Ignition of Welding Arc and UV Actinic Hazard Evaluation

 , ,
, ,
Abstract
:1. Introduction
- UVR emitted by the welding arc is highly hazardous not only for welders, but also for non-welders performing the work in the vicinity, which is reflected in UV exposure-related skin and eye diseases found in this population group,
- ELVs to arc ignition could result in exceeding allowable daily exposure.
2. Materials and Methods
2.1. Site
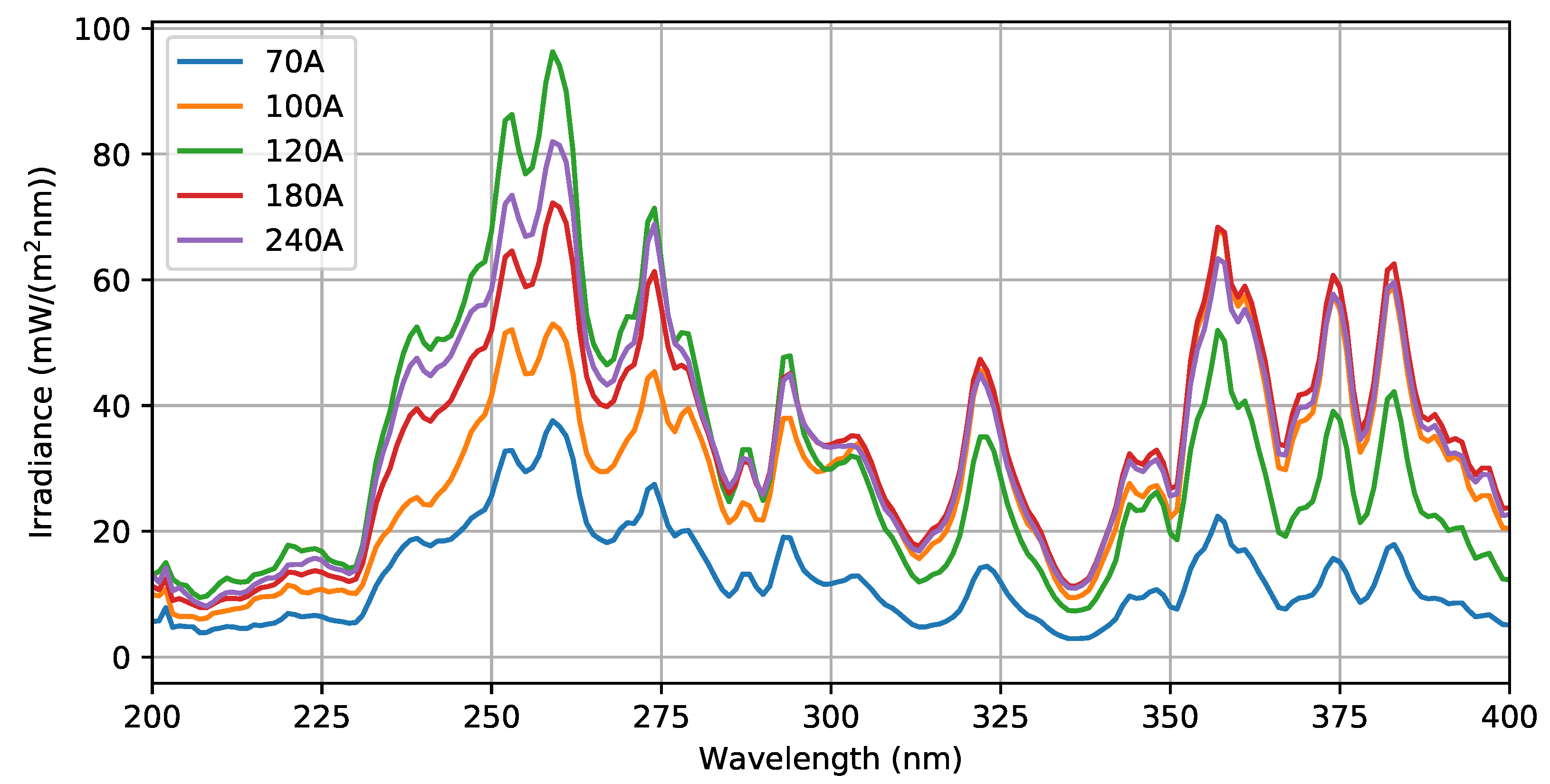
2.2. Welding Process Characteristics
2.3. Measuring Equipment
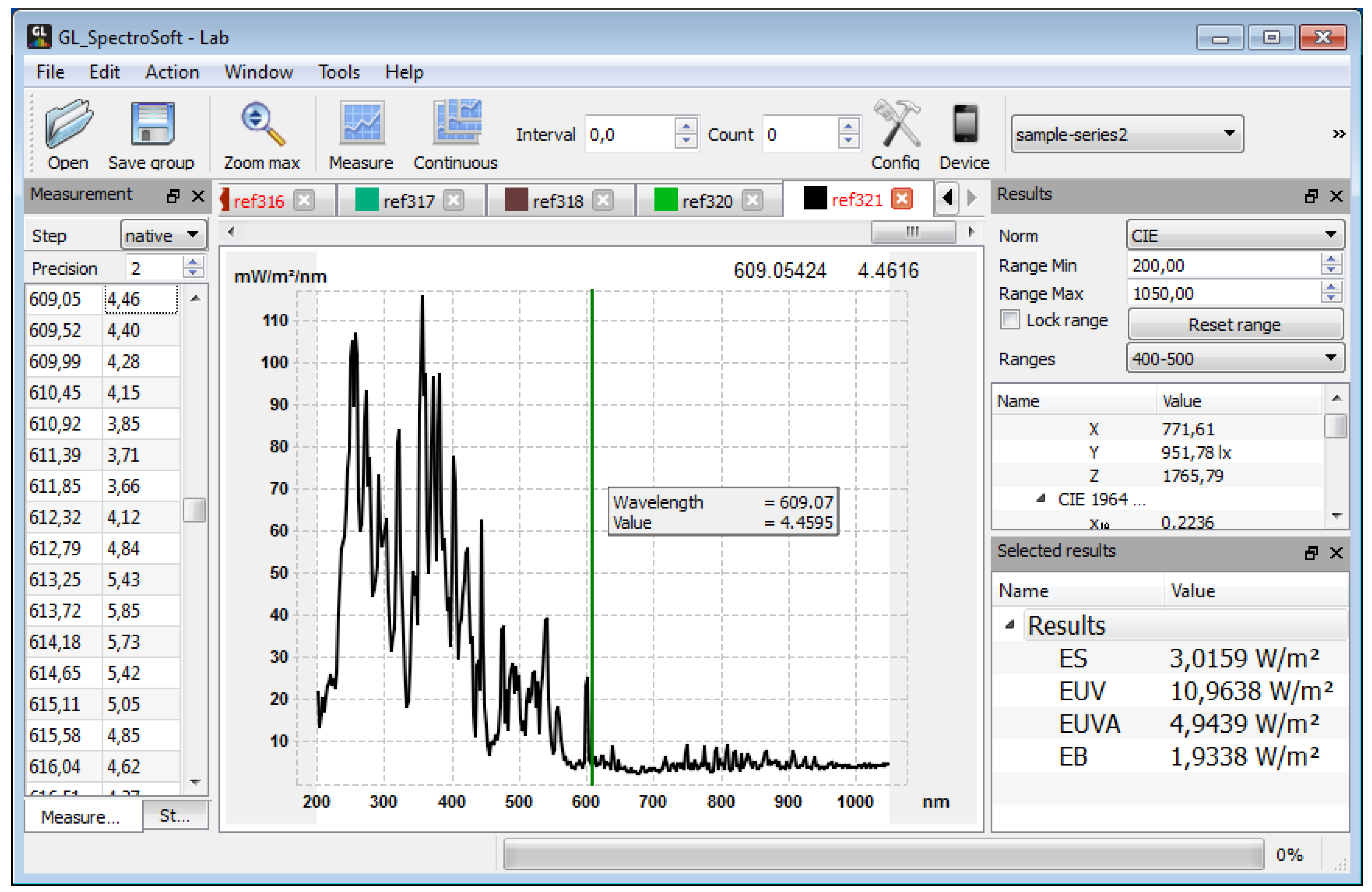
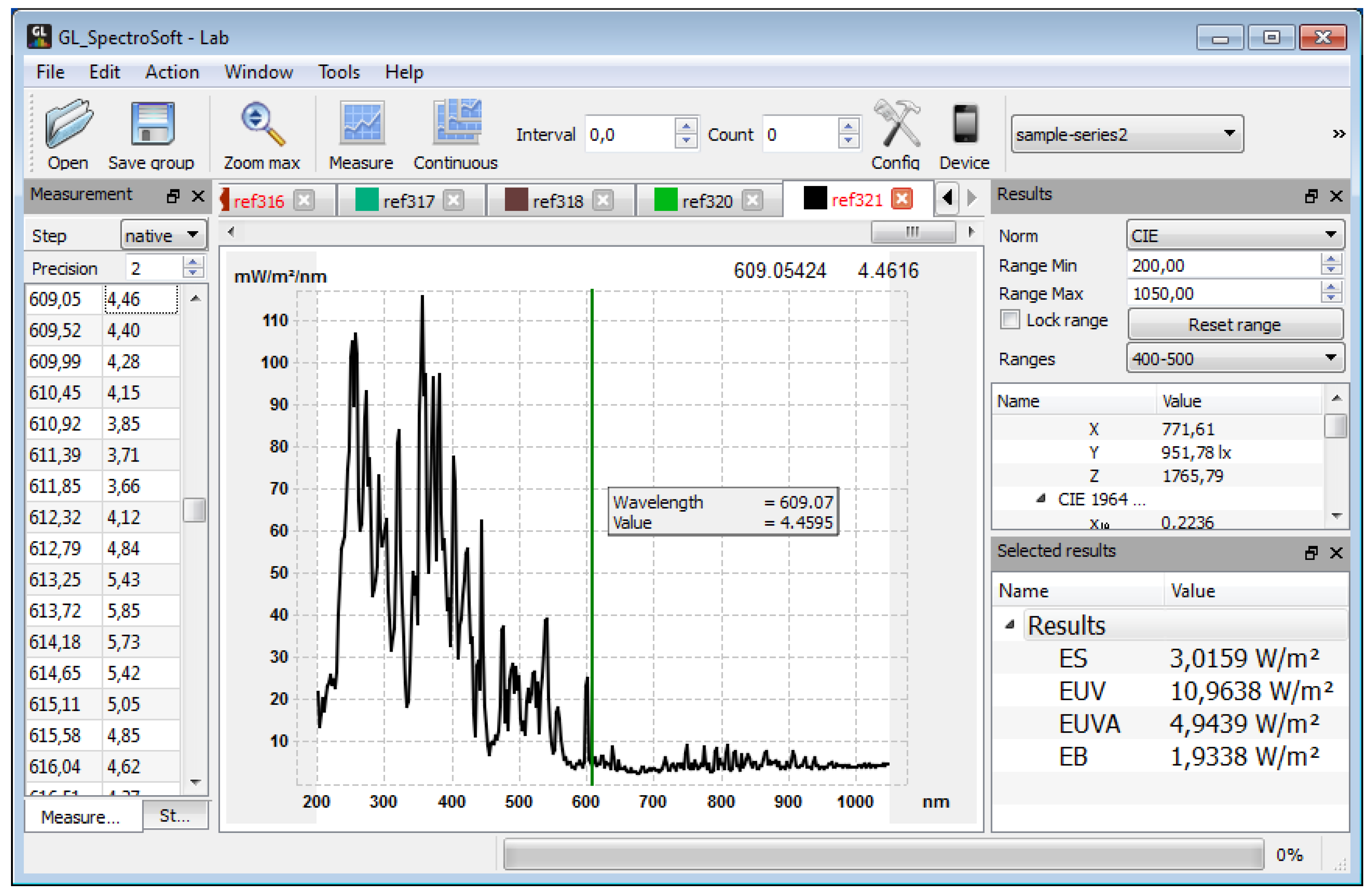
2.3.1. Spectroradiometer System for Spectral Irradiance Recording
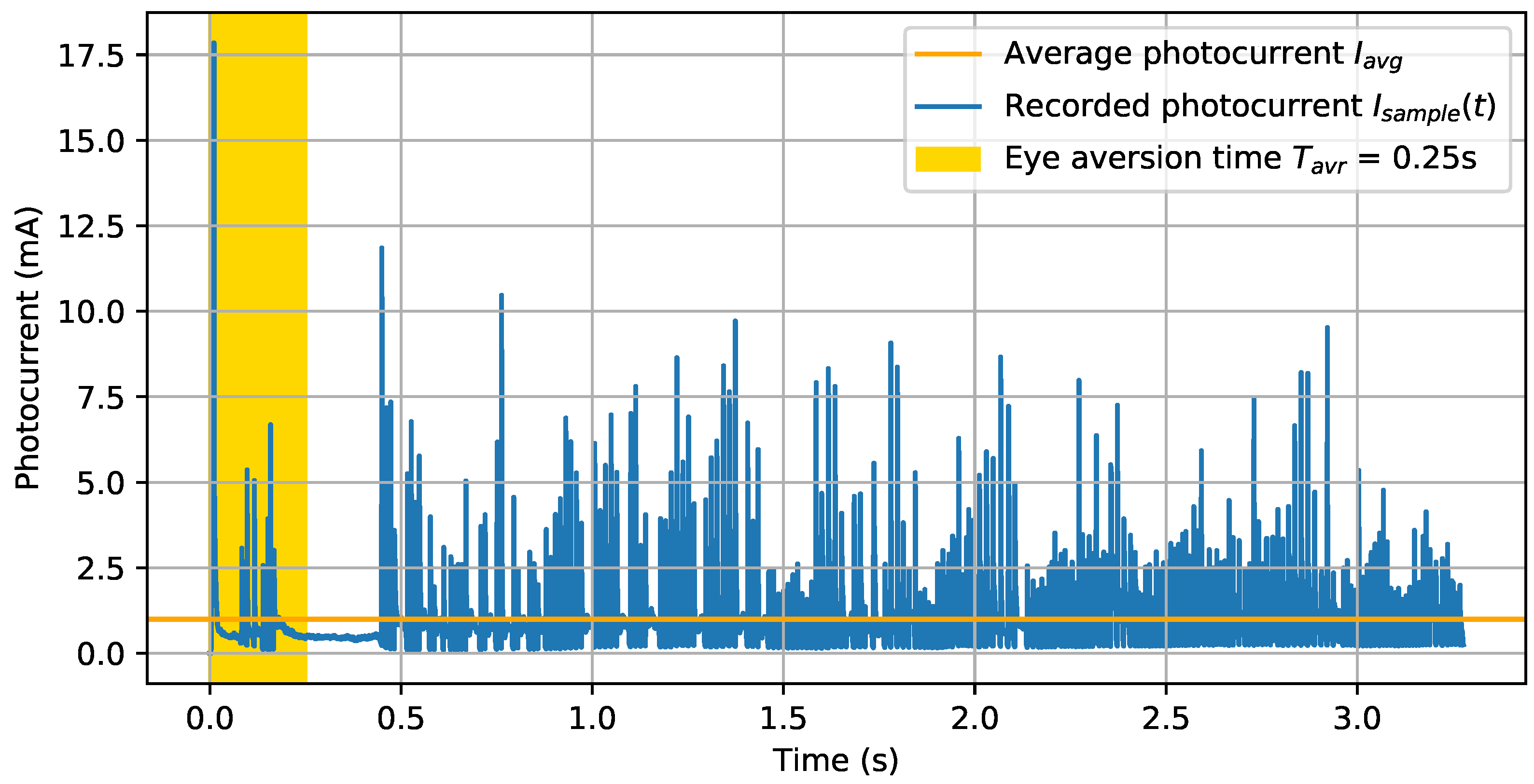
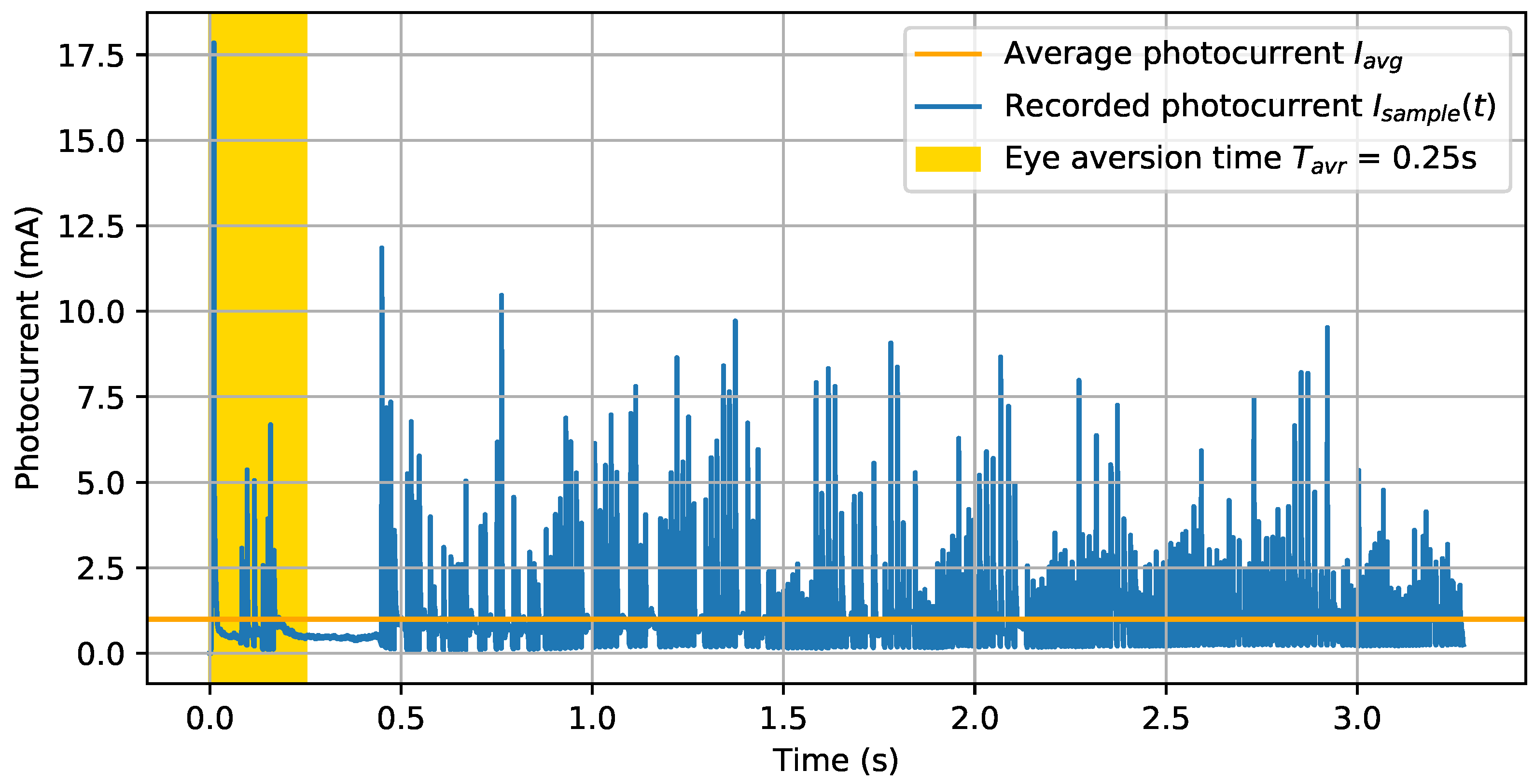
2.3.2. Photometer/Flicker Meter for Photocurrent Recording
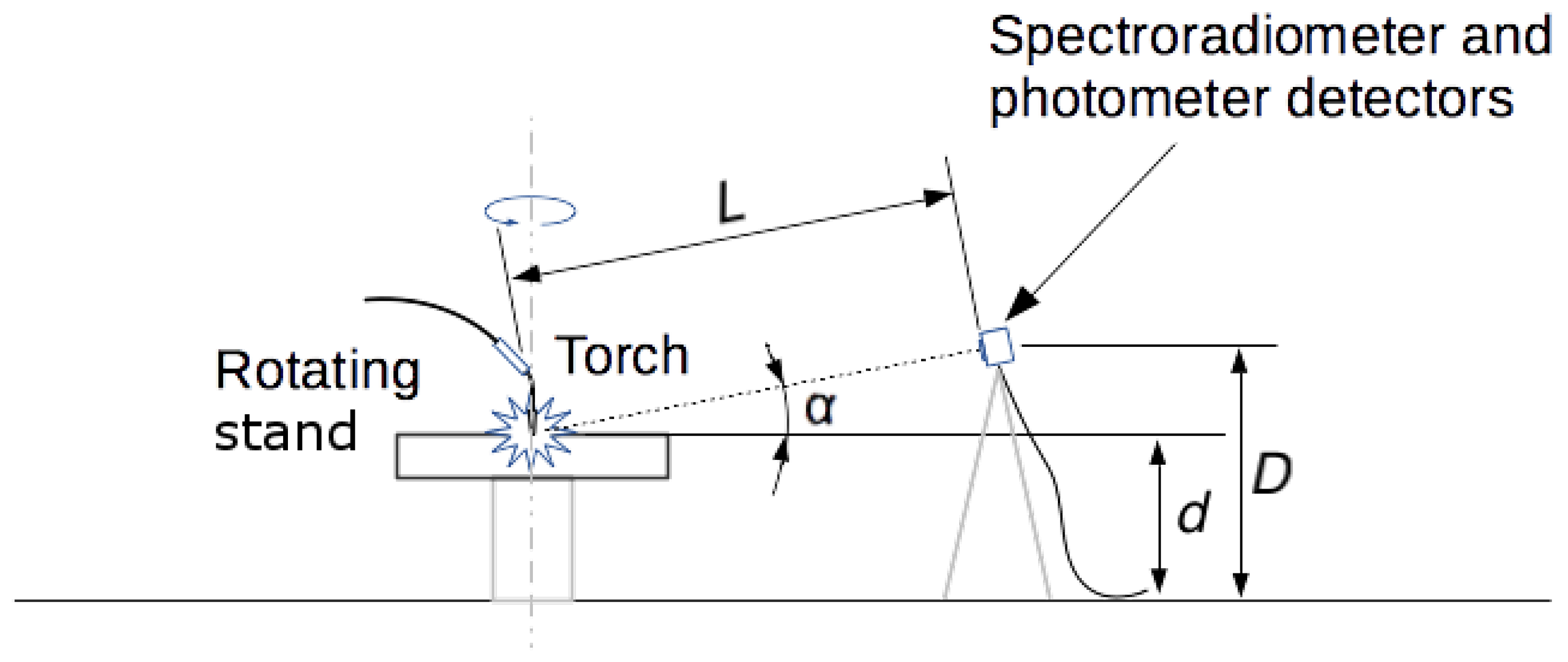
2.4. Measurement Geometry
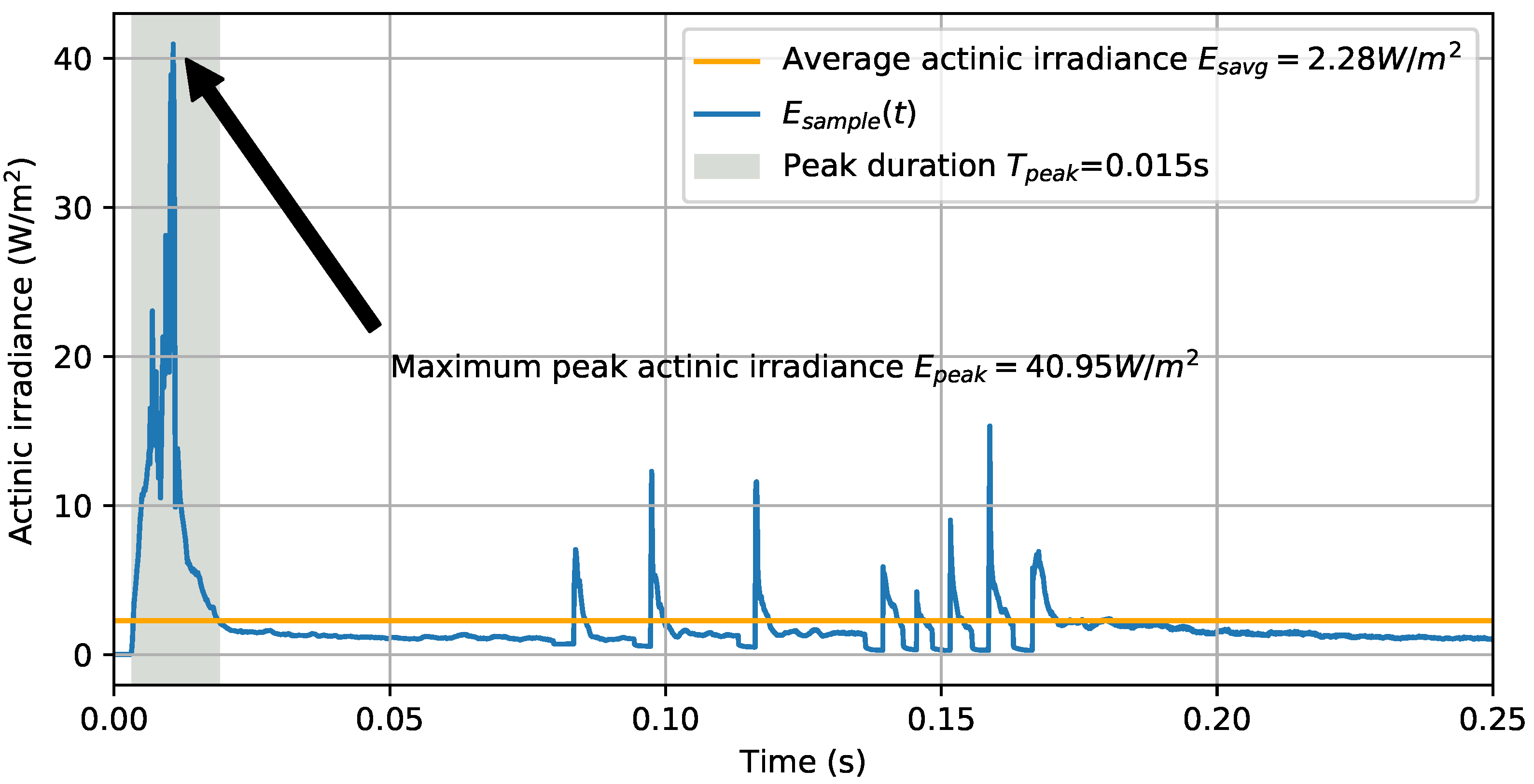
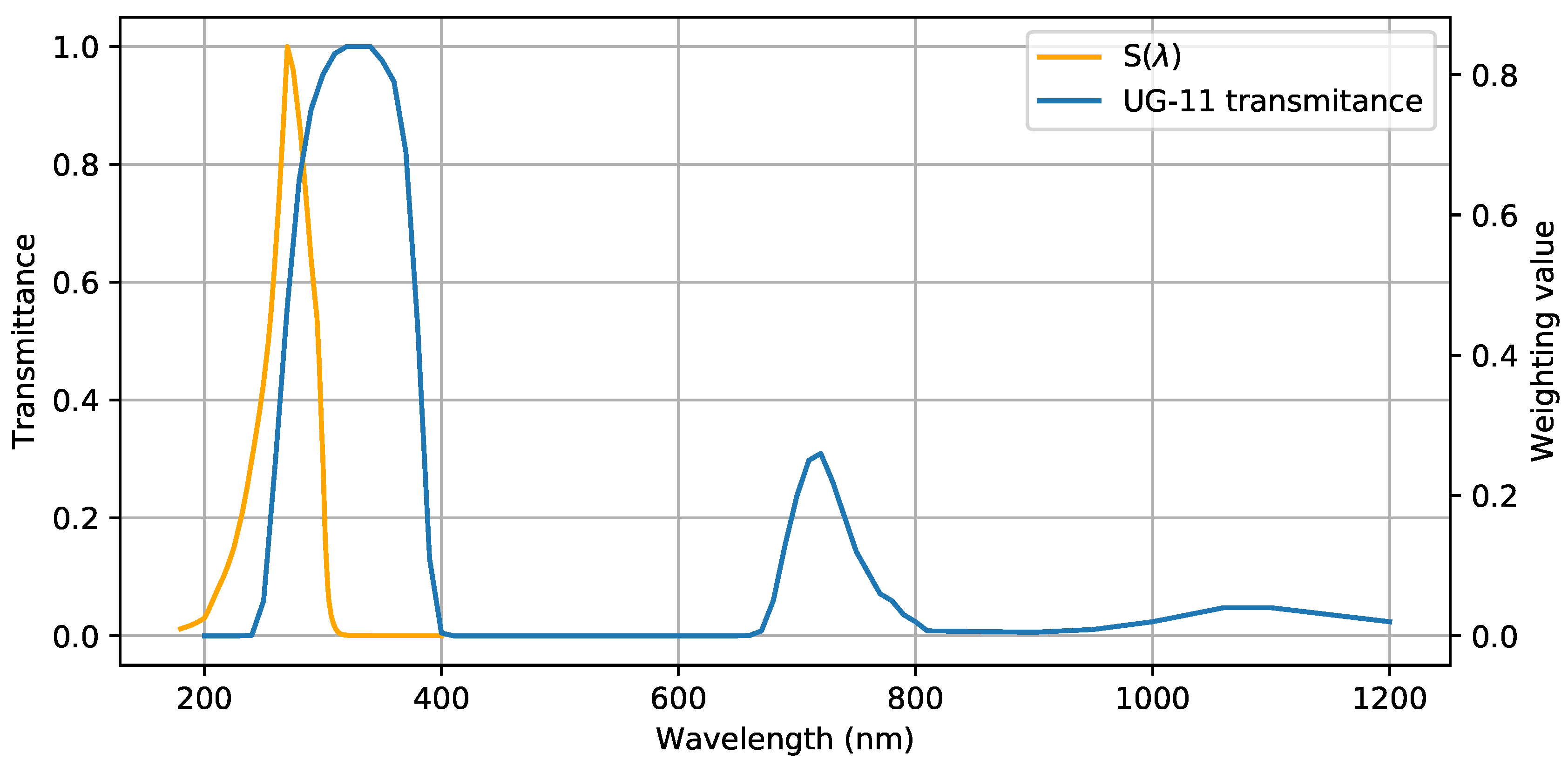
2.5. Actinic Irradiance Determination
- = actinic irradiance (W/m2)
- = spectral irradiance from measurement (W/(m2 nm))
- = actinic relative spectral effectiveness factor
- = bandwidth of the measurement.
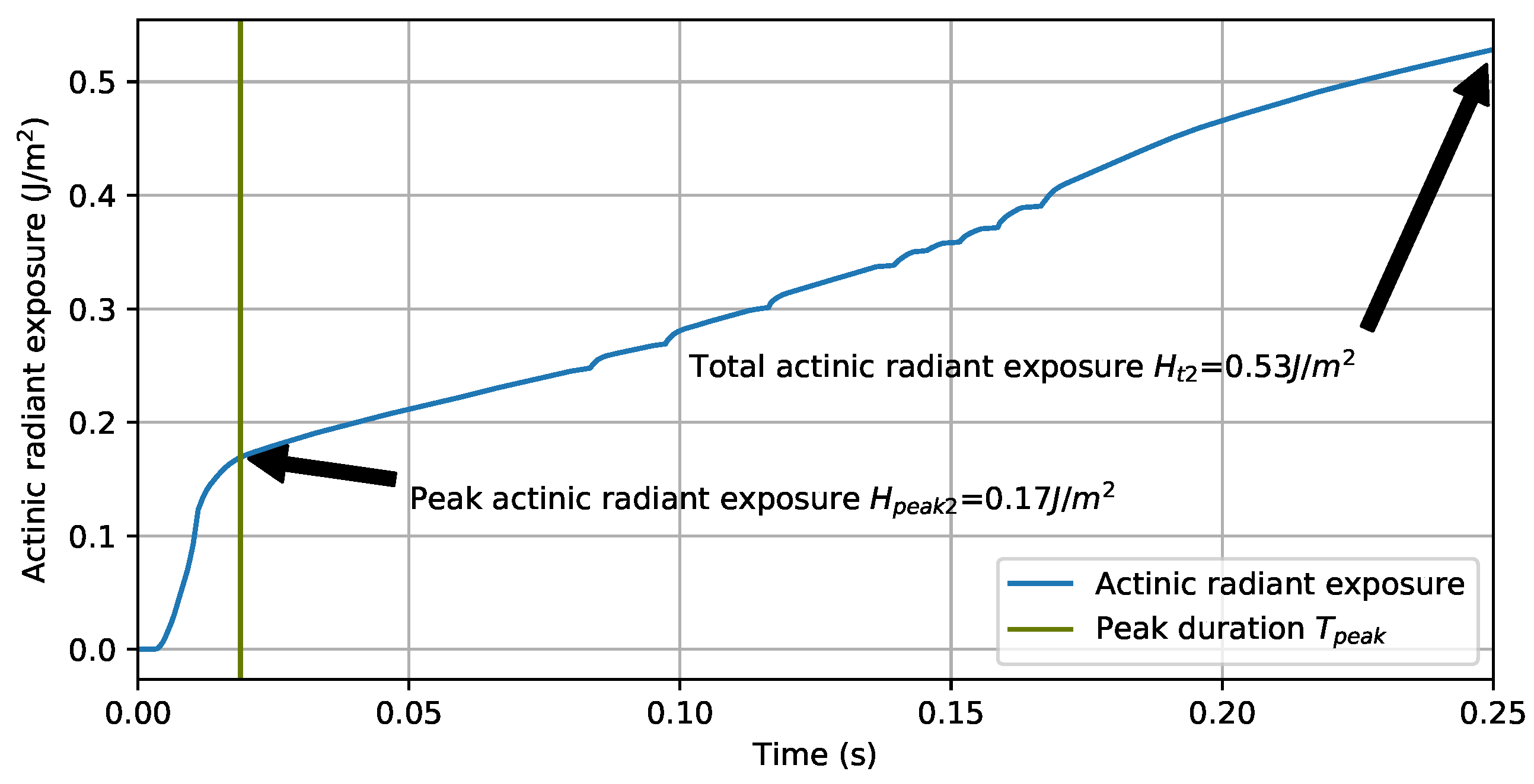
2.6. Actinic Radiant Exposure Determination
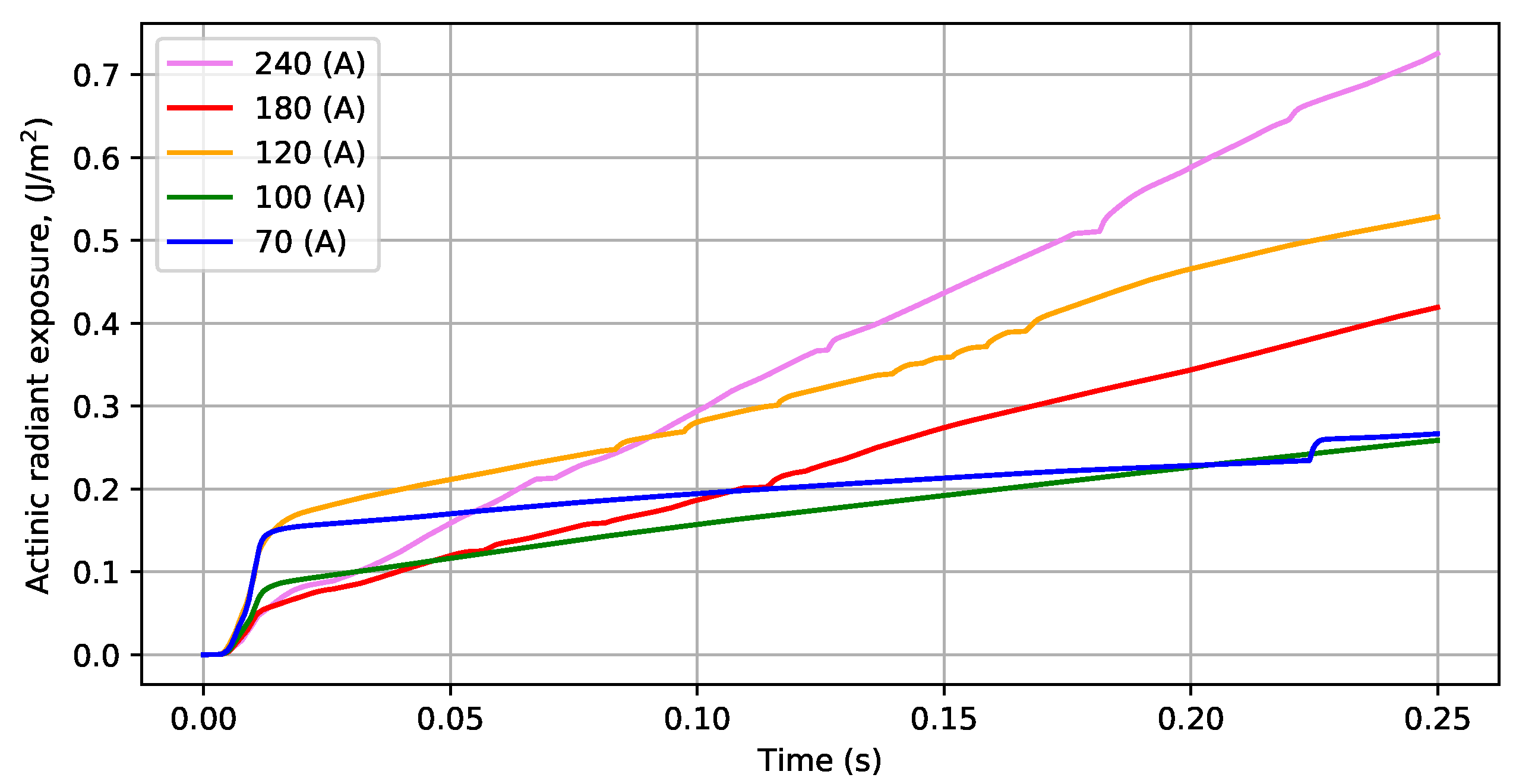
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| BCC | Basal cell carcinoma |
| CCD | Charge-coupled device |
| CMM | Cutaneous malignant melanoma |
| DARSS | Diode array rapid scan spectrometer |
| EC | European Community |
| ELV | Exposure limit value |
| FWHM | Full width at half maximum |
| IARC | International Agency for Research on Cancer |
| ICNIRP | International Commission of Non-Ionizing Radiation Protection |
| IR | Infrared |
| MAG | Metal active gas |
| MAG-P | Metal active gas-pulsed |
| MIG | Metal inert gas |
| SCC | Squamous cell carcinoma |
| TIG | Tungsten inert gas |
| UV | Ultraviolet |
| UVR | Ultraviolet radiation |
| VIS | Visible |
| VNIIOFI | The All-Russian Research Institute for Optical and Physical Measurements Federal State Unitary Enterprise |
Appendix A.
Appendix A.1.

Appendix A.2.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Welding Current A | Number of Samples | Time Period s | Average Photocurrent (mA) | Maximum Photocurrent (mA) | Standard Deviation (mA) |
|---|---|---|---|---|---|
| 70 | 103,404 | 3.31 | 0.54 | 25.31 | 0.93 |
| 100 | 123,419 | 3.95 | 1.69 | 33.57 | 1.25 |
| 120 | 102,410 | 3.28 | 1.00 | 17.85 | 0.93 |
| 180 | 94,742 | 3.03 | 2.89 | 28.03 | 1.81 |
| 240 | 149,072 | 4.77 | 4.12 | 36.69 | 2.07 |
Appendix A.3.
| Welding Current | Total Actinic Radiant Exposure Over a Time | Maximum Allowed Time of Exposure | |||
|---|---|---|---|---|---|
| A | 0.05 s J/m2 | 1 s J/m2 | 2 s J/m2 | 3 s J/m2 | s |
| 70 | 0.61 | 1.45 | 2.33 | 3.21 | 33 |
| 100 | 0.32 | 1.75 | 3.26 | 4.77 | 20 |
| 120 | 0.66 | 2.83 | 5.11 | 7.40 | 13 |
| 180 | 0.19 | 2.03 | 3.97 | 5.91 | 15 |
| 240 | 0.26 | 2.27 | 4.39 | 6.51 | 14 |
| Welding Current | Total Actinic Radiant Exposure Over a Time | Maximum Allowed Time of Exposure | |||
|---|---|---|---|---|---|
| A | 0.05 s J/m2 | 1 s J/m2 | 2 s J/m2 | 3 s J/m2 | s |
| 70 | 0.17 | 0.76 | 1.76 | 2.68 | 34 |
| 100 | 0.12 | 1.16 | 2.73 | 4.37 | 20 |
| 120 | 0.21 | 1.98 | 4.25 | 6.84 | 13 |
| 180 | 0.12 | 1.95 | 3.93 | 5.82 | 15 |
| 240 | 0.26 | 2.50 | 4.61 | 6.46 | 14 |
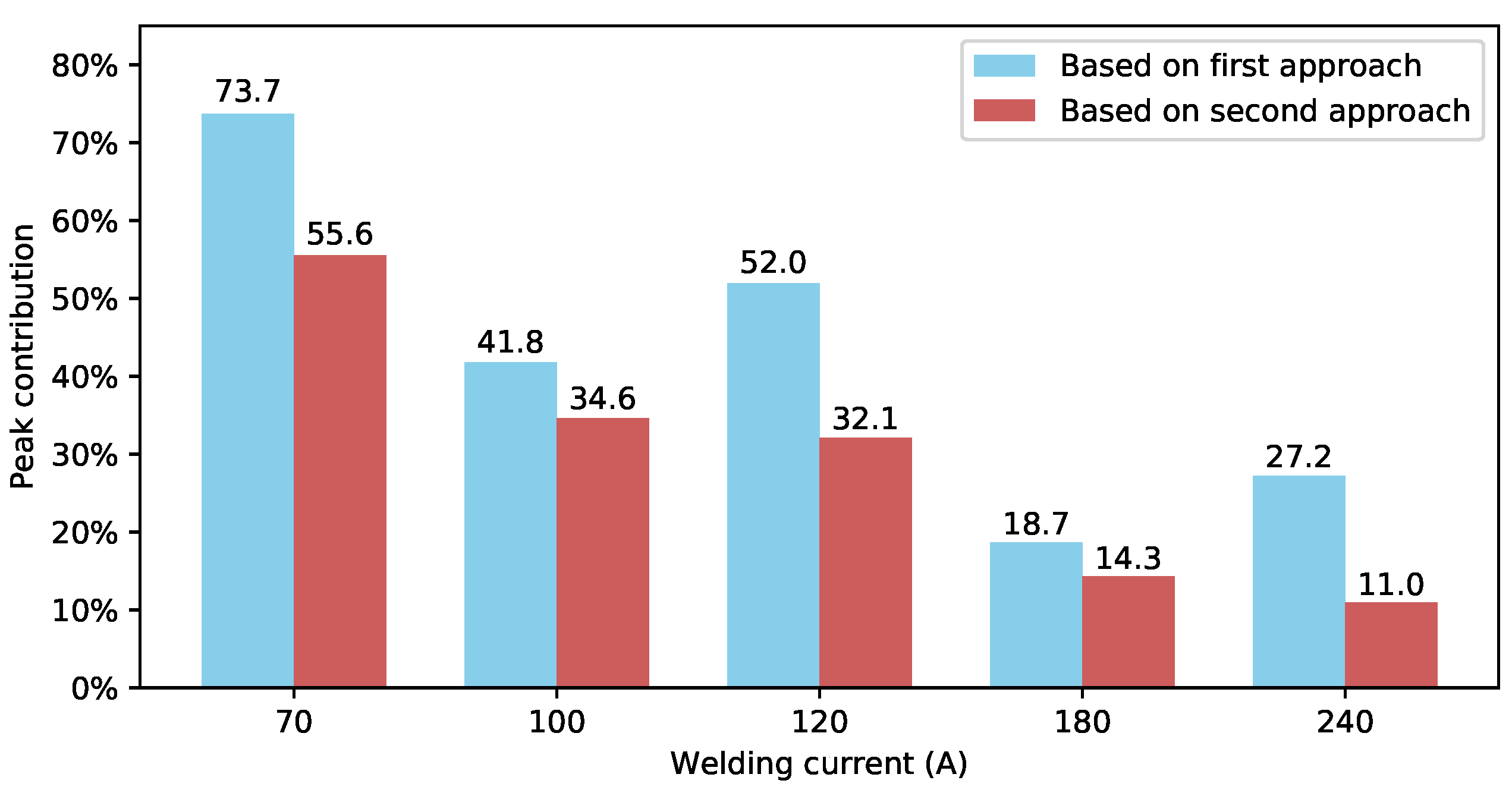
| Welding Current | Ratio | |||
|---|---|---|---|---|
| 0.05 s | 1 s | 2 s | 3 s | |
| 70 | 3.61 | 1.91 | 1.32 | 1.20 |
| 100 | 2.63 | 1.51 | 1.19 | 1.09 |
| 120 | 3.15 | 1.43 | 1.20 | 1.08 |
| 180 | 1.56 | 1.04 | 1.01 | 1.02 |
| 240 | 1.63 | 0.91 | 0.95 | 1.01 |
References
- Weglowski, M.S. Investigation on the electric arc light emission in TIG welding. Int. J. Comput. Mater. Sci. Surf. Eng. 2007, 1, 734–749. [Google Scholar] [CrossRef]
- Directive 2006/25/EC of the European Parliament and of the Council of 5 April 2006 on the Minimum Health and Safety Requirements Regarding the Exposure of Workers to Risks Arising From Physical Agents (Artificial Optical Radiation) (19th Individual Directive Within the Meaning of Article 16(1) of Directive 89/391/EEC). Off. J. Eur. Union. 2006, 114, 38–59. Available online: http://data.europa.eu/eli/dir/2006/25/2014-01-01 (accessed on 4 January 2019).
- International Commission on Non-Ionizing Radiation Protection and others. Guidelines on limits of exposure to ultraviolet radiation of wavelengths between 180 nm and 400 nm (incoherent optical radiation). Health Phys. 2004, 87, 171–186. [Google Scholar] [CrossRef]
- International Commission on Non-Ionizing Radiation Protection and others. ICNIRP statement—Protection of workers against ultraviolet radiation. Health Phys. 2010, 99, 66–87. [Google Scholar] [CrossRef] [PubMed]
- Gourzoulidis, G.; Achtipis, A.; Topalis, F.; Kazasidis, M.; Pantelis, D.; Markoulis, A.; Kappas, C.; Bourousis, C. Artificial Optical Radiation photobiological hazards in arc welding. Phys. Med. 2016, 32, 981–986. [Google Scholar] [CrossRef] [PubMed]
- Eriksen, P. Measurements of welding arcs and plasma arcs. In Light, Lasers, and Synchrotron Radiation; Grandolfo, M., Ed.; Springer Science+Business Media: New York, NY, USA, 1991; pp. 157–167. [Google Scholar]
- Eriksen, P. Time Resolved Optical Spectra from MIG Welding Arc Ignitions. Am. Ind. Hyg. Assoc. J. 1985, 46, 101–104. [Google Scholar] [CrossRef]
- Okuno, T. Spectra of optical radiation from welding arcs. Ind. Health 1985, 23, 53–70. [Google Scholar] [CrossRef] [PubMed]
- Okuno, T. Measurement of ultraviolet radiation from welding arcs. Ind. Health 1987, 25, 147–156. [Google Scholar] [CrossRef]
- Okuno, T.; Ojima, J.; Saito, H. Ultraviolet radiation emitted by CO2 arc welding. Ann. Occup. Hyg. 2001, 45, 597–601. [Google Scholar] [CrossRef]
- Wolska, A. Occupational exposure of welders to ultraviolet and “blue light” radiation emitted during TIG and MMA welding based on field measuremants. Medycyna Pracy 2013, 64, 69–82. [Google Scholar]
- Peng, C.Y.; Lan, C.H.; Juang, Y.J.; Tsao, T.H.; Dai, Y.T.; Liu, H.H.; Chen, C.J. Exposure assessment of aluminum arc welding radiation. Health Phys. 2007, 93, 298–306. [Google Scholar] [CrossRef] [PubMed]
- Peng, C.Y.; Liu, H.H.; Chang, C.P.; Shieh, J.Y.; Lan, C.H. Evaluation and monitoring of UVR in Shield Metal ARC Welding processing. Health Phys. 2007, 93, 101–108. [Google Scholar] [CrossRef] [PubMed]
- Nakashima, H.; Utsunomiya, A.; Fujii, N.; Okuno, T. Hazard of ultraviolet radiation emitted in gas tungsten arc welding of aluminum alloys. Ind. Health 2016, 54, 149–156. [Google Scholar] [CrossRef] [PubMed]
- Tenkate, T.D.; Collins, M.J. Personal ultraviolet radiation exposure of workers in a welding environment. Am. Ind. Hyg. Assoc. J. 1997, 58, 33–38. [Google Scholar] [CrossRef] [PubMed]
- Mgonija, C.T. The effects of arc welding hazards to welders and people surrounding the welding area. Int. J. Mech. Eng. Technol. 2017, 8, 433–441. [Google Scholar]
- Emmett, E.A.; Buncher, C.R.; Suskind, R.B.; Rowe, K.W., Jr. Skin and eye diseases among arc welders those exposed to welding operations. J. Occup. Med. 1981, 23, 85–90. [Google Scholar] [CrossRef] [PubMed]
- Dixon, A.J.; Dixon, B.F. Ultraviolet radiation from welding and possible risk of skin and ocular malignancy. Med. J. Aust. 2004, 181, 155–157. [Google Scholar] [PubMed]
- Rybczyński, A.; Wolska, A. Selected measurement problems during the evaluation of occupational exposure to UV radiation emitted by the welding arc. In Proceedings of the 2016 IEEE Lighting Conference of the Visegrad Countries (Lumen V4), Karpacz, Poland, 13–16 September 2016; pp. 1–7. [Google Scholar]
- Tenkate, T.D. Ocular ultraviolet radiation exposure of welders. Scand. J. Work Environ. Health 2017, 43, 287–288. [Google Scholar] [CrossRef]
- Slagor, R.M.; La Cour, M.; Bonde, J.P. The risk of cataract in relation to metal arc welding. Scand. J. Work Environ. Health 2016, 42, 447–453. [Google Scholar] [CrossRef]
- Rybczyński, A.; Wolska, A.; Wisełka, M.; Pfeifer, T.; Matusiak, J.; Wyciślik Sośnierz, J. Problems Identified During Measurement And Assessment Of Blue-Light Hazard From Arc Welding Process. In Proceedings of the Lux Europa 2017 Conference—Lighting for Modern Society, Ljubljana, Slovenia, 18–20 September 2018; Kobav, M.B., Ed.; Lighting Engineering Society of Slovenia: Ljubljana, Slovenia, 2017; pp. 428–433. [Google Scholar]
- Rybczyński, A.; Wolska, A.; Wisełka, M.; Matusiak, J.; Pfeifer, T. Welding Arc Ignition and Photobiological Hazard Evaluation. In Proceedings of the 2018 IEEE International Conference on Environment and Electrical Engineering and 2018 IEEE Industrial and Commercial Power Systems Europe (EEEIC/I&CPS Europe), Palermo, Italy, 12–15 June 2018; pp. 1–6. [Google Scholar]
- Heltoft, K.N.; Slagor, R.M.; Agner, T.; Bonde, J.P. Metal arc welding and the risk of skin cancer. Int. Arch. Occup. Environ. Health 2017, 90, 873–881. [Google Scholar] [CrossRef]
- Falcone, L.M.; Zeidler-Erdely, P.C. Skin cancer and welding. Clin. Exp. Dermatol. 2018. [Google Scholar] [CrossRef]
- Zamanian, Z.; Mortazavi, S.M.J.; Asmand, E.; Nikeghbal, K. Assessment of Health Consequences of Steel Industry Welders’ Occupational Exposure to Ultraviolet Radiation. Int. J. Prev. Med. 2015, 6, 123. [Google Scholar] [PubMed]
- Ramdan, I.M.; Mursyidah, S.B.; Jubaedah, S. Photokeratoconjunctivitis Symptoms among Informal Welding Operators in North Samarinda, Indonesia. Glob. Med. Health Commun. (GMHC) 2017, 5, 144–151. [Google Scholar] [CrossRef]
- IARC. International Agency on Research of Cancer: IARC Monographs on the evaluation Carcinogenic risks to Humans. IARC Monogr. Eval. Carcinogenic Risks Hum. 2012, 100D, 90. [Google Scholar]
- Shi, L.; Song, Y.; Xiao, T.; Ran, G. Physical characteristics of welding arc ignition process. Chin. J. Mech. Eng. 2012, 25, 786–791. [Google Scholar] [CrossRef]
- Suban, M.; Tušek, J. Methods for the determination of arc stability. J. Mater. Process. Technol. 2003, 143, 430–437. [Google Scholar] [CrossRef]
- Garcia-Guinea, J.; Correcher, V.; Lombardero, M.; Gonzalez-Martin, R. Study of the ultraviolet emission of the electrode coatings of arc welding. Int. J. Environ. Health Res. 2004, 14, 285–294. [Google Scholar] [CrossRef] [PubMed]
- European Standard EN 14255-1. Measurement And Assessment Of Personal Exposures To Incoherent Optical Radiation—Part 1: Ultraviolet Radiation Emitted By Artificial Sources In The Workplace; European Committee for Standardization CEN: Brussels, Belgium, 2005. [Google Scholar]
- GL Optic. GL Spectis 5.0 Touch—Technical Datasheet. Available online: https://gloptic.com/products/gl-spectis-5-0-touch/ (accessed on 4 January 2019).
- Schott. Optical Filter Glass. 2015. Available online: https://www.schott.com/advanced_optics/english/products/optical-components/optical-filters/optical-filter-glass/index.html (accessed on 4 January 2019).
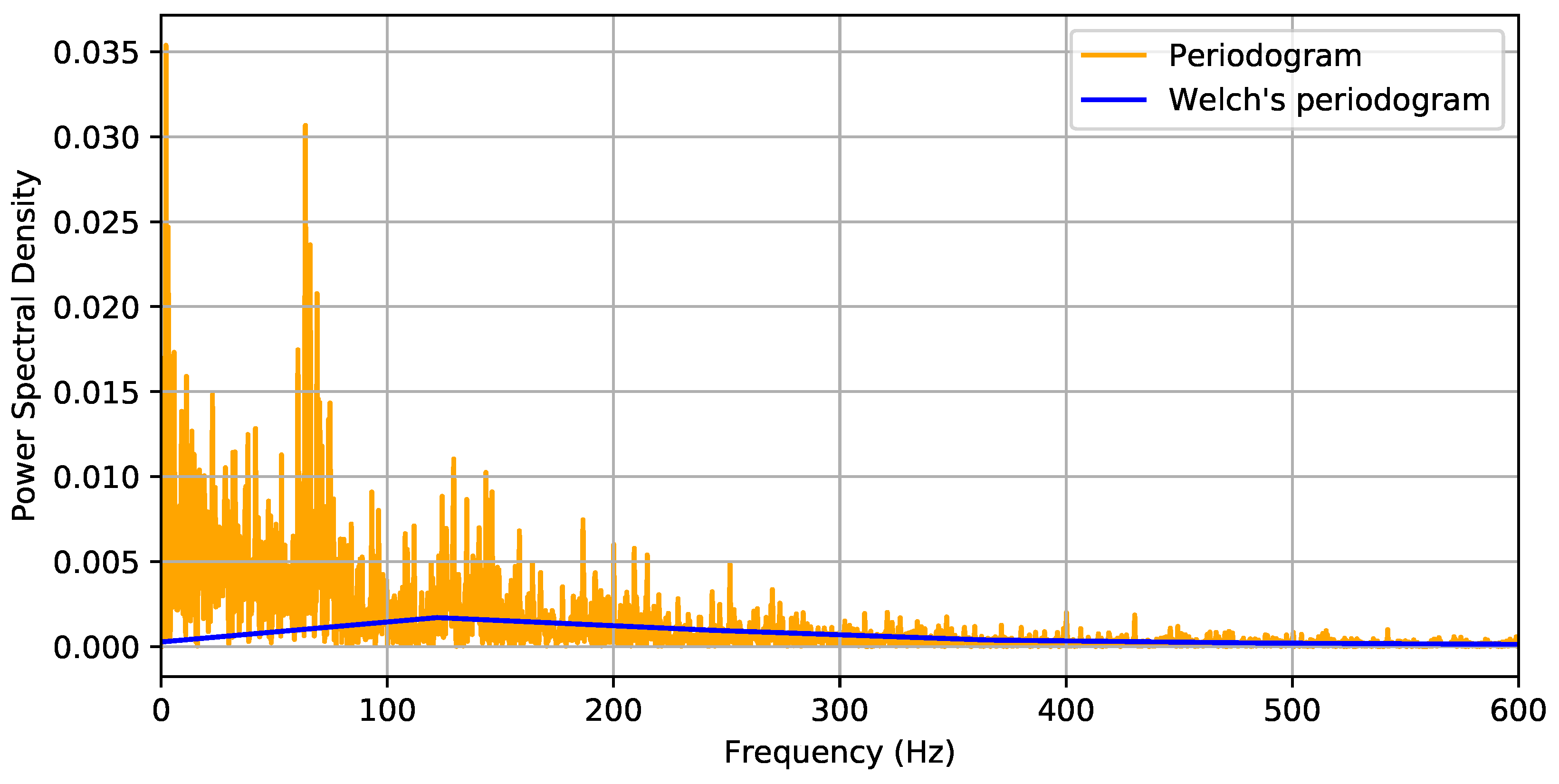
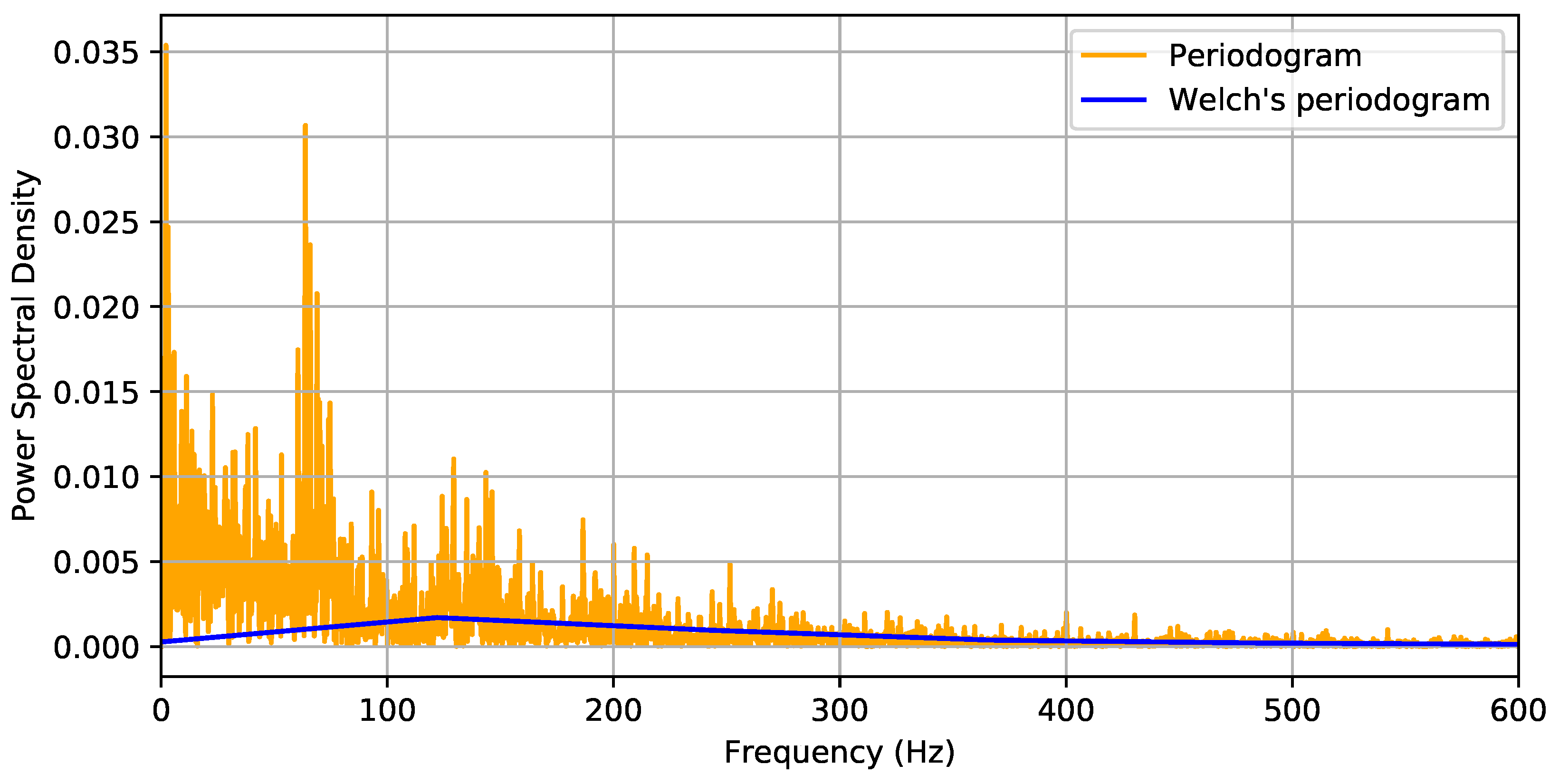
- Welch, P. The use of fast Fourier transform for the estimation of power spectra: A method based on time averaging over short, modified periodograms. IEEE Trans. Audio Electroacoust. 1967, 15, 70–73. [Google Scholar] [CrossRef]




| Parameter | Welding Process MAG-P |
|---|---|
| Shielding gas | Ar+18%CO2+ |
| +2%O2 | |
| Gas flow | 12 L/min |
| Welding current | 70–240 A |
| Length of arc | 12 ± 1 mm |
| Welding wire | G3Si1 1.0 mm |
| Welded material | Construction steel |
| Parameter | Specification |
|---|---|
| Spectral range | 200 nm–1050 nm |
| Optical FWMH | 2.5 nm–3.5 nm |
| Wavelength reproducibility | 0.5 nm |
| Stray light | 2 × 10 |
| Signal-to-noise ratio | 1000:1 |
| Integration time | 10 ms–60 s |
| Welding Current | Average Actinic Irradiance | Minimum Actinic Irradiance | Maximum Actinic Irradiance | Standard Deviation | Expanded Uncertainty k = 2 |
|---|---|---|---|---|---|
| A | Esavg W/m2 | Esmin W/m2 | Esmax W/m2 | σ(Esavg) W/m2 | U(Esavg) % |
| 70 | 0.88 | 0.82 | 0.97 | 0.01 | 3.21 |
| 100 | 1.51 | 1.07 | 1.82 | 0.07 | 9.36 |
| 120 | 2.28 | 1.86 | 2.75 | 0.08 | 6.92 |
| 180 | 1.94 | 1.43 | 2.48 | 0.11 | 11.44 |
| 240 | 2.12 | 1.36 | 2.82 | 0.14 | 12.94 |
| Welding Current | Maximum Peak Actinic Irradiance | Peak Duration | Peak Actinic Radiant Exposure | Average Irradiance | Total Actinic Radiant Exposure |
|---|---|---|---|---|---|
| A | Epeak1 W/m2 | Tpeak s | Hpeak1 J/m2 | Esavg1 W/m2 | Ht1 J/m2 |
| 70 | 41.60 | 0.014 | 0.58 | 0.88 | 0.79 |
| 100 | 21.51 | 0.012 | 0.26 | 1.51 | 0.62 |
| 120 | 38.72 | 0.015 | 0.58 | 2.28 | 1.12 |
| 180 | 11.94 | 0.009 | 0.11 | 1.94 | 0.58 |
| 240 | 12.42 | 0.015 | 0.19 | 2.12 | 0.68 |
| Welding Current | Peak Actinic Radiant Exposure | Total Actinic Time | Ratio Radiant Exposure |
|---|---|---|---|
| A | Hpeak2 J/m2 | Ht2 J/m2 | Ht1/Ht2 |
| 70 | 0.15 | 0.27 | 2.93 |
| 100 | 0.09 | 0.26 | 2.38 |
| 120 | 0.17 | 0.53 | 2.11 |
| 180 | 0.06 | 0.42 | 1.37 |
| 240 | 0.08 | 0.73 | 0.94 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rybczyński, A.; Wolska, A.; Wisełka, M.; Matusiak, J.; Pfeifer, T. Ignition of Welding Arc and UV Actinic Hazard Evaluation. Energies 2019, 12, 512. https://doi.org/10.3390/en12030512
Rybczyński A, Wolska A, Wisełka M, Matusiak J, Pfeifer T. Ignition of Welding Arc and UV Actinic Hazard Evaluation. Energies. 2019; 12(3):512. https://doi.org/10.3390/en12030512
Chicago/Turabian StyleRybczyński, Andrzej, Agnieszka Wolska, Mariusz Wisełka, Jolanta Matusiak, and Tomasz Pfeifer. 2019. "Ignition of Welding Arc and UV Actinic Hazard Evaluation" Energies 12, no. 3: 512. https://doi.org/10.3390/en12030512
APA StyleRybczyński, A., Wolska, A., Wisełka, M., Matusiak, J., & Pfeifer, T. (2019). Ignition of Welding Arc and UV Actinic Hazard Evaluation. Energies, 12(3), 512. https://doi.org/10.3390/en12030512