
Industrial Pilot for Assessment of Polymeric and Ceramic Membrane Efficiency in Treatment of Liquid Digestate from Biogas Power Plant
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
- Multimedia filtration stage with alumino-silicate glass from recycled green glass
- Activated carbon filtration stage
- Bag filtration at 5 microns
- Two-Pass Reverse Osmosis
- ◦
- 1st pass reverse Osmosis equipped with SUEZ 4″ IND RO3 4040F50 (France) membranes
- ◦
- 2nd pass reverse Osmosis equipped with SUEZ 4″ AG 90LF (France) membranes
2.2. Methods
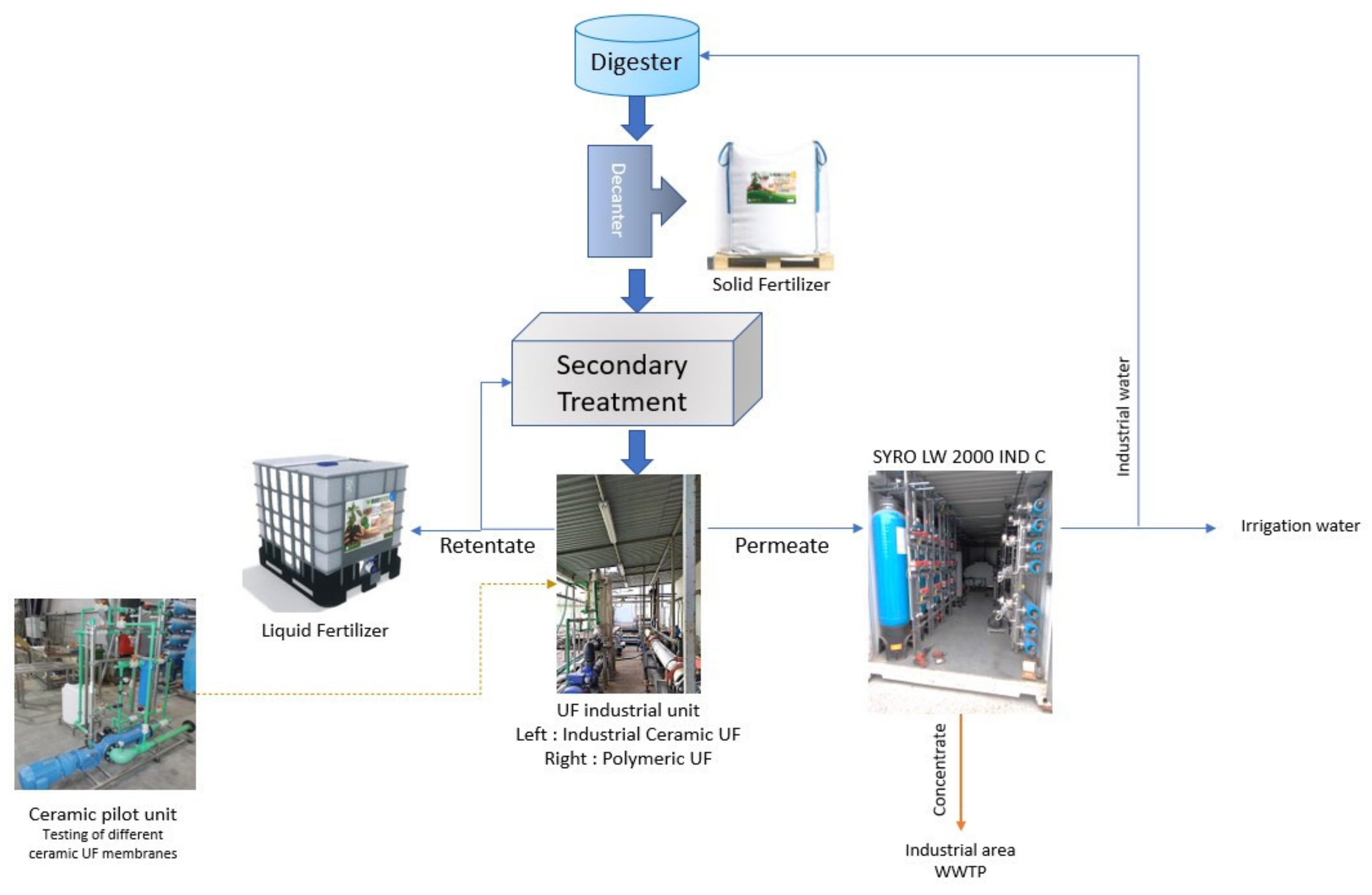
- Pre-treatment Stage
- Secondary Biological Stage
- Filtration Stage
2.3. Statistical Analysis
3. Results and Discussion
4. Conclusions
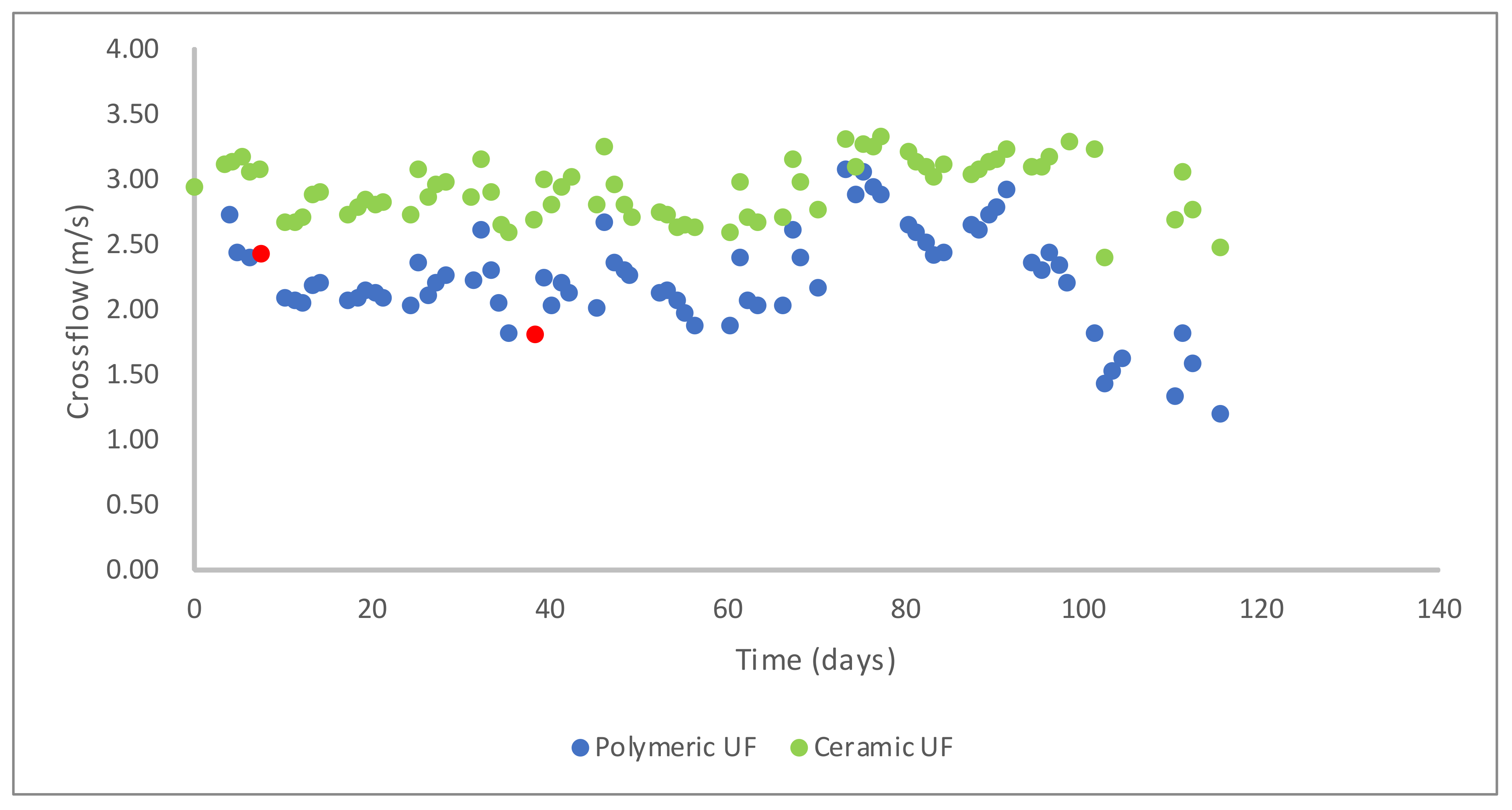
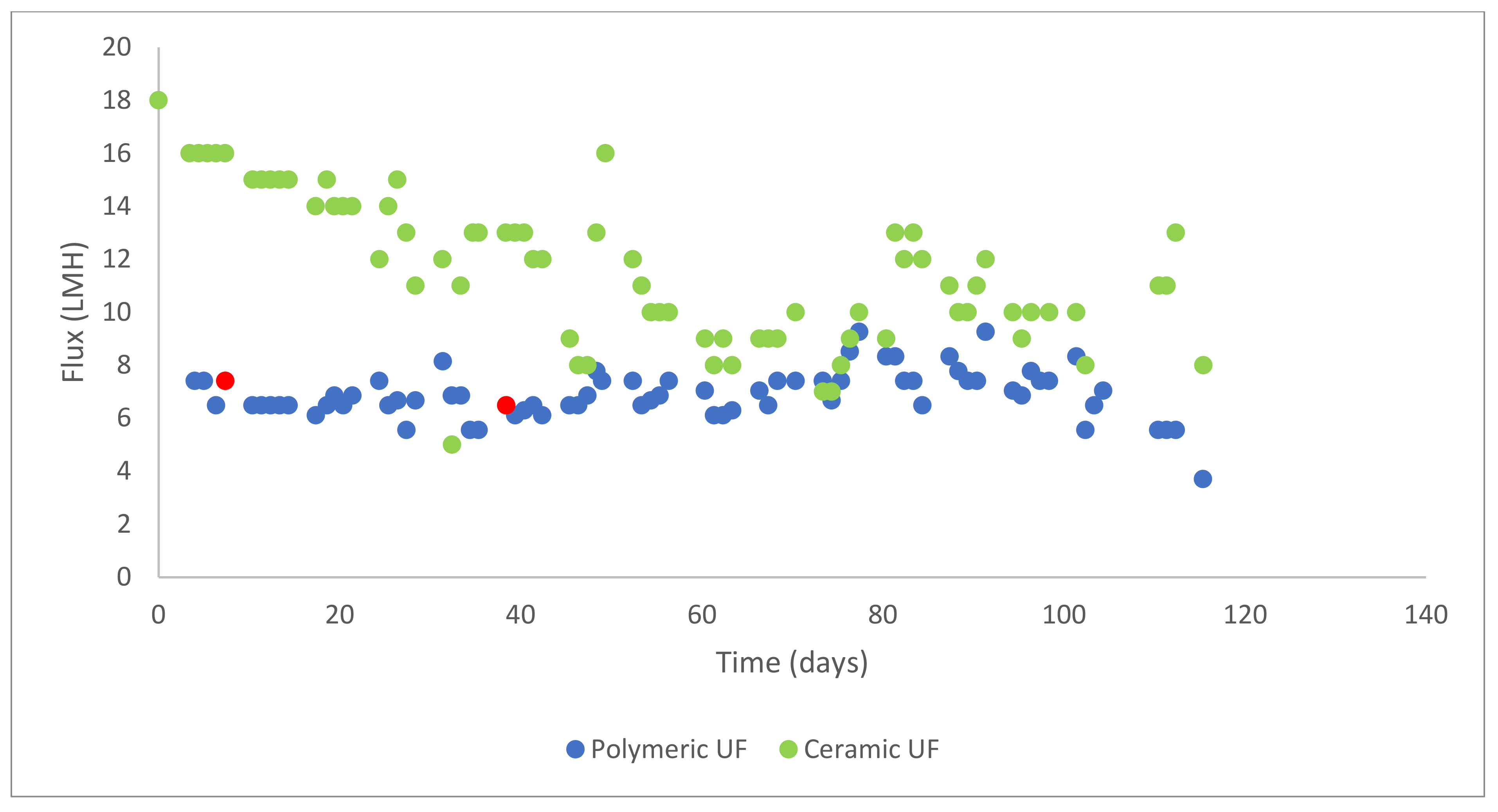
- In the proposed industrial-scale UF process, the ceramic membranes (ZrO2, Molecular Weight Cut-off of 300 kg/mol) showed a better behavior concerning the flux when compared to the polymeric (PVDF, 30 nm average pore size) analogues. A key factor for this was proven to be the increased temperature of the digestate and the high pollutant load of the treated wastewater.
- The ceramic membranes exhibited longer lifetimes than the polymeric options for the whole duration of the project, suggesting their superiority for long-term industrial applications that could eventually result in lower replacement costs, in spite of the higher initial production costs.
- The proposed approach exhibits great sustainability, as the purified (UF filtrate) can be potentially reused in the internal Power Plant water demands after further treatment with Reverse Osmosis.
- Last but not least, the side product of UF was proven to be a high added value fertilizer containing many amino acids and a significant amount of chemical substances that can efficiently enhance the production yields of agricultural cultivation.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Mahmoodi, N.; Hayati, B.; Arami, M. Textile Dye Removal from Single and Ternary Systems Using Date Stones: Kinetic, Isotherm, and Thermodynamic Studies. J. Chem. Eng. Data 2010, 55, 4638–4649. [Google Scholar] [CrossRef]
- Mahmoodi, N.; Najafi, F.; Neshat, A. Poly (amidoamine-co-acrylic acid) copolymer: Synthesis, characterization and dye removal ability. Ind. Crops Prod. 2013, 42, 119–125. [Google Scholar] [CrossRef]
- Hayati, B.; Mahmoodi, N. Modification of activated carbon by the alkaline treatment to remove the dyes from wastewater: Mechanism, isotherm and kinetic. Desalination Water Treat. 2012, 47, 322–333. [Google Scholar] [CrossRef]
- Mahmoodi, N.; Sadeghi, U.; Maleki, A.; Hayati, B.; Najafi, F. Synthesis of cationic polymeric adsorbent and dye removal isotherm, kinetic and thermodynamic. Desalination Water Treat. 2014, 20, 2745–2753. [Google Scholar] [CrossRef]
- Mahmoodi, N. Photocatalytic Degradation of Dyes Using Carbon Nanotube and Titania Nanoparticle. Water Air Soil Pollut. 2013, 224, 1612. [Google Scholar] [CrossRef]
- Oveisi, M.; Alini, M.; Mahmoodi, N. Carbon nanotube based metal-organic framework nanocomposites: Synthesis and their photocatalytic activity for decolorization of colored wastewater. Inorg. Chim. Acta 2019, 487, 169–176. [Google Scholar] [CrossRef]
- Meyer, A.K.P.; Ehimen, E.A.; Holm-Nielsen, J.B. Future European biogas: Animal manure, straw and grass potentials for a sustainable European biogas production. Biomass Bioenergy 2018, 111, 154–164. [Google Scholar] [CrossRef]
- Holm-Nielsen, J.B.; Al Seadi, T.; Oleskowicz-Popiel, P. The future of anaerobic digestion and biogas utilization. Bioresour. Technol. 2009, 100, 5478–5484. [Google Scholar] [CrossRef]
- Battista, F.; Frison, N.; Bolzonella, D. Energy and Nutrients’ Recovery in Anaerobic Digestion of Agricultural Biomass: An Italian Perspective for Future Applications. Energies 2019, 12, 3287. [Google Scholar] [CrossRef]
- Mahmoodi, N.; Hayati, B.; Bahrami, H.; Arami, M. Dye adsorption and desorption properties of Menthapulegium in single and binary systems. J. Appl. Polym. Sci. 2011, 122, 1489–1499. [Google Scholar] [CrossRef]
- Tan, F.; Zhu, Q.; Guo, X.; He, L. Effects of digestate on biomass of a selected energy crop and soil properties. J. Sci. Food Agric. 2021, 101, 927–936. [Google Scholar] [CrossRef]
- Monfet, E.; Aubry, G.; Ramirez, A.A. Nutrient removal and recovery from digestate: A review of the technology. Biofuels 2018, 9, 247–262. [Google Scholar] [CrossRef]
- Logan, M.; Visvanathan, C. Management strategies for anaerobic digestate of organic fraction of municipal solid waste: Current status and future prospects. Waste Manag. Res. 2019, 37, 27–39. [Google Scholar] [CrossRef]
- Li, X.; Guo, J.; Dong, R.; Ahring, B.K.; Zhang, W. Properties of plant nutrient: Comparison of two nutrient recovery techniques using liquid fraction of digestate from anaerobic digester treating pig manure. Sci. Total Environ. 2016, 544, 774–781. [Google Scholar] [CrossRef]
- Vaneeckhaute, C.; Belia, E.; Meers, E.; Tack, F.M.G.; Vanrolleghem, P.A. Nutrient recovery from digested waste: Towards a generic roadmap for setting up an optimal treatment train. Waste Manag. 2018, 78, 385–392. [Google Scholar] [CrossRef]
- Sefeedpari, P.; Pudełko, R.; Jędrejek, A.; Kozak, M.; Borzęcka, M. To What Extent Is Manure Produced, Distributed, and Potentially Available for Bioenergy? A Step toward Stimulating Circular Bio-Economy in Poland. Energies 2020, 13, 6266. [Google Scholar] [CrossRef]
- Maurer, C.; Seiler-Petzold, J.; Schulz, R.; Müller, J. Short-Term Nitrogen Uptake of Barley from Differently Processed Biogas Digestate in Pot Experiments. Energies 2019, 12, 696. [Google Scholar] [CrossRef]
- Jurgutis, L.; Šlepetiene, A.; Šlepetys, J.; Ceseviˇciene, J. Towards a Full Circular Economy in Biogas Plants: Sustainable Management of Digestate for Growing Biomass Feedstocks and Use as Biofertilizer. Energies 2021, 14, 4272. [Google Scholar] [CrossRef]
- Urbanowska, A.; Kabsch-Korbutowicz, M. The Use of Flat Ceramic Membranes for Purification of the Liquid Fraction of the Digestate from Municipal Waste Biogas Plants. Energies 2021, 14, 3947. [Google Scholar] [CrossRef]
- Warsinger, D.M.; Chakraborty, S.; Tow, E.W.; Plumlee, M.H.; Bellona, C.; Loutatidou, S.; Karimi, L.; Mikelonis, A.M.; Achilli, A.; Ghassemi, A.; et al. A review of polymeric membranes and processes for potable water reuse. Prog. Polym. Sci. 2018, 81, 209–237. [Google Scholar] [CrossRef]
- Asif, M.B.; Zhang, Z. Ceramic membrane technology for water and wastewater treatment: A critical review of performance, full-scale applications, membrane fouling and prospects. Chem. Eng. J. 2021, 418, 129481. [Google Scholar] [CrossRef]
- Nasrollahi, N.; Aber, S.; Vatanpour, V.; Mahmoodi, N. The effect of amine functionalization of CuO and ZnO nanoparticles used as additives on the morphology and the permeation properties of polyethersulfone ultrafiltration nanocomposite membranes. Compos. Part B Eng. 2019, 154, 388–409. [Google Scholar] [CrossRef]
- Camilleri-Rumbau, M.S.; Briceño, K.; FjerbækSøtoft, L.; Christensen, K.V.; Roda-Serrat, M.C.; Errico, M.; Norddahl, B. Treatment of Manure and Digestate Liquid Fractions Using Membranes: Opportunities and Challenges. Int. J. Environ. Res. Public Health 2021, 18, 3107. [Google Scholar] [CrossRef] [PubMed]
- He, Z.; Lyu, Z.; Gu, Q.; Zhang, L.; Wang, J. Ceramic-based membranes for water and wastewater treatment. Colloids Surf. A Physicochem. Eng. Asp. 2019, 578, 123513. [Google Scholar] [CrossRef]
- Zou, D.; Fan, Y. State-of-the-art developments in fabricating ceramic membranes with low energy consumption. Ceram. Int. 2021, 47, 14966–14987. [Google Scholar] [CrossRef]
- Kotobuki, M.; Gu, K.; Zhang, L.; Wnag, J. Ceramic-Polymer Composite Membranes for Water and Wastewater Treatment: Bridging the Big Gap between Ceramics and Polymers. Molecules 2021, 26, 3331. [Google Scholar] [CrossRef]
- Kandil, A.A.; Sharief, A.E.M.; Seadh, S.E.; Altai, D.S. Role of humic acid and amino acids in limiting loss of nitrogen fertilizer and increasing productivity of some wheat cultivars grown under newly reclaimed sandy soil. Int. J. Adv. Res. Biol. Sci. 2016, 3, 123–136. Available online: http://s-o-i.org/1.15/ijarbs-2016-3-4-18 (accessed on 16 August 2022).
- Jeon, Y.W.; Kim, H.J.; Cho, Y.H.; Yoo, H.M. Biological Conversion from Slaughter Blood into Amino Acid Liquefied Fertilizer. Int. J. Environ. Sci. Dev. 2013, 4, 509–513. [Google Scholar] [CrossRef]
- Supraja, K.V.; Behera, B.; Balasubramanian, P. Efficacy of microalgal extracts as biostimulants through seed treatment and foliar spray for tomato cultivation. Ind. Crop Prod. 2020, 151, 112453. [Google Scholar] [CrossRef]
- Mógor, Á.F.; Ördög, V.; Pace, G.; Lima, P.; Molnár, Z.; Mógor, G. Biostimulant properties of cyanobacterial hydrolysate related to polyamines. J. Appl. Phycol. 2018, 30, 453–460. [Google Scholar] [CrossRef]
- Mógor, Á.F.; Amatussi, J.D.O.; Mógor, G.; De Lara, G.B. Bioactivity of cyanobacterial biomass related to amino acids induces growth and metabolic changes on seedlings and yield gains of organic red beet. Am. J. Plant Sci. 2018, 9, 966–978. [Google Scholar] [CrossRef] [Green Version]
- Zhan, Y.; Dong, H.; Yin, F.; Yue, C. The combined process of paper filtration and ultrafiltration for the pretreatment of the biogasslurry from swine manure. Int. J. Environ. Res. Public Health 2018, 14, 1894. [Google Scholar] [CrossRef]
- APHA. Standard Methods for the Examination of Water and Wastewater, 19th ed.; American Public Health Association: Washington DC, USA, 1995; ISBN 0-87553-235-7. [Google Scholar]
- Baker, R.W. Membrane Technology and Applications; John Wiley & Sons, Ltd.: Chichester, UK, 2012; ISBN 9780470743720. [Google Scholar]
- Jiraratananon, R.; Chanachai, A. A study of fouling in the ultrafiltration of passion. J. Membr. Sci. 1996, 111, 39–48. [Google Scholar] [CrossRef]
- Świątczak, P.; Cydzik-Kwiatkowska, A.; Zielińska, M. Treatment of Liquid Phase of Digestate from Agricultural Biogas Plant in a System with Aerobic Granules and Ultrafiltration. Water 2019, 11, 104. [Google Scholar] [CrossRef]
- Lee, S.J.; Dilaver, M.; Park, P.K.; Kim, J.H. Comparative analysis of fouling characteristics of ceramic and polymeric microfiltration membranes using filtration models. J. Membr. Sci. 2013, 432, 97–115. [Google Scholar] [CrossRef]
- Rezakazemi, M.; Mirzaei, S.; Asghari, M.; Ivakpour, J. Aluminum oxide nanoparticles for highly efficient asphaltene separation from crude oil using ceramic membrane technology. Oil Gas Sci. Technol. 2017, 72, 34. [Google Scholar] [CrossRef]
- Prochaska, C.; Zouboulis, A. Chapter 4—Wastewater reuse for agricultural irrigation in Greece: Review of guidelines under the prism of the latest European Union’s policy developments. Circ. Econ. Sustain. 2022, 2, 4962. [Google Scholar] [CrossRef]
- European Parliament and Council. Regulation (EU) 2020/741 of the European Parliament and of the Council of 25 May 2020 on Minimum Requirements for Water. 2020. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX%3A32020R0741 (accessed on 30 August 2022).
- Gienau, T.; Brüß, U.; Kraume, M.; Rosenberger, S. Nutrient recovery from anaerobic sludge by membrane filtration: Pilot tests at a 2.5 MWe biogas plant. Int. J. Recycl. Org. Waste Agric. 2018, 7, 325–334. [Google Scholar] [CrossRef]
- Qi, B.; Jiang, X.; Wang, H.; Li, J.; Zhao, Q.; Li, R.; Wang, W. Resource recovery from liquid digestate of swine wastewater by an ultrafiltration membrane bioreactor (UF-MBR) and reverse osmosis (RO) process. Environ. Technol. Innov. 2021, 24, 101830. [Google Scholar] [CrossRef]
- Zielińska, M.; Rusanowska, P.; Zieliński, M.; Dudek, M.; Kazimierowicz, I.; Quattrocelli, P.; Dębowski, M. Liquid fraction of digestate pretreated with membrane filtration for cultivation of Chlorella vulgaris. Waste Manag. 2022, 146, 1–10. [Google Scholar] [CrossRef]
- Fernandes, F.; Silkina, A.; Fuentes-Grünewald, C.; Wood, E.E.; Ndovela, V.L.S.; Oatley-Radcliffe, D.L.; Lovitt, R.W.; Llewellyn, C.A. Valorising nutrient-rich digestate: Dilution, settlement and membrane filtration processing for optimisation as a waste-based media for microalgal cultivation. Waste Manag. 2020, 118, 197–208. [Google Scholar] [CrossRef] [PubMed]
- Sobhi, M.; Han, T.; Stinner, W.; Cui, X.; Sun, H.; Li, B.; Guo, J.; Dong, R.A. Hybrid technology for nutrients recovery as microbial biomass and ammonium sulfate from un-diluted biogas liquid digestate using a modified airlift reactor. J. Clean. Prod. 2020, 267, 121976. [Google Scholar] [CrossRef]
- Whangchai, N.; Ramaraj, R.; Whangchai, K.; Nomura, N.; Pimpimol, T. Innovative biorefinery concept for biogas-based digestate with rice bran protein-rich feed ingredient for tilapia production. Biomass Convers. Biorefinery 2022, 12, 1639–1645. [Google Scholar] [CrossRef]
- Barzee, T.J.; Edalati, A.; El-Mashad, H.; Wang, D.; Scow, K.; Zhang, R. Digestate Biofertilizers Support Similar or Higher Tomato Yields and Quality Than Mineral Fertilizer in a Subsurface Drip Fertigation System. Front. Sustain. Food Syst. 2019, 3, 58. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compact 27 Helix | Ceramic 50 kDa | Ceramic 150 kDa | Ceramic 300 kDa | |
|---|---|---|---|---|
| Cut-off (kDa) | 150 * (30 nm) | 50 | 150 | 300 |
| Material | PVDF | ZrO2 | ZrO2 | ZrO2 |
| Water permeability at 25 °C (L/(h.m2.bar) | 1000 +/− 10% | 252 | 293 | 692 |
| Membrane area per module (m2) | 27 | 0.2 | 0.2 | 0.2 |
| Hydraulic membrane diameter (mm) | 8 | 6 | 6 | 6 |
| Parameter | Kit |
|---|---|
| COD | HACH LCK514 (150–2000 mg/dm3) |
| Soluble Ammonium nitrogen (sNH4-N) | MACHEREY-NAGEL Tube test NANOCOLOR Ammonium 100 (4–80 mg/dm3 NH4-N) |
| Soluble Total Nitrogen (sTN) | HACH LCK138 1–16 mg/dm3 |
| Soluble Nitrate-N (sNO3-N) | HACH LCK339 0.23–13.5 mg/dm3 |
| Soluble Nitrite-N (sNO2-N) | HACH LCK341 0.015–0.6 mg/dm3 |
| Parameter | Unit | Liquid Digestate | Influent UF |
|---|---|---|---|
| pH | 8.16 ± 0.20 | 8.52 ± 0.20 | |
| TS | g/dm3 | 77.13 ± 4.57 | 79.1 ± 5.65 |
| TSS | g/dm3 | 21.05 ± 1.50 | 25.0 ± 1.76 |
| BOD5 | g O2/dm3 | 6.20 ± 0.31 | 3.49 ± 0.15 |
| VS | g/dm3 | 30.10 ± 2.22 | 39.03 ± 2.78 |
| VSS | g/dm3 | 9.32 ± 0.41 | 16.18 ± 1.40 |
| COD | g O2/dm3 | 59.30 ± 1.10 | 23.03 ± 0.62 |
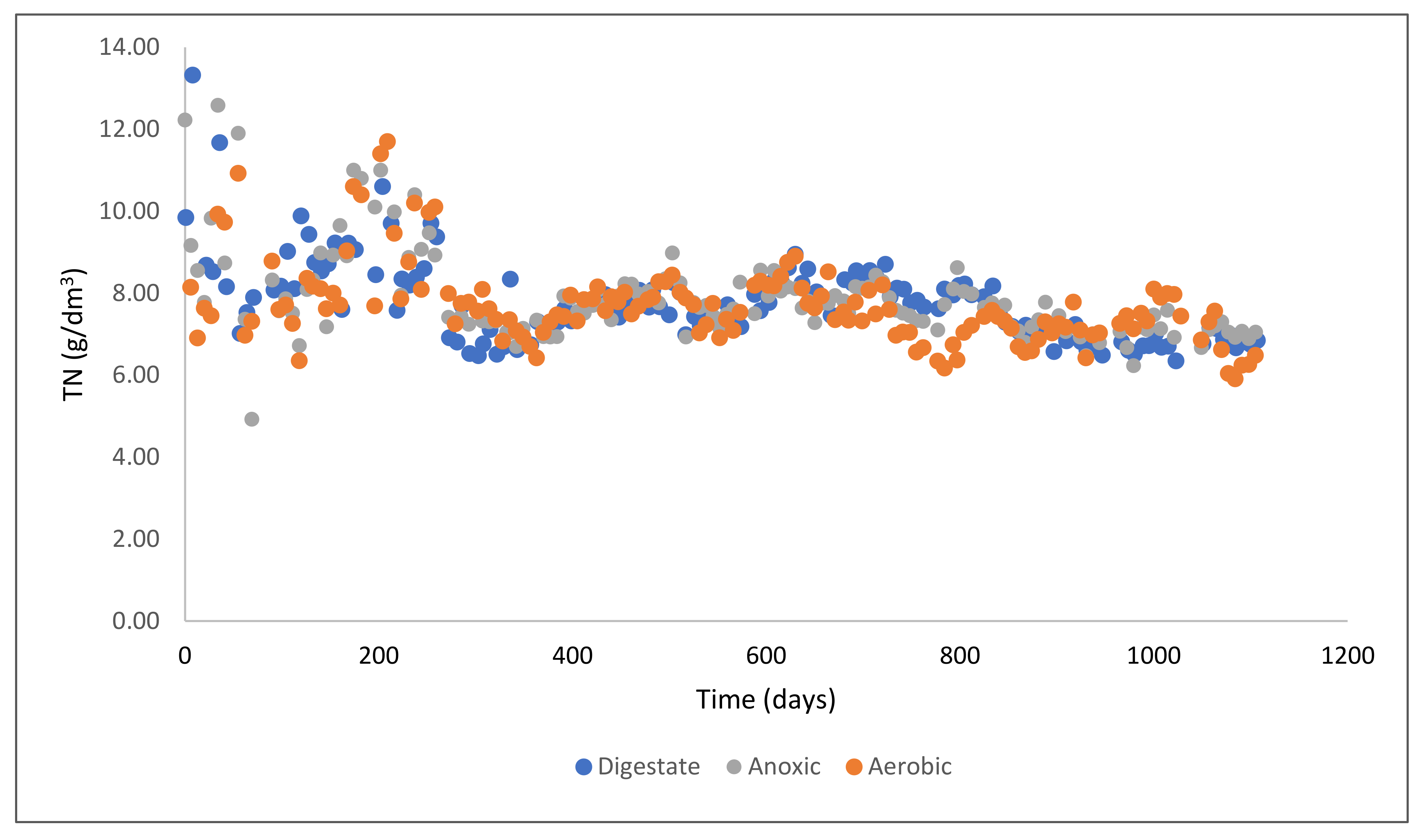
| TN | g/dm3 | 7.8 ± 0.7 | 7.2 ± 0.8 |
| NH4-N | g/dm3 | 5.60 ± 0.22 | 4.25 ± 0.20 |
| NO3-N | mg/dm3 | 117.9 ± 9.5 | 111.5 ± 8.2 |
| NO2-N | mg/dm3 | 11.5 ± 0.8 | 9.4 ± 0.6 |
| MWCO (kg/mol) | Ceramic 50 kDa | Ceramic 150 kDa | Ceramic 300 kDa | Polymeric 30 nm |
|---|---|---|---|---|
| Recirculation (m3/h) | 4.4 | 4.4 | 4.4 | - |
| TMP (bar) | 2.95 | 2.5 | 2.5 | - |
| Permeate flow (dm3/h) | 5.56 | 4.3 | 4.52 | - |
| Flux (LMH) | 27.8 | 21.5 | 22.6 | - |
| TSS inlet (mg/dm3) | 16,000 | 12,750 | 14,500 | - |
| COD permeate (mg/dm3) | 1634 | 1932 | 1530 | 1796 |
| TSS permeate (mg/dm3) | 3.5 | 1.3 | 4 | 2.2 |
| Correlation of Different Parameters to Flux (LMH) | Polymeric UF | Ceramic UF |
|---|---|---|
| TSS | −0.56 | −0.49 |
| TS | 0.34 | 0.14 |
| Temperature | −0.65 | −0.34 |
| Parameter | Unit | UF Effluent | RO Effluent |
|---|---|---|---|
| pH | 8.5 ± 0.2 | 5.4 ± 0.1 | |
| Turbidity | NTU | 14.3 ± 0.1 | 0.23 ± 0.01 |
| TS | g/dm3 | 9.2 ± 0.2 | 0.29 ± 0.09 |
| TSS | mg/dm3 | 12.0 ± 0.7 | 1.0 ± 0.1 |
| BOD5 | mg O2/dm3 | 270 ± 10 | <10 |
| VS | g/dm3 | 1.3 ± 0.1 | 0.03 ± 0.01 |
| VSS | mg/dm3 | 4.0 ± 0.3 | n.d. |
| COD | mg O2/dm3 | 1470 ± 36 | <15 |
| TN | mg/dm3 | 4300 ± 141 | 45.6 ± 2.1 |
| NH4-N | mg/dm3 | 4093 ± 318 | 37.9 ± 3.6 |
| NO3-N | mg/dm3 | 82.0 ± 7.3 | 3.9 ± 0.4 |
| NO2-N | mg/dm3 | 46.0 ± 4.1 | 2.8 ± 0.3 |
| Total Coliforms | Most Probable Number (MPN) | n.d. | n.d. |
| E. coli | Most Probable Number (MPN) | n.d. | n.d. |
| Amino Acid | Solid Fertilizer (g/kg) | Liquid Fertilizer (g/kg) |
|---|---|---|
| Lysine | 4.93 | 1.22 |
| Arginine | 5.35 | 0.73 |
| Histidine | 0.45 | 0.12 |
| Glycine | 4.85 | 1.14 |
| Serine | 5.48 | 0.79 |
| Alanine | 7.52 | 1.72 |
| Threonine | 5.23 | 0.89 |
| Glutamic Acid | 10.9 | 2.05 |
| Aspartic Acid | 13.1 | 2.36 |
| Proline | 6.06 | 0.95 |
| Valine | 6.01 | 1.12 |
| Methionine | <0.1 | 0.16 |
| Tyrosine | 2.08 | 0.77 |
| Isoleucine | 3.61 | 0.99 |
| Leucine | 7.12 | 1.31 |
| Phenylalanine | 4.44 | 1.12 |
| Tryptophane | - | 0.14 |
| Total Amino Acids | 87.1 | 17.6 |
| Parameter | Value |
|---|---|
| TN | 1.1% w/w |
| pH | 8.0–8.9 |
| TOC | 2.6% w/w |
| Calcium | 0.6% w/w |
| Phosphorus | 0.1% w/w |
| Potassium | 0.17% w/w |
| Zinc | 510 mg/kg |
| Magnesium | 230 mg/kg |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yfantis, A.; Yfantis, N.; Angelakopoulou, T.; Giannakakis, G.; Michelet, F.; Dokianakis, S.; Vasilaki, E.; Katsarakis, N. Industrial Pilot for Assessment of Polymeric and Ceramic Membrane Efficiency in Treatment of Liquid Digestate from Biogas Power Plant. Energies 2022, 15, 6574. https://doi.org/10.3390/en15186574
Yfantis A, Yfantis N, Angelakopoulou T, Giannakakis G, Michelet F, Dokianakis S, Vasilaki E, Katsarakis N. Industrial Pilot for Assessment of Polymeric and Ceramic Membrane Efficiency in Treatment of Liquid Digestate from Biogas Power Plant. Energies. 2022; 15(18):6574. https://doi.org/10.3390/en15186574
Chicago/Turabian StyleYfantis, Alexandros, Nikos Yfantis, Triantafyllia Angelakopoulou, George Giannakakis, Fabien Michelet, Spyros Dokianakis, Evangelia Vasilaki, and Nikos Katsarakis. 2022. "Industrial Pilot for Assessment of Polymeric and Ceramic Membrane Efficiency in Treatment of Liquid Digestate from Biogas Power Plant" Energies 15, no. 18: 6574. https://doi.org/10.3390/en15186574