During the review of selected equipment, key parameters (according to which could their effectiveness be evaluated) were concisely chosen. For clarity, the parameters found are classified based on three criteria: “Design”, “Optimization”, and “Operation”. The first criterion “Design” defines whether the given parameter is basic, i.e., whether it is used for the design and standard efficiency calculation. Usually, such a parameter is given in the specification of the device. The second criterion “Optimization” distinguishes the parameters according to the usefulness for the optimization of the equipment (which is assessed based on available literature). These two criteria, therefore, reflect the operational importance of the selected parameters. For example, if a parameter satisfies all criteria, it is then critical in assessing the overall efficiency of the equipment. The last criterion, “Operation”, distinguishes whether the parameter is variable in operation. If changing a parameter requires shutting down the operation, then such a parameter is considered to be fixed; otherwise, it is variable. It is assumed that a fixed parameter cannot affect the efficiency of other machinery. Identified parameters of each equipment are presented in the form of a checklist table, in which the satisfaction of the given criteria for a processing unit is marked with the symbol “✓” while the opposite case is indicated by the symbol “✗”. The partial conclusions reached are briefly commented upon in this paper.
3.1. Inlet Pump Stations
Pumping is the most common process in WWTP technology. Pumping of treated water varies considerably according to the geographic profile of a particular WWTP. As far as the height profile of the plant permits, the pumps shall be placed after the mechanical stage of the treatment plant, where the water is already free of all unsuspended solids [
26]. At this location, the risks of damage and excessive wear of the pumps are minimal, allowing the use of conventional centrifugal pumps that have the highest efficiency. If the raw water energy at the inflow to the WWTP is not sufficient, it is necessary to increase this energy by pumps immediately after the retention tank. Usually, Archimedean screw pumps are used, which are not sensitive to floating impurities and can transport even large pieces [
8]. The inlet pump station as the first installation of the whole WWTP technology cannot be influenced by any preceding installation; therefore, the impact assessment is unnecessary, but it was included in this study to verify the methodology.
Rotary pumps, which are driven by electric motors, are most commonly used for pumping of water in WWTPs. For the basic design of rotary pump output, these parameters are needed:
The required discharge head is the sum of the geometrical height, the difference in the kinetic energy of the liquid flow, and the pressure losses in the piping, which are variable factors that differ from plant to plant. Based on these parameters, gravity acceleration can be used to calculate the required pump output power. The input power of the electric motor to drive the pump must be higher due to the different energy losses of the pump. The ratio of these power values represents the overall efficiency of the pump. See the following formula:
where η
P is the efficiency of pump (-), ρ is a water density (kg∙m
−3), Q
W is a volume flow (m
3∙s
−1), Y is a specific energy of pumped water (J∙kg
−1), and P
R is a power consumption (W).
This efficiency includes the efficiency of the conversion of electrical energy to mechanical (electric motor efficiency), the efficiency of mechanical energy transfers from the electric motor to the pump, and the hydraulic efficiency of the pump [
27].
The actual efficiency of the pump is affected by current operating parameters, such as the actual flow rate and actual pressure losses. They reflect the clogging of the pipes and the mechanical wear of the active surfaces of the pump. The usual total efficiency of pumps in WWTP technology is 32%. At an efficiency of 80%, a pump is considered highly efficient [
8].
The actual flow rate also differs from the designed flow rate, either overloading the pump or only partially loading the pump. Both of these conditions have negative impacts on hydraulic efficiency and thus on electrical energy consumption [
28]. Fluctuations in the flow rate are caused by the irregular inflow of wastewater into WWTP, both during the day, with morning and evening peaks, and also during the year. In the case of a unified sewerage system, where the rainwater is drained together with the sewage water, the effect of weather is significantly reflected in the flow rate. In smaller plants, this can be largely eliminated by a retention tank with sufficient capacity; however, in large WWTPs, with a large sewerage network, such a solution is not sufficient. This has been the subject of several studies. Van Heeringen (2016) solved the optimization of pump stations of the sewerage system of an urban agglomeration in the Netherlands to ensure a steady inflow to the WWTP in real-time [
29]. The mathematical tool for controlling the inflow of water into the WWTP developed by Stefan Kroll’s team (2016) included precipitation sensors located in the sewerage network plan, which can better respond to weather conditions. Ensuring an even water inflow to the WWTP also affects other technological equipment [
30].
Several studies have addressed the issues of pump control in WWTPs. Kusiak et al. (2013) solved a suitable tool for pump station optimization and a suitable method of data collection [
31]. They monitored the following parameters for optimization:
Data were collected at 5-min intervals and averaged after 15 min to construct the simulation model. The tool for the most efficient control of WWTP pump stations, developed by Zhang et al. (2012), is also based on the same data [
32]. The actual pump energy consumption and real flow rates are also monitored by the STOAT simulation tool, which then evaluates the actual pump efficiency and compares it with the reference values. This allows the operator to detect possible pump defects in advance [
28]. The authors simulated 27 scenarios for the given case and, using 5 different mathematical models, then evaluated the most advantageous variant and the most advantageous operation settings on the current flow rate and energy consumption [
31]. A study of Berge et al. (2014) describes monitoring a sewage pump station and creating a tool for early detection of defects also monitors current water flow rates and energy consumption [
33].
The parameters related to the pump operation are shown in
Table 1. The output power of rotary pumps can be controlled just by changing the speed and, in the case of a pump station, also by the number of working pumps. The optimal value of the output can be controlled according to the actual flow rate and pressure losses. Online monitoring of these parameters is thus essential to ensure the most efficient operation. For the needs of WWTPs, more advanced control systems have been developed which, based on the measurement of appropriate parameters (amount of water in the buffer tank, wastewater flow rate in the sewerage network, and amount of rainwater), can predict the amount of inflowing water. Accordingly, the pumps at the inflow to the WWTP are controlled thus preventing fluctuations in the hydraulic load of the WWTP operation, which has a positive impact on other technological equipment. By measuring the temperature and fluctuations in the electrical energy consumption of specific pumps, potential defects can be detected in time, which makes it possible to minimize maintenance costs.
3.2. Airlift Pump
From the bottom of sand traps, settled sand and fine gravel are usually pumped by airlift pumps [
8]. These pumps differ from the previous ones because they are jet pumps, which are characterized mainly by the absence of moving parts. The energy carrier here is compressed air, which forms a 3-phase mixture (air, water, and solids-sand) with a lower density than that of the surrounding mixture of water and sand and thus causes the actual movement of the pumped mixture. The main advantage of airlift pumps is a simple construction and maintenance-free operation, which is redeemed by low efficiency (approximately 35–55%) [
34]. The analysis of airlift pumps should verify the applicability of the proposed methodology to this specific equipment.
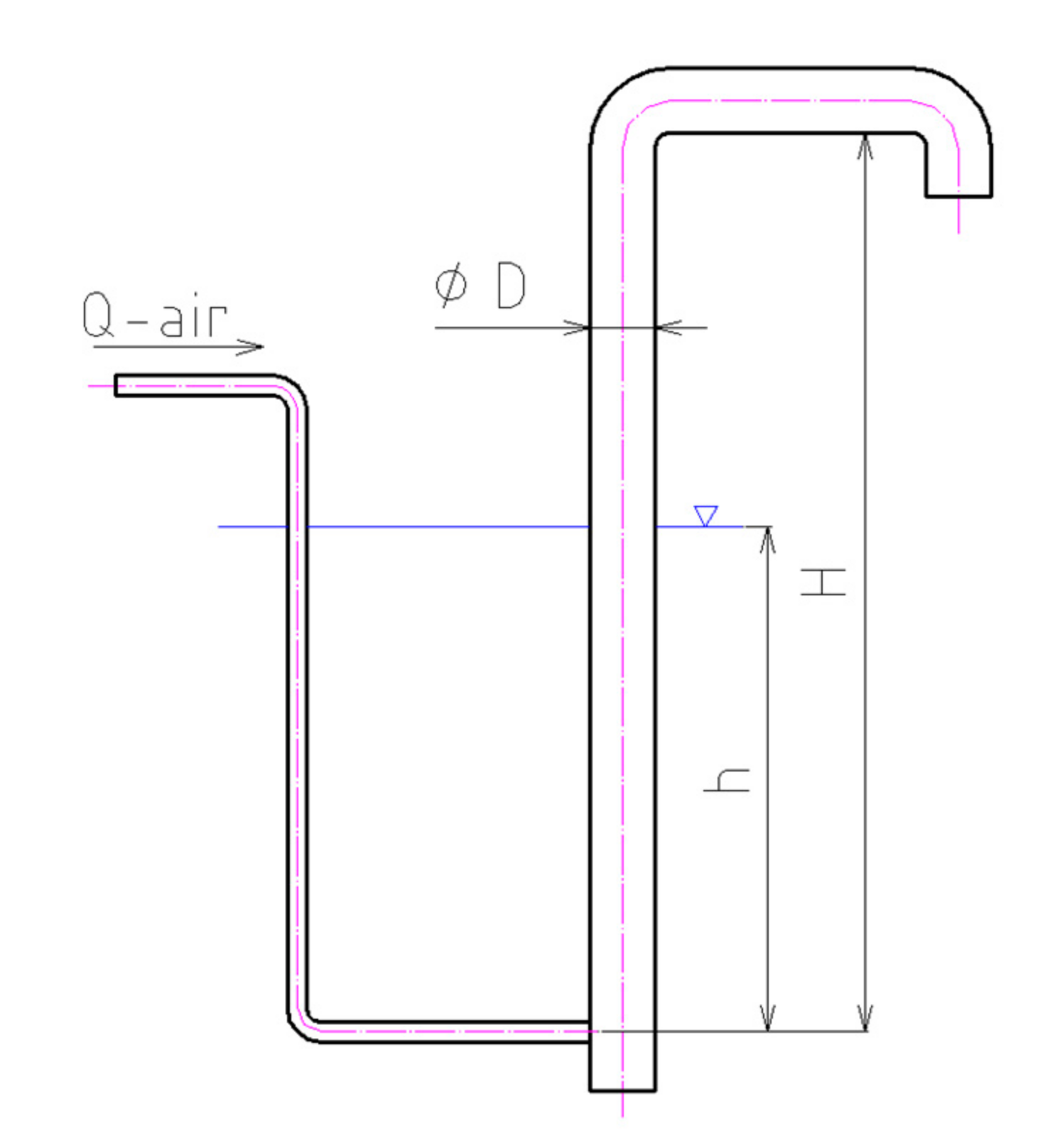
Below are the basic parameters provided for airlift pumps. For better clarity, they are indicated in the schematic diagram (
Figure 2):
The ratio of the submergence depth to the lift height is called the submergence ratio, which is an important parameter influencing the output of the pump.
The description of the influence of selected parameters (pipe diameter, nozzle diameter, supplied-air pressure, etc.) on the pump output and efficiency is given in the article by Awari (2004) [
35]. Hamid Tighzert et al., in their 2013 study, experimentally investigated the actual impact of relative submergence and airflow rate on the airlift pump output. Using a transparent pipeline, the authors were able to describe the course of two-phase flow and define its form for the highest output [
36]. Zhineng Wang et al. (2018), who used the LDV (Laser Doppler Velocimetry) method to measure the flow rate and a high-speed imaging camera to describe the effect of the submergence to airflow rate ratio, also used a transparent pipeline for the study of the maximum output of two-phase flow [
37].
The technical design of the air supply also has an influence on the subsequent formation of the flow and thus on the achieved pumping output [
38]. The research was also conducted on the effect of directing the supplied air into the discharge pipe. The best results were achieved by a combination of axial and radial air supply. This research also examined the effect of pulsed air supply, and experimental tests showed that the pumping output of the airlift pump increased by up to 60% with pulsed air supply compared to continuous supply [
39]. The effect of temperature on the pump output was also investigated, where the experimental study [
40] proved that, at operating temperatures higher than 45 °C, this factor cannot be neglected.
All studies state that the basic parameters (see
Figure 2) affect the form of two-phase flow, which has a direct effect on the pumping output. The studies agree that the highest output is achieved just before the change flow mode, which was also studied in detail [
41]. To model the two-phase flow, many studies have been conducted, the analysis of which is presented by Morgado (2016) [
42].
As the airlift pumps are used for pumping of sand a three-phase flow mode must be taken into account. Various investigations have also been carried out in this area. Kassab et al. (2007) created a mathematical model for the prediction of three-phase flow pump outputs, which was experimentally verified. The authors examined the pumping capacity of airlift pumps for solid particles of different sizes and confirmed that the increasing particle size negatively impacts the pumping output [
43]. Deendarlianto et al. (2019) went even further in his study and experimentally investigated the effect of the angle of the air supply nozzles on the pumping of solid particles of different diameters. He found that the agitation of the settled solid particles has a very positive effect on the pumping efficiency. On the contrary, larger particle size negatively impacts the pumping characteristics [
44].
Experimental research has also provided calculations of the efficiency of airlift pumps, for the calculation of which a simple relationship is most often used; this is based on the assumptions of an isometric process [
45]. It is widely used despite a 1986 study that considers this relationship imperfect for the design of airlift pumps due to neglect of pressure losses and presents its own, much more sophisticated, equation that already includes these losses and can be used to determine the optimal pipe diameter, air flow rate or submergence ratio [
34]. In addition to the basic coefficients for two-phase flow and the above parameters, it also takes into account the air pressures at the nozzle and the discharge of the airlift pump. This equation was experimentally verified both on operational data and in the laboratory.
To compare the suitability of airlift pumps for given applications, Hanafizadech et al. (2014) suggest introducing dimensionless criteria based on known basic parameters. These criteria (capacity coefficient and superficial slip ratio) correspond in their waveforms to the output criteria and their efficiency to the criteria of centrifugal pumps and can thus be compared [
46].
Table 2 shows the identified parameters based on the review. The review reveals that the control ability of an airlift pump is considerably limited by fixed design parameters.
3.3. Primary Sedimentation Tank
Sedimentation tanks use gravitational sedimentation of solid particles to separate undissolved organic impurities. Coarse impurities, gravel, and sand, are captured in preceding WWT installations. With their 100% efficiency, no inorganic solids should enter the sedimentation tank. The captured organic impurities are discharged to the sludge management for further processing. The same principle is used in the biological stage of WWTP, where biological sludge sediment is separated from the water [
8].
The design of sedimentation tanks is based on the sedimentation rate of the required solids in the given environment. This can be determined mathematically if other particle parameters are known, such as characteristic size and density, which is quite problematic in the case of wastewater pollution. In such cases, it is recommended to determine the sedimentation rate experimentally [
17]. To dimension the sedimentation tanks, the following values are crucial [
47]:
flow rate of liquid and sludge mixture
volume ratio of sludge in the liquid
sedimentation rate
surface overflow rate (m3∙m−2∙day−1),
weir loading rate (m3∙m−1∙day−1), and
retention time
The dimensions of sedimentation tanks are usually the result of economic considerations. The determination of a suitable surface overflow rate is based on various criteria (e.g., Freud’s density criterion), which depends on other properties of the separated sludge [
48].
The efficiency of the sedimentation tanks can be expressed as the ratio of the weight of sediment solids to the total weight of solids in the inflow. The actual efficiency is affected by the correct distribution of the inflow to the tank, local changes of the flow in the tank (e.g., in the corners), water temperature, etc. [
49].
The study shows that the efficiency of sedimentation tanks in the mechanical stage can significantly affect the economy of the whole subsequent process. At maximum sedimentation efficiency, all the carbon contained in the organic sludge is separated, thus maximizing the biogas yield during anaerobic sludge treatment. However, carbon is also needed for the rapid removal of nitrogen in the sludge activated chamber. If the efficiency of primary sludge sedimentation is high, there will also be high energy costs of denitrification. To select the most appropriate efficiency of sedimentation tanks, it is, therefore, necessary to implement the amount of nitrogenous and organic substances in the wastewater [
12]. This makes them different from sedimentation tanks in the biological stage, where it is important to ensure their maximum efficiency to meet the limits of solids content at the effluent [
8].
B. Narayanan et al. report (2000) that standard performance criteria, such as surface overflow rate and weir loading rate, do not sufficiently reflect the actual efficiency of real tanks. They prove this by comparing geometrically different tanks, which have the same parameters, but their efficiency differs. They thus propose to monitor the effluent upflow velocity, which has a direct impact on the sedimentation of solid particles towards the effluent and thus is more indicative of the actual efficiency of the respective tank [
50].
The identified parameters are given in
Table 3. The literature review provided information that water pollution is not important for the efficiency of the equipment but has a major impact on the operation of other technologies (reflected by the high value of the interaction of most output parameters). Therefore, the setting of required efficiency should take these two parameters into account.
3.4. Aeration Chamber
Dissolved impurities are removed from the water by the activity of microorganisms in biological tanks. These must be aerated to have a sufficient oxygen supply [
8]. As already mentioned, this operation is the most energy-intensive in the whole WWT process. For this reason, many studies are aimed at reducing the energy intensity of aeration.
Rosso et al., in their review (2008), thoroughly described the key parameters for aeration. The most important parameter is the amount and composition of inlet water pollution (from which the actual demands on the amount of oxygen supplied are based). Furthermore, the ideal oxygen transfer rate is also an important factor. This parameter differs from the actual transfer rate because it exhibits behaviors, such as the immersion depth of the diffuser, the oxygen transfer time, etc. Moreover, it affects the size of the bubbles, which are given by the geometry of the diffuser. The smaller the bubbles, the greater the ratio of surface area to air volume, and the higher the rate of oxygen transfer to the water. However, fine-bubble aerators are more prone to clogging, which results in greater pressure drop and thus higher energy consumption. The degree of clogging also depends on the type of water pollution and other factors. A suitable diffuser should be chosen to give an excellent actual oxygen transfer rate [
51].
The solubility of oxygen in water can also be experimentally investigated with respect to the type of diffuser and the properties of the active sludge. The arrangement of the sludge activated chamber and the alternation of the nitrification and denitrification zones also have a great influence on the actual oxygen transfer. In this aspect, the properties and age of activated sludge are limiting factors for possible energy savings [
52]. An equally important limitation is the need to maintain adequate water quality at the outlet of the sludge activated chamber. According to these criteria, various mathematical models were compared to predict the required amount of air. For these models, the input parameters are conventionally the amount and composition of inlet water pollution (especially the carbonaceous biological oxygen demand and total suspended solids) [
53].
The results of the study from Drewnowski et al. (2019) support the discussion above. Authors point out the possibilities of great savings by optimizing of aeration but emphasizes that, before the optimization, the plant should be equipped with appropriate measuring equipment for continuous monitoring of dissolved oxygen and inlet and outlet water pollution (sensors for nitrogen and phosphorus compounds). It is stated that the installation of proper diffusers is, in itself, inefficient without an advanced control system. It also points out the suitability of control the retention time in individual nitrification and denitrification zones, which could lead to significant savings on aeration, however, this control strategy is not feasible in current WWTPs [
20]. Other practical research, aimed at optimizing of aeration, also leads to significant energy savings by implementing a suitable control system that responds to current water parameters. Energy savings range in the tens of percent [
54,
55,
56]. Significant savings can also be achieved by installing up-to-date efficient turbo-blowers [
57,
58].
The identified parameters are listed in
Table 4. Due to the wide interest in this process, many detailed studies are available. With a good efficiency of blowers and well-set parameters of preceding installations, significant energy savings can be achieved.
3.5. Mixing of Anaerobic Digester
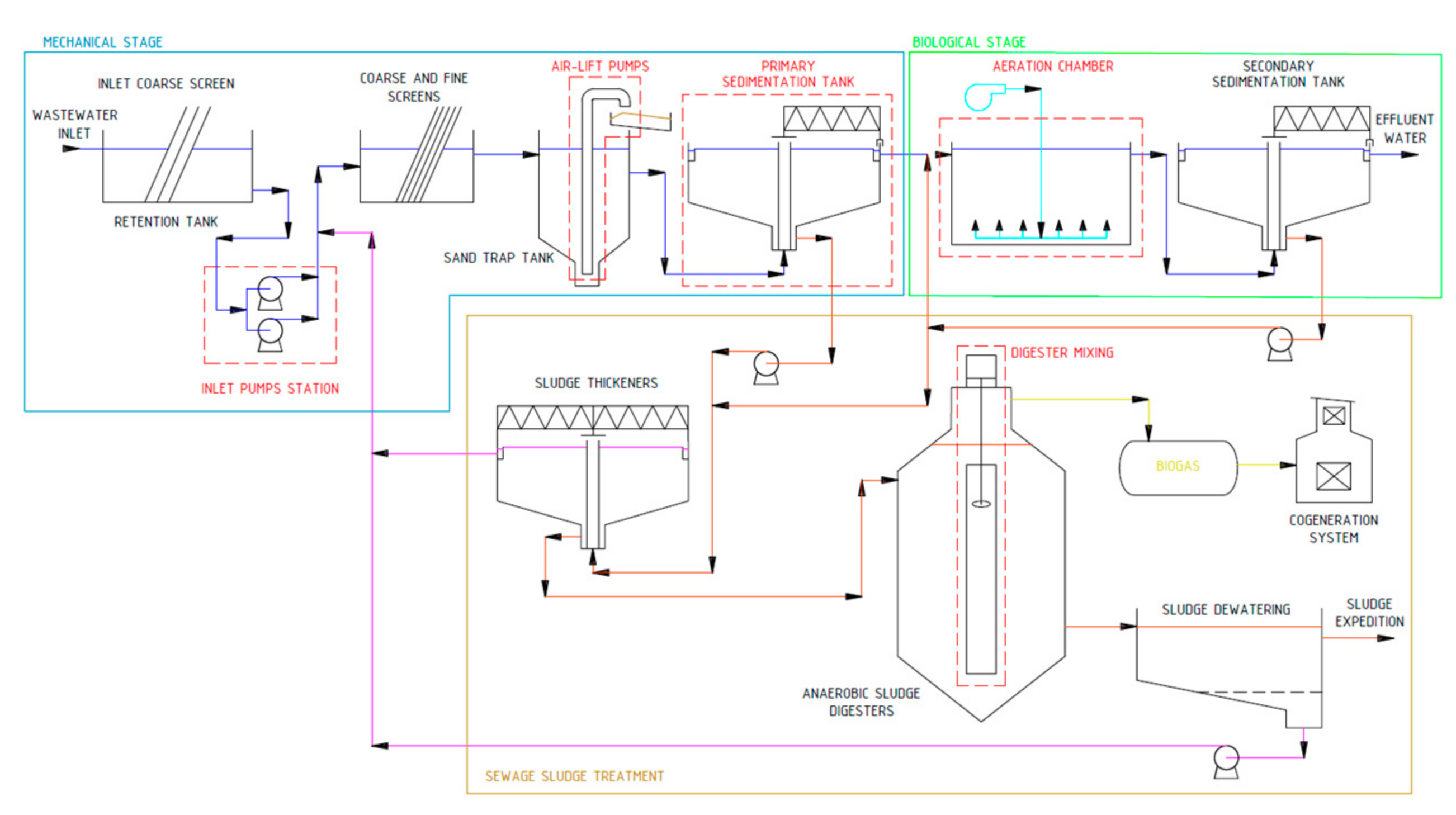
Mixing is a key process in WWTP technology. In the biological treatment unit, the cleaned water is mixed in biological tanks while sludge mixing occurs in the digestion tanks. In both cases, the wastewater treatment is carried out by biological organisms. In this work, mixing in digestion tanks was chosen for the analysis to represent the hydraulic process in sludge management, so all phases of the WWTP process are covered (see
Figure 1). The collected sewage sludge is fundamentally dangerous for the environment and needs to be further processed [
8]. Anaerobic digestion is an energy-efficient process of sludge treatment [
59]. It is a biological process where microorganisms convert organic matter into energy necessary for their life and a mixture of gases, which is called biogas. This is then converted in the cogeneration units into heat and electricity. During this process, the sewage sludge loses most of its hazardous properties and after a certain time, it can be treated as ordinary waste (if it meets the required limits). Mixing in digestion tanks increases the productivity of microorganisms to achieve a higher volume of biogas and shorter sludge stabilization time [
8]. Mixing of digesters fulfills the following goals:
to ensure the physical, chemical, and biological homogeneity of the substrate by distributing fresh substrate into the entire volume of the tank and by preventing local overloads, which is reflected in the stability of the process,
to enable a continuous release of biogas from the suspension and eliminate the formation of gas pockets, and
to prevent the sedimentation of solid particles and the formation of a sludge ceiling, avoiding reduction of the usable volume of the tank and the need for frequent cleaning of the tank.
By fulfilling these points, the maximum yield of biogas, as well as the energy potential of the processed substrate, can be achieved [
60]. However, determining the quality of this biological process is considerably difficult. Efficient mixing equipment is one that can ensure the necessary conditions at the lowest energy cost.
Mixing is a very complex process affected by many parameters. There is no universal way to choose an ideal mixing technology. The design is largely based on empirical formulas and practical experience [
17]. In general, the design of mixing should be focused on:
Technically, mixing in digestion tanks can be mechanical, hydraulic, pneumatic (gas mixing by biogas), or any combination of these approaches. Data from the survey of 90 WWTPs in the US between 2005 and 2006 show that the pump mixing technology contributes for 45%, pneumatic mixing for 38% and mechanical mixing for 15% of the total mixing technology used. Some of these plants (2%) operated digestion tanks without mixing [
61].
The focus of research on the mixing of digesters is related to the increase in many biogas stations that use the same anaerobic fermentation process to generate energy from organic waste raw materials in the food and agricultural industry. The acquired knowledge can also be applied to the sludge management in WWTPs. Experimentally, it has been shown that gas mixing is not very suitable from the foaming point of view and, in comparison with mechanical mixing, it also shows a lower biogas production [
62]. The negative effect of gas mixing on biogas production was confirmed by another study [
63]. Contrary to this statement are the conclusions of a recent study comparing the course of fermentation in an unmixed, mechanically mixed, and pneumatically mixed laboratory fermenter. From the biogas point of view production and energy intensity, gas mixing is recommended [
64]. From the above findings, to achieve high energy efficiency, mixing is not required. In our analysis, the parameters were chosen to be generally applicable to all types of tanks and mixing methods.
To reduce energy consumption, studies show that, by a suitable mode of intermittent mixing, it is possible to achieve significant energy savings without affecting the overall biogas production [
25]. These conclusions are confirmed by a recent study comparing different mixing modes with a non-mixed reactor [
65]. The overall effect of the energy inserted into the fermenter by mixing was also tested using hydraulic mixing pumps with various output power. Experiments have shown negative effects of insufficient, as well as excessive, mixing on the fermentation [
66]. This same recommendation was given by a comprehensive review [
67], which compares the results of optimal mixing modes. Although this surprisingly contradicts the experience from practice, this usually happens in industrial stirrers where shutdowns are common (for various operational reasons) and the digestion tanks are mixed only occasionally. The rheological properties of sludge are also important for determining the required energy of mechanical agitators [
68].
The results of these studies (and many others) are comprehensively summarized in a recent review focused on comparing various parameters affecting the overall mixing efficiency. The review compares the results of both laboratory and field research in terms of the used mechanisms of agitators and their installed output power, mixing intervals and speeds, electricity consumption, the size of the stagnant zones, and the degree of foaming.
A summary of all parameters that were used to evaluate the efficiency of the agitators in this study is provided in
Table 5. The study proves that the issue of evaluating the mixing efficiency of fermenters is very complicated, and there is no clear criterion [
69]. Due to large variability of fixed and operational parameters that affect mixing, Computational Fluid Dynamics (CFD) modeling is massively used, but it is very difficult to fully validate the results [
70,
71].






{kind=link}
{kind=link}