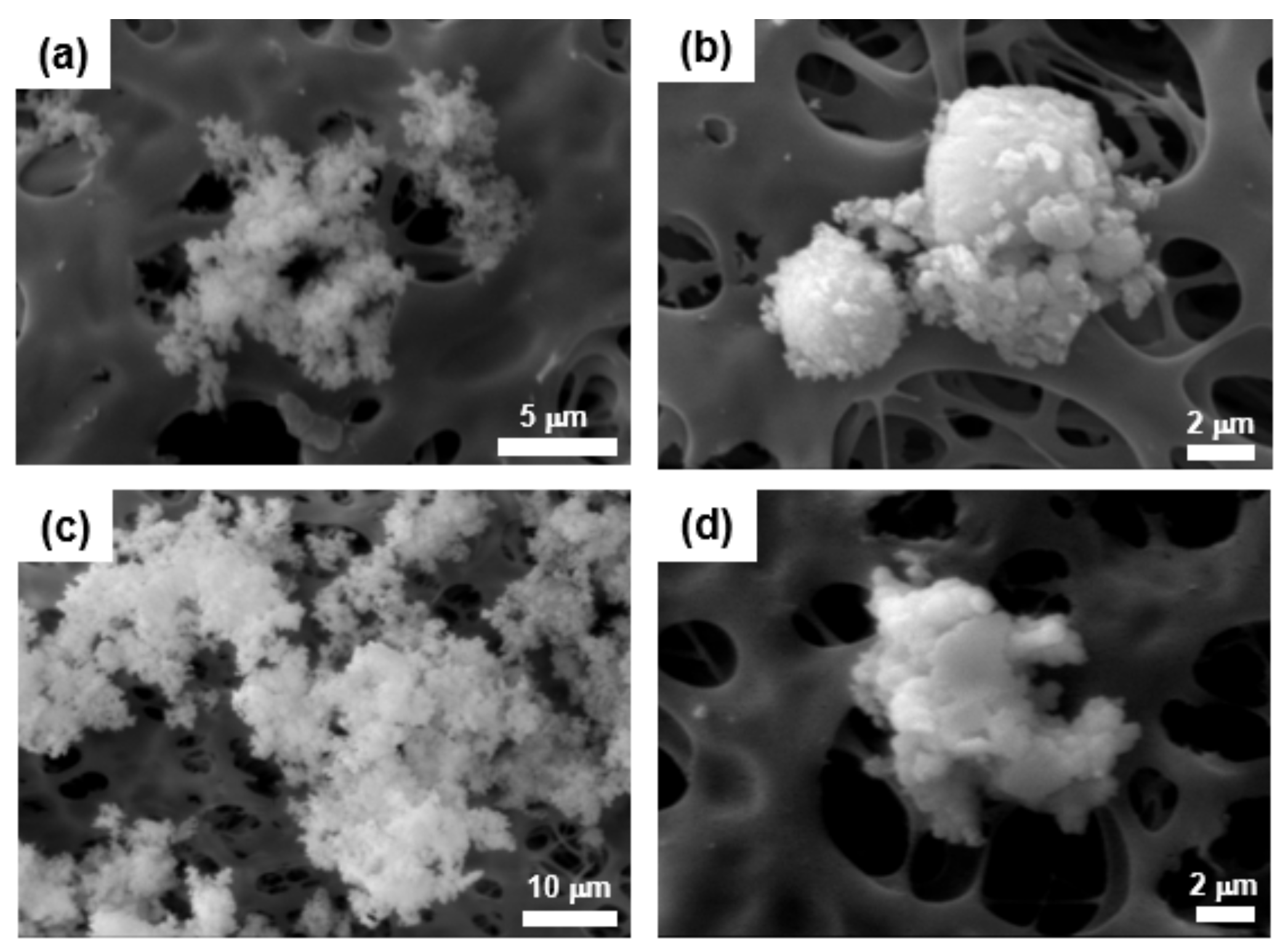
3.2. Size and Surface Morphology
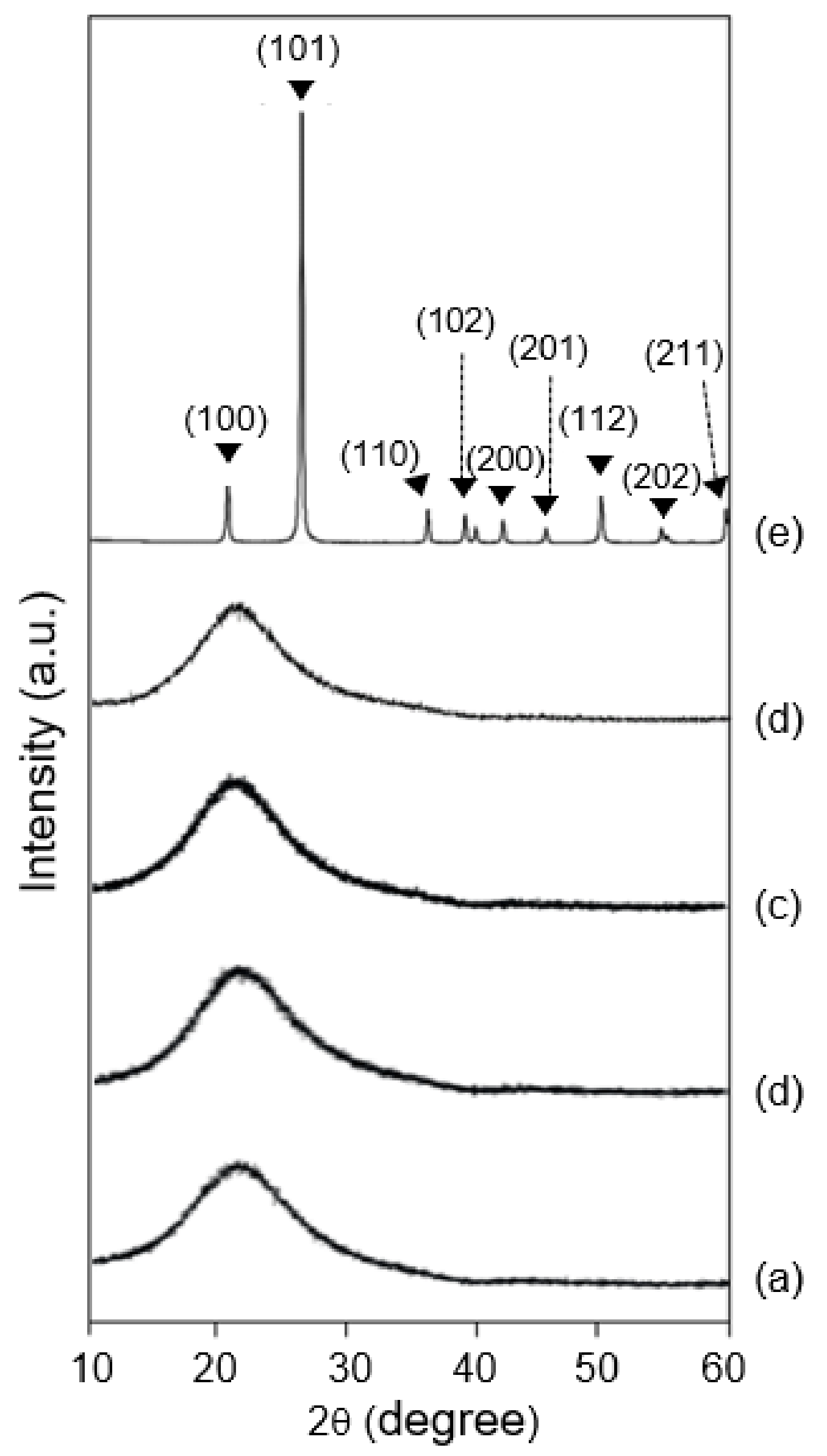
3.3. Crystal Structure
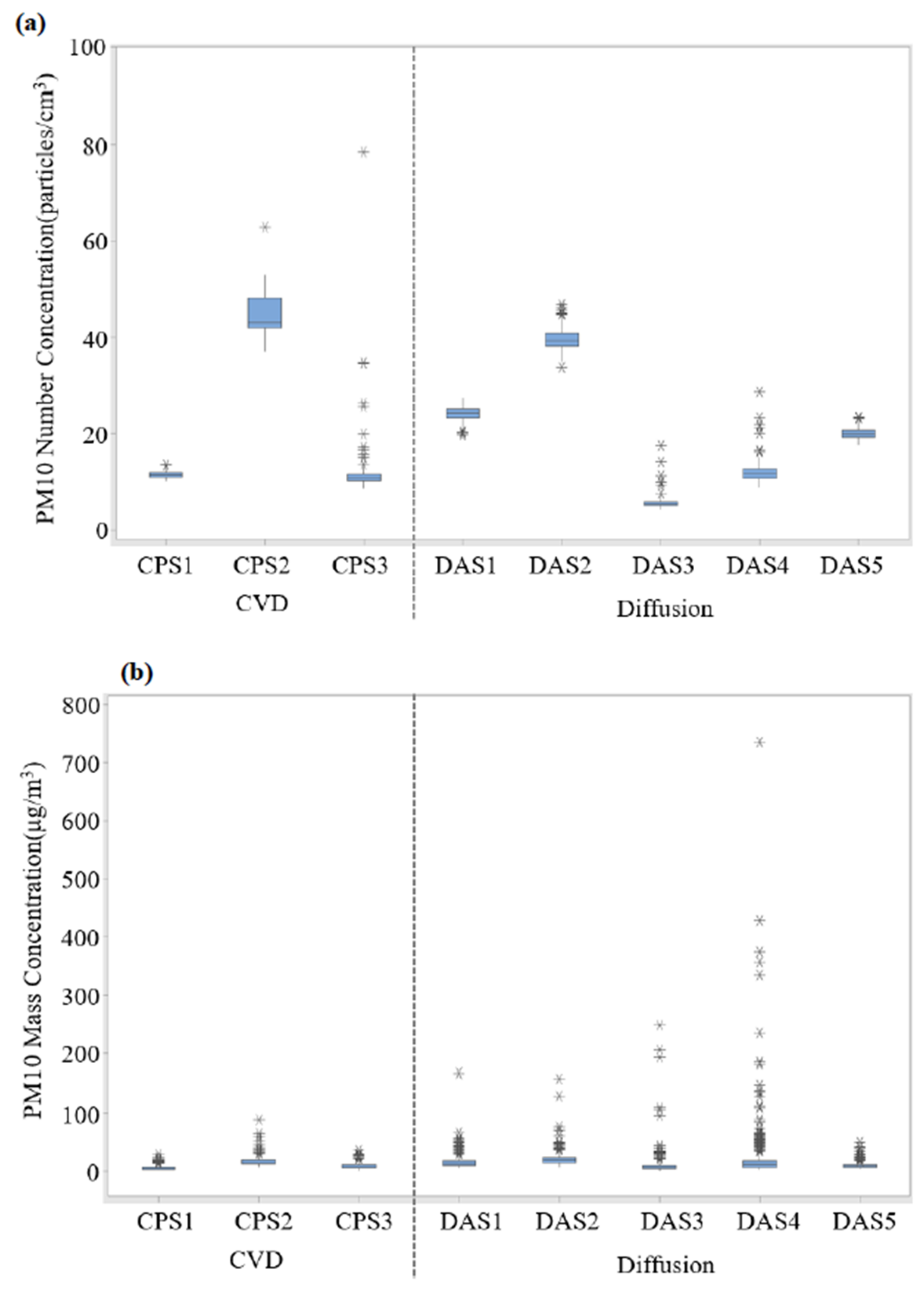
3.4. Airborne PM Concentration
4. Discussion
4.1. Formative Mechanism
4.2. Elemental Component and Size
4.3. Airborne Concentration and Peak Exposure
4.4. Health Effects
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Thornton, J.A.; McGuire, G.E. Semiconductor Materials and Process Technology Handbook; Noyes Publications: Park Ridge, NJ, USA, 1998; p. 329. [Google Scholar]
- Levinshtein, M.E.; Rumyantsev, S.L.; Shur, M.S. Properties of Advanced Semiconductor Materials: GaN, AlN, InN, BN, SiC, SiGe; John Wiley & Sons: New York, NY, USA, 2001. [Google Scholar]
- May, G.S.; Spans, C.J. Fundamental of Semiconductor Manufacturing and Process Control; John Wiley & Sons: Hoboken, NJ, USA, 2006; pp. 25–81. [Google Scholar]
- Whyte, W. Cleanroom Technology—Fundamentals of Design, Testing and Operation; John Wiley & Sons: Chichester, UK, 2001; pp. 1–8. [Google Scholar]
- Ino, K.; Natori, I.; Ichikawa, A.; Vrtis, R.N.; Ohmi, T. Plasma enhanced in situ chamber cleaning evaluated by extracted-plasma-parameter analysis. IEEE Trans. Semicond. Manuf. 1999, 9, 230–240. [Google Scholar] [CrossRef]
- Ji, B.; Elder, D.L.; Yang, J.H.; Badowski, P.R.; Karwacki, E.J. Power dependence of NF3 plasma stability for in situ chamber cleaning. J. Appl. Phys. 2009, 95, 4446–4451. [Google Scholar] [CrossRef]
- Manzione, L.T. Plastic Packaging of Microelectronic Devices; Van Nostrand Reinhold: New York, NY, USA, 1990. [Google Scholar]
- International Technology Roadmap for Semiconductors: Assembly and Packaging; Semiconductor Industry Association (SIA): Washington, DC, USA, 2009.
- Liu, Y.; Irving, S.; Desbiens, D.; Luk, T.; Qian, Q. Simulation and analysis for typical package assembly manufacture. In Proceedings of the EuroSime 2006-7th International Conference on Thermal, Mechanical and Multiphysics Simulation and Experiments in Micro-Electronics and Micro-Systems, Como, Italy, 24–26 April 2006; IEEE: Piscataway, NJ, USA, 2006; pp. 1–10. [Google Scholar]
- Meeks, E.; Larson, R.S.; Ho, P.; Apblett, C.; Han, S.M.; Edelberg, E.; Aydil, E.S. Modeling of SiO2 deposition in high density plasma reactor and comparisons of model predictions with experimental measurements. J. Vac. Sci. Technol. A 1998, 16, 544–563. [Google Scholar] [CrossRef]
- Merget, R.; Bauer, T.; Küpper, H.U.; Philippou, S.; Bauer, H.D.; Breitstadt, R.; Bruening, T. Health hazards due to the inhalation of amorphous silica. Arch. Toxicol. 2002, 75, 625–634. [Google Scholar] [CrossRef] [PubMed]
- Johnston, C.J.; Driscoll, K.E.; Finkelstein, J.N.; Baggs, R.; O’Reilly, M.A.; Carter, J.; Gelein, R.; Oberdörster, G. Pulmonary chemokine and mutagenic responses in rats after subchronic inhalation of amorphous and crystalline silica. Toxicol. Sci. 2000, 56, 405–413. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Parks, C.G.; Conrad, K.; Cooper, G.S. Occupational exposure to crystalline silica and autoimmune disease. Environ. Health Perspect. 1999, 107 (Suppl. 5), 793–802. [Google Scholar] [PubMed] [Green Version]
- Bhaskar, R.; Li, J.; Xu, L. A comparative study of particle size dependency of IR and XRD methods for quartz analysis. Am. Ind. Hyg. Assoc. J. 1994, 55, 605–609. [Google Scholar] [CrossRef] [PubMed]
- National Institute for Occupational Safety and Health (NIOSH). Silica, Crystalline, by XRD: Method 7500. In NIOSH Manual of Analytical Methods (NMAM), 4th ed.; National Institute for Occupational Safety and Health (NIOSH): Cincinnati, OH, USA, 2003. [Google Scholar]
- Napierska, D.; Thomassen, L.; Lison, D.; Martens, J.; Hoet, P.H. The nanosilica hazard: Another variable entity. Part. Fibre Toxicol. 2010, 7, 39. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, H.; Dunphy, D.R.; Jiang, X.; Meng, H.; Sun, B.; Tan, D.; Xue, M.; Wang, X.; Lin, S.; Ji, Z.; et al. Process pathway dependency of amorphous silica nanoparticle toxicity: Colloidal vs pyrolytic. J. Am. Chem. Soc. 2012, 134, 15790–15804. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhou, F.; Liao, F.; Chen, L.; Liu, Y.; Wang, W.; Feng, S. The size-dependent genotoxicity and oxidative stress of silica nanoparticles on endothelial cells. Environ. Sci. Pollut. Res. 2019, 26, 1911–1920. [Google Scholar] [CrossRef]
- Sayes, C.M.; Wahi, R.; Kurian, P.A.; Liu, Y.; West, J.L.; Ausman, K.D.; Warheit, D.B.; Colvin, V.L. Correlating nanoscale titania structure with toxicity: A cytotoxicity and inflammatory response study with human dermal fibroblasts and human lung epithelial cells. Toxicol. Sci. 2006, 92, 174–185. [Google Scholar] [CrossRef] [Green Version]
- Yang, H.; Liu, C.; Yang, D.; Zhang, H.; Xi, Z. Comparative study of cytotoxicity, oxidative stress and genotoxicity induced by four typical nanomaterials: The role of particles size, shape and composition. J. Appl. Toxicol. 2009, 29, 69–78. [Google Scholar] [CrossRef]
- Choi, K.M. Airborne PM2.5 characteristics in semiconductor manufacturing facilities. AIMS Environ. Sci. 2018, 5, 216–228. [Google Scholar] [CrossRef]
- Choi, K.M.; An, H.C.; Kim, K.S. Identifying the hazard characteristics of powder by-products generated semiconductor fabrication processes. J. Occup. Environ. Hyg. 2015, 12, 114–122. [Google Scholar] [CrossRef] [PubMed]
- Wolf, S.; Tauber, R.N. Silicon Processing; Lattice: Sunset Beach, CA, USA, 1986. [Google Scholar]
- Nishi, Y.; Doering, R. Handbook of Semiconductor Manufacturing Technology; CRD Press: New York, NY, USA, 2000. [Google Scholar]
- Hueglin, C.; Gehrig, R.; Baltensperger, U.; Gysel, M.; Monn, C.; Vonmont, H. Chemical characterization of PM2.5, PM10 and coarse particles at urban, near-city and rural sites in Switzerland. Atmos. Environ. 2005, 39, 637–651. [Google Scholar] [CrossRef]
- Fujii, Y.; Mahmud, M.; Tohno, S.; Okuda, T.; Mizohata, A. A case study of PM2.5 characterization in Bangi, Selangor, Malaysia during the Southwest monsoon season. Aerosol Air Qual. Res. 2016, 16, 2685–2691. [Google Scholar] [CrossRef] [Green Version]
- Seneviratne, S.; Handagiripathira, L.; Sanjeevani, S.; Madusha, D.; Ariyaratna, V.; Waduge, A.; Attanayake, T.; Bandara, D.; Hopke, P.K. Identification of source of fine particulate matter in Kandy, Sri Lanka. Aerosol Air Qual. Res. 2017, 17, 476–484. [Google Scholar] [CrossRef] [Green Version]
- Yin, Z.; Huang, X.; He, L.; Cao, S.; Zhang, J.J. Trends in ambient air pollution levels and PM2.5 chemical compositions in four Chinese cities from 1995 to 2017. J. Thorac. Dis. 2020, 12, 6396–6410. [Google Scholar] [CrossRef] [PubMed]
- NIOSH Pocket Guide to Chemical Hazards—Silica, Amorphous; National Institute for Occupational Safety and Health (NIOSH): Washington, DC, USA. Available online: https://www.cdc.gov/niosh/npg/npgd0552.html (accessed on 21 November 2021).
- Reuzel, P.G.; Bruiinties, J.P.; Feron, V.J.; Woutersen, R.A. Subchronic inhalation toxicity of amorphous silicas and quartz dust in rats. Food Chem. Toxicol. 1991, 29, 341–351. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process | Film | Chemicals Used | Scrubber (Sample No) | Elemental Composition a | |
|---|---|---|---|---|---|
| Powder b | Airborne Particle c | ||||
| Chemical Vapor Deposition | Si3N4 | SiH4, SiCl2H2, NH3 | CPS1 (1) | O, Si, (F) | ND |
| CPS2 (2) | O, Si | O, Si, (F) | |||
| CPS3 (3) | O, Si, (F) | O, Si | |||
| Diffusion | Poly Si | SiH4, Si2H6, Si3H8 | DAS1 (4) | O, Si, (F) | O, Si |
| DAS2 (5) | O, Si, (F) | O, Si (Na, Mg, Al, K, Ca) | |||
| SiO2 | SiCl2H2, N2O | DAS3 (6) | O, Si, (Ni, Na) | O, Si | |
| DAS4 (7) | O, Si | O, Si | |||
| DAS5 (8) | O, Si, (Ni) | ND | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Choi, K.-M.; Lee, S.-J. Physicochemical Characteristics and Occupational Exposure of Silica Particles as Byproducts in a Semiconductor Sub Fab. Int. J. Environ. Res. Public Health 2022, 19, 1791. https://doi.org/10.3390/ijerph19031791
Choi K-M, Lee S-J. Physicochemical Characteristics and Occupational Exposure of Silica Particles as Byproducts in a Semiconductor Sub Fab. International Journal of Environmental Research and Public Health. 2022; 19(3):1791. https://doi.org/10.3390/ijerph19031791
Chicago/Turabian StyleChoi, Kwang-Min, and Soo-Jin Lee. 2022. "Physicochemical Characteristics and Occupational Exposure of Silica Particles as Byproducts in a Semiconductor Sub Fab" International Journal of Environmental Research and Public Health 19, no. 3: 1791. https://doi.org/10.3390/ijerph19031791