1. Introduction
China has established the World’s most enormous iron and steel industry in the last few decades [
1]. However, China’s scrap resources are in short supply and the iron and steel industry has caused increasingly serious environmental pollution, contrary to China’s sustainable development strategy. Nowadays, the blast furnace (BF) iron-making process is the most important critical process for the iron and steel industry [
2]. The BF iron-making process has several fatal weaknesses. First, the reduction of CO
2 emissions from the iron and steel industry has a significant impact on global CO
2 emission reduction [
3,
4]. Second, the tonnage energy consumption of steel enterprises is 600 kgce/t. In the case of the blast furnace, the consumption of coke has been reduced from 800 kg/t Hot Metal in the 1960s to 470 kg/t HM in the 2010s [
5,
6]. The total energy consumption of steel enterprises accounts for approximately 15% of the total energy consumption in China, and steel enterprises’ energy consumption cost accounts for 20–40% of total energy consumption. Therefore, energy conservation and emissions reduction in the steel industry are extremely urgent [
7]. Further, iron smelting in BFs requires metallurgical coke. Coking coal resources are scarce, and the price of metallurgical coke is high, while the abundant non-coke energy resources cannot be utilized [
8]. Last but not least, sinter and coking processes could cause different types of pollutants with higher pollution emissions, which accounts for 80% of the total pollution emissions in steel production, which contains CO
2 NO
X SO
X Particulate matter Dioxins Metals and heavy metals and Polycyclic aromatic hydrocarbons [
9]. Therefore, developing non-BF iron-making technology processes is very important.
Direct reduced iron (DRI) technology will emit less harmful gas and has higher energy efficiency, which will promote the development of China’s iron and steel industry [
10,
11,
12]. DRI is the foundation of the short process of iron and steel production, and non-coking coal is the main energy source. DRI can avoid the pollution of harmful components in the production process. The DRI process can be divided into gas-based and coal-based processes [
13]. The gas-based DRI process plays a leading role because of its advantages of high production capacity, low energy consumption, and low pollutant emission [
14,
15]. At present, the gas-based DRI production process comprises 80% of the World’s total DRI production. Moreover, natural gas is the absolutely dominant gaseous reducing agent applied in the gas-based direct-reduction process [
16]. The shortage of natural gas resources is one of the major causes of the low production of direct reduction, and it has slowed the development of gas-based direct-reduction technology in China [
16]. With the continuous improvement of direct-reduction technology, combined with available coal gasification technology, a new direct-reduction process in which coal-formed gas substitutes for natural gas serving as reducing agents, has been proposed, opening up an effective way to develop a gas-based direct-reduction process [
17,
18]. However, many key technological problems must be overcome in the course of implementation, especially the coal gasification technology [
17,
18,
19,
20].
Many researchers [
21,
22,
23,
24] have devised reaction models of char-carbon dioxide (CO
2) and char-water vapor (H
2O) separately to explore the coal gasification reaction mechanism. The kinetics of both char-CO
2 and char-H
2O gasification have also been studied in detail [
25,
26,
27,
28]. However, these studies, carried out in systems with a sole gasifying agent, could hardly be applied in systems where the mixtures of carbon dioxide, water vapor, carbon monoxide (CO), and hydrogen (H
2) usually serve as gasifying agents in actual industry. Hence, coal gasification as a gasifying agent should also be studied under realistic gasification conditions.
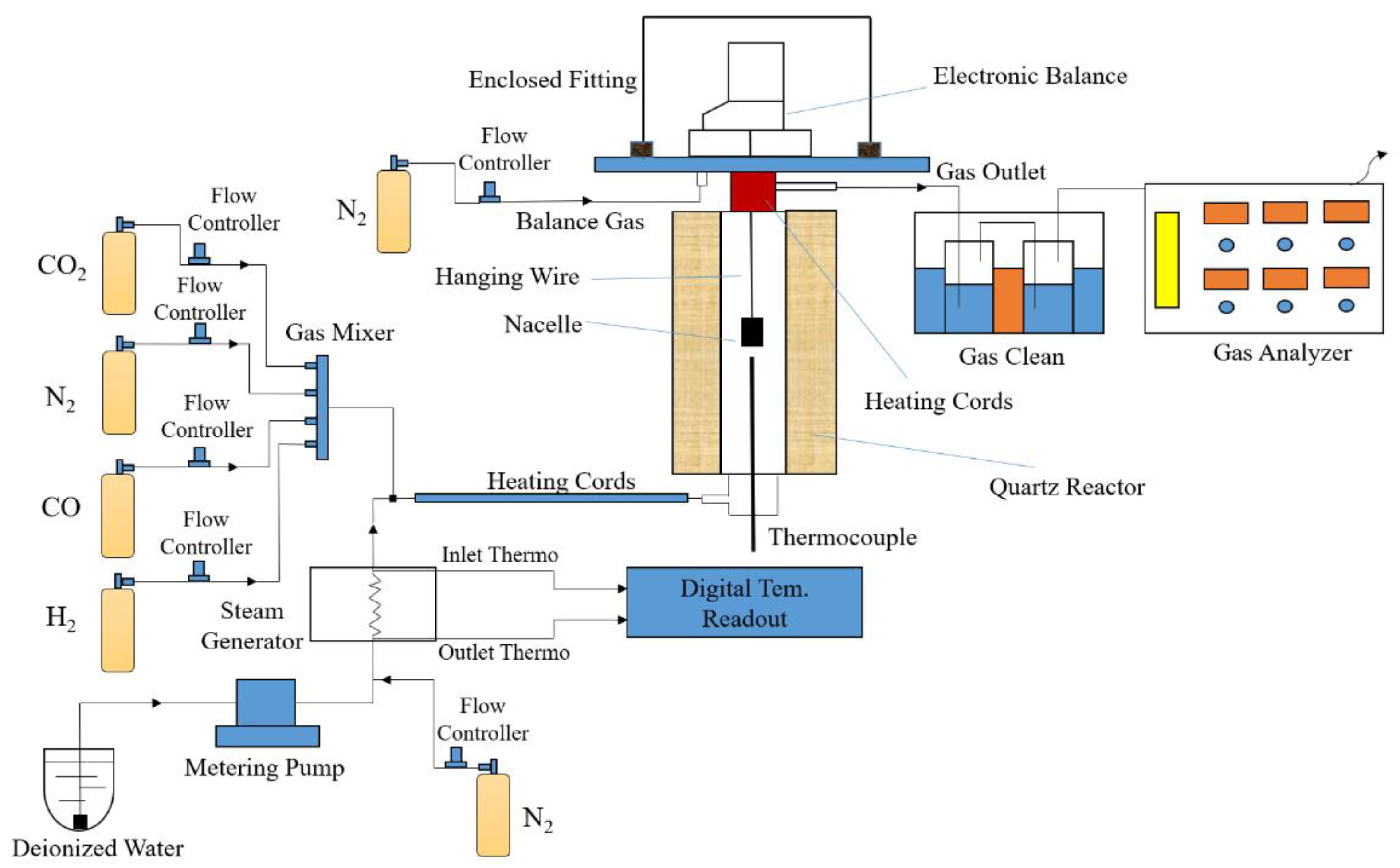
Therefore, it is important to achieve a clear understanding of the gasification kinetics of coal gasification with compound gas as a gasifying agent. In addition, the effects of gasification temperature, gas composition, and gasification time of bituminous coal char were studied, and gasification kinetics were emphatically investigated using a mixture of carbon dioxide, water vapor, carbon monoxide, and hydrogen. The results lay a technical foundation for the industrialized application of coal gasification-DRI technology.
4. Conclusions
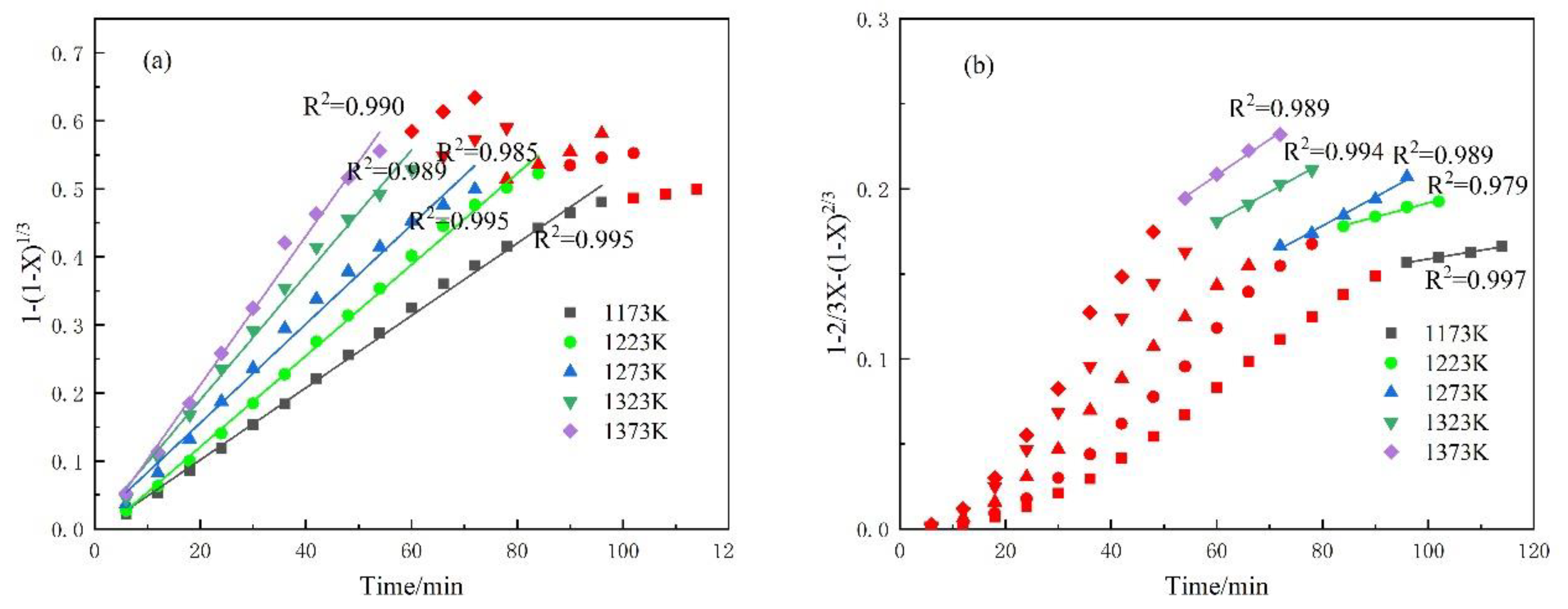
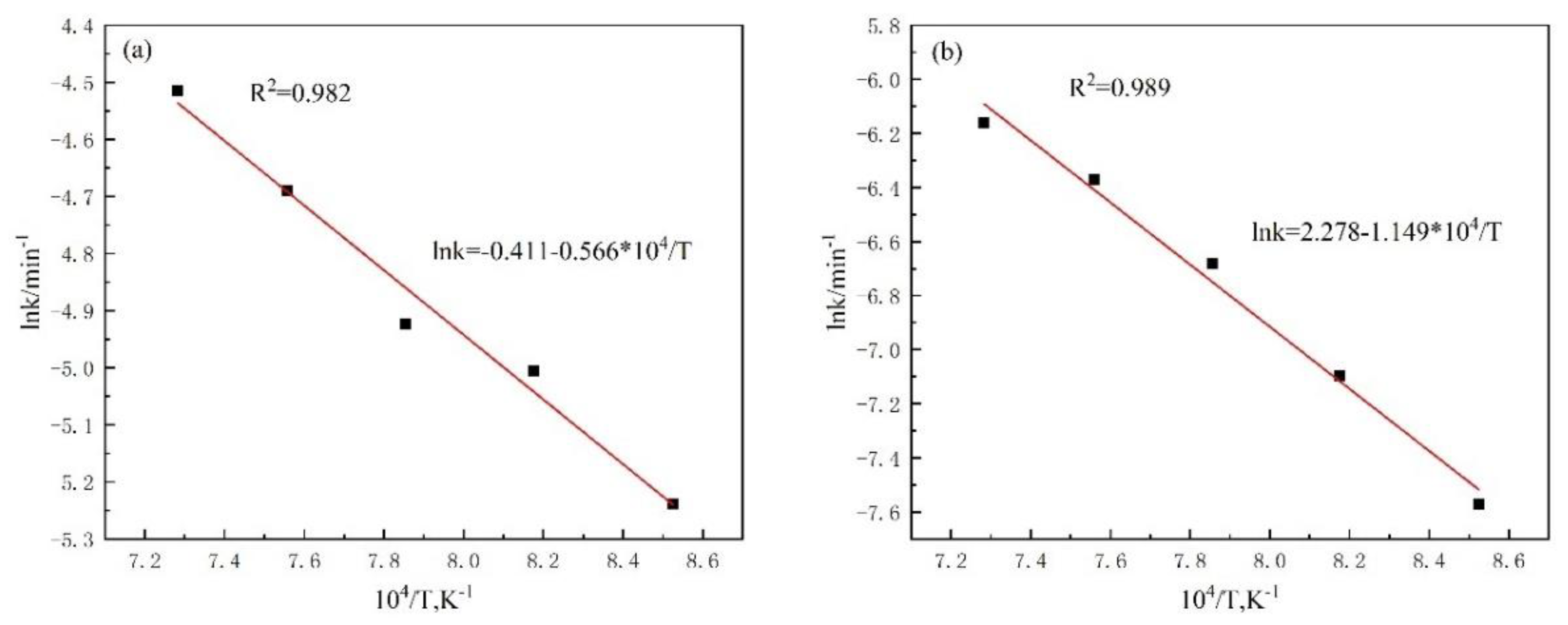
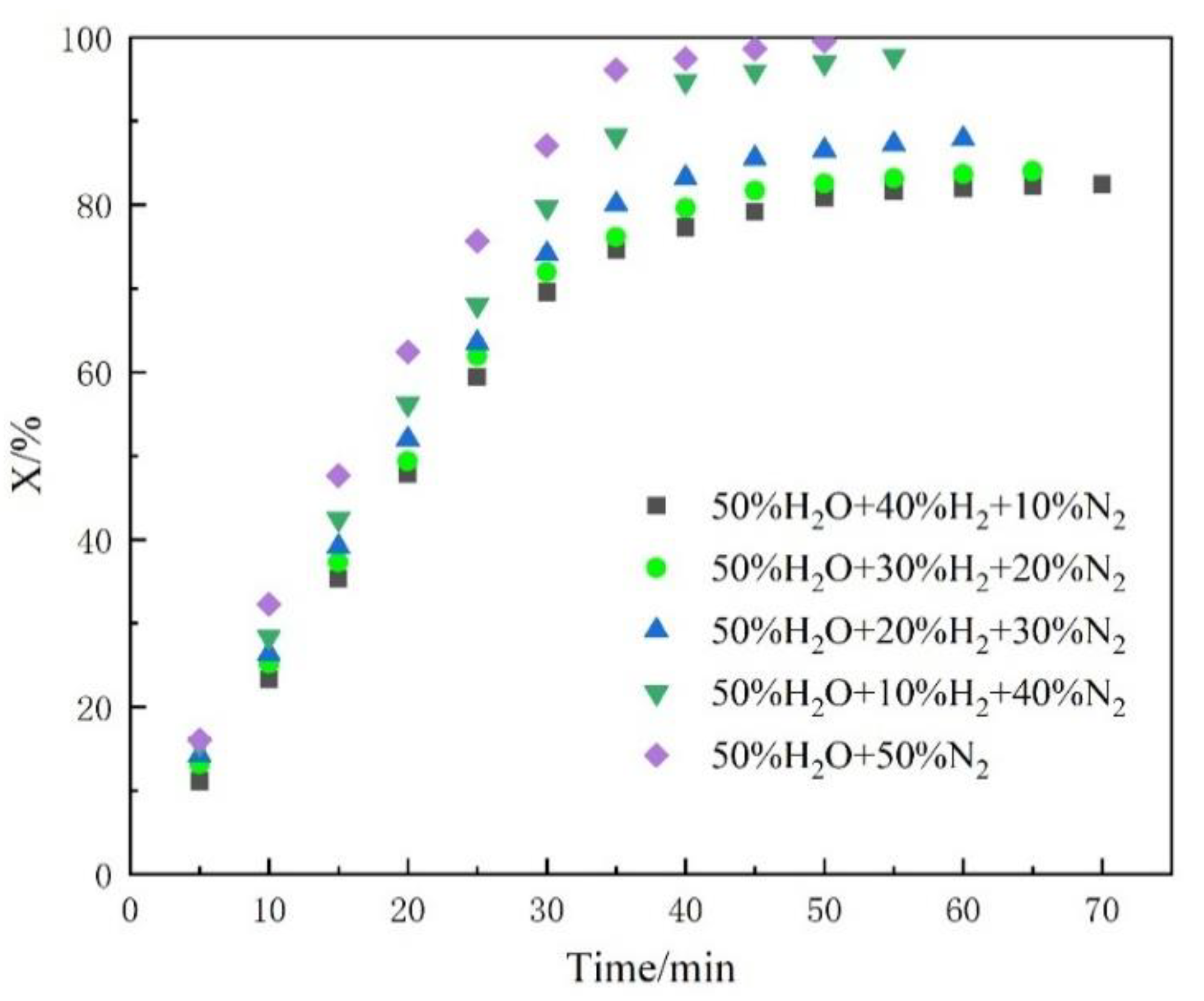
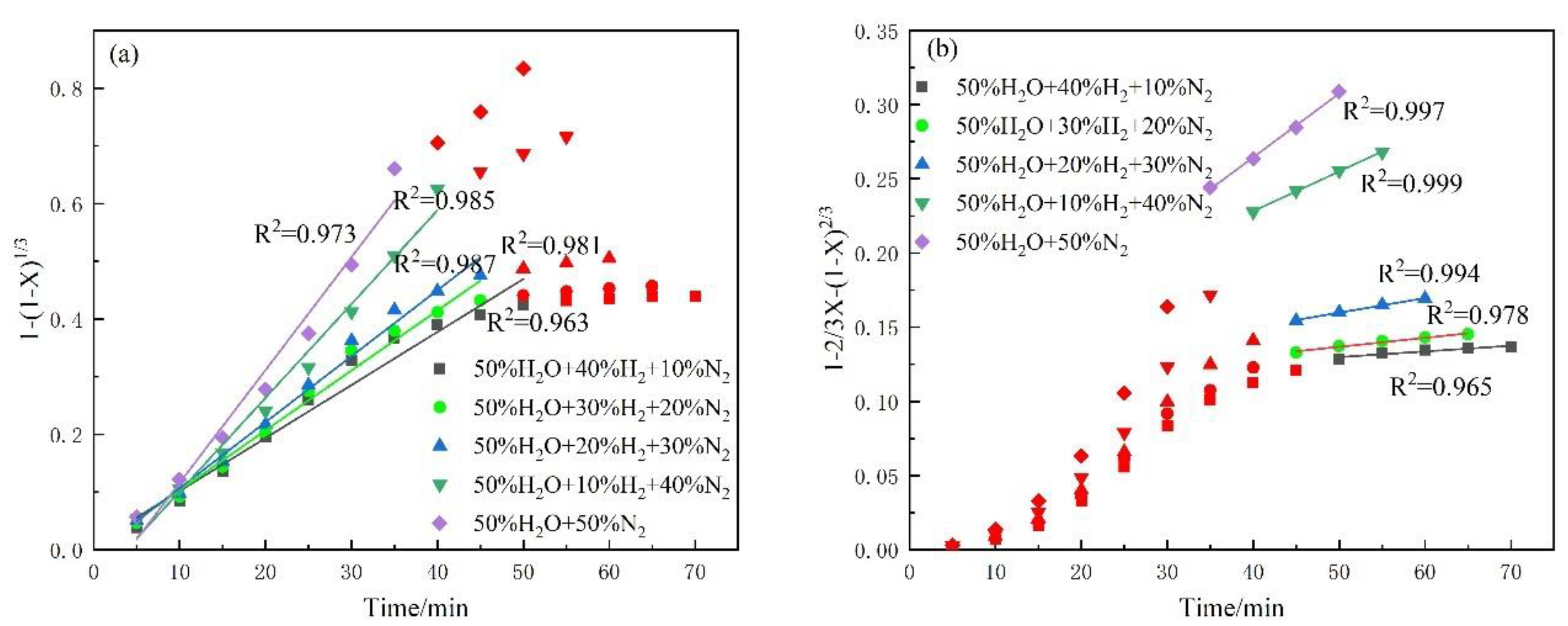
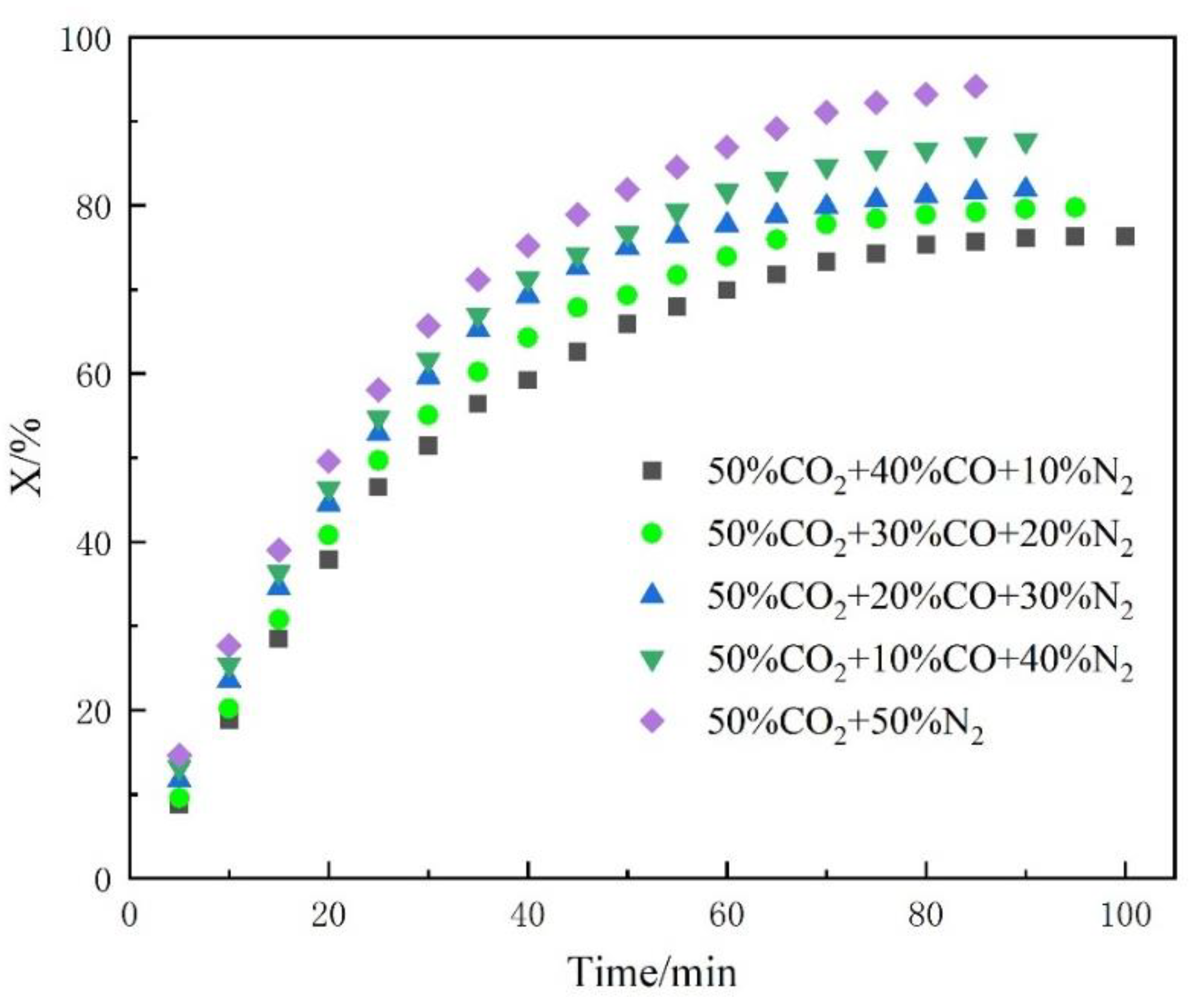
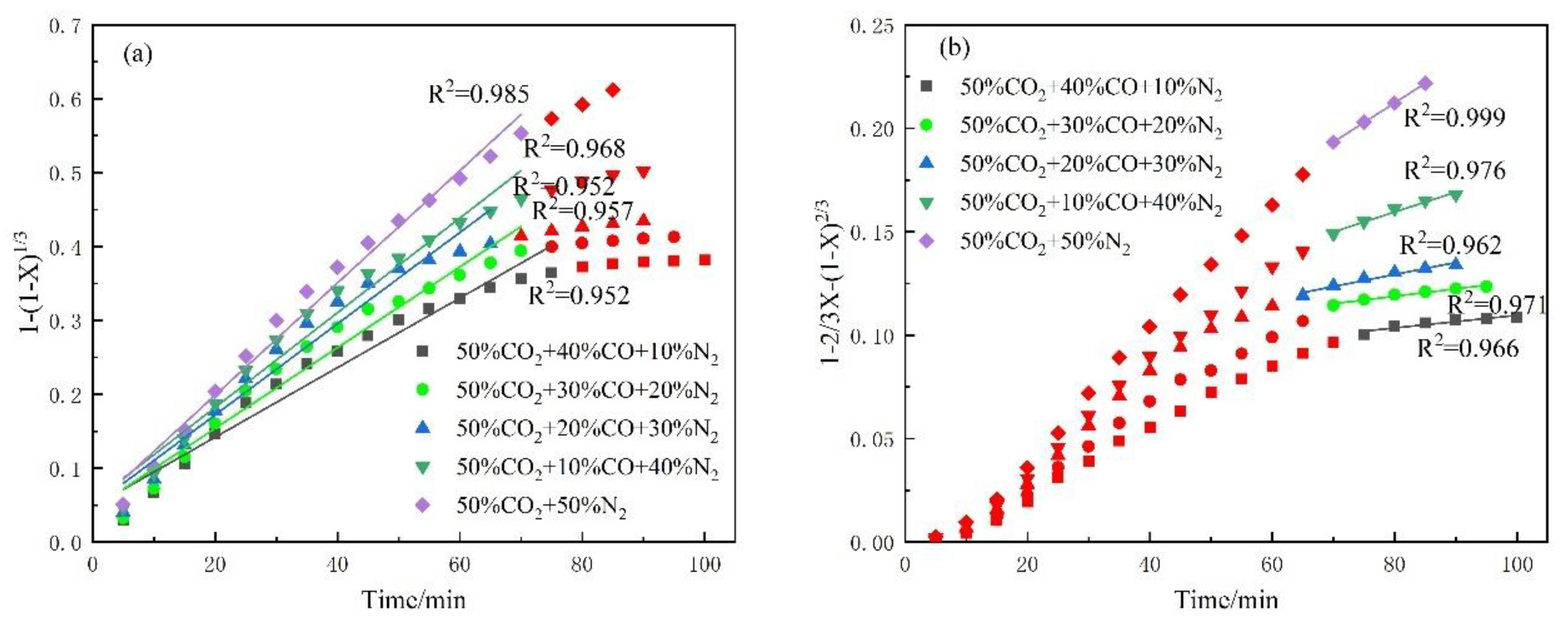
Studies on bituminous coal char gasification were systematically carried out using a mixture of CO2, H2O, CO, H2, and N2 under isothermal conditions. The experimental results reveal that the carbon conversion degree increases significantly with increasing gasification temperature and gasification time, but also with decreasing H2 and CO concentration. In addition, the gasification process of bituminous coal char was successfully modeled as a shrinking unreacted core. As the kinetic studies suggest, an intrinsic chemical reaction controls the early stage of gasification, while the diffusion controls the gasification in the later stage. The activation energies for the gasification in the mixture of CO2, H2O, CO, H2, and N2 atmosphere are 47.06 and 95.53 kJ/mol for the early and later stages of gasification, respectively. The diffusion-control step was significantly shortened with a decreasing CO2/H2O ratio. SEM results show that the gasified bituminous coal char in CO2/H2O = 1/3 atmosphere has a large number of internal pores in the mineral particles. Its microstructure is looser than that of coal char gasified in CO2/H2O = 3/1 atmosphere. The inner bore reduces the gas diffusion resistance, thus shortening the process of diffusion control.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}