1. Introduction
Mining minerals consists of separating their parts from the whole using well-known mining methods, appropriate technology and machines. These methods can be divided into mechanical methods and blasting [
1,
2,
3]. Milling, ploughing or drilling are widely used to extract minerals in underground mines [
4,
5,
6,
7,
8,
9,
10], whereas digging and picking are open-pit technologies [
11]. It is strictly borehole technologies that rely only on drilling, but in multi-step bits, conical picks are also used [
6,
12].
Machines and devices realising these processes are dedicated to each method and technology of exploitation (underground, open-pit, borehole). In underground mining, these are longwall shearers [
3,
10,
13], roadheaders [
2,
5,
6,
7,
14] and shaft shearers [
15] or ploughs [
9,
10], whereas in road construction and open-pit mining, these are road milling machines, excavators and rippers [
11]. The machines are equipped with cutting elements or units called cutting heads. The largest group of cutting heads are the milling heads (
Figure 1) equipped with cutting picks, i.e., radial, tangent and conical picks (
Figure 2). The latter are mainly applied in the mining of natural and artificial minerals [
16,
17,
18,
19]. They are widely used not only in underground or open-pit mining, but also in the construction industry.
Conical picks are used in cutting heads due to their excellent durability, greater than radial or tangent picks. They have a specific structure, where the pick body is a solid of revolution, consisting of working and handle parts [
21,
22,
23]. The working part is equipped with a WC-Co insert, which is a pick tip [
24,
25,
26,
27]. On the other hand, the pick holder’s gripping part is equipped with a spring-ring, a spring sleeve or a Hert ring [
23]. This prevents the pick from falling out of the holder during cutting.
The picks are installed in pick holders, furnished on the cutting head’s lateral surface, and together form a system of picks. The rotary mounting of the picks in the holders enables their stochastic rotation and symmetrical wear [
17,
18,
21] (
Figure 3a,c). This process occurs if certain conditions related to the cutting angles are obtained [
3,
28,
29,
30,
31,
32]. Otherwise, the picks are blocked in the holders, and their wear is asymmetrical (
Figure 3b). There is also the risk of the tip falling out (
Figure 3d). This is why the selecting process of the design parameters of the picks and holders is so crucial, considering the geometrical and kinematic parameters of the cutterhead and the cutting machine [
2,
3,
28]. Concurrently, mining and geological conditions must be considered, particularly the mineral’s properties when being extracted (cutting resistance, abrasivity) [
33,
34,
35,
36,
37]. Hence, the user should apply conical picks of the quality required for the premised cutting efficiency and costs [
29].
The required quality of conical picks is related to their appropriate construction (cutting angles, dimensions), material parameters of the pick body (chemical composition, hardness, microstructure, steel grade), and the pick tip (dimensions, HV30 hardness, density, chemical composition—determination of the mass fraction of carbide phase (%WC), matrix (%Co) and WC grain size).
A better quality of pick increases the price. This translates into costs involved in purchasing picks and the costs associated with their replacements (operational costs) [
29]. Therefore, the quality of picks should be relevant to the required design, material parameters and the rate of their wear. This becomes very important when a user is buying picks from various manufacturers and at different prices. Therefore, the user firstly should pinpoint their requirements and expectations concerning the design and material parameters of the picks. Secondly, a control method should be defined. Then, a decision, as to which picks meet the user’s requirements and expectations, is required, with a price adequate to its quality and the assumed cutting efficiency. Hence, a method of determining the quality of conical picks and a procedure for their selection should be applied [
28,
29].
Based on this methodology and the procedures contained therein, different manufacturers’ conical picks are tested to compare and assess the picks themselves. This is especially advisable when placing new conical pick designs or material solutions on the market.
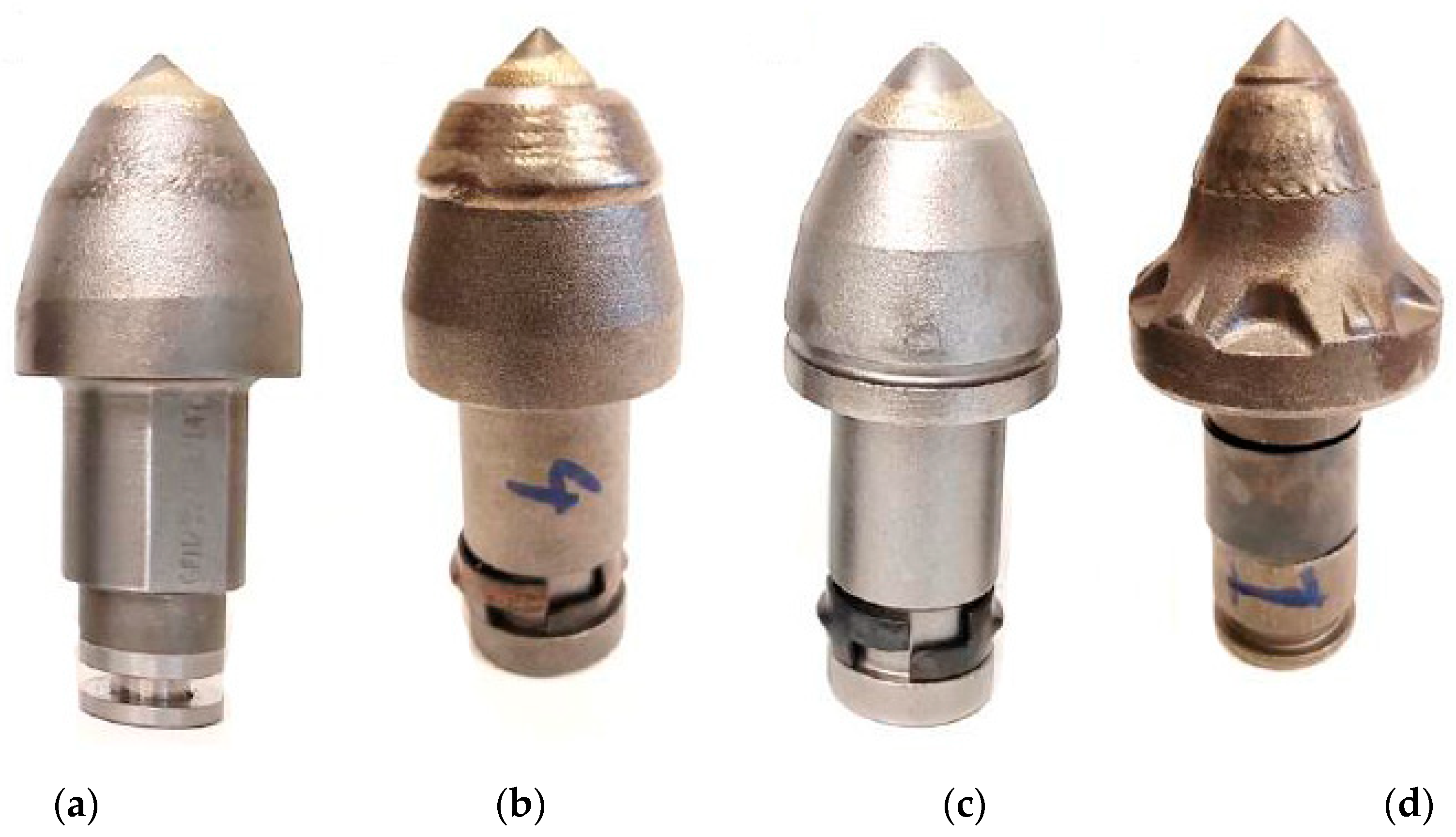
For some time now, pick manufacturers have been using various forms of protection of the working part of the pick’s surface [
22,
33,
36] (
Figure 4). This is often performed by hardfacing with various materials. Their hardness is higher than the native material used to make the body of the pick. In consequence, the abrasion resistance of the working part is better. However, this study revealed that the durability of picks with protected surfaces was not significantly increased compared to standard picks [
37]. Hence, based on the research conducted thus far, it has been concluded that investigations need to be continued to find the most effective and cheapest protection and the technology for its implementation.
For this purpose, the researchers obtained eight different types of conical picks used on the cutterheads of roadheaders, longwall shearers and shaft-boring roadheaders. These picks were tested according to the methodology described below, and the procedures contained therein (a measurement of constructional and material parameters, wear rate) to assess their quality and wear rate (durability).
2. Test Procedure for Conical Picks
The problem mentioned above related to assessing the quality of conical picks has been solved by developing a method and an appropriate procedure for experimentation [
28,
29,
36,
37]. For the contemporary work of conical picks, the following elements have been considered:
The measurement of geometric parameters of the whole pick;
The measurement of geometric parameters and determining the shape of the pick tip in the form of a WC-Co insert;
Testing of pick body material parameters;
Testing of pick tip material parameters;
Determination of the pick wear rate in laboratory conditions.
Therefore, the tests were carried out in three steps. The first step included measuring the geometric parameters; the second step was material testing; and the third step was measuring the wear rate of conical picks at a laboratory test stand.
The measuring of geometric parameters was conducted first for the whole pick. Next, the pick tip, in the form of a WC-Co insert fixed in the pick body by hard soldering, was obtained in the machining process. Then, it was possible to test the geometric parameters of the WC-Co insert.
The most essential linear and angular dimensions of a conical pick are (
Figure 5):
The length of the working part, Ln;
The total length, Lc;
The diameter or diameters of the holder part, du, du1;
The diameter of thrust ring flange, dk;
The angle of the pick tip, 2βu;
The height of the pick tip, hw;
The diameter of the pick tip, dw.
The linear dimensions were measured using an altimeter (maximum permissible error ±40 μm) and a calliper (maximum error ±30 μm), while the angles were measured with a protractor characterised by a maximum permissible error of ±2°).
Figure 6 presents picks on this particular measuring base, equipped with an altimeter, calliper and protractor.
The next part of the research procedure was material testing, which requires separating the tip from the steel body. Consequently, separate tests should be carried out for two different materials (
Figure 7).
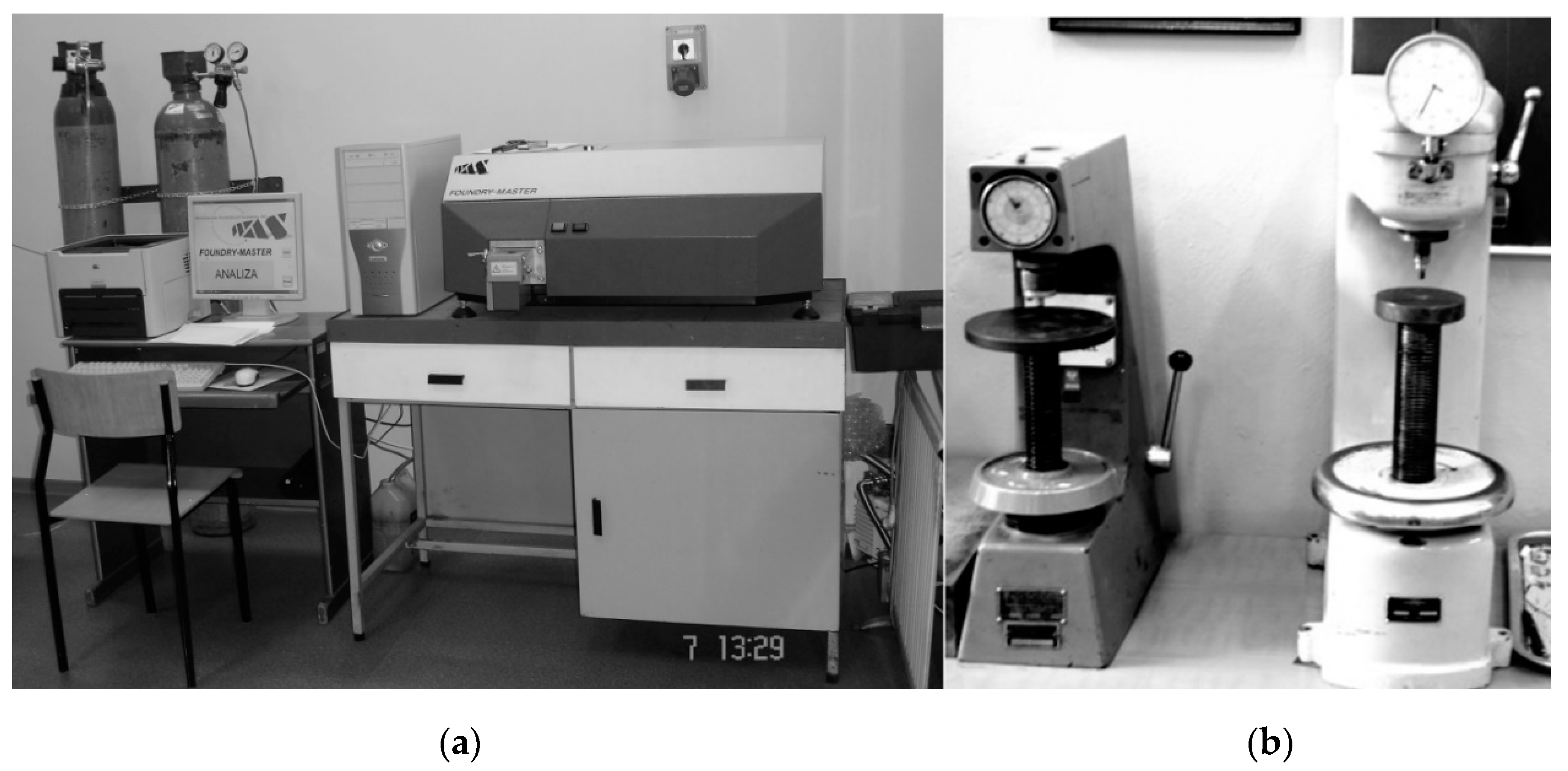
The chemical composition of the pick body material was analysed by the spark method using a Foundry Master device (
Figure 8a), whereas the hardness measurement was carried out using the Rockwell method (
Figure 8b), following the standard [
38], on samples taken from the working part and the gripping part.
WC-Co inserts (pick tips) have a particular chemical composition and mechanical properties primary for the cutting process [
24,
25,
26,
27]. However, measuring all the parameters of the WC-Co insert leads to a significant increase in research costs while being relatively insignificant for the valuation of the insert suitability for mining a specific rock. Therefore, considering the costs of the test and their subsequent application, it is recommended to perform a quantitative analysis of density and hardness for a mentioned WC-Co insert.
Quantitative analysis of the chemical composition of the WC-Co insert was performed by the X-ray method, using a Mini Pal4 EDXRF Analyser (Energy Dispersive X-ray Fluorescence), produced by Malvern Panalytical (Malvern, UK). The specific density was determined by the hydrostatic weighing method [
39], and hardness by the Vickers method [
40], using an HPO-250 hardness tester (
Figure 8b).
Quantitative description of the WC-Co insert microstructure in the cobalt matrix was performed using the Met-Ilo automated image analysis computer software [
41]. The microstructure images for analysis were captured with a DM 4000 light microscope, produced by Leica (Wetzlar, Germany), at 200- and 500-times magnification.
Measurement of the wear rate of conical picks leads to determining their durability. It must always be conducted under the same conditions so that the results are reliable, reproducible and comparable. This enables assessment of the pick durability, but it also allows comparing picks from different manufacturers.
To evaluate the conical picks’ durability, their wear rate index was adopted for tests, as described by the
C2 index, which is defined as the total loss of mass of the pick or picks concerning the volume of the mined rock obtained (Equation (1)).
where
C2 is the pick wear rate index based on mass, Δ
m is the loss of pick mass during tests (body with the tip) [g],
m is the pick mass before tests [g],
Vw is the sample standard volume [m
3], and
Vun is the volume of sample mined during tests [m
3].
The definitions of the above parameters and the requirements for testing the wear rate of conical picks necessitate the use of the following test methodology:
Cutting an artificial cement–sand sample with almost-isotropic properties;
Mining by cutting in laboratory conditions;
Measurement pick’s mass before and after the cutting process;
Measurement of the volume of rock cut.
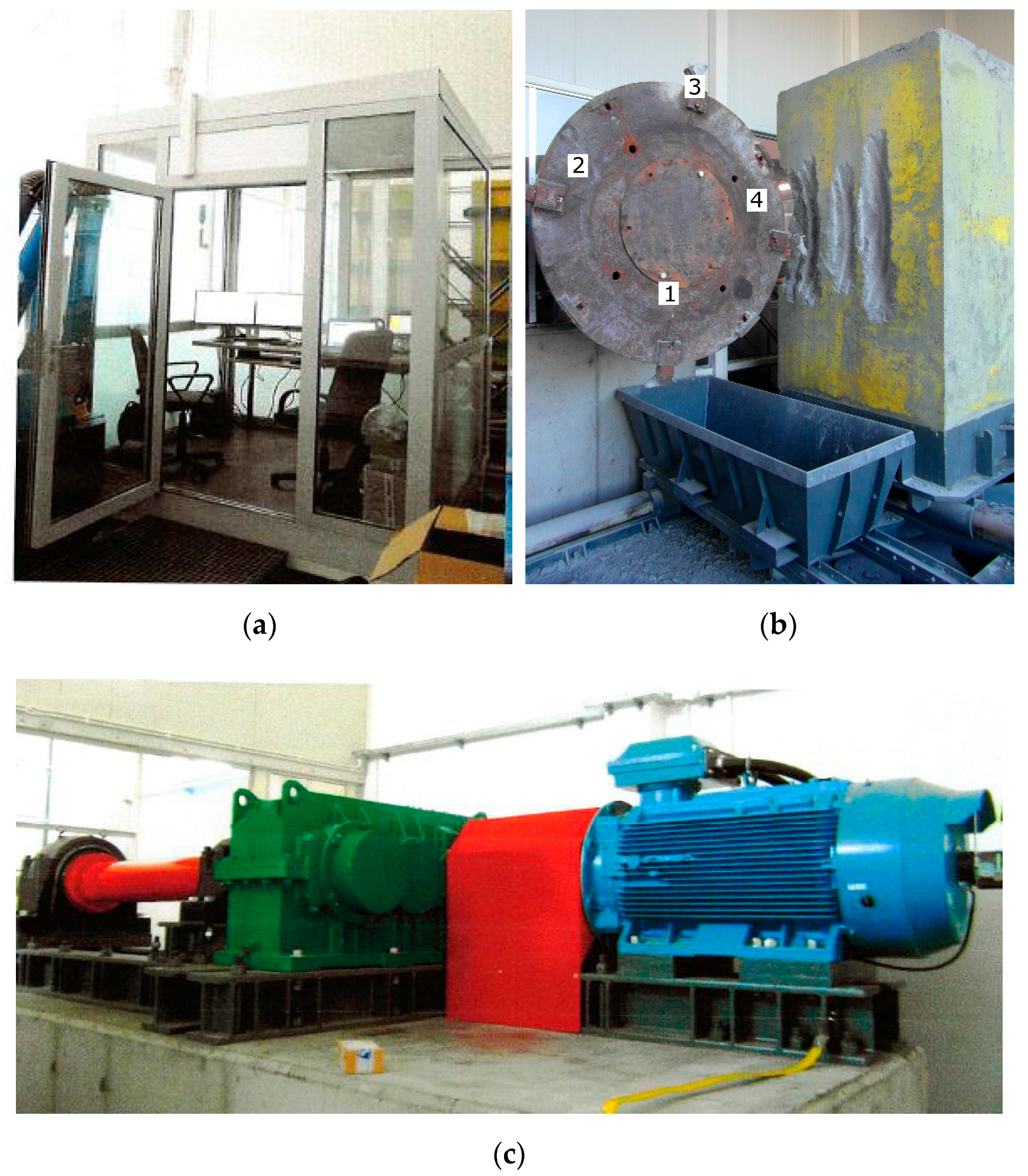
Laboratory tests need to be conducted in a unique test stand that meets the adopted test methodology requirements. Therefore, the tests were carried out at a unique laboratory test stand for testing the cutting process with single cutting tools or heads belonging to the AGH University of Science and Technology, Kraków, Poland (
Figure 9).
The test stand consists of two units: a cutting head drive and a block advance system intended for mining. The working element is a unique drum with commercial holders of single-stage and two-stage conical picks.
The rotations of the head and the rectilinear, reciprocating motion of the rock sample in the horizontal plane, allowed the cutting process within a particular area. The hydraulic advance mechanism enabled the base to be moved together with the rock block. The engine revolutions were regulated by the control system located in the control cabinet, while a hydraulic power unit regulated the value of advance rate mining and sumping.
A sample could be placed on the advance mechanism base. In the case of testing the wear rate of conical picks, it is advisable to cut artificial rock (cement–sand sample), which has strong abrasive properties. The test stand was equipped with a measuring system: comprising a torque meter, pressure transducers, distance transducers, and measuring computer. These measured the load of the cutting element, the speed and pressure in the advance system, and, consequently, determined the resistance or energy consumption of the cutting process.
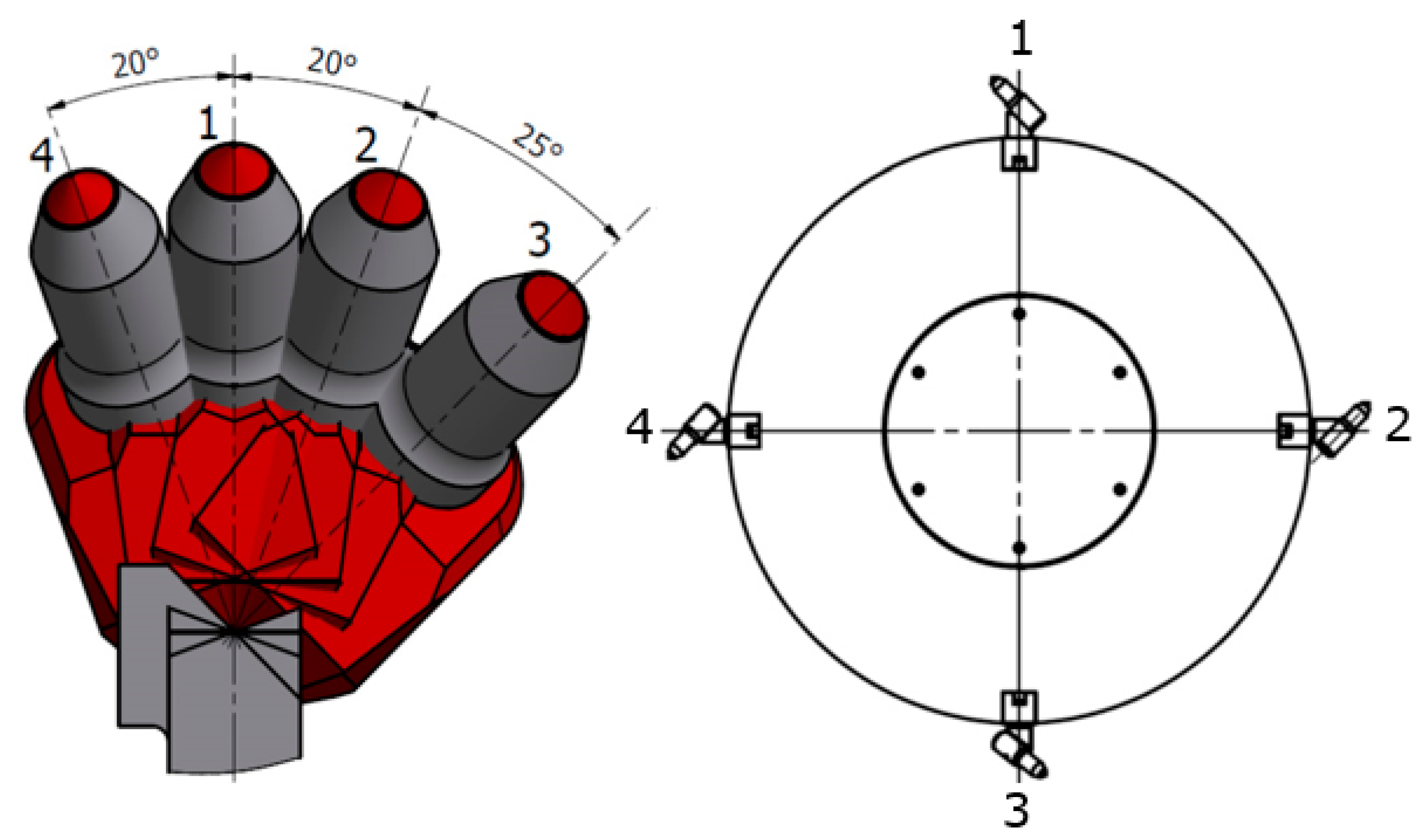
Four picks mounted in holders of the testing drum were used (
Figure 10) to calculate their wear rate. Before testing, each pick had to be marked to enable accurate identification after the tests (position on the test drum).
Picks were weighed both before and after tests with a certificated laboratory scale (verification scale interval 1 g). The obtained weight loss and the excavated rock sample volume were used to calculate the C2 index. It should be emphasised that the smaller the value of the C2 index, the smaller the pick wear. In this case, laboratory tests are particularly recommended, but most importantly, they need to be carried out at a unique test stand that meets the adopted test methodology requirements.
3. Price of the Conical Pick and Its Wear Rate versus Cutting Efficiency
The previously described method and its implementation allow for checking the geometric and material parameters of the conical pick body and the tip, as well as the wear rate index, C2.
Therefore, it is reasonable to establish the correlation of the
C2 index with the number of worn picks and the cutting efficiency. The dependency (1) shows that the higher the
C2 index value, the faster the pick wears out; thus, it has a lower quality. Using these picks on the cutting drum results in faster wear and a decrease in cutting efficiency. This is caused by a more frequent change of picks and downtime of the mining machine (milling machine). In [
29], dependency (2) was given, which indicated when slower wearing and more expensive picks could be used without increasing the purchase costs of picks (3). This condition makes it possible to set the maximum price of a better-quality pick, which results in savings in terms of investment and operation (the cost of purchasing picks, transport, and replacement).
Assuming that the price of a lower-quality pick
Cn2 is equal to PLN 80 (approx. EUR 20) per piece and the
C2
2:
C2
1 ratio is equal to 1.5, the price for a better-quality pick
Cn1(
C2
1) cannot exceed PLN 120 (approx. EUR 30). However, the
C2
2:
C2
1 ratio may assume different values depending on the
C2 index values for individual picks obtained through empirical tests. The ratio is always higher than one when
C2
2 is higher than
C2
1.
Similarly, from Equations (4) and (5), it is possible to determine the maximum price of a better-quality pick concerning the possible decrease in the cutting efficiency for lower-quality and cheaper picks.
or
where ∆
Vu is the volume of mined rock [m
3],
γw is the density of mined rock [kg/m
3],
Cjur is the unit price of mined rock in relation to its volume [PLN/m
3],
Cjum is the unit price of mined rock in relation to its mass [PLN/kg], and
n is the number of picks to be replaced after one cutting cycle [pcs].
Bearing in mind the above dependencies, in most cases, better-quality picks should be used [
29].
6. Conclusions
In the presented method of assessing the quality of conical picks, a three-stage testing process was adopted, consisting of measuring geometric and material parameters and the wear rate, expressed by the C2 index. The tests carried out on eight types of conical picks from different manufacturers have shown that their geometric and material parameters are in accordance with the manufacturers’ declarations and users’ requirements. However, based on these data, it is only possible to assess the correctness of their manufacture, not their quality. Only when a complete procedure is carried out can the quality of the pick be assessed.
This strategy was confirmed by comparing two picks for shaft-boring roadheaders (
Figure 11d and
Figure 12e). Both picks were made of the same 36Mn5 steel, their working part hardness was the same, and both were welded, although the pick for the shaft-boring roadheader in
Figure 11d had a
C2 index value as much as eight times greater than the pick for shaft-boring roadheaders in
Figure 11e, which means that its quality is eight times lower.
It follows that particular attention should be paid to the C2 index because, as a result of this research, it does illustrate the wear rate of the pick and thus its durability (quality). However, carrying out a complete procedure also allows conclusions in the future and indicates further research directions to improve the quality of conical picks. For example, it was noticed that further attention should be paid to the correlations between the hardness of the working part and padding weld and the value of the C2 index.
Determining the C2 index, it can also be observed that the position of the pick on the test drum and, presumably, the sequence of entering the cut have a significant influence on the pick wear process. Moreover, the C2 index enables defining various causes related to the value and the price of the picks, as well as the costs of their replacement and reduced cutting efficiency. In most cases, it has been established that picks of better quality (the lowest value of the C2 index) should be used regardless of the price. However, there are cases where a pick’s choice depends on its price and losses in cutting.
The C2 index is the parameter that best describes the quality of the pick; therefore, it is recommended that the proposed method and procedure should be used to evaluate picks both when placing orders and to file complaints, but also in other cases, whenever cutting tools need to be selected.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}