3. Calculation Model
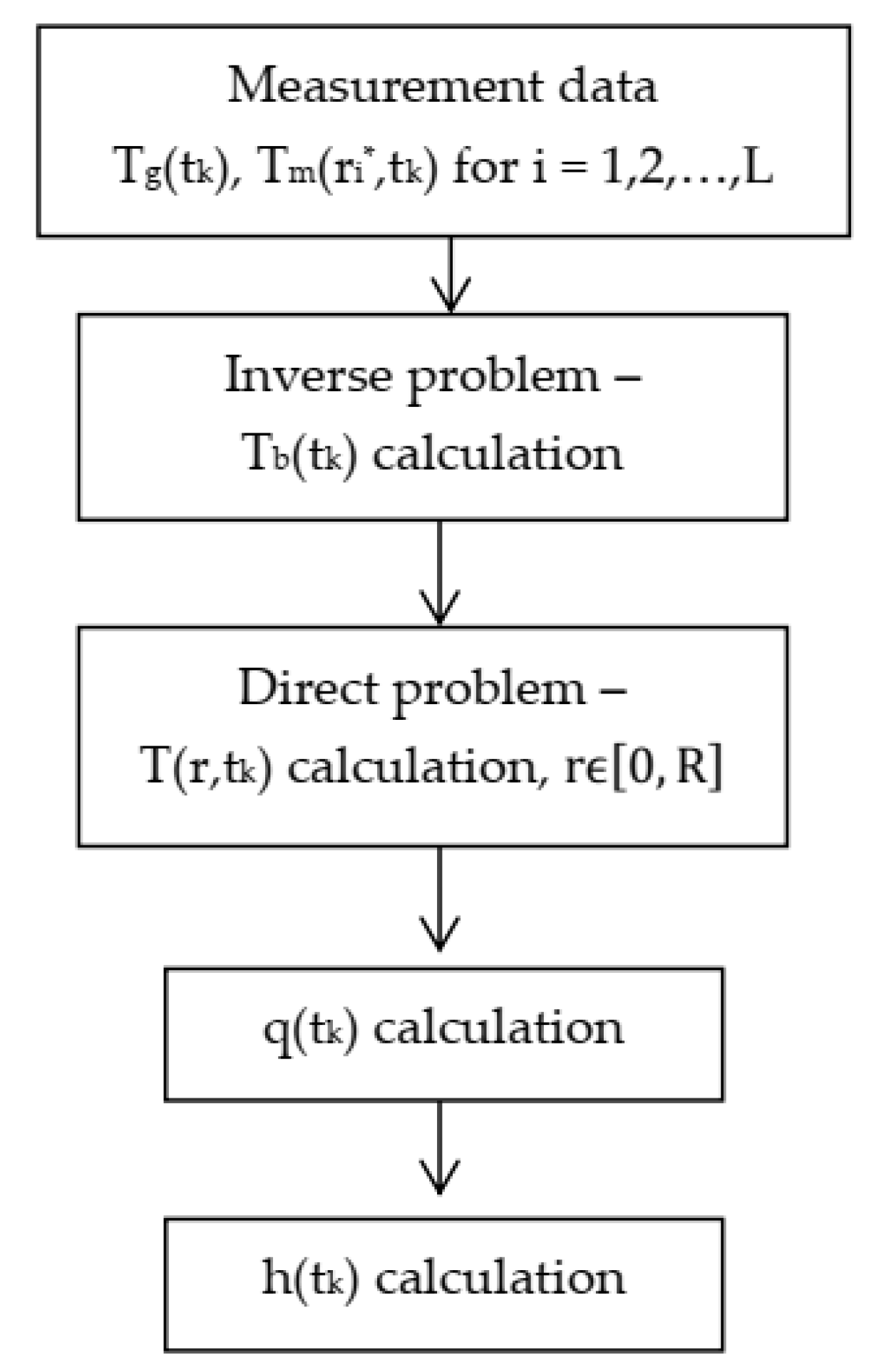
In processes of thermo-chemical treatment such as nitriding, it is impossible to determine the temperature on the boundary of the element under treatment with good accuracy. This temperature can be found by measuring the temperature inside the solid body and solving the inverse problem (
Figure 3).
To determine temperature on the cylinder boundary T
b(t
k), a non-stationary heat equation of the following form was solved:
A one-dimensional, non-linear problem of heat conduction in the cylinder was analyzed. Nonlinearity resulted from the dependence of density ρ(T), specific heat c(T) and the thermal conductivity λ(T) on temperature. The following initial condition was known:
and the following boundary condition was sought:
Measured data in the form of the values of the gas temperature T
g(t
k) and the temperature inside the cylinder T
m(r
i*,t
k) for i = 1, 2, …, L, where L was the number of temperature measuring points in the cylinder in a given plane, were used as input data for the calculation algorithm(inverse problem). Temperature on the cylinder boundary T
b(t
k) was calculated by solving the inverse problem (
Figure 3).
It was assumed that the distribution of temperature T(r,t
k) was the linear combination of the Chebyshev polynomials [
30], coefficients
, which were sought. To determine coefficients α
1, α
2, …, α
M, the collocation method was applied with the demand of satisfying the heat conduction equation (1) at points of collocation inside the cylinder. Taking into consideration the known initial condition (2) and the temperature measurements inside the cylinder (at L points), it was possible to determine an unknown boundary condition (3). The squares of differences between the measured values and the calculated ones at measuring points in a given plane Ai (i = 1, 2, 3, 4) were totalized. In this way, the functional of the following form was obtained:
which was minimized relative to coefficients
α being sought. In each of the measuring planes A1, A2 and A4, one measuring point was located (L = 1), and in plane A3, three points (L = 3) were placed.
In next stage of calculations, based on the value of temperature on the boundary T
b(t
k), the direct problem was solved. It enabled us to determine the distribution of temperature T(r,t
k) from the cylinder axis to its boundary, that is, for
, in subsequent time units (
Figure 3).
The solution of the direct problem was reduced to the matrix equation of the form
where the elements of vector
are the sought coefficients of the linear combination of the Chebyshev polynomials, which was described in detail in papers [
19,
31].
After solving the direct problem, the heat flux was calculated according to the procedure presented in
Figure 3, based on the following formula:
and next, HTC was calculated based on the same procedure (
Figure 3), using the following formula:
The dependence of the heat conduction coefficient λ and the specific heat c on temperature was included in calculations (density ρ(T)=const. was assumed). Calculations were performed for processes p1–p5 in planes A1–A4 for each subsequent moment of time tk (k = 0, 1, 2, …, N). As a result, we obtained the distribution of boundary conditions, in the form of temperature and HTC, in time.
4. Analysis of Cylinder Heating
Due to furnace construction, it can be expected that the heat flow in its chamber is uneven. This means uneven heating of loads and, as a result, different parameters of the obtained surface layers of the elements under treatment. The purpose of the presented research is to determine the variability of boundary conditions on the surface of the cylinder being heated in the furnace for thermo-chemical treatment. Temperature measurement was taken in planes A1–A4 (
Figure 1,
Table 2). Based on data from measurements, temperature and HTC on the cylinder boundary were calculated by applying the calculation procedure described by Formulas (1)–(7).
The mean temperature on the cylinder boundary from planes A1–A4 for the time t
k (k = 0, 1, 2, …, N) was calculated as per the formula
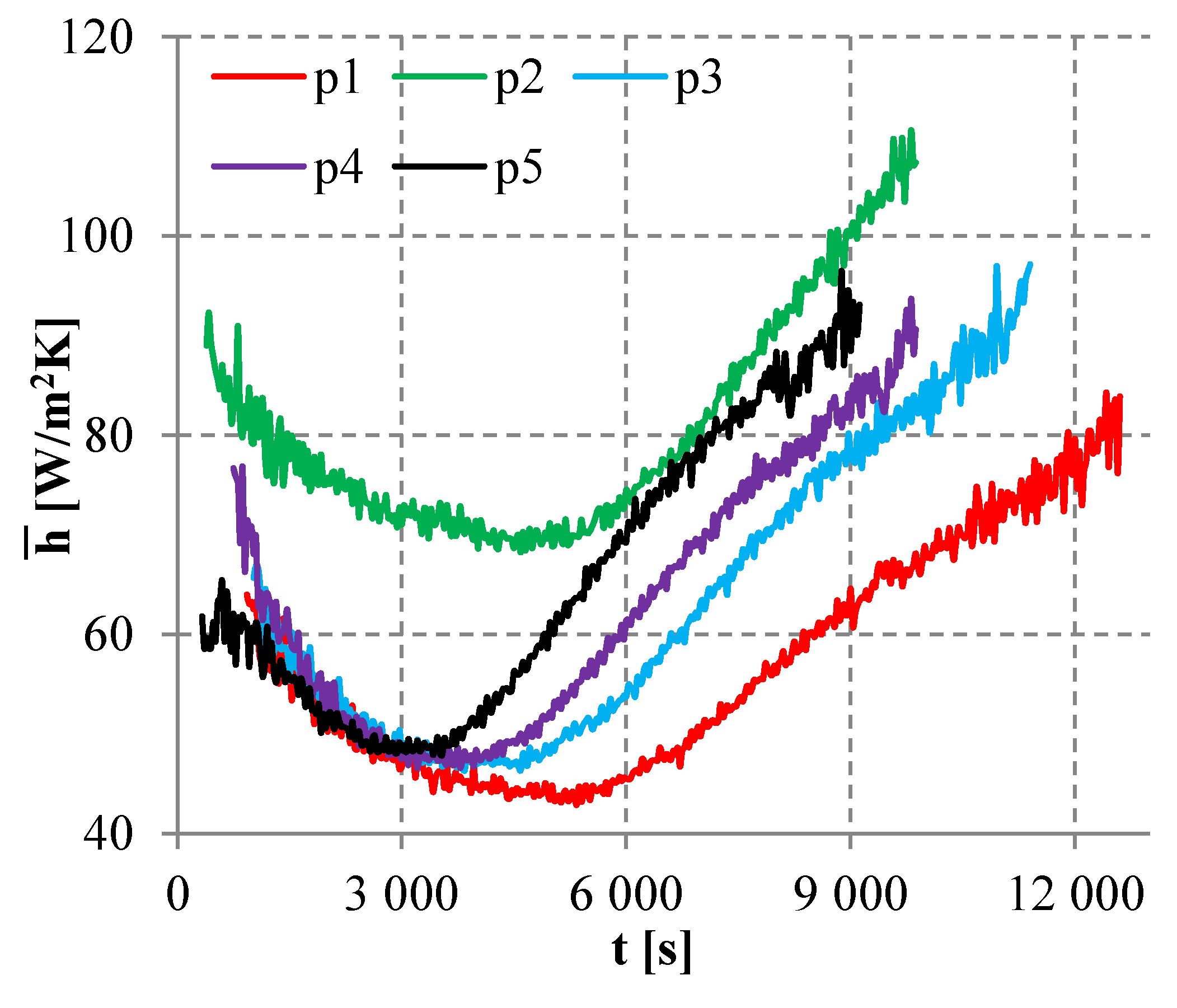
The mean HTC from planes A1–A4 for the time t
k (k = 0, 1, 2, …, N) was calculated based on the following formula:
Therefore, the mean temperature
(8) and mean HTC
(9) were functions depending on time. Distribution of these functions for processes p1–p5 is shown in
Figure 4 and
Figure 5.
Differences between values of temperature and HTC on the cylinder boundary in planes A1, A2, A3 and A4 and respective mean values were considered. To do so, formulae for the absolute difference of temperature (for time t
k, k = 0, 1, 2, …, N)
and of HTC (for time t
k, k = 0, 1, 2, …, N)
were used, where i = 1, 2, 3, 4. The relative differences for temperature (for time t
k, k = 0, 1, 2, …, N)
and of HTC (for time t
k, k = 0, 1, 2, …, N)
were also calculated. The absolute differences of temperature ΔT
Ai(t) (10) and HTC Δh
Ai(t) (11), as well as the relative differences of temperature δT
Ai(t) (12) and HTC δh
Ai(t) (13) (for i = 1, 2, 3, 4), were functions depending on time.
Values described by Formulas (10)–(13) enabled us to compare the boundary condition in the plane Ai (i =1, 2, 3, 4), calculated by solving the inverse problem, and the mean value from the analyzed planes of a given boundary condition in a given time unit. This delivered us information regarding in which part of the furnace the heated element had a temperature or HTC value on the boundary higher or lower than the mean value. It showed in which part of the furnace the process of heat flow from the furnace walls and surrounding gas to the cylinder, being treated thermally and chemically, proceeded more intensively, and in which part it proceeded less intensively. Negative values indicated temperatures and HTC lower than the mean value in a given time unit, while positive values indicated values higher than the mean value. Graphs of the distribution of ΔT
Ai(t) (10), Δh
Ai(t) (11), δT
Ai(t) (12) and δh
Ai(t) (13) in time illustrate the variability of boundary conditions for the heated cylinder during processes of thermo-chemical treatment. A detailed distribution of absolute and relative differences for processes p1 (
Figure 6), p2 (
Figure 7) and p5 (
Figure 8) are presented below. Processes with the same heating speed and various fan set (processes p1 and p2) were chosen to analyze the impact of the gas flow speed on boundary conditions. Moreover, processes with the same fan settings and various heating speeds were also compared (p1 and p5).
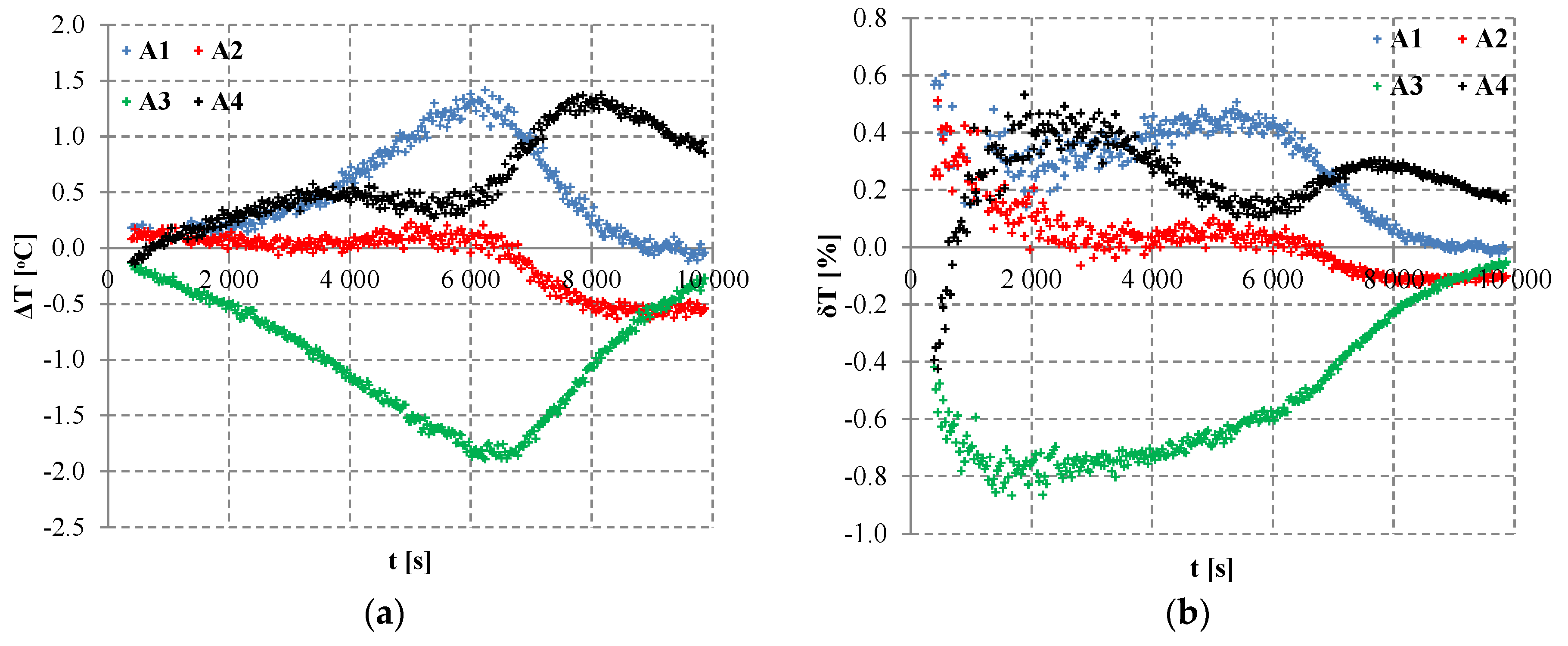
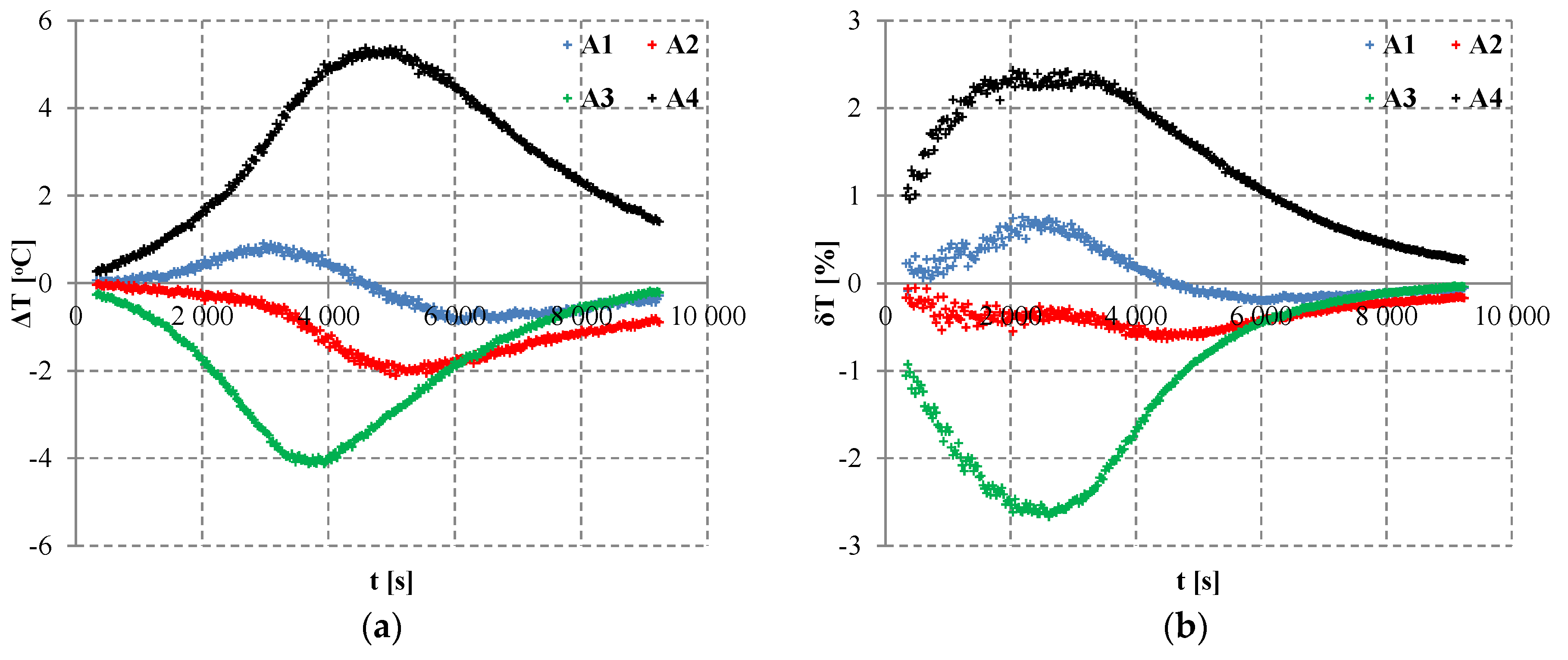
In heating process p1, values of the absolute difference and of the relative difference for temperature in planes A1 and A2 are positive, and in planes A3 and A4, they are negative (
Figure 6). This means that in planes A1 and A2, values of temperature on the boundary were higher than the mean value
(8), and in planes A3 and A4, they were lower. Based on dependencies from
Figure 6, the following estimates for temperature were determined:
Mean value for the absolute difference (10):
Mean value from the absolute value for the absolute difference (10):
Maximum value from the absolute value for the absolute difference (10):
Mean value for the relative difference (12):
Mean value from the absolute value for the relative difference (12):
and maximum value from the absolute value for the relative difference (12):
In Formulas (14)–(19), N + 1 denotes the number of time units of the heating process.
Values of estimates E
1–E
6 for temperature (14)–(19) and process p1 are summarized in
Table 4. The absolute difference in temperature (10) in plane A1 reaches up to 3.6 °C (for time t = 6090 s,
Figure 6a,
Table 4), and the relative difference (12) is up to 2.4% (
Figure 6b,
Table 4). In plane A2, these values are up to 1.7 °C for time t = 6660 s and 1%, respectively, at the beginning of the process (
Figure 6,
Table 4). Relative difference in temperature (12) in plane A2 decreases for subsequent time units. Absolute (10) and relative differences (12) are, respectively, from values close to zero up to –2.2 °C and –1.4% (plane A3) and up to –3.4 °C and –2.8% (plane A4), which is shown in
Figure 6 and in
Table 4. This means that the temperature along the cylinder length decreases during the process p1. The highest temperature in the cylinder is in the plane located close to the gas stream inflow, and the lowest temperature is in the plane close to the fan.
For process p1, the most intensive heat flow was observed in the area close to the furnace door (plane A1), which was where the direction of gas stream flow was changed. When the gas flowed along the cylinder, it gave its heat to the cylinder; therefore, in the next planes, A2–A4, the temperature on the cylinder boundary became lower and lower. This was proved by the values of estimates E
1 and E
4 (
Table 4).
Similar results to those obtained for process p1 (
Figure 6,
Table 4) were achieved for processes p2 (
Figure 7,
Table 5) and p5 (
Figure 8,
Table 6). Process p1 was a reference process for the analysis of processes p2 and p5. In process p2, the heat flow through convection was more intensive than it was in process p1. It resulted from the fan setting, which was 50% of the maximum speed for process p1 and 100% for process p2. In plane A1, values of the absolute and relative difference were positive through most of the process. This meant that temperature in the plane A1 was higher than the mean value. This difference (10) reached up to 1.4 °C (
Figure 7a,
Table 5). At the end of the process (from time t = 8850 s), these values were negative (
Figure 7a). This meant that only at the final stage of the heating process in plane A1 (the closest to the gas stream inflow) was temperature lower than the mean value calculated for the four planes under investigation.
In plane A2, the absolute difference (10) took values from –0.7 °C to 0.2 °C. At the beginning of the heating process, these values were positive, and they decreased in subsequent time units. Relative difference (12) decreased and took values from approximately 0.5 to –0.1%. In reference process p1, these values in planes A1 and A2 were positive for the whole heating process.
In plane A3, the value for temperature was lower than the mean temperature (similarly to process p1). The absolute difference (10) reached up to –1.9 °C (
Table 5). Significant differences in temperature courses between processes p1 and p2 were observed in plane A4. The absolute (10) and relative differences in temperature (12) were negative and, respectively, reached up to –3.4 °C and –2.8% for process p1 (
Table 4). For process p2, these differences (10) and (12) took positive values. Relative temperature (12) took values up to 0.5% (
Figure 7b,
Table 5). The absolute difference (10) was 0.6 °C on average and took values from approximately 0.1 °C to 1.4 °C. These dependences indicated the increase of the cylinder temperature in the plane close to the fan, where the gas stream runoff occurred.
For process p2, a significant reduction in the absolute difference (10) and relative difference (12) values was noticeable for the whole time of the heating process when compared with process p1. This meant that the temperature along the cylinder length was more even than in process p1. It resulted from a greater speed of gas flow in the furnace, which was related to more intensive heat flow by convection than in process p1. The maximum speed of the fan caused the intensification of heat flow at the cylinder front (plane A1), resulting from the change in the direction of gas flow in the chamber (similarly to process p1), and at the end part of the cylinder (the plane A4), due to the increasing swirl of gas in the area in front of the fan. It translated to a larger heat flow in plane A4. This was proved by values of the absolute difference (10) and the relative one (12) in plane A4, which were positive for process p2, in contrast to process p1, for which they were negative.
Process p5 was characterized by a higher heating speed when compared with process p1. In plane A1, from the beginning of heating to time t = 4500 s, differences (10) and (12) took positive values, and during the second part of the process, they took negative values (
Figure 8,
Table 6). In planes A2 and A3, we obtained negative values for the whole time of heating, reaching respectively up to –2.1 °C and –4.1 °C (the absolute difference (10)) and –0.6% and –2.7% (the relative difference (12)), which is shown in
Figure 8 and in
Table 6. In the middle planes, the temperature during the heating process was lower than its mean value from planes A1–A4. In plane A4 (the closest to the fan), these values were higher, even, by 5.4 °C (
Figure 8,
Table 6).
In process p5, we observed the highest heating speed of those being investigated (10 °C/min). Increasing the heating speed resulted in an increase of radiation involvement in the heat flow process. Therefore, swirls at the furnace door and in the vicinity of the fan had little impact on arising differences of temperature along the cylinder length. At high heating speeds, the temperature of the internal cylindrical wall of the furnace and temperature of the atmosphere were definitely higher than the temperature of the furnace door becaues there were no heat sources there. That was why the temperature at the front part of the cylinder was not the highest (
Figure 7). Gas flowing along the cylinder transferred heat to the cylinder, and at the same time, it heated up from the side walls of the furnace, mainly by radiation. This phenomenon, together with the increase in gas speed in front of the fan, intensified heating of the end part of the cylinder.
During heating processes, in initial time units, the increase of the boundary temperature was slight (about 80 °C within the initial 3000 s or so,
Figure 4). It was related to the fact that energy transferred by heat sources caused the increase in temperature of both the cylinder and the whole furnace. In the next stage (from about 3000 to 9000 s or so), the increase in the cylinder boundary temperature was faster (by 400 °C within 6000 s). In the final stage (more than 9000 s), the increase in the cylinder boundary temperature, once again, was slighter, and finally it passed to the soaking phase. At the beginning of the process, temperature in the cylinder was constant. With passing time, the unevenness of heating increased. Next, values of the absolute differences in temperature ΔT (10) were positive in planes with temperatures higher than the mean and negative in planes with temperatures lower than the mean (
Figure 6,
Figure 7 and
Figure 8). Values of the absolute difference (10) diverged the most from zero during the stage of fast increase in the cylinder temperature (from 3000 to 9000 s), when the unevenness of heating in the furnace for thermo-chemical treatment was the greatest (
Figure 6a,
Figure 7a and
Figure 8a). Values ΔT (10) were much closer to zero at the beginning and at the end of processes p1–p5, when the heating process started (up to 3000 s) and when parameters of furnace operation approached the soaking phase (more than 9000 s). The values of temperatures of the cylinder boundary were obtained based on the solution of the inverse problem, which was numerically ill-conditioned. It meant that a slight disturbance to input data could cause a significant disturbance to the results. Therefore, a regularization of the solution to the inverse problem was needed. For the problem considered herein, the time step regularization method was applied. This method had been already tested, which was described in paper [
19]. For non-stationary problems, oscillations of the solution in the initial time units were characteristic. Therefore, results (
Figure 4,
Figure 5,
Figure 6,
Figure 7,
Figure 8 and
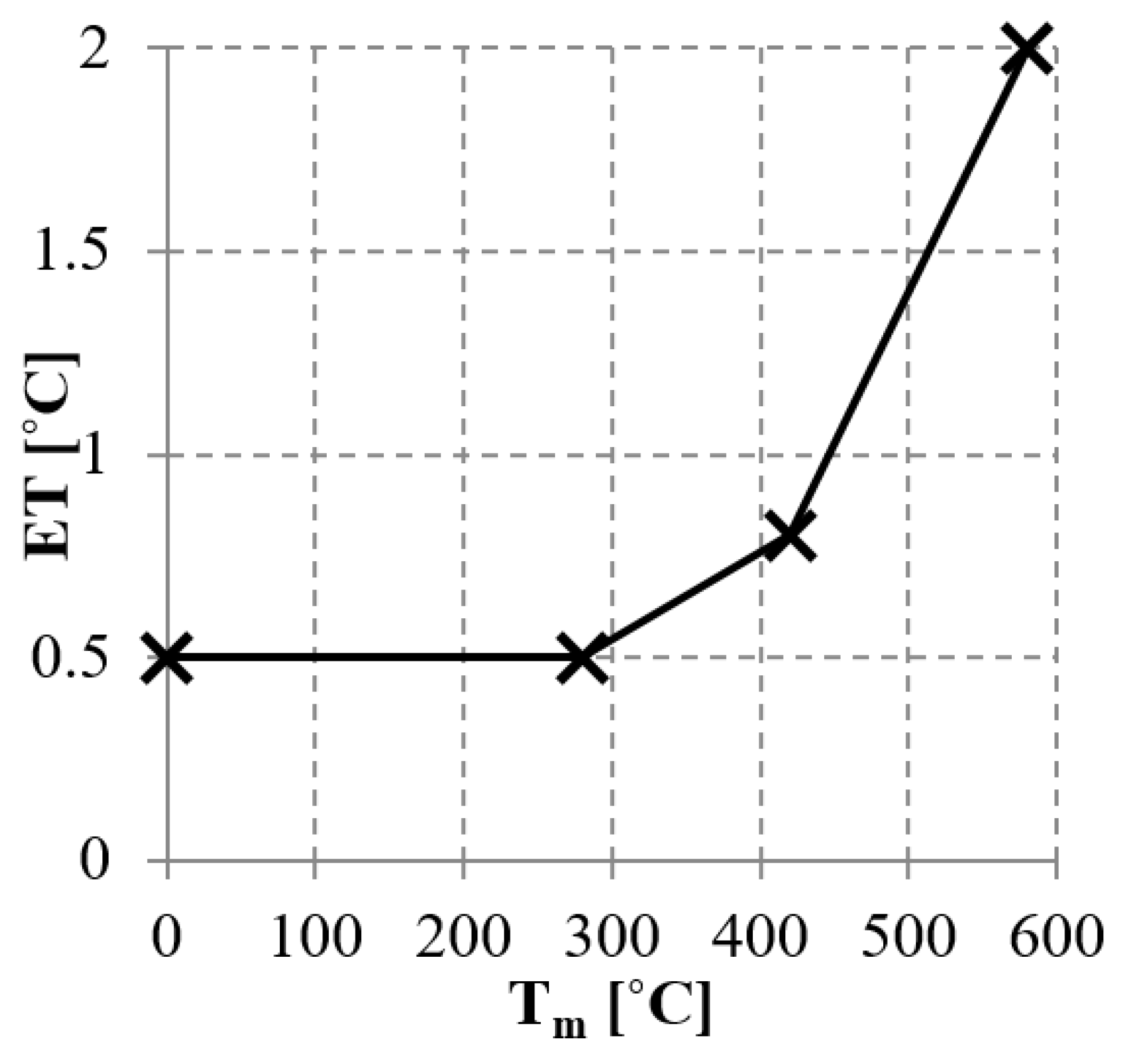
Figure 9) are not shown from time t = 0. Taking into consideration the accuracy of temperature measurement (
Figure 2), results for initial time units were rejected. Similarly, for the final stage before soaking, when the increase in the boundary temperature was slight, significant oscillations of the solution to the inverse problem occurred. They resulted from ill conditioning of the inverse problem and small differences in temperature at measuring points in the cylinder and small differences in temperature between the gas and the cylinder boundary. Based on the analysis of errors for processes p1–p5, such time intervals were selected for which results of the solution to the inverse problem were obtained with permissible accuracy (
Table 3). The absolute differences for temperature ΔT (10) for the last time unit were within the range of −1.2 to 0.8 °C for process p1 (
Figure 6a), of −0.5 to 0.8 °C for process p2 (
Figure 7a) and of −0.9 to 1.4 °C for process p5 (
Figure 8a). Values ΔT (10) went to zero, which indicated a reduction in the unevenness of the cylinder heating in the final stages of the processes. However, they did not achieve the zero value because differences in temperature in the cylinder still occurred. For process p2, where the unevenness of heating was the smallest due to the greater involvement of convection (100% of fan speed), the reliability of the results of the solution to the inverse problem was up to time t = 9870 s. Values ΔT (10) at the final phase of process p2 were the closest to zero when compared with the other processes under consideration (
Figure 6a,
Figure 7a and
Figure 8a). However, the character of the absolute difference (10) course close to the fan (plane A4) in process p2 was slightly different than in processes p1 and p5. It resulted from a more intensive heat flow close to the fan.
Values of the estimates for process p3 are summarized in
Table 7, and for process p4, in
Table 8.
The greatest differences in temperature along the cylinder length (T
max–T
min achieved the maximum value) in processes p1–p5 were obtained at the times summarized in
Table 9. This difference for process p1 was 6.8 °C (
Table 10). Increasing the number of revolutions of the fan resulted in more intensive heat flow by convection, and in consequence, in reducing the temperature difference along the cylinder length to 3.3 °C (
Table 10). On the other hand, increasing the speed of heating resulted in more intensive heat flow by radiation and the increase of maximum differences in temperature between planes to values of 8.2, 8.8 and 9.1 °C, respectively, for processes p3, p4 and p5.
For HTC, values of estimates E
1–E
6 were determined according to the following formulae:
In Formulas (20)–(25), N + 1 denotes the number of time units of the heating process.
Values of estimates E
1–E
6 for HTC (20)–(25) and process p1 are summarized in
Table 11. Results similar to those from process p1 (
Table 11) were obtained for processes p2 (
Table 12) and p5 (
Table 13).
The absolute difference of HTC (11) in process p1 was the greatest for plane A4 and reached the value of 14.4 W/m
2K. For other planes, it reached approximately 9 W/m
2K (
Table 11). The relative difference (13) reached values up to 22.5% (plane A4). HTC values in planes A1 and A2 were higher than the mean value, and in planes A3 and A4, they were lower, which was proved by the values of estimates E1 and E4. These values resulted from heating the cylinder wall at the inflow side.
Changes to the fan setting affected HTC values, which, on average, took values lower than in planes A2 and A3 and higher in planes A1 and A4. This meant more intensive heat flow at the cylinder ends. The absolute difference (11) reached up to 10.6, 8.2, 6.3 and 9.8 W/m2K respectively for planes A1–A4.
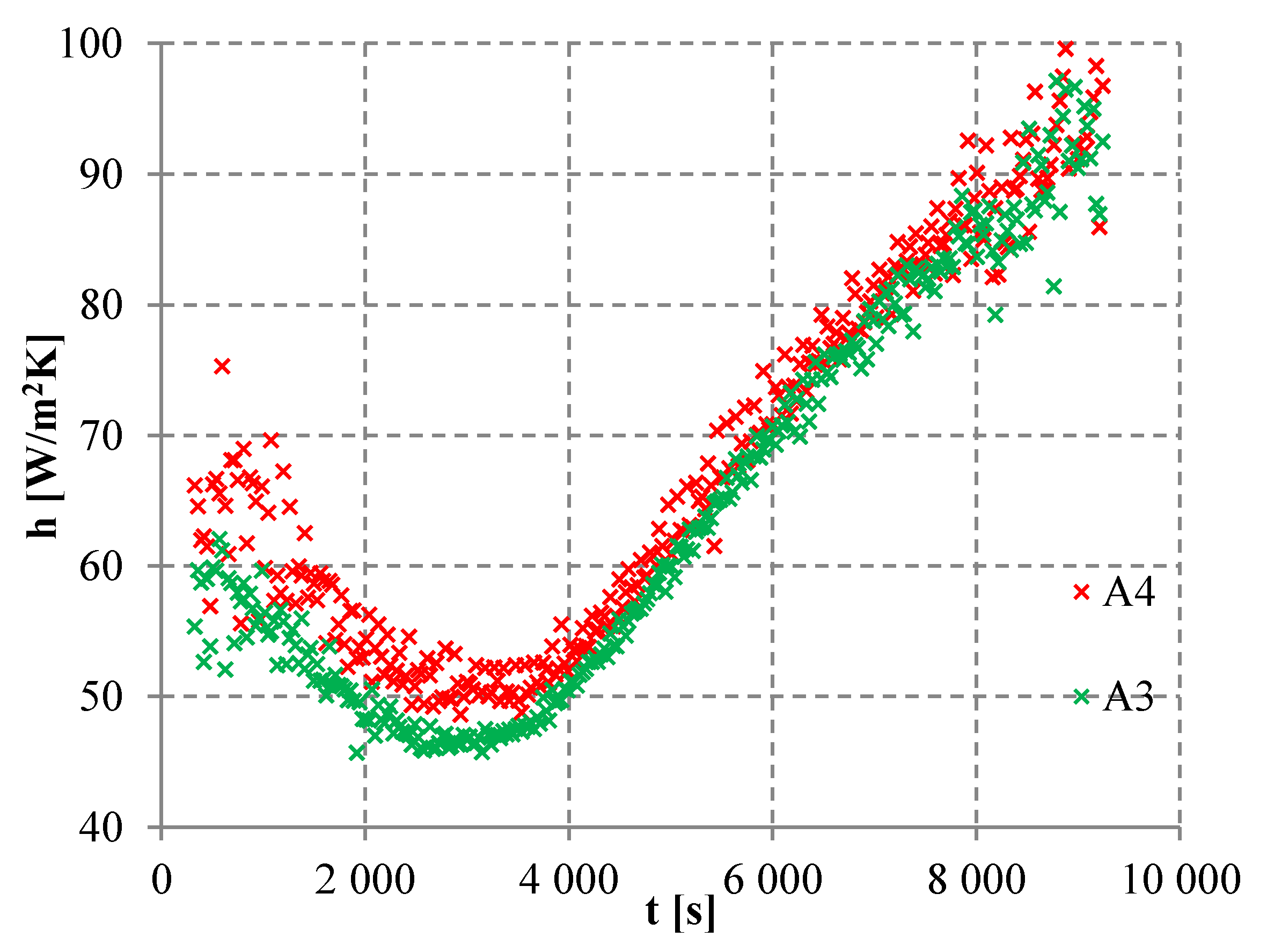
In process p5, the absolute (11) and relative differences (13), on average, took negative value in planes A1–A3 and a positive value in plane A4. It meant that at the ending part of the cylinder, the heat flow was intensified by gas backward swirl generated by the fan blades’ movements (estimates E
1 (20) and E
4 (23)). The difference between the HTC mean value and its value (11) in plane A1 reached up to 10.6 W/m
2K. For other planes, these values were slightly lower and reached up to 10.0 (plane A4), 9.5 (plane A2) and 7.4 W/m
2K (plane A3). The illustrative course of HTC in planes A3 and A4 for process p5 is presented in
Figure 9.
Values of estimates E
1–E
6 for HTC (20)–(25) and process p3 are summarized in
Table 14 and for the process p4, in
Table 15.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}