1. Introduction
Combustion engines are widely used in vehicles as a result of their high thermal efficiency, high reliability, and good fuel economy. However, the high particulate matter (PM) emissions generated by diesel/gasoline engines constitute an important issue worldwide, as such emissions can cause damage to the environment and human health [
1,
2]. The stringent emissions regulations currently in effect cannot be met using only technologies that improve the in-cylinder combustion process in engines [
3]. Consequently, to satisfy these strict regulations, the automotive industry has devoted increasing attention to reducing emissions.
The after-treatment system, for the diesel engines. It can contain a lean NO
x trap (LNT), a diesel particulate filter (DPF), a diesel oxidation catalyst (DOC), and a selective catalytic reduction (SCR) system in addition to other components, is capable of reducing emissions; however, it also causes a pressure drop that affects the fuel consumption and dynamic performance of the engine [
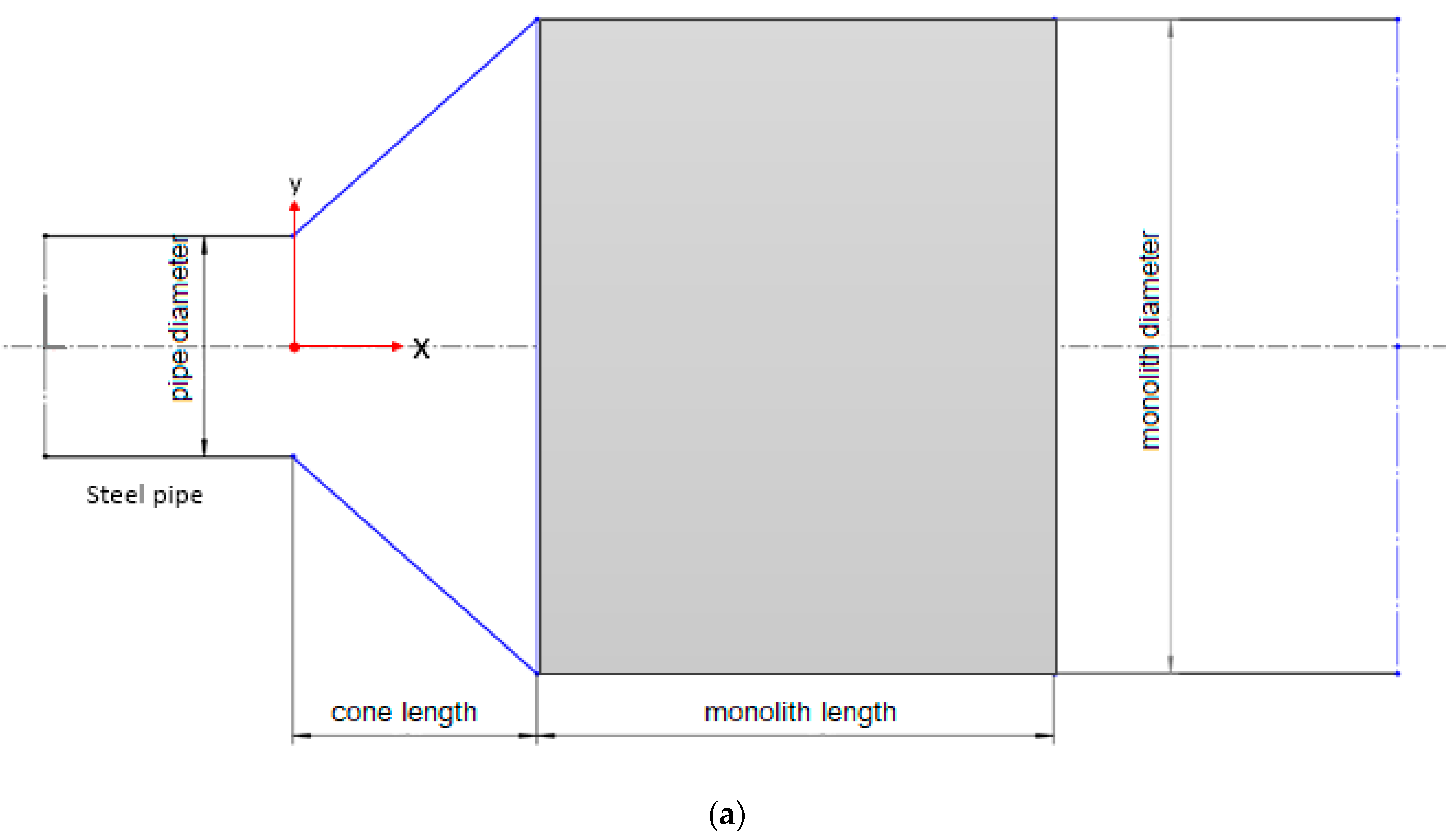
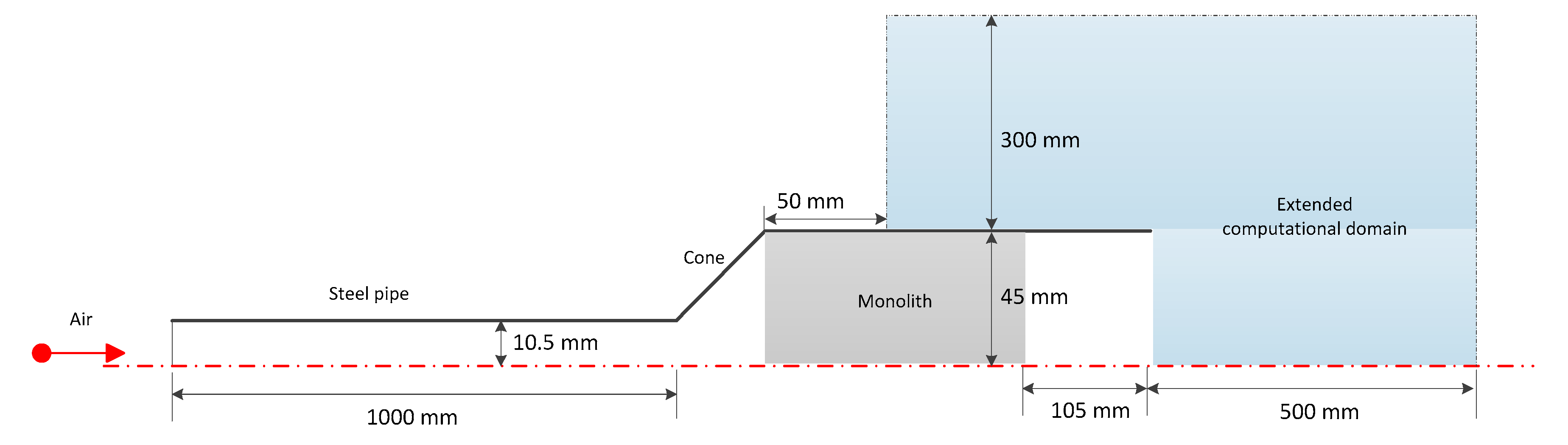
4]. A conventional particulate filter consists of an inlet pipe, an inlet cone (diffuser), a monolith substrate, an outlet cone (nozzle) and an outlet pipe [
5]. The monolith substrate is either ceramic or metallic and comprises numerous parallel narrow channels (on the order of 1 mm) that increase the area of the surface on which either filtration or reactions occur. The axial length of the cone is minimized to reduce the volume of the exhaust after-treatment system (EATS) to the extent possible. Accordingly, designing sophisticated after-treatment systems within a limited space while simultaneously maximizing the efficacy of every device and undergoing a pressure drop is extremely challenging.
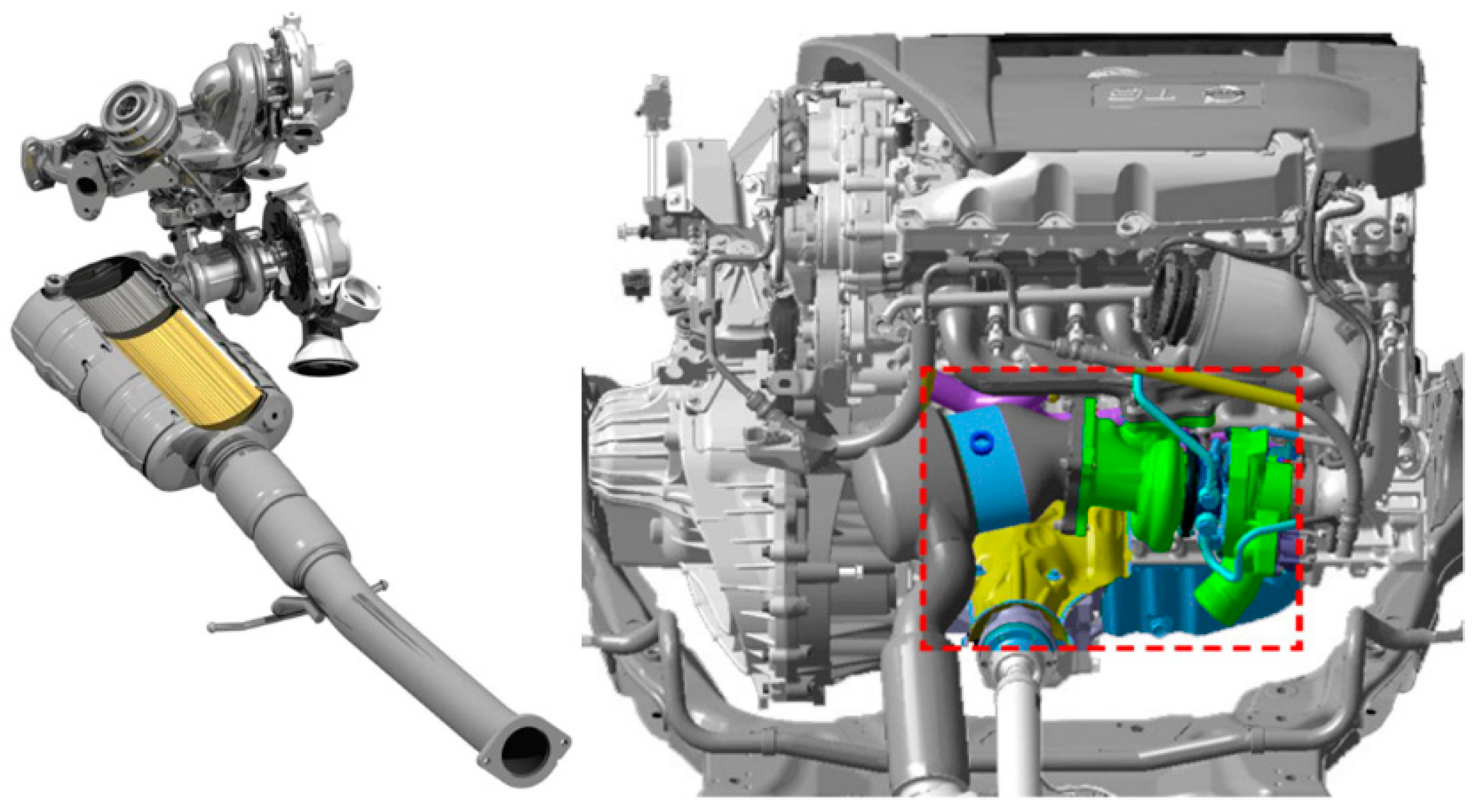
As an example, Volvo Cars introduced a unique after-treatment package that can be used for both gasoline and diesel cars shown in
Figure 1. The package, which provides a high-grade substrate volume relative to the installation space requirements, contains one key element: an outlet chamber that surrounds the substrate [
6]; however, this outlet chamber also creates high flow speeds with high waste-gate flow along the catalyst periphery at the load points. Hence, a breaking wall is required to prevent the waste-gate flow from taking the shortest path to the catalyst along the wall, thereby complicating the structure.
To address the pressure drop, previous researchers have focused on the monolith, which is the main cause of the overall pressure drop [
7,
8,
9]. The pressure drop generated by the monolith typically consists of four different flow resistance components, namely, flow through the filtration wall, flow through the particulate layer (also commonly referred to as the ‘soot cake layer’), flow friction with the filter channel walls, and flow contraction/expansion at the filter inlet and outlet. Thus, methods for reducing the pressure drop in the monolith have been investigated from multiple perspectives, namely, at the macro level (e.g., by optimizing the channel structure and developing simulation models and new materials) and at the micro level (e.g., by studying the deposition of particles on the surface and transportation in the wall) [
7,
8,
10,
11]. Some of these methods address aspects that are essential for improving the uniformity of flow into the monolith; nevertheless, even though managing the flow before it enters the monolith is very important, this topic has received inadequate attention in previous research.
The connection cone between the exhaust pipe and monolith is a key component that affects the flow into the monolith because the cross section of the cone changes from the inlet to the monolith. Consequently, the connection cone will have a notable impact on the EATS elements, e.g., the three-way catalyst (TWC) in a gasoline engine, regardless of the engine type.
A linear cone is the simplest way to connect the inlet and outlet pipes to the monolith. However, if the expansion angle of the linear cone is large, the flow will separate, creating a recirculation zone between the inlet and monolith that deteriorates the uniformity of the flow.
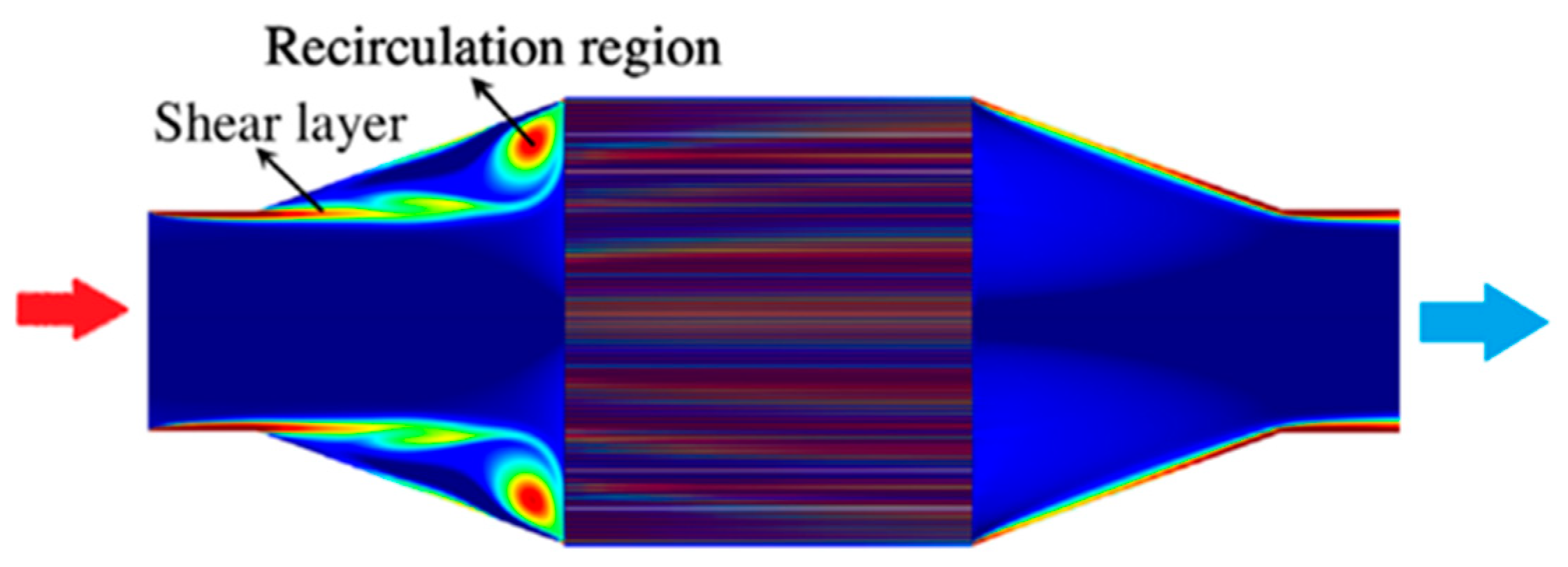
Figure 2 depicts a classic example of the flow features inside an automotive catalytic converter. In the inlet cone, the flow expands and forms a recirculation zone [
12,
13,
14]. At the expansion inlet, a turbulence-free shear layer develops. The main flow jet region appears close to the axis of symmetry, whereas a recirculation flow region appears immediately after the main flow jet passes the inlet of the expansion; this intense recirculation induces high energy dissipation rates within the region of separated flow [
15]. In contrast, the flow within the monolith channel is significantly simpler than the flow outside the channel. The channel flow becomes laminar as a result of viscous forces inside the narrow channels, and the characteristic Reynolds number in the channel typically does not exceed 500 [
16], causing a significant pressure drop across the channel that can reach 66% of the overall pressure drop [
7], whereas the pressure drop caused by the inlet cone is only approximately 13% [
10]. Then, at the outlet cone, the cross section contracts, and the flow enters the outlet pipe.
In terms of the flow uniformity, Ma et al. [
18] found that the exhaust flow in a conventional DPF tends to concentrate in the center, that is, more than 88% of the flow passes through less than 53% of the filter cross-sectional area. Accordingly, they proposed a streamlined cone with a reduced installation space using a unipolar sigmoid function; their cone permits a streamlined flow that avoids the need for a recirculation zone, increases the uniformity of the velocity by approximately 30%, and reduces the pressure drop by approximately 10% [
18]. The flow uniformity inside the catalytic convertor has also been widely studied. The flow distribution worsens with an increase in both the inlet flow rate and the angle of divergence of the inlet cone [
16,
19]. Conklin et al. further showed that flow non-uniformity caused by the generation of recirculation zones affects the overall monolith performance, especially during cold-start transient operations [
20].
Howitt and Sekella [
21] showed that the placement of different flow-tailoring devices upstream of the monolith could ensure a uniform flow distribution. However, flow-tailoring devices increase the pressure drop and thermal mass of the system, where the latter delays the catalyst light-off. Bella et al. introduced similar flow constraints into the diverging section of the inlet to improve the flow distribution across the monolith channels relative to the free-flow conditions (i.e., without flow constraints) [
22].
Wendland and Matthes conducted a visualization study of a dual-bed catalyst on a fully transparent, steady-state test bench and designed an enhanced and diagonal (EDH) cone tube [
23]. The experimental results showed that implementing an EDH cone can significantly reduce the pressure drop and enable the catalyst structure to become more compact compared with a conventional cone. Kulkarni et al. studied the cone flow resistance in a TWC and found that an EDH cone can reduce the cone pressure drop by up to 62% in simulations [
24]. Stratakis and Stamatelos demonstrated that the flow maldistribution is significantly influenced by the presence of a diffuser and a catalytic converter upstream of the filter and found that a diagonal cone can improve the air flow distribution and reduce the overall pressure drop [
25], although the cone requires a sufficient amount of installation space.
Reducing the expansion angle of the inlet cone represents another method for reducing the flow maldistribution [
26]. However, as with a diagonal cone, this approach requires a long diffuser and thus will be limited by space and design constraints in a typical automotive exhaust architecture. This issue becomes even more significant if the catalytic convertors are mounted close to the engine (i.e., to minimize cold-start emissions). In these compact packaged convertors, the monolith close to the engine due to the installation limit can lead to widely non-uniform flow behaviour [
27,
28], as shown in
Figure 1, the compact design will potentially affect the performance due to this non-uniformity.
The cone affects not only the flow uniformity and pressure drop but also the regeneration temperature. Jiaqiang et al. [
29] contrasted the distributions of the radial and axial temperatures with three different cones on the same DPF and showed that a cone with a better flow distribution has a lower temperature gradient and thus a longer service life.
Although the pressure drop directly caused by a cone contributes only slightly to the overall pressure drop [
10], optimizing the cone structure will have a significant impact on the distribution of flow into the monolith, thereby improving the performance. With regard to cone optimization, a comprehensive view must be adopted given that the transport and deposition of particles, the thermal management, the pressure drop, and even the catalyst effectiveness are all related to the flow uniformity.
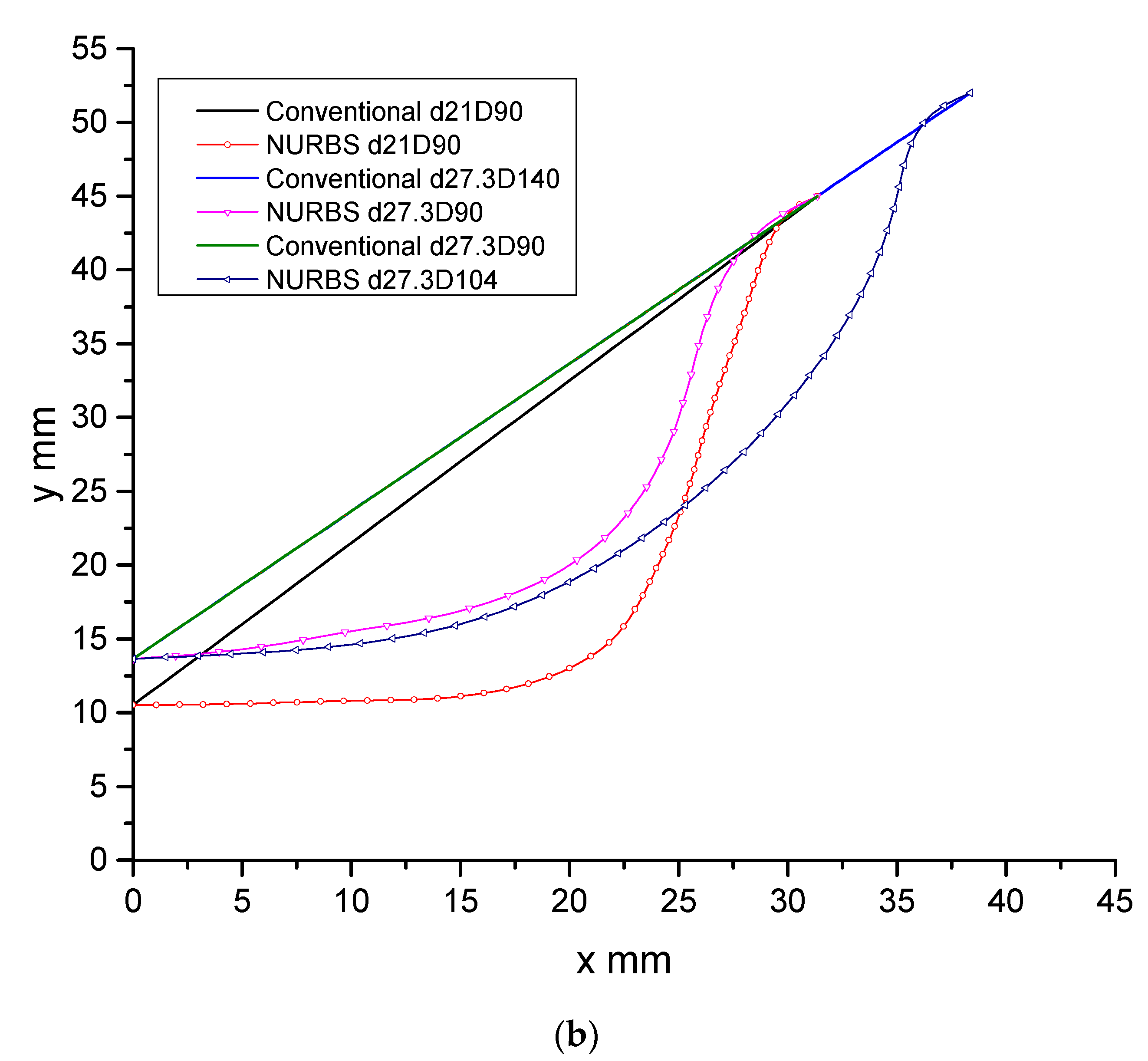
Non-uniform rational B-splines (NURBS) cones, which actively reduce the flow resistance, are currently being used in the simulation meshing and manufacturing of complex surfaces, such as ship design (i.e., the bulbous bow) and impeller blades [
30,
31,
32]. The NURBS cone is a new cone design structure that requires less space than a sigmoid cone and achieves a higher flow uniformity based on simulation results; moreover, it is capable of reducing the overall pressure drop by up to 18% [
33].
This work aims to validate the influence of the NURBS cone using a test bench by comparing the NURBS cone with the conventional cone via simulation and determining how the NURBS cone changes the flow before it passes through the monolith.
4. Results and Discussion
4.1. Pressure Drop
As shown in
Table 2, the volumetric flows of a conventional cone and a NURBS cone of the same size are slightly different. To eliminate errors caused by the structural differences between a GPF and a DOC, the ratio of the pressure drop per volumetric flow is used in
Table 4, where the pressure drop is the absolute pressure from the back-pressure sensor, and the space velocity is the volumetric flow divided by the monolith volume.
Table 4 shows that the pressure drops per volumetric flow of the NURBS cones are lower than those of the conventional cones to different extents, with the largest reduction being 12%. This result is obtained because the NURBS cone efficiently reduces the generation of recirculation zones within the cone and makes the flow into the monolith more uniform. The reduction ratio is the pressure drop per volumetric flow of the NURBS cone divided by the corresponding value of the conventional cone. The reduction ratio changes irregularly at different velocities. One reason for this result is that the NURBS curve is drawn under the simulation of a constant inlet velocity of 16.5 m/s. The maximum reduction case has similar initial conditions, which also represents the flow complexity. It can also be noted that the reduction ratio of the GPF is smaller than the DOC. This is due to the cone volume and the monolith volume of GPF all being bigger than the DOC, which provides enough space to develop the flow and make the flow more uniform and undermine the difference caused by NURBS cone.
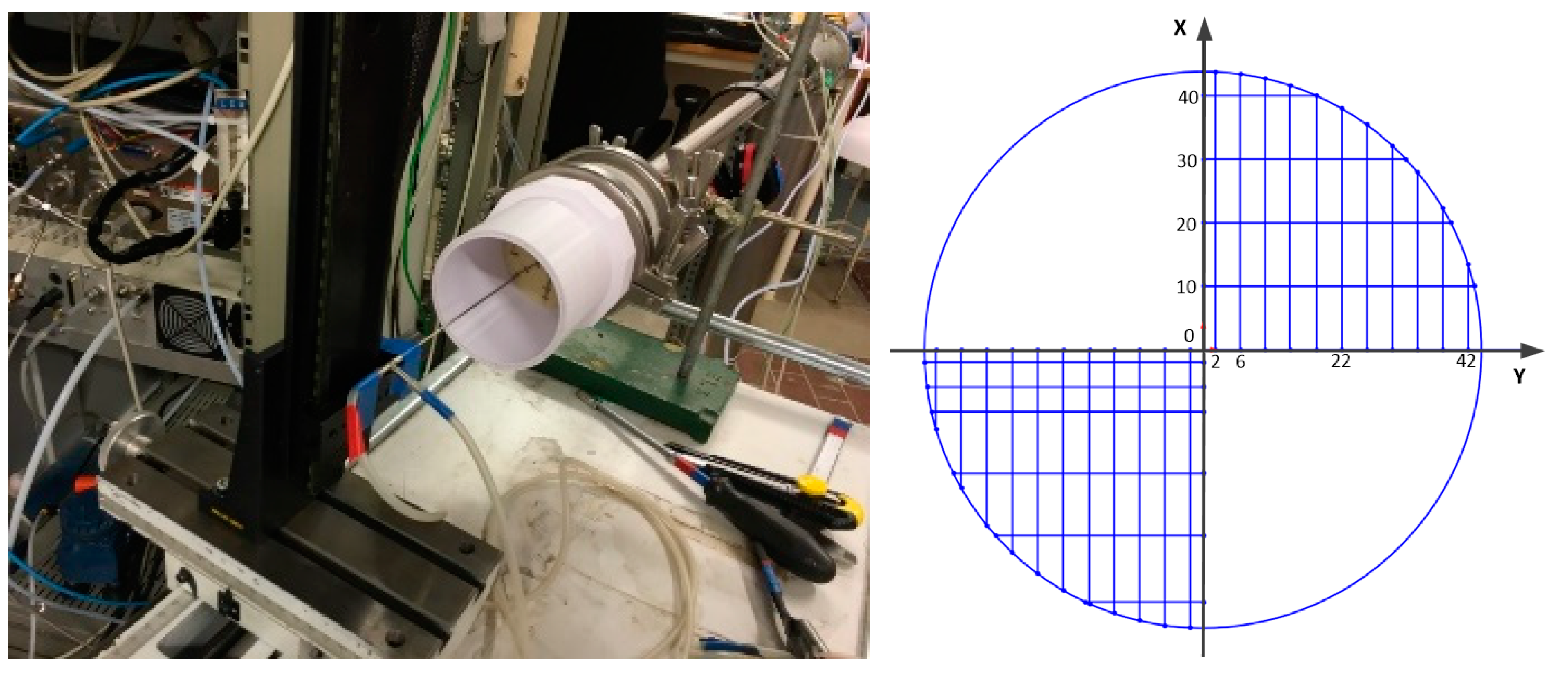
4.2. Velocity Profile
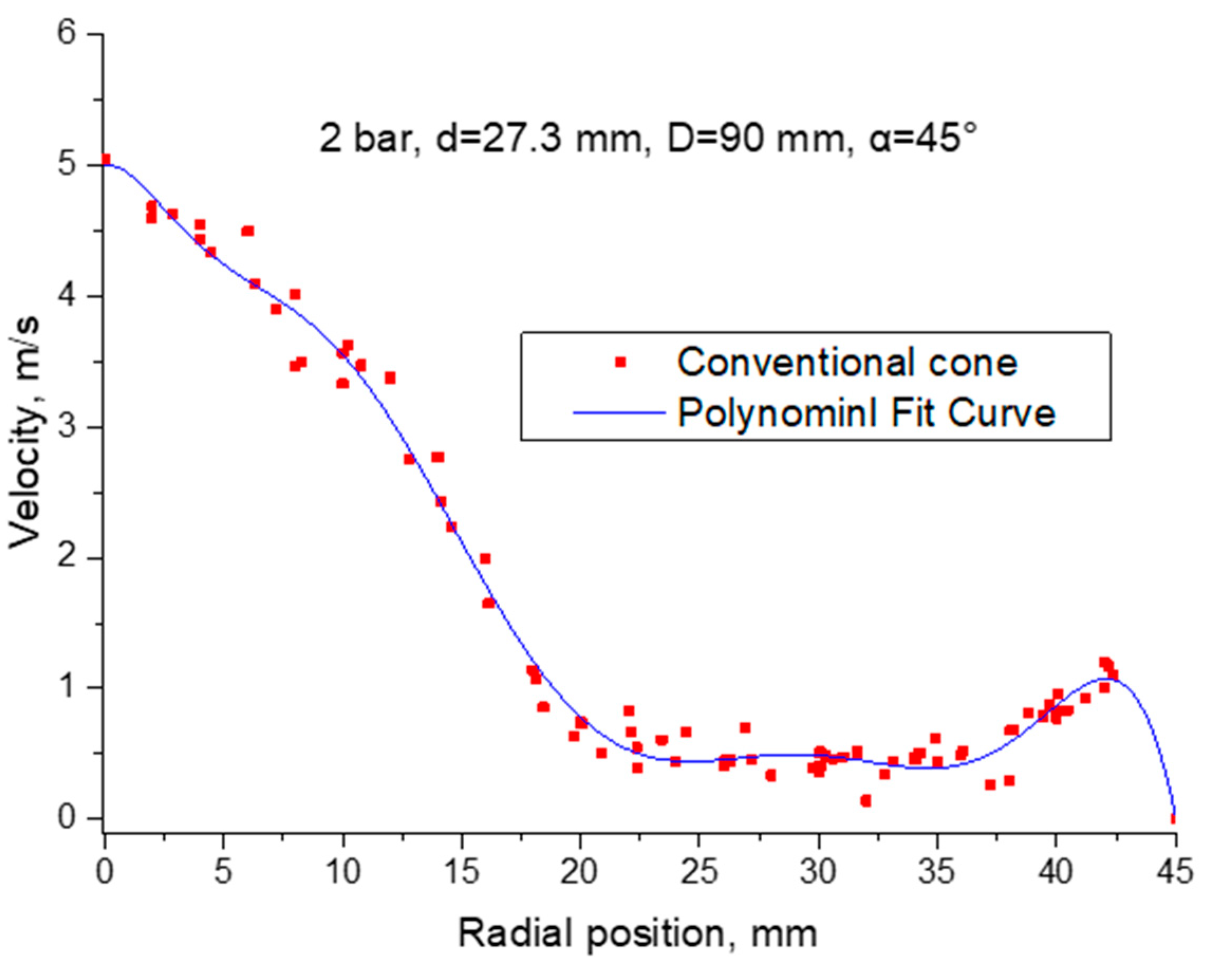
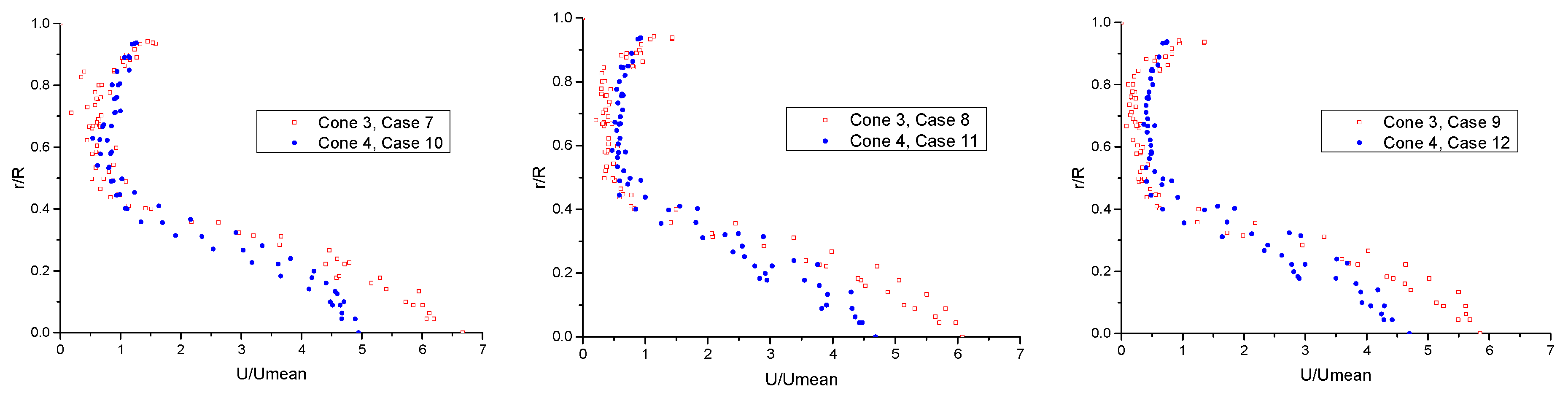
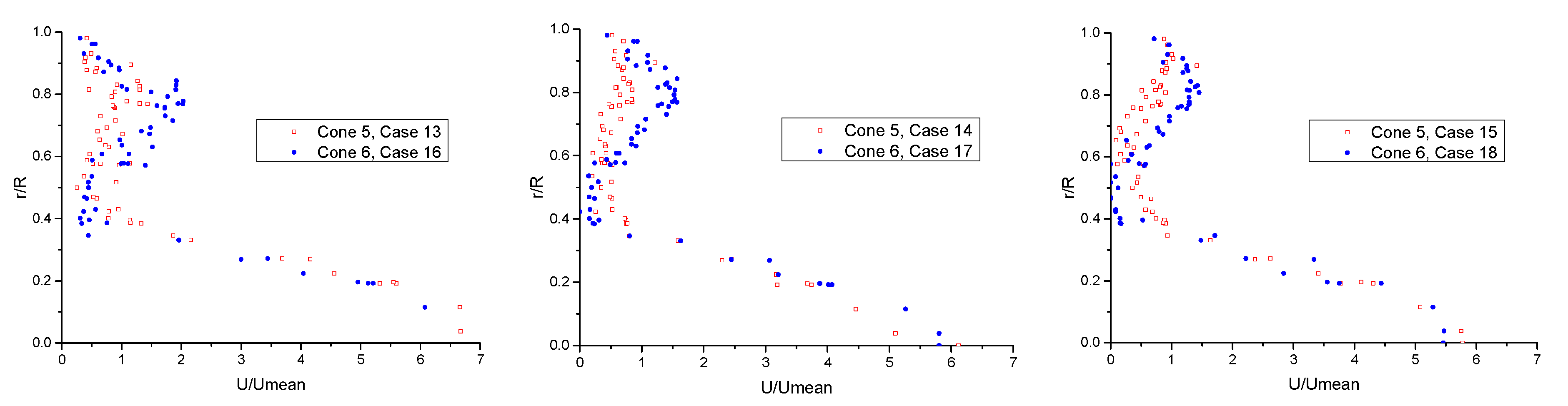
Figure 6 shows the experimental velocities collected at intervals along the radial position on the outlet surface for the cones under different inlet velocities. The velocities were collected from the first quadrant of the monolith’s outlet surface.
Figure 10,
Figure 11 and
Figure 12 show comparisons between the conventional cones and NURBS cones. In the central part of the outlet, the maximum velocities from the NURBS cones are all smaller than those from the conventional cones, and a stark contrast is observed near the border. These experimental differences demonstrate that the NURBS cone can result in a more uniform flow and can reduce the amount of flow passing through the central part.
4.3. Flow Uniformity
When modelling catalytic converters, it is common practice to use a single-channel approach, which assumes the same temperature and residence times among all the channels. The flow uniformity index can be used to assess this assumption. The NURBS cone can improve the flow uniformity, which is also important for the deposition of PM. The flow uniformity index is used to reveal the difference in the flow distribution [
26].
where
is the flow uniformity index with values between 0 and 1 (1 being the best),
n is the total number of measurement points, and
is the mean velocity in the cross section, which can be obtained from the volume divided by the area.
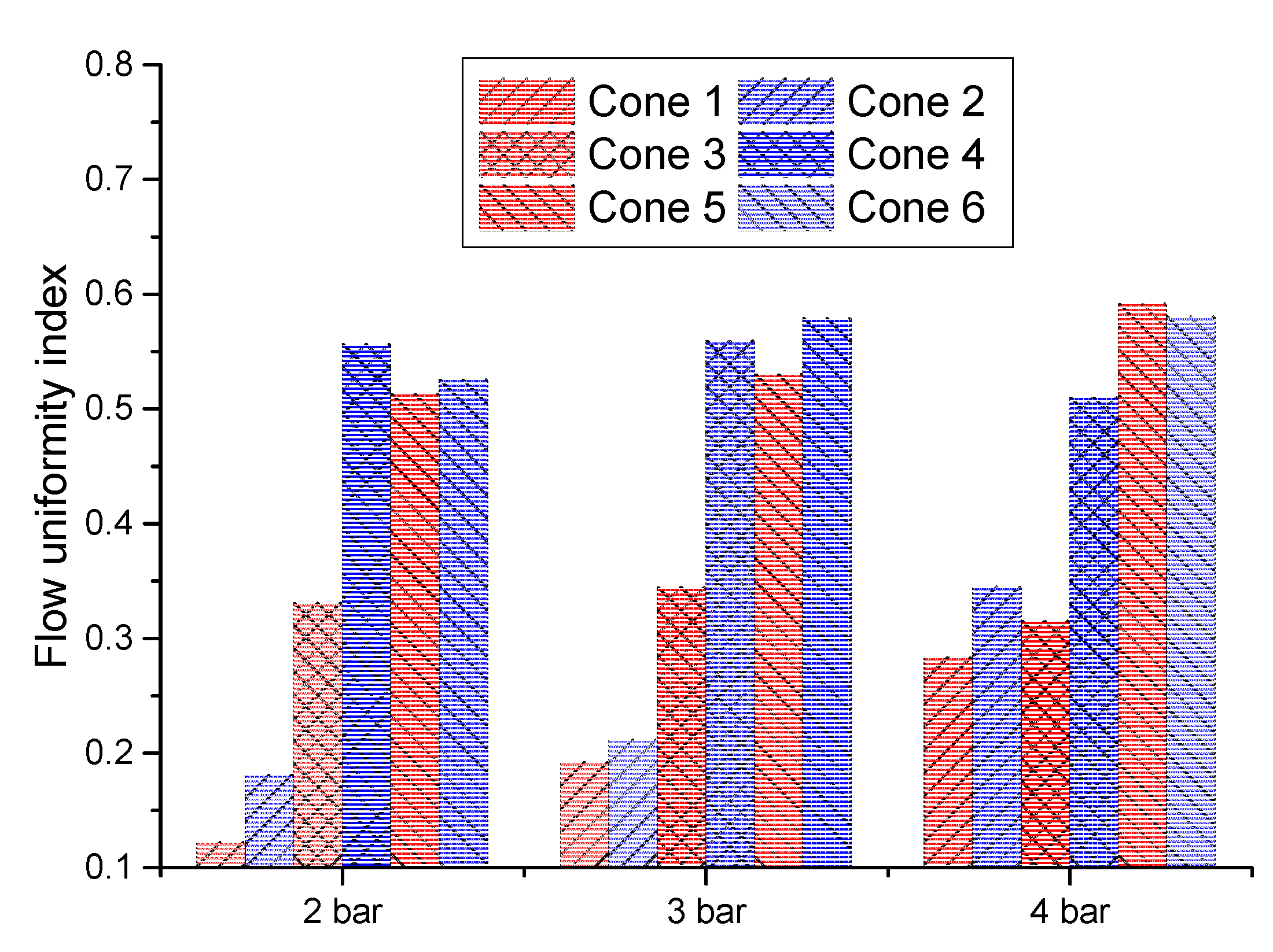
The results in
Figure 13 show that in most cases, the NURBS cone has a positive influence on the flow uniformity. However, in a comparison between Case 15 and Case 18 (4 bar, GPF substrate), the NURBS cone did not show better results. One reason could be that the NURBS curve is designed for a specific and constant inlet velocity; therefore, the streamlined NURBS cone designed for lower velocities would not always exhibit a better performance when switching to higher velocities.
4.4. CFD Velocity Profiles
To more accurately quantify the flow uniformity and obtain further insight into the influence of the cone on the flow, a simulation is required in combination with the experimental results to determine how the flow changes before it enters the monolith. Accordingly, the cause of the large difference between Cones 3 and 4 can be determined.
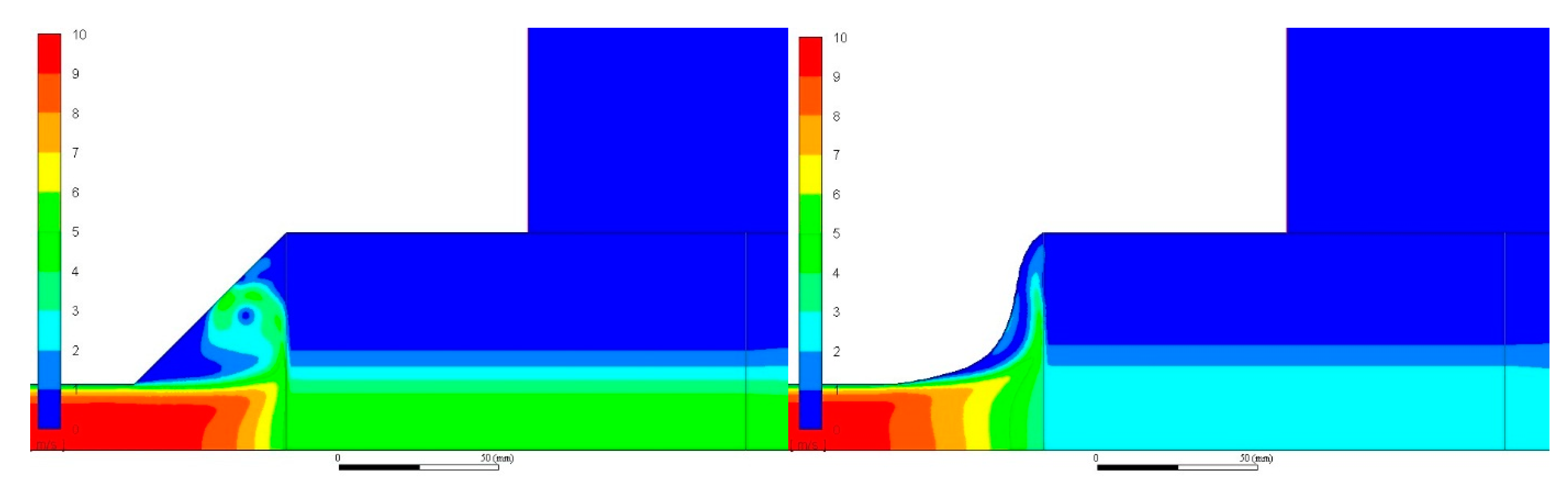
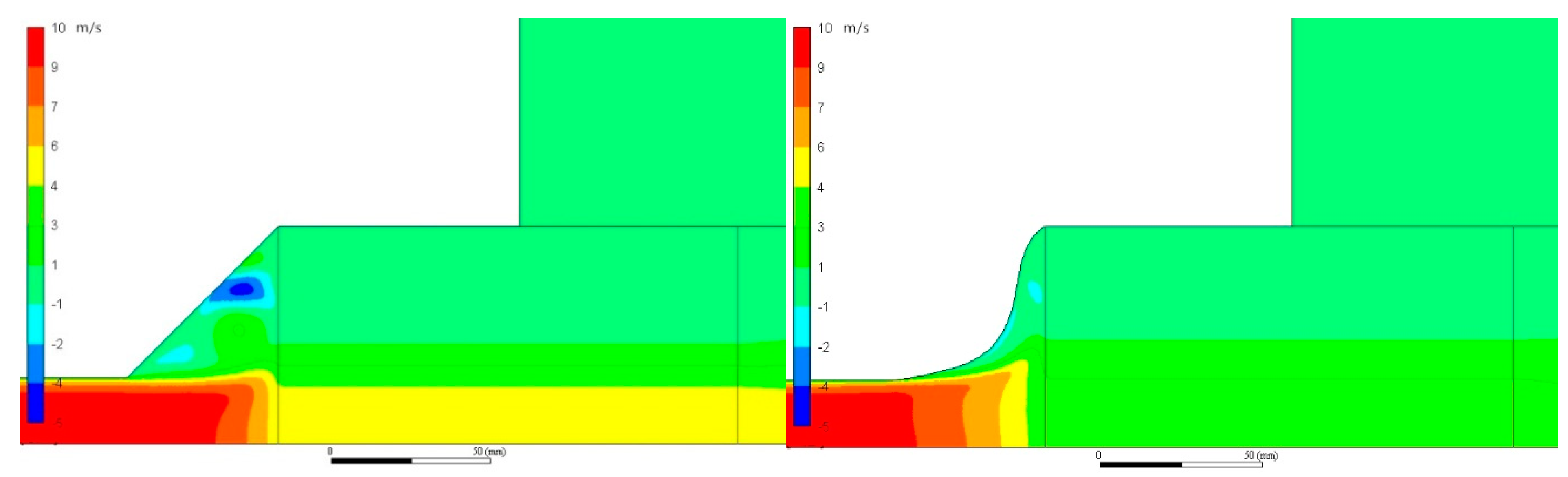
Figure 14 and
Figure 15 show comparisons of the velocity magnitudes and axial velocities between Case 7 and Case 10 from the simulation results, and
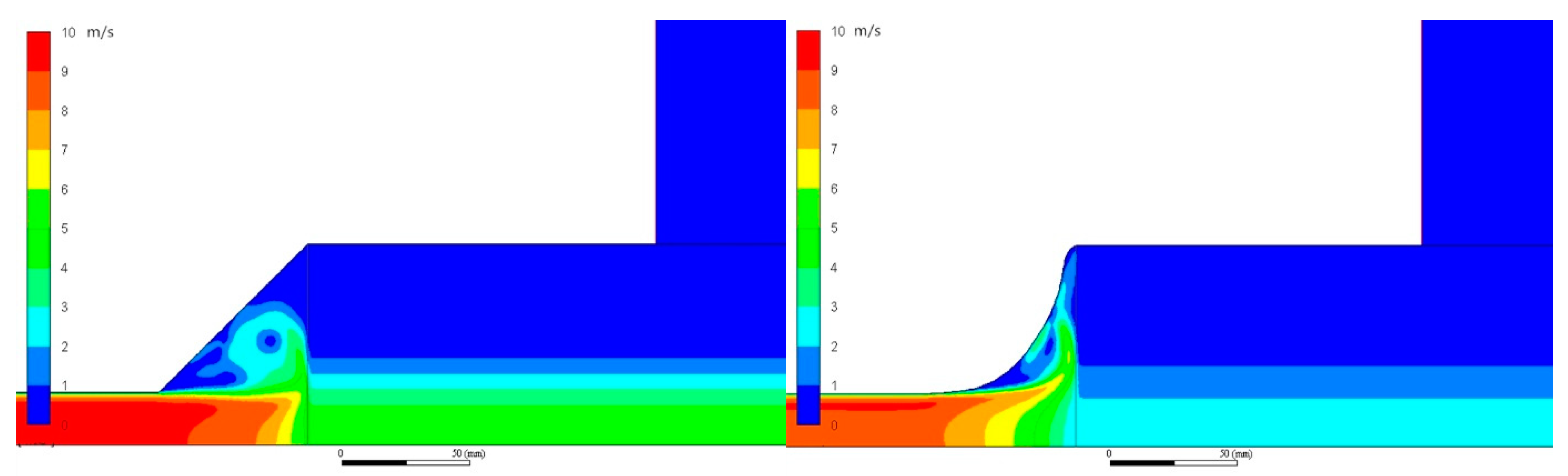
Figure 16 shows a comparison of the velocity magnitudes between Case 13 and Case 16.
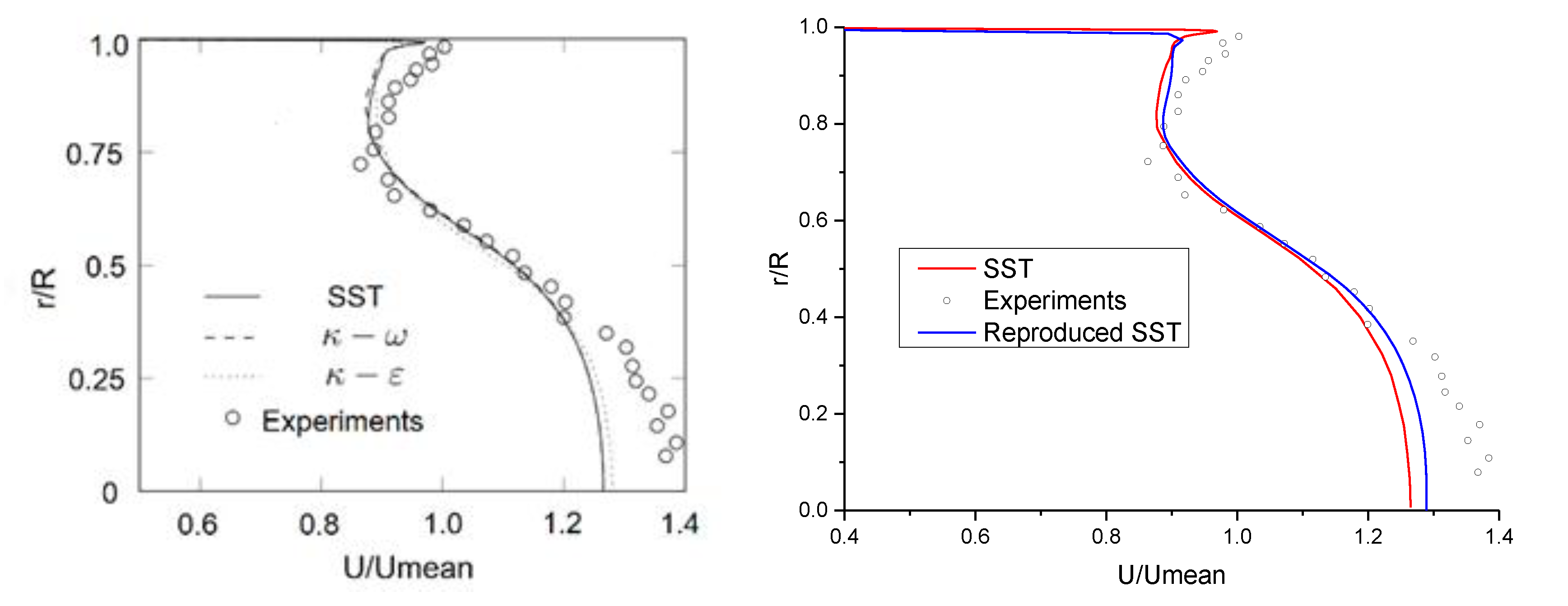
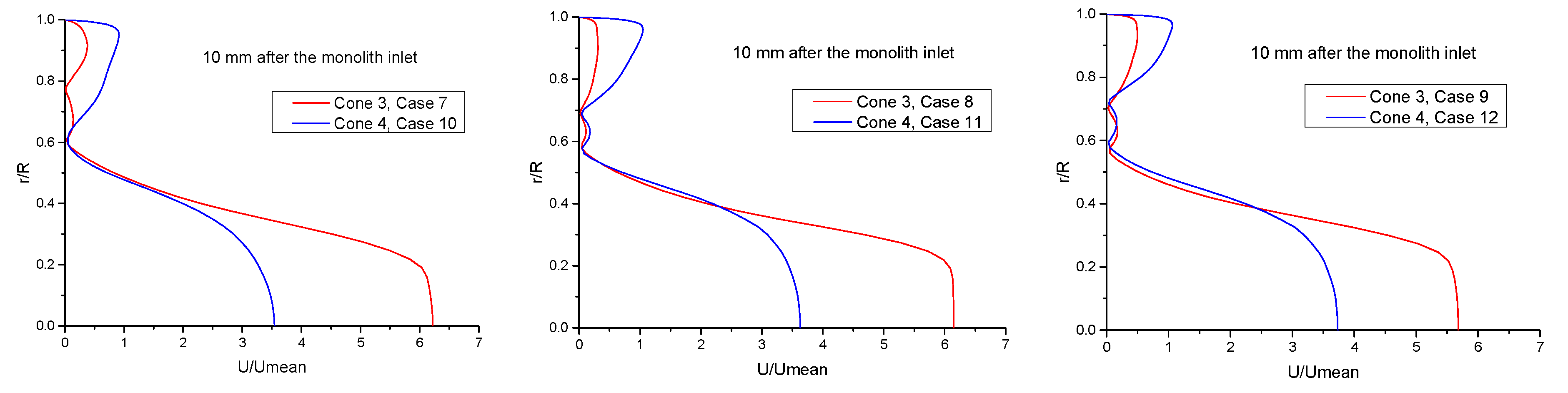
Figure 17 shows the velocity profiles (containing both the axial velocity and the radial velocity) at 10 mm after the monolith inlet from the simulation results.
As shown in
Figure 17, the maximum velocity of the NURBS cone (Cone 4) and the values near the centre are smaller than those of the conventional cone (Cone 3), and the value near the border is higher, which allows the NURBS cone to achieve better flow uniformity.
Along the radial position, the velocity in the conventional cone (Cone 3) changes abruptly at approximately r/R = 0.2 in all three cases, whereas that in the NURBS cone does not. This difference occurs because the NURBS cone expands gradually and does not exhibit a large recirculation zone, while the conventional cone does. Furthermore, the wall exerts a viscous drag force on the flow as it expands, which yields a better flow distribution.
In addition, velocity variations occur between r/R = 0.6 and 0.8, particularly for Cone 3, as shown in
Figure 17. These variations were caused by the recirculation zone in the cone, which can be seen in
Figure 14 and
Figure 15. However, at the lowest velocity, which occurs in Case 10, the velocity exhibits a different pattern, which means that the initial velocity can also influence the formation of recirculation zones.
The NURBS cone provides a smooth connection between the exhaust pipe and the monolith and reduces the recirculation zone, thereby allowing additional flow to pass through the border position; as a result, the NURBS cone exhibits a higher velocity than the conventional cone.
Figure 18 depicts the changes in the simulated velocity magnitude from the monolith inlet to 40 mm after the monolith, where the velocity magnitude contains both the axial velocity and the radial velocity.
The large difference in the velocities between the monolith inlet and the measurement position 10 mm after the monolith inlet shows how the flow changes within the inlet cone. On the inlet surface, there is substantial radial flow from r/R = 0.3 to 0.7, as the blocking effect of the monolith and the expansion of the cone result in the generation of a recirculation zone.
The profiles for the position 10 mm after the monolith inlet and the monolith outlet are quite similar, which means that the flow inside the monolith is stable. Moreover, compared with the conventional cone (Cone 3), the NURBS cone (Cone 4) does not exhibit a clear recirculation zone, as the recirculation zone caused variation in the region of r/R = 0.6 to 0.8 for Cone 3.
The velocity near the border exhibits a peak 40 mm after the monolith outlet. However, the profile at this position is still not identical to the experimental profile. This discrepancy may have been caused by the Prandtl tube, as the diameter of the Prandtl tube is approximately 1.3 mm, while the channel diameter is 1.1 mm. Consequently, the flow will be disturbed by the Prandtl tube and by the holder when moving the Prandtl tube to the border position.
4.5. Future Work
All experiments and simulations in this paper were performed at room temperature. The reason for this is that the cones were printed in plastic, and also for this paper the main target is to assess the cone’s influence on flow field. If considering high temperatures, like 600 °C, under the same flow conditions, the flow viscosity will decrease, the velocity would increase, and the effect of the NURBS cone will need to be confirmed with more simulations in future.
An important aspect that needs to be studied in the future is the influence of the NURBS cone on heat dissipation during gasoline particulate filter regeneration or catalytic reactions. The next step will be to study the thermal effects and pressure drop due to the flow maldistribution. A detailed understanding of the flow field during particle capture is of utmost important to assure high performance of future powertrains.
5. Conclusions
In this paper, the influence of a cone on the flow distribution was studied via both experiments and simulations. A non-uniform rational B-splines (NURBS) cone was proposed for use in the design of the cone.
Several cones were fabricated and tested comparatively. A NURBS cone can improve the flow uniformity in the monolith with a pressure drop reduction reaching 12% under certain conditions. However, the reduced pressure drops varied at different velocities and with different cones due to the changes in the flow within the cone when the initial conditions changed. However, the NURBS cone was designed in reference to a constant velocity and configuration. A specific design is thus required for each specific case to achieve the best results.
Moreover, the flow conditions before the monolith were analyzed via simulations. The NURBS cone enables a streamlined flow by avoiding the separation zone, creates less recirculation, and has a positive influence on the pressure drop.
In summary, the NURBS cone is a suitable choice for cone design applications. NURBS cones can reduce the required installation space, and they have potential for future applications in other after-treatment systems.





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}