Low Chlorine Fuel Pellets Production from the Mixture of Hydrothermally Treated Hospital Solid Waste, Pyrolytic Plastic Waste Residue and Biomass

 ,
, 
Abstract
:
1. Introduction
2. Materials and Methods
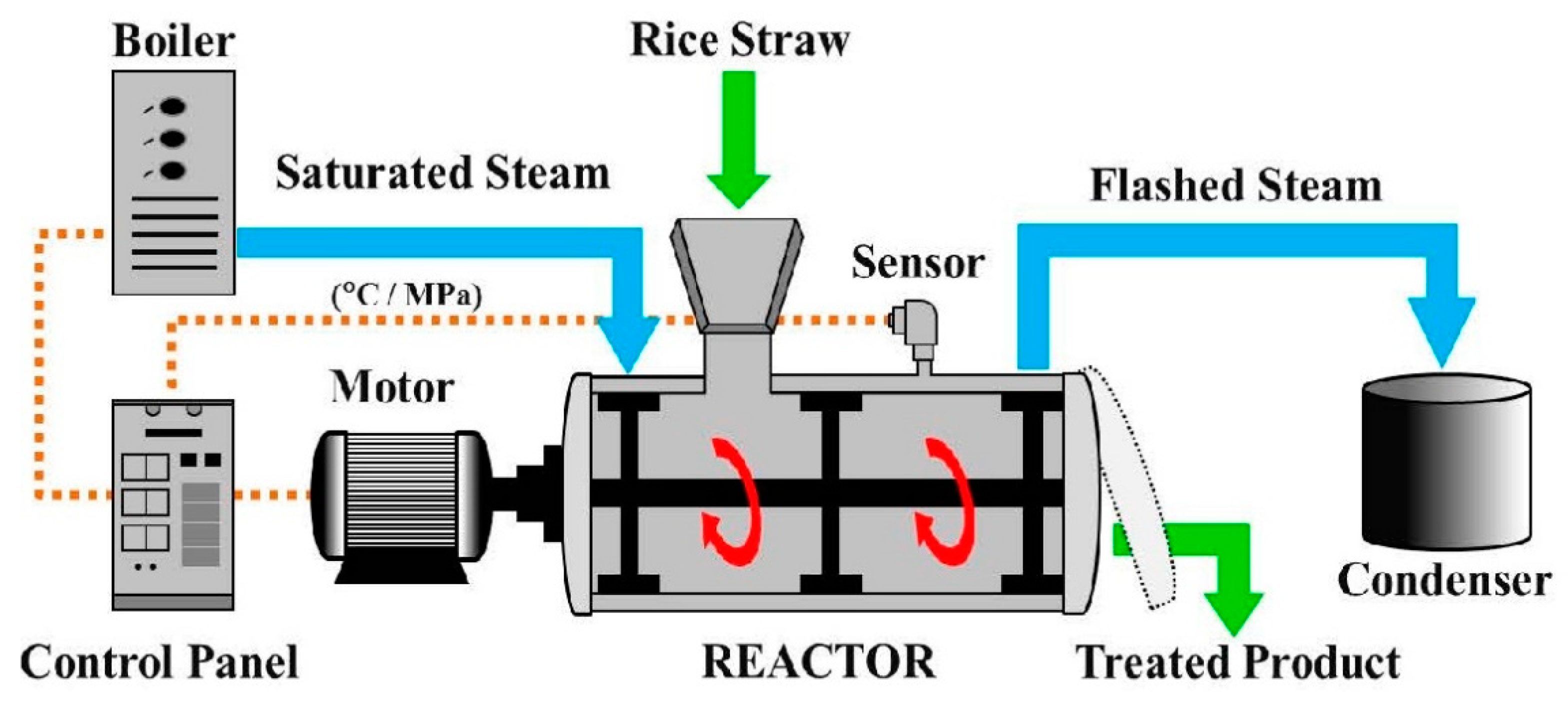
2.1. Experimental Procedure of HT and Pyrolysis
2.2. Feedstock Characterization and Preparation
2.3. Mixing Ratios of Different Samples
2.4. Pellet Production Process
2.5. Tests for Pellet Properties
2.5.1. Pellet Dimensions
2.5.2. Bulk Density
2.5.3. Fine Particle Content
2.5.4. Pellet Durability
2.5.5. Ash Content
2.5.6. Gross Calorific Value
2.5.7. Physicochemical Characteristics
3. Results and Discussion
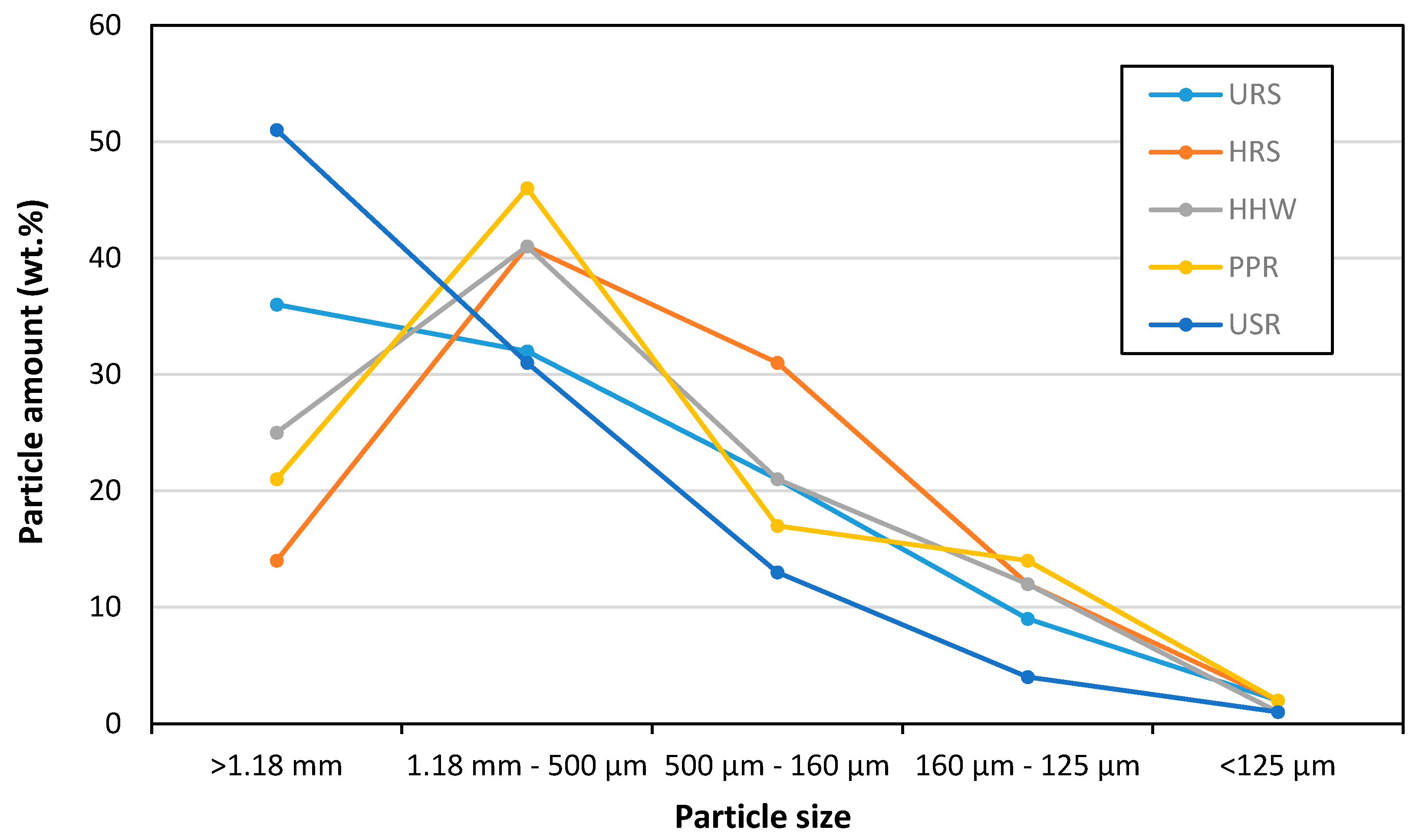
3.1. Particle Size Reduction and Distribution
3.2. Analyses of Pellet Properties
3.2.1. Pellet Density
3.2.2. Aspect Ratio of Pellets
3.2.3. Pellet Strength
3.2.4. Ash Content
3.2.5. Gross Calorific Value
3.2.6. Physicochemical Characteristics
3.2.7. Energetic Biomass Utilization Efficiency
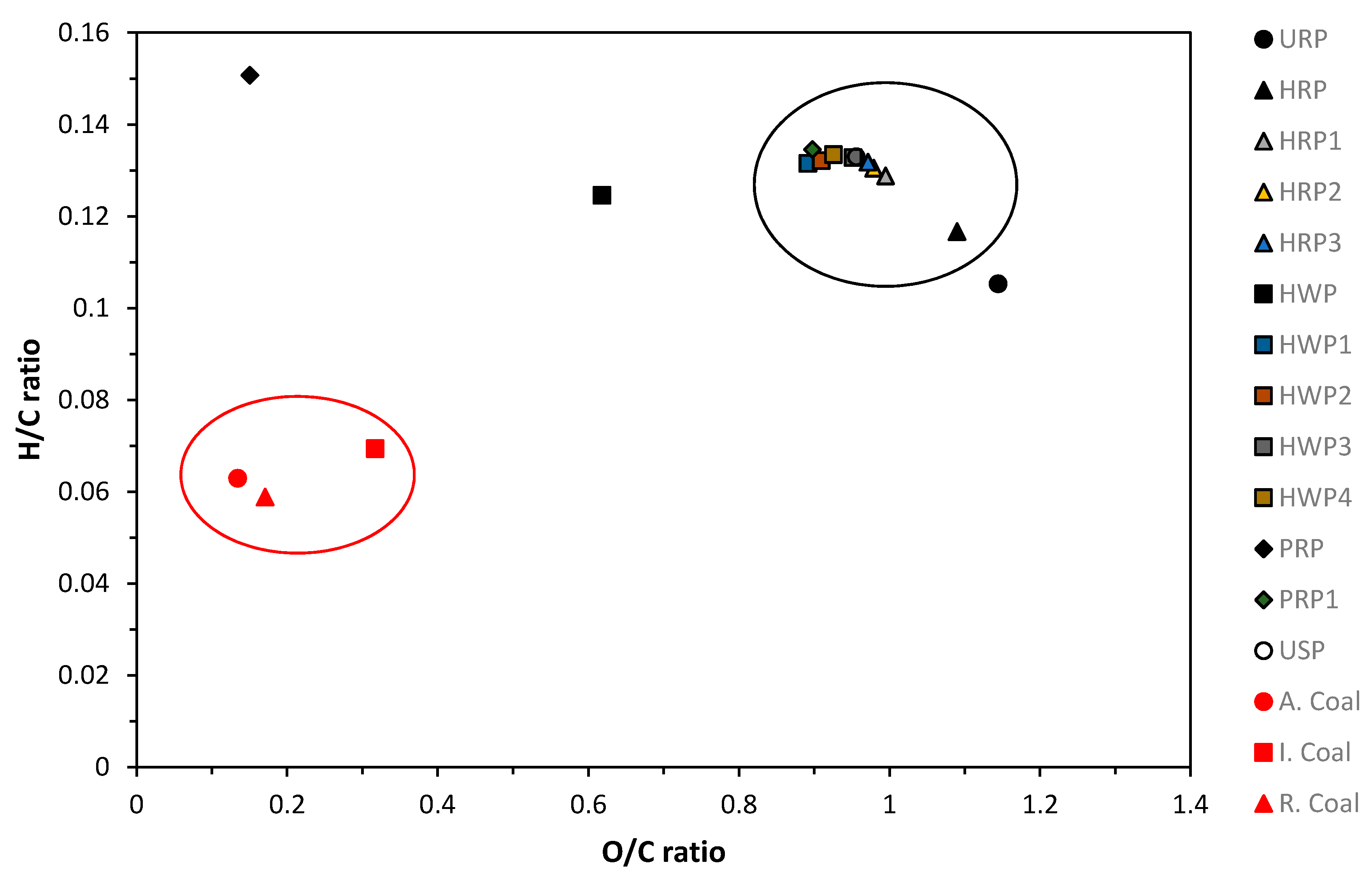
3.3. Comparison of Fuel Pellet Quality with Coal
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| ρb | Bulk density (kg/m3) |
| ρu | Unit density (kg/m3) |
| Ar | Aspect ratio |
| AC | Ash content |
| ASTM | American society for testing and materials |
| BUEE | Energetic biomass utilization efficiency |
| EN | European standards |
| FC | Fixed carbon |
| GCV | Gross calorific value |
| HHW | Hydrothermally treated hospital solid waste |
| HRP | Pellet made of 100 wt% hydrothermally treated rice straw |
| HRP1 | Pellet made of 28.60 wt% hydrothermally treated rice straw and 71.40 wt% untreated Sakhalin fir residue |
| HRP2 | Pellet made of 16.70 wt% hydrothermally treated rice straw and 83.30 wt% untreated Sakhalin fir residue |
| HRP3 | Pellet made of 10.50 wt% hydrothermally treated rice straw and 89.50 wt% untreated Sakhalin fir residue |
| HRS | Hydrothermally treated rice straw |
| HT | Hydrothermal treatment |
| HWP | Pellet made of 100 wt% hydrothermally treated hospital solid waste |
| HWP1 | Pellet made of 16.70 wt% hydrothermally treated hospital solid waste and 83.30 wt% untreated Sakhalin fir residue |
| HWP2 | Pellet made of 12.20 wt% hydrothermally treated hospital solid waste and 87.80 wt% untreated Sakhalin fir residue |
| HWP3 | Pellet made of 1.50 wt% hydrothermally treated hospital solid waste and 98.50 wt% untreated Sakhalin fir residue |
| HWP4 | Pellet made of 1.00 wt% hydrothermally treated hospital solid waste and 99.00 wt% untreated Sakhalin fir residue |
| MC | Moisture content |
| PPR | Pyrolytic plastic waste residue |
| PRP | Pellet made of 100 wt% pyrolytic plastic waste residue |
| PRP1 | Pellet made of 4.76 wt% pyrolytic plastic waste residue and 95.24 wt% untreated Sakhalin fir residue |
| URS | Untreated rice straw |
| URP | Pellet made of 100 wt% untreated rice straw |
| USR | Untreated Sakhalin fir residue |
| USP | Pellet made of 100 wt% untreated Sakhalin fir residue |
| VM | Volatile matter |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sorts | Samples | Major Constituent | wt% | ||||||
|---|---|---|---|---|---|---|---|---|---|
| C | H | O* | N | S | Cl | Si | |||
| Plastic | Tube for transfusion | PVC | 50.87 | 7.06 | 7.56 | ND | 0.46 | 34.05 | – |
| Sample collector for urine | PVC | 42.81 | 5.95 | 3.12 | ND | 0.73 | 47.39 | – | |
| One-off medical glove | LDPE | 86.19 | 13.41 | 0.40 | ND | ND | – | – | |
| Rubber | Operating glove | Natural rubber | 86.06 | 10.27 | 2.04 | 0.42 | 1.04 | – | 0.17 |
| Catheter | Natural rubber, CaCO3 | 43.86 | 5.79 | 48.45 | 0.35 | 1.23 | – | 0.32 | |
| Cellulosic | Cotton swabs | Cellulose, hemicellulose, lignin | 46.26 | 6.43 | 47.09 | ND | 0.22 | – | – |
| Toilet paper | 41.63 | 5.71 | 52.35 | ND | 0.31 | – | – | ||
| Gauze | 42.51 | 6.35 | 51.01 | ND | 0.13 | – | – | ||
| Absorbent cotton | 42.90 | 6.69 | 50.19 | ND | 0.22 | – | – | ||
| Protein | Absorbable catgut suture | Collagen | 43.16 | 7.60 | 34.85 | 13.59 | 0.80 | – | – |
| Muscle of white rat | Actin, myosin | 50.08 | 7.36 | 28.44 | 12.81 | 1.31 | – | – | |
| Synthetic fibre | Filling of dressing | PVA | 54.50 | 5.18 | 40.16 | ND | 0.16 | – | – |
References
- Esen, M.; Yuksel, T. Experimental evaluation of using various renewable energy sources for heating a greenhouse. Energy Build. 2013, 65, 340–351. [Google Scholar] [CrossRef]
- Ohm, T.-I.; Chae, J.-S.; Kim, J.-K.; Oh, S.-C. Study on the characteristics of biomass for co-combustion in coal power plant. J. Mater. Cycles Waste Manag. 2015, 17, 249–257. [Google Scholar] [CrossRef]
- Nunes, L.; Matias, J.; Catalão, J. Mixed biomass pellets for thermal energy production: A review of combustion models. Appl. Energy 2014, 127, 135–140. [Google Scholar] [CrossRef]
- Yılmaz, S.; Selim, H. A review on the methods for biomass to energy conversion systems design. Renew. Sustain. Energy Rev. 2013, 25, 420–430. [Google Scholar] [CrossRef]
- Hall, D.; Scrase, J. Will biomass be the environmentally friendly fuel of the future? Biomass Bioenergy 1998, 15, 357–367. [Google Scholar] [CrossRef]
- Jidrada, P.; Sua-iam, G.; Chatveera, B.; Makul, N. Recycling of combined coal-biomass ash from electric power plant waste as a cementitious material: Characteristics and improvement. J. Mater. Cycles Waste Manag. 2016, 18, 527–540. [Google Scholar] [CrossRef]
- Pa, A.; Bi, X.; Sokhansanj, S. Evaluation of wood pellet application for residential heating in British Columbia based on a streamlined life cycle analysis. Biomass Bioenergy 2013, 49, 109–122. [Google Scholar] [CrossRef]
- Saidur, R.; Abdelaziz, E.; Demirbas, A.; Hossain, M.; Mekhilef, S. A review on biomass as a fuel for boilers. Renew. Sustain. Energy Rev. 2011, 15, 2262–2289. [Google Scholar] [CrossRef]
- Singh, R.; Prakash, A.; Balagurumurthy, B.; Singh, R.; Saran, S.; Bhaskar, T. Hydrothermal liquefaction of agricultural and forest biomass residue: Comparative study. J. Mater. Cycles Waste Manag. 2015, 17, 442–452. [Google Scholar] [CrossRef]
- McKendry, P. Energy production from biomass (part 1): Overview of biomass. Bioresour. Technol. 2002, 83, 37–46. [Google Scholar] [CrossRef]
- Hellebrand, H. Emission of nitrous oxide and other trace gases during composting of grass and green waste. J. Agric. Eng. Res. 1998, 69, 365–375. [Google Scholar] [CrossRef]
- Gil, M.V.; Oulego, P.; Casal, M.; Pevida, C.; Pis, J.; Rubiera, F. Mechanical durability and combustion characteristics of pellets from biomass blends. Bioresour. Technol. 2010, 101, 8859–8867. [Google Scholar] [CrossRef] [PubMed]
- Petrou, E.C.; Pappis, C.P. Biofuels: A survey on pros and cons. Energy Fuels 2009, 23, 1055–1066. [Google Scholar] [CrossRef]
- García, R.; Gil, M.V.; González-Vá>zquez, M.P.; Rubiera, F.; Pevida, C. Biomass Pelletization: Contribution to Renewable Power Generation Scenarios. In Production of Materials from Sustainable Biomass Resources; Springer: Singapore, 2019; pp. 269–294. [Google Scholar]
- Pradhan, P.; Mahajani, S.M.; Arora, A. Production and utilization of fuel pellets from biomass: A review. Fuel Process. Technol. 2018, 181, 215–232. [Google Scholar] [CrossRef]
- Kambo, H.S.; Dutta, A. Strength, storage, and combustion characteristics of densified lignocellulosic biomass produced via torrefaction and hydrothermal carbonization. Appl. Energy 2014, 135, 182–191. [Google Scholar] [CrossRef]
- Lu, X.; Jordan, B.; Berge, N.D. Thermal conversion of municipal solid waste via hydrothermal carbonization: Comparison of carbonization products to products from current waste management techniques. Waste Manag. 2012, 32, 1353–1365. [Google Scholar] [CrossRef]
- Libra, J.A.; Ro, K.S.; Kammann, C.; Funke, A.; Berge, N.D.; Neubauer, Y.; Titirici, M.-M.; Fühner, C.; Bens, O.; Kern, J. Hydrothermal carbonization of biomass residuals: A comparative review of the chemistry, processes and applications of wet and dry pyrolysis. Biofuels 2011, 2, 71–106. [Google Scholar] [CrossRef]
- Liu, Z.; Balasubramanian, R. Upgrading of waste biomass by hydrothermal carbonization (HTC) and low temperature pyrolysis (LTP): A comparative evaluation. Appl. Energy 2014, 114, 857–864. [Google Scholar] [CrossRef]
- Liu, Z.; Quek, A.; Balasubramanian, R. Preparation and characterization of fuel pellets from woody biomass, agro-residues and their corresponding hydrochars. Appl. Energy 2014, 113, 1315–1322. [Google Scholar] [CrossRef]
- Kong, L.; Tian, S.; He, C.; Du, C.; Tu, Y.; Xiong, Y. Effect of waste wrapping paper fiber as a “solid bridge” on physical characteristics of biomass pellets made from wood sawdust. Appl. Energy 2012, 98, 33–39. [Google Scholar] [CrossRef]
- Lam, P.S.; Sokhansanj, S.; Bi, X.; Lim, C.J.; Melin, S. Energy input and quality of pellets made from steam-exploded Douglas fir (Pseudotsuga menziesii). Energy Fuels 2011, 25, 1521–1528. [Google Scholar] [CrossRef]
- Cao, L.; Yuan, X.; Li, H.; Li, C.; Xiao, Z.; Jiang, L.; Huang, B.; Xiao, Z.; Chen, X.; Wang, H. Complementary effects of torrefaction and co-pelletization: Energy consumption and characteristics of pellets. Bioresour. Technol. 2015, 185, 254–262. [Google Scholar] [CrossRef] [PubMed]
- Li, H.; Jiang, L.-B.; Li, C.-Z.; Liang, J.; Yuan, X.-Z.; Xiao, Z.-H.; Xiao, Z.-H.; Wang, H. Co-pelletization of sewage sludge and biomass: The energy input and properties of pellets. Fuel Process. Technol. 2015, 132, 55–61. [Google Scholar] [CrossRef]
- Jiang, L.; Yuan, X.; Xiao, Z.; Liang, J.; Li, H.; Cao, L.; Wang, H.; Chen, X.; Zeng, G. A comparative study of biomass pellet and biomass-sludge mixed pellet: Energy input and pellet properties. Energy Convers. Manag. 2016, 126, 509–515. [Google Scholar] [CrossRef]
- Yilmaz, E.; Wzorek, M.; Akcay, S. Co-pelletization of sewage sludge and agricultural wastes. J. Environ. Manag. 2018, 216, 169–175. [Google Scholar] [CrossRef]
- Jiang, L.; Liang, J.; Yuan, X.; Li, H.; Li, C.; Xiao, Z.; Huang, H.; Wang, H.; Zeng, G. Co-pelletization of sewage sludge and biomass: The density and hardness of pellet. Bioresour. Technol. 2014, 166, 435–443. [Google Scholar] [CrossRef]
- Wang, T.; Zhai, Y.; Li, H.; Zhu, Y.; Li, S.; Peng, C.; Wang, B.; Wang, Z.; Xi, Y.; Wang, S. Co-hydrothermal carbonization of food waste-woody biomass blend towards biofuel pellets production. Bioresour. Technol. 2018, 267, 371–377. [Google Scholar] [CrossRef]
- Hamzah, N.; Tokimatsu, K.; Yoshikawa, K. Solid Fuel from Oil Palm Biomass Residues and Municipal Solid Waste by Hydrothermal Treatment for Electrical Power Generation in Malaysia: A Review. Sustainability 2019, 11, 1060. [Google Scholar] [CrossRef]
- Kruse, A.; Dinjus, E. Hot compressed water as reaction medium and reactant: Properties and synthesis reactions. J. Supercrit. Fluids 2007, 39, 362–380. [Google Scholar] [CrossRef]
- Syamsiro, M.; Saptoadi, H.; Norsujianto, T.; Noviasri, P.; Cheng, S.; Alimuddin, Z.; Yoshikawa, K. Fuel oil production from municipal plastic wastes in sequential pyrolysis and catalytic reforming reactors. Energy Procedia 2014, 47, 180–188. [Google Scholar] [CrossRef]
- Kim, D.; Yoshikawa, K.; Lee, K.; Park, K.Y. Investigation of the combustion characteristics of municipal solid wastes and their hydrothermally treated products via thermogravimetric analysis. J. Mater. Cycles Waste Manag. 2015, 17, 258–265. [Google Scholar] [CrossRef]
- Handbook for the Certification of Wood Pellets for Heating Purpose; European Pellet Council: Brussels, Belgium, 2013; pp. 1–43.
- Adapa, P.; Singh, A.; Schoenau, G.; Tabil, L. Pellet hardness-pelleting characteristics of fractionated alfalfa grinds: Hardness models. Powder Handl. Process. 2006, 18, 294–299. [Google Scholar]
- Mahapatra, A.; Harris, D.; Durham, D.; Lucas, S.; Terrill, T.; Kouakou, B.; Kannan, G. Effects of moisture change on the physical and thermal properties of sericea lespedeza pellets. Int. Agric. Eng. J. 2010, 19, 23–29. [Google Scholar]
- Colley, Z.; Fasina, O.; Bransby, D.; Lee, Y. Moisture effect on the physical characteristics of switchgrass pellets. Trans. ASABE 2006, 49, 1845–1851. [Google Scholar] [CrossRef]
- Lehtikangas, P. Quality properties of pelletised sawdust, logging residues and bark. Biomass Bioenergy 2001, 20, 351–360. [Google Scholar] [CrossRef]
- Liu, Z.; Fei, B.; Jiang, Z.; Cai, Z.; Yu, Y. The properties of pellets from mixing bamboo and rice straw. Renew. Energy 2013, 55, 1–5. [Google Scholar] [CrossRef]
- Llorente, M.F.; García, J.C. Suitability of thermo-chemical corrections for determining gross calorific value in biomass. Thermochim. Acta 2008, 468, 101–107. [Google Scholar] [CrossRef]
- MacBain, R. Pelleting Animal Feed; American Feed Manufacturers Association: Arlington, VA, USA, 1966. [Google Scholar]
- Shaw, M.D. Feedstock and Process Variables Influencing Biomass Densification. Ph.D. Thesis, University of Saskatchewan, Saskatoon, SK, Canada, 2008. [Google Scholar]
- Payne, J. Improving quality of pellet feeds. Milling Feed Fert. 1978, 162, 34–41. [Google Scholar]
- Payne, J.D. Troubleshooting the Pelleting Process; American Soybean Association: St. Louis, MO, USA, 1997. [Google Scholar]
- Kaliyan, N.; Morey, R.V. Densification characteristics of corn stover and switchgrass. Trans. ASABE 2009, 52, 907–920. [Google Scholar] [CrossRef]
- Filbakk, T.; Skjevrak, G.; Høibø, O.; Dibdiakova, J.; Jirjis, R. The influence of storage and drying methods for Scots pine raw material on mechanical pellet properties and production parameters. Fuel Process. Technol. 2011, 92, 871–878. [Google Scholar] [CrossRef]
- Fasina, O. Physical properties of peanut hull pellets. Bioresour. Technol. 2008, 99, 1259–1266. [Google Scholar] [CrossRef] [PubMed]
- Demirbaş, A. Physical properties of briquettes from waste paper and wheat straw mixtures. Energy Convers. Manag. 1999, 40, 437–445. [Google Scholar] [CrossRef]
- Kaliyan, N.; Morey, R.V. Factors affecting strength and durability of densified biomass products. Biomass Bioenergy 2009, 33, 337–359. [Google Scholar] [CrossRef]
- Chen, L.; Xing, L.; Han, L. Renewable energy from agro-residues in China: Solid biofuels and biomass briquetting technology. Renew. Sustain. Energy Rev. 2009, 13, 2689–2695. [Google Scholar] [CrossRef]
- Jiang, L.-B.; Yuan, X.-Z.; Li, H.; Chen, X.-H.; Xiao, Z.-H.; Liang, J.; Leng, L.-J.; Guo, Z.; Zeng, G.-M. Co-pelletization of sewage sludge and biomass: Thermogravimetric analysis and ash deposits. Fuel Process. Technol. 2016, 145, 109–115. [Google Scholar] [CrossRef]
- Iffland, K.; Sherwood, J.; Carus, M.; Farmer, T.; Clark, J.; Patel, K. Definition, Calculation and Comparison of the “Biomass Utilization Efficiency (BUE)” of Various Bio-based Chemicals, Polymers and Fuels; Nova-Institut GmbH: Huerth, Germany, 2015. [Google Scholar]
- Wang, H.; Dlugogorski, B.Z.; Kennedy, E.M. Experimental study on low-temperature oxidation of an Australian coal. Energy Fuels 1999, 13, 1173–1179. [Google Scholar] [CrossRef]
- Li, X.; Rathnam, R.K.; Yu, J.; Wang, Q.; Wall, T.; Meesri, C. Pyrolysis and combustion characteristics of an Indonesian low-rank coal under O2/N2 and O2/CO2 conditions. Energy Fuels 2009, 24, 160–164. [Google Scholar] [CrossRef]
- Fryda, L.; Sobrino, C.; Cieplik, M.; Van de Kamp, W. Study on ash deposition under oxyfuel combustion of coal/biomass blends. Fuel 2010, 89, 1889–1902. [Google Scholar] [CrossRef] [Green Version]
- Deng, N.; Zhang, Y.-F.; Wang, Y. Thermogravimetric analysis and kinetic study on pyrolysis of representative medical waste composition. Waste Manag. 2008, 28, 1572–1580. [Google Scholar] [CrossRef]




| Feedstock | Proximate Analysis (wt%) | Ultimate Analysis (wt%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| MC | VM | FC | AC | C | H | N | O | Cl | S | ||
| URS | 15.20 | 63.44 | 5.06 | 16.30 | 43.80 | 4.61 | 0.82 | 50.13 | 0.02 | 0.04 | |
| HRS | 6.80 | 73.68 | 6.62 | 12.90 | 44.91 | 5.24 | 0.14 | 48.94 | 0.01 | 0.04 | |
| HHW | 3.20 | 86.99 | 5.21 | 4.60 | 56.77 | 7.07 | 0.64 | 35.09 | 0.40 | 0.01 | |
| PPR | 4.80 | 80.10 | 9.35 | 5.30 | 76.30 | 11.50 | 0.26 | 11.47 | 0.33 | 0.02 | |
| USR | 10.90 | 81.17 | 7.63 | 0.30 | 47.40 | 6.30 | 0.31 | 45.32 | 0.02 | 0.03 | |
| Pellet Type | Composition |
|---|---|
| URP | 100 wt% URS |
| HRP | 100 wt% HRS |
| HRP1 | 28.60 wt% HRS and 71.40 wt% USR |
| HRP2 | 16.70 wt% HRS and 83.30 wt% USR |
| HRP3 | 10.50 wt% HRS and 89.50 wt% USR |
| HWP | 100 wt% HHW |
| HWP1 | 16.70 wt% HHW and 83.30 wt% USR |
| HWP2 | 12.20 wt% HHW and 87.80 wt% USR |
| HWP3 | 1.50 wt% HHW and 98.50 wt% USR |
| HWP4 | 1.00 wt% HHW and 99.00 wt% USR |
| PRP | 100 wt% PPR |
| PRP1 | 4.76 wt% PPR and 95.24 wt% USR |
| USP | 100 wt% USR |
| Property | Unit | ENplus-A1 | ENplus-A2 | EN-B |
|---|---|---|---|---|
| Diameter | mm | 6 or 8 | ||
| Length | mm | 3.15 ≤ L ≤ 40 (3) | ||
| Moisture content | wt% (1) | ≤ 10 | ||
| Ash content | wt% (2) | ≤0.7 | ≤1.5 | ≤ 3.0 |
| Mechanical durability | wt% (1) | ≥97.5 (4) | ≥96.5 (4) | |
| Fine particles (<3.15 mm) | wt% (1) | <1 | ||
| Net calorific value | MJ/kg (1) | 16.5 ≤ Q ≤ 19 | 16.3 ≤ Q ≤ 19 | 16.0 ≤ Q ≤ 19 |
| Bulk density | kg/m3 | ≥600 | ||
| Nitrogen content | wt% (2) | ≤0.3 | ≤0.5 | ≤1.0 |
| Sulfur content | wt% (2) | ≤0.03 | ≤0.04 | |
| Chlorine content | wt% (2) | ≤0.02 | ≤0.03 | |
| Pellet Type | Ar | ρu (kg/m3) | ρb (kg/m3) | Pf (wt%) | Pd (wt%) |
|---|---|---|---|---|---|
| URP | 2.67 | 1150 | 540 | 0.27 | 91.10 |
| HRP | 2.31 | 1250 | 608 | 0.37 | 93.40 |
| HRP1 | 2.26 | 1271 | 702 | 0.26 | 96.50 |
| HRP2 | 2.39 | 1275 | 718 | 0.24 | 96.60 |
| HRP3 | 2.41 | 1177 | 726 | 0.30 | 96.80 |
| HWP | 3.28 | 1030 | 340 | 0.36 | 92.50 |
| HWP1 | 3.21 | 1238 | 673 | 0.22 | 98.20 |
| HWP2 | 3.19 | 1250 | 692 | 0.21 | 97.90 |
| HWP3 | 2.31 | 1276 | 734 | 0.21 | 98.10 |
| HWP4 | 2.24 | 1279 | 737 | 0.20 | 97.90 |
| PRP | 4.17 | 1090 | 457 | 0.23 | 96.20 |
| PRP1 | 3.67 | 1271 | 727 | 0.19 | 98.30 |
| USP | 2.18 | 1280 | 740 | 0.18 | 97.60 |
| Pellets | Proximate Analysis (wt%) | Ultimate Analysis (wt%) | GCV (MJ/kg) | BUEE (in%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| MC | VM | FC | AC | C | H | N | O | Cl | S | ||||
| URP | 13.70 | 64.58 | 5.15 | 16.3 | 43.80 | 4.61 | 0.82 | 50.13 | 0.02 | 0.04 | 13.40 | 99.11 | |
| HRP | 6.10 | 74.26 | 6.67 | 12.9 | 44.91 | 5.24 | 0.14 | 48.94 | 0.01 | 0.04 | 18.50 | 99.30 | |
| HRP1 | 8.75 | 79.88 | 7.42 | 3.90 | 46.60 | 6.00 | 0.26 | 46.36 | 0.02 | 0.03 | 19.95 | 98.79 | |
| HRP2 | 9.18 | 80.82 | 7.54 | 2.40 | 46.90 | 6.12 | 0.28 | 45.92 | 0.02 | 0.03 | 20.25 | 99.01 | |
| HRP3 | 9.41 | 81.31 | 7.61 | 1.62 | 47.05 | 6.20 | 0.30 | 45.70 | 0.02 | 0.03 | 20.40 | 99.07 | |
| HWP | 2.90 | 87.25 | 5.23 | 4.60 | 56.77 | 7.07 | 0.64 | 35.09 | 0.40 | 0.01 | 28.30 | 99.47 | |
| HWP1 | 8.65 | 82.99 | 7.30 | 1.02 | 48.90 | 6.43 | 0.37 | 43.62 | 0.09 | 0.03 | 21.90 | 99.12 | |
| HWP2 | 8.96 | 82.76 | 7.42 | 0.82 | 48.45 | 6.40 | 0.35 | 44.07 | 0.07 | 0.03 | 21.55 | 99.08 | |
| HWP3 | 9.70 | 82.21 | 7.68 | 0.36 | 47.45 | 6.30 | 0.31 | 45.17 | 0.03 | 0.03 | 20.75 | 99.12 | |
| HWP4 | 9.75 | 82.11 | 7.74 | 0.35 | 47.60 | 6.35 | 0.30 | 44.07 | 0.02 | 0.03 | 20.60 | 98.58 | |
| PRP | 4.30 | 80.50 | 9.40 | 5.30 | 76.30 | 11.5 | 0.26 | 11.47 | 0.33 | 0.02 | 22.70 | 99.34 | |
| PRP1 | 9.54 | 82.07 | 7.80 | 0.54 | 48.68 | 6.55 | 0.30 | 43.70 | 0.03 | 0.03 | 20.70 | 98.96 | |
| USP | 9.80 | 82.15 | 7.72 | 0.30 | 47.40 | 6.30 | 0.31 | 45.32 | 0.02 | 0.03 | 20.60 | 98.94 | |
| A. Coal | 5.20 | 40.30 | 27.90 | 26.00 | 81.10 | 5.10 | 2.10 | 10.90 | ND | 0.80 | 32.84 | - | |
| I. Coal | 9.60 | 43.70 | 42.40 | 4.30 | 67.80 | 4.70 | 0.92 | 21.50 | ND | 0.25 | 25.83 | - | |
| R. Coal | 3.40 | 39.00 | 42.70 | 14.90 | 68.00 | 4.00 | 0.87 | 11.60 | ND | 0.35 | 27.80 | - | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alam, M.T.; Lee, J.-S.; Lee, S.-Y.; Bhatta, D.; Yoshikawa, K.; Seo, Y.-C. Low Chlorine Fuel Pellets Production from the Mixture of Hydrothermally Treated Hospital Solid Waste, Pyrolytic Plastic Waste Residue and Biomass. Energies 2019, 12, 4390. https://doi.org/10.3390/en12224390
Alam MT, Lee J-S, Lee S-Y, Bhatta D, Yoshikawa K, Seo Y-C. Low Chlorine Fuel Pellets Production from the Mixture of Hydrothermally Treated Hospital Solid Waste, Pyrolytic Plastic Waste Residue and Biomass. Energies. 2019; 12(22):4390. https://doi.org/10.3390/en12224390
Chicago/Turabian StyleAlam, Md Tanvir, Jang-Soo Lee, Sang-Yeop Lee, Dhruba Bhatta, Kunio Yoshikawa, and Yong-Chil Seo. 2019. "Low Chlorine Fuel Pellets Production from the Mixture of Hydrothermally Treated Hospital Solid Waste, Pyrolytic Plastic Waste Residue and Biomass" Energies 12, no. 22: 4390. https://doi.org/10.3390/en12224390
APA StyleAlam, M. T., Lee, J.-S., Lee, S.-Y., Bhatta, D., Yoshikawa, K., & Seo, Y.-C. (2019). Low Chlorine Fuel Pellets Production from the Mixture of Hydrothermally Treated Hospital Solid Waste, Pyrolytic Plastic Waste Residue and Biomass. Energies, 12(22), 4390. https://doi.org/10.3390/en12224390