
Practical and Economical Effects of the Use of Screen Meshes for Steel Nitriding Processes with Glow Plasma



Abstract
:1. Introduction
- Accelerating the velocity of ions falling into the space between the lattice and cathode;
- Emission of light radiation, which can have a significant impact on the energy on the surface of the sample, causing, among other things, a reduction of the electron output energy and the creation of a strong electric field gradient which additionally accelerates the ions bombarding the sample;
- Amplification of plasma waves in the space between the sample and mesh, which in this case acts as a screen.
2. Results
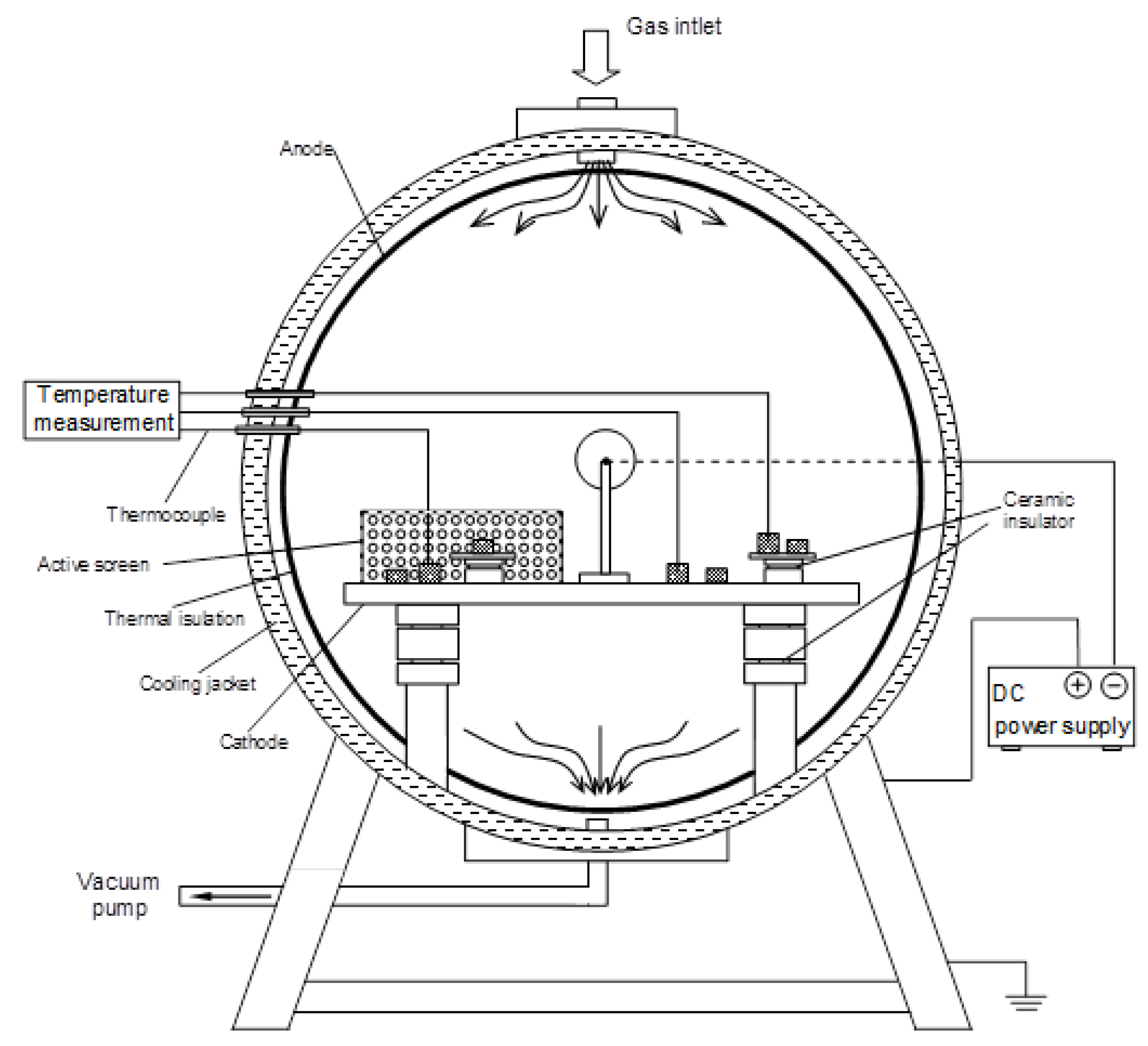
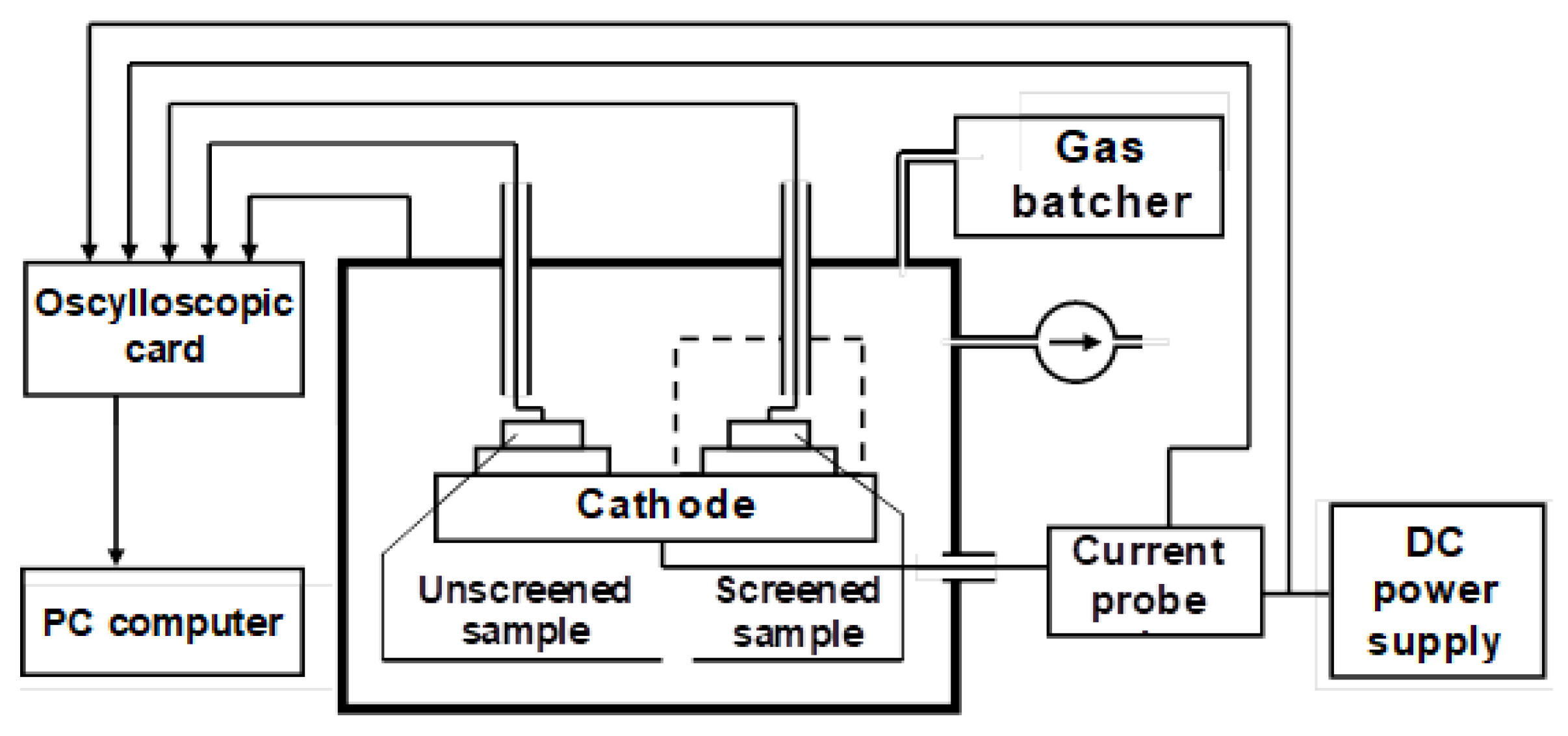
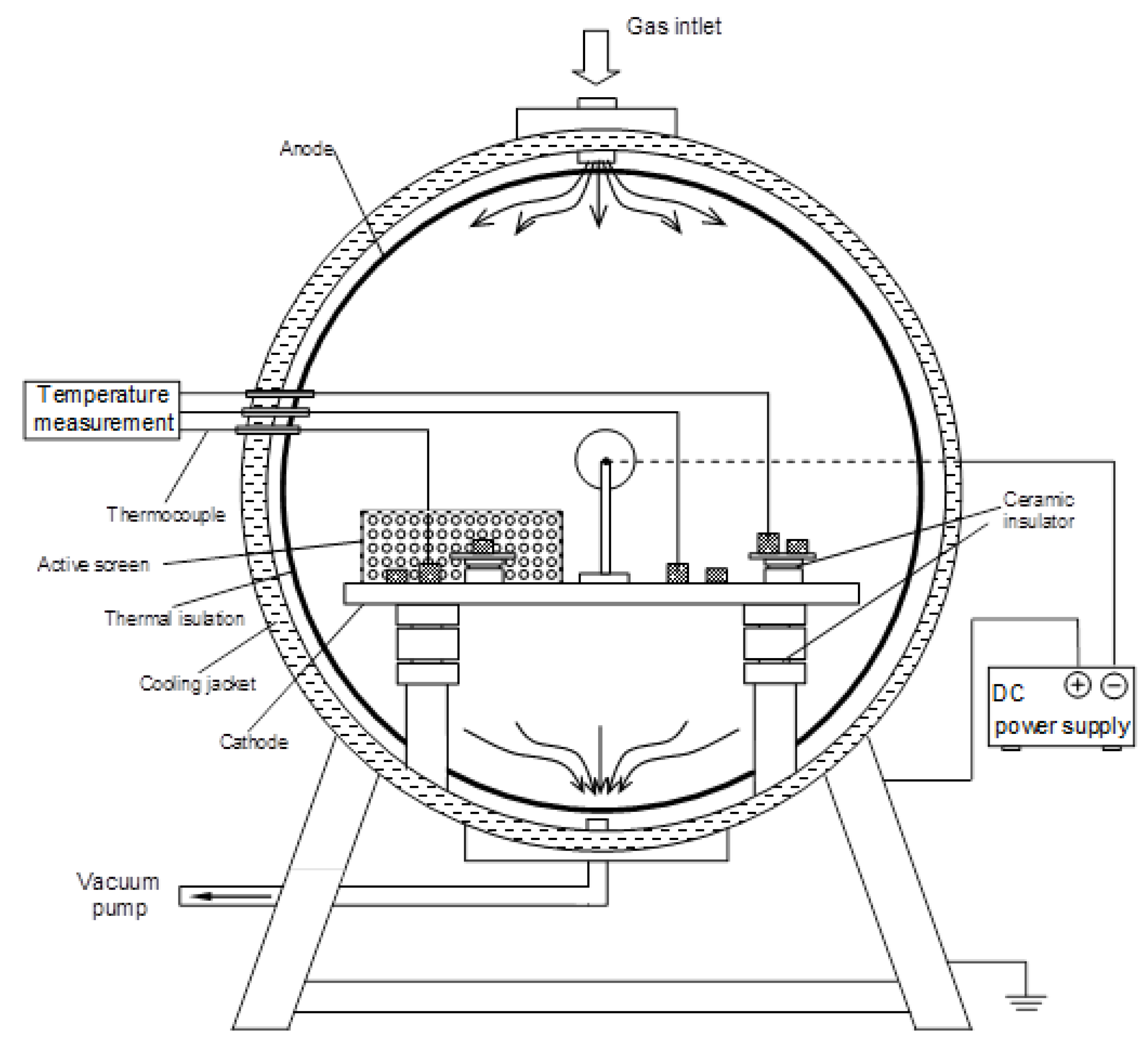
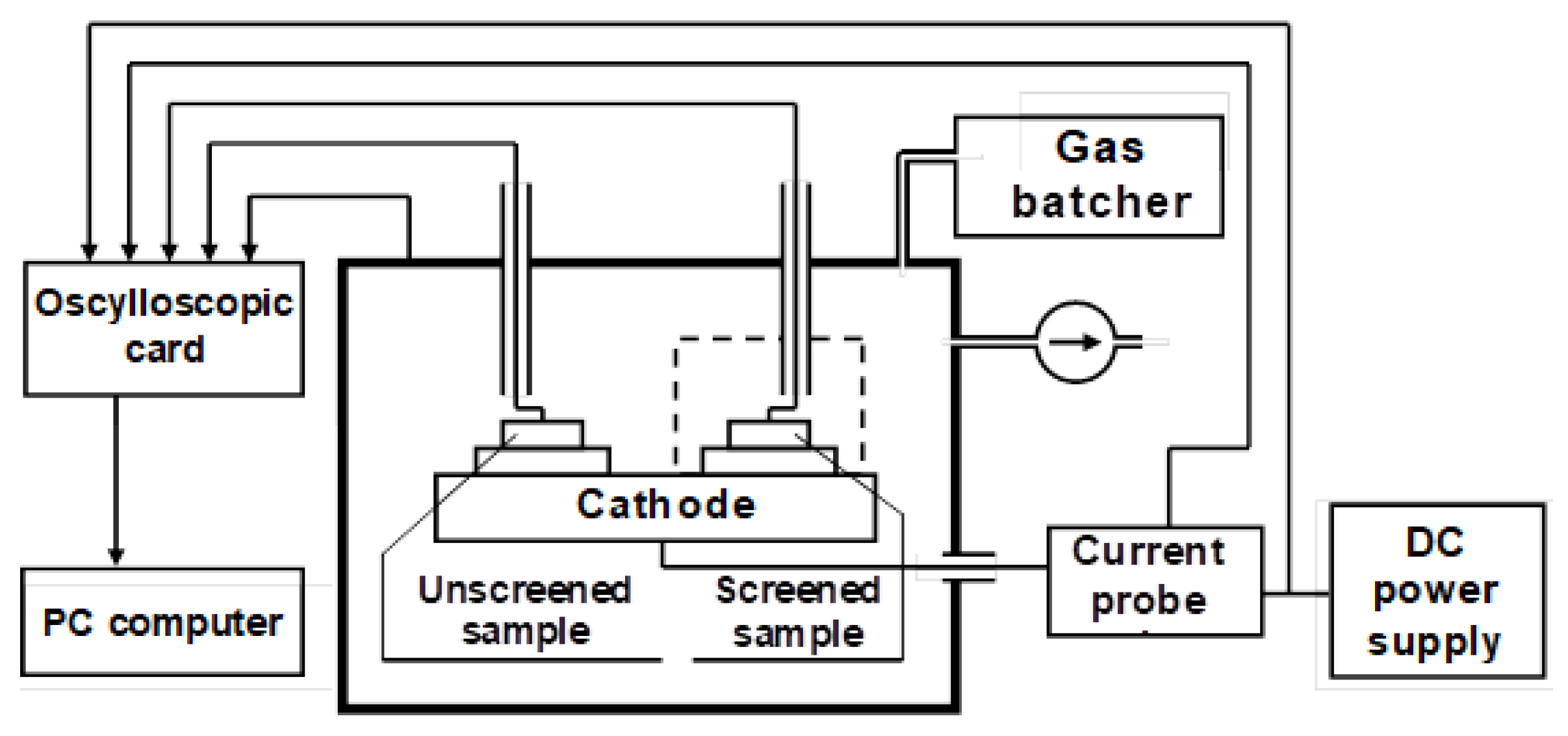
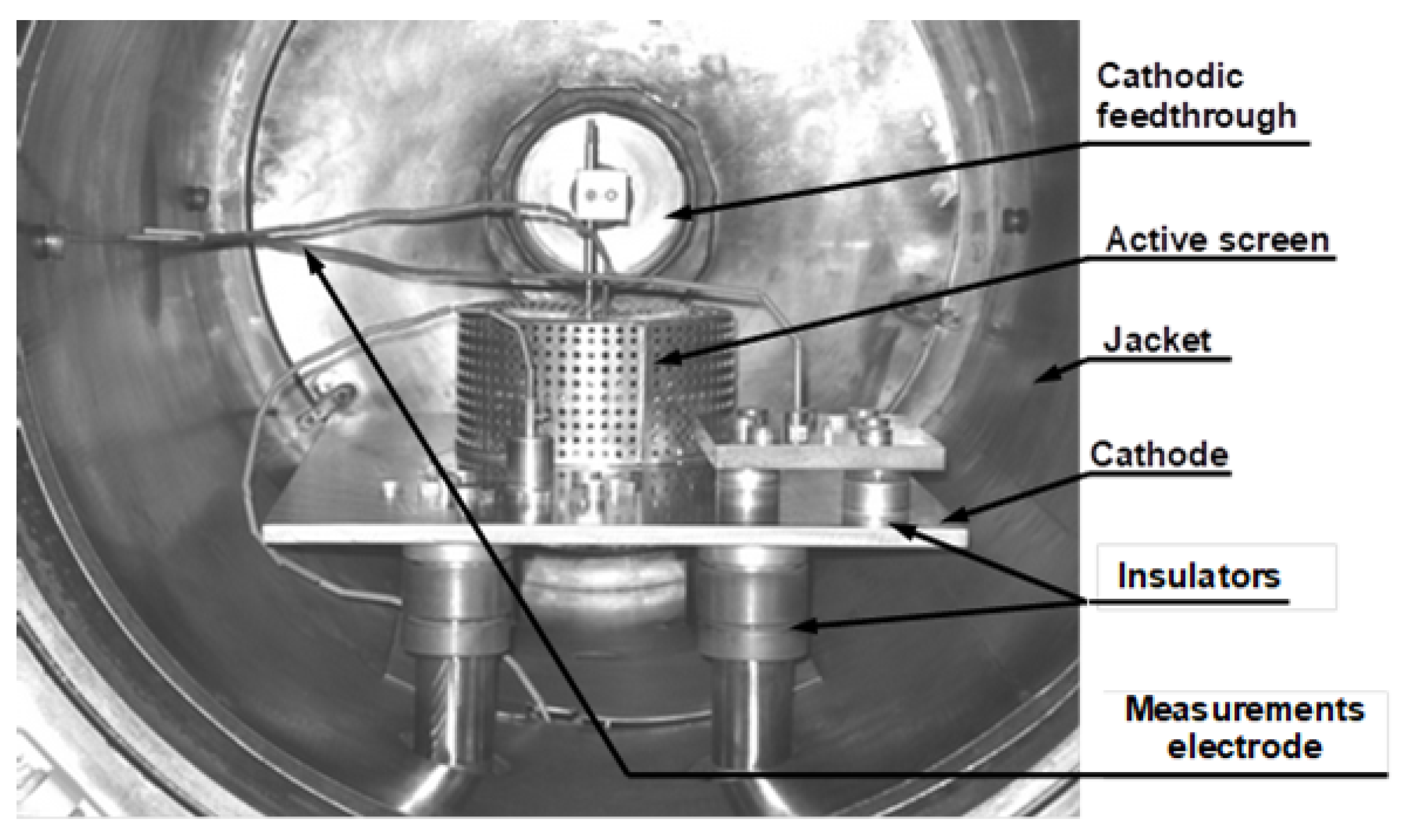
2.1. Configuration of the Testing Stand
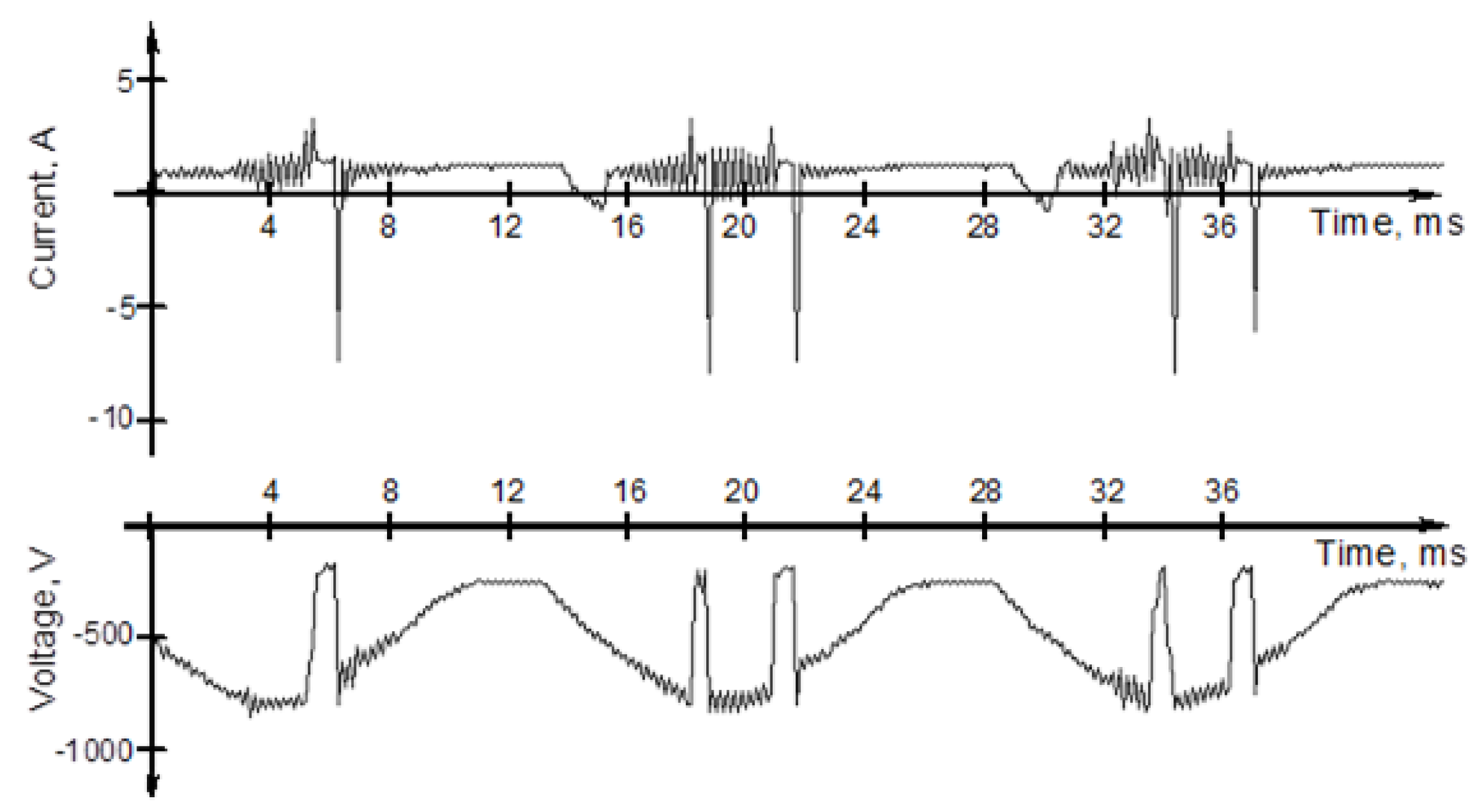
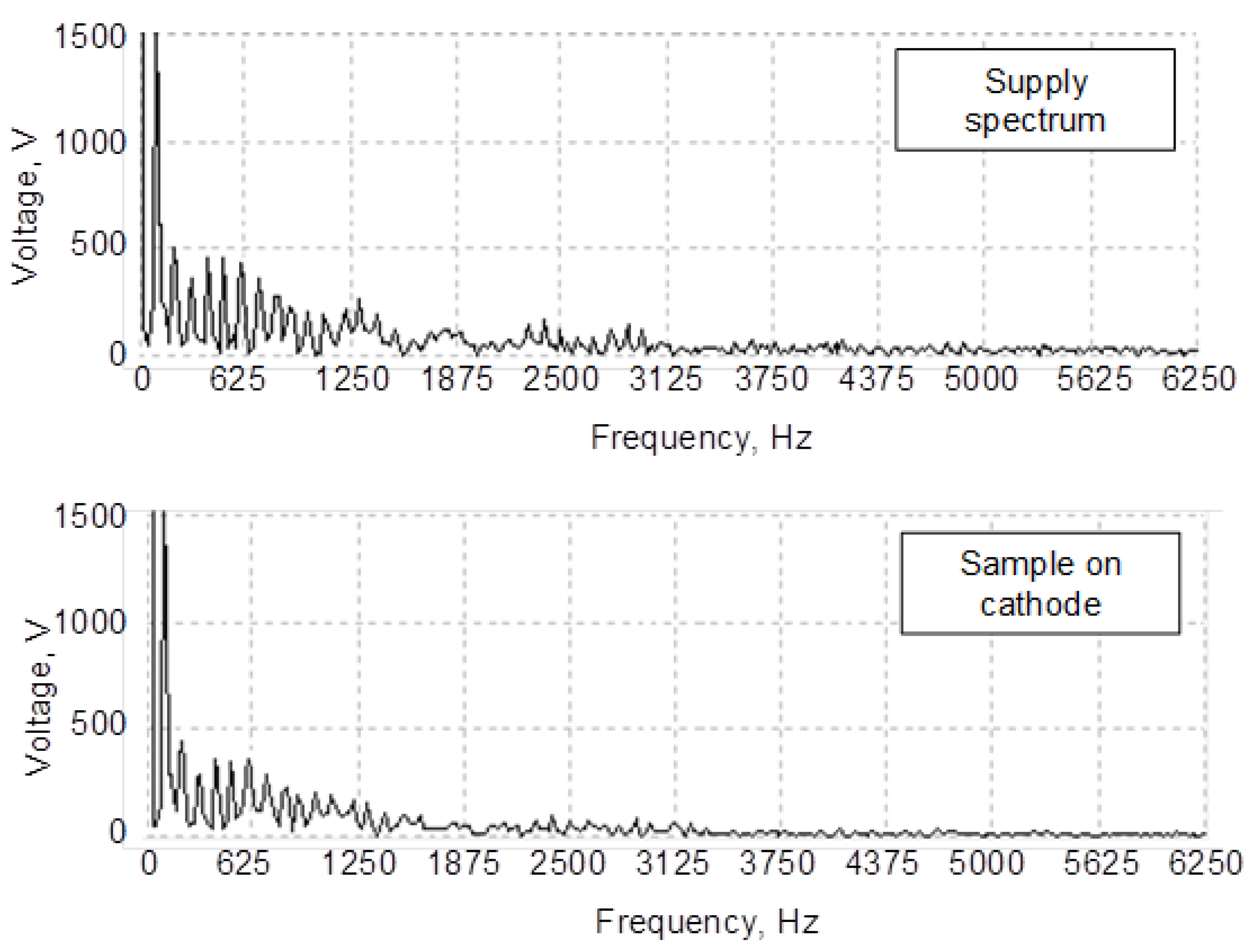
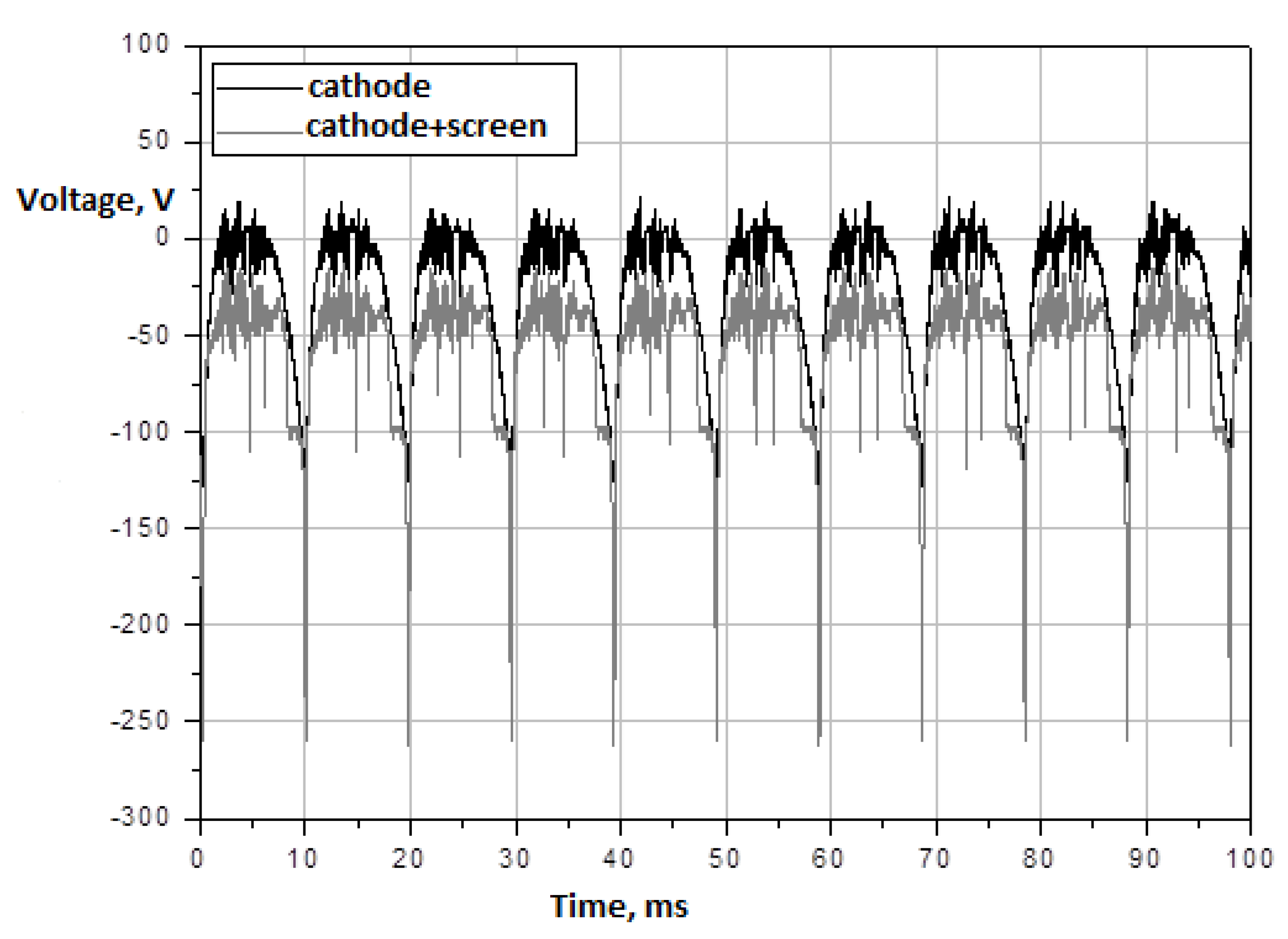
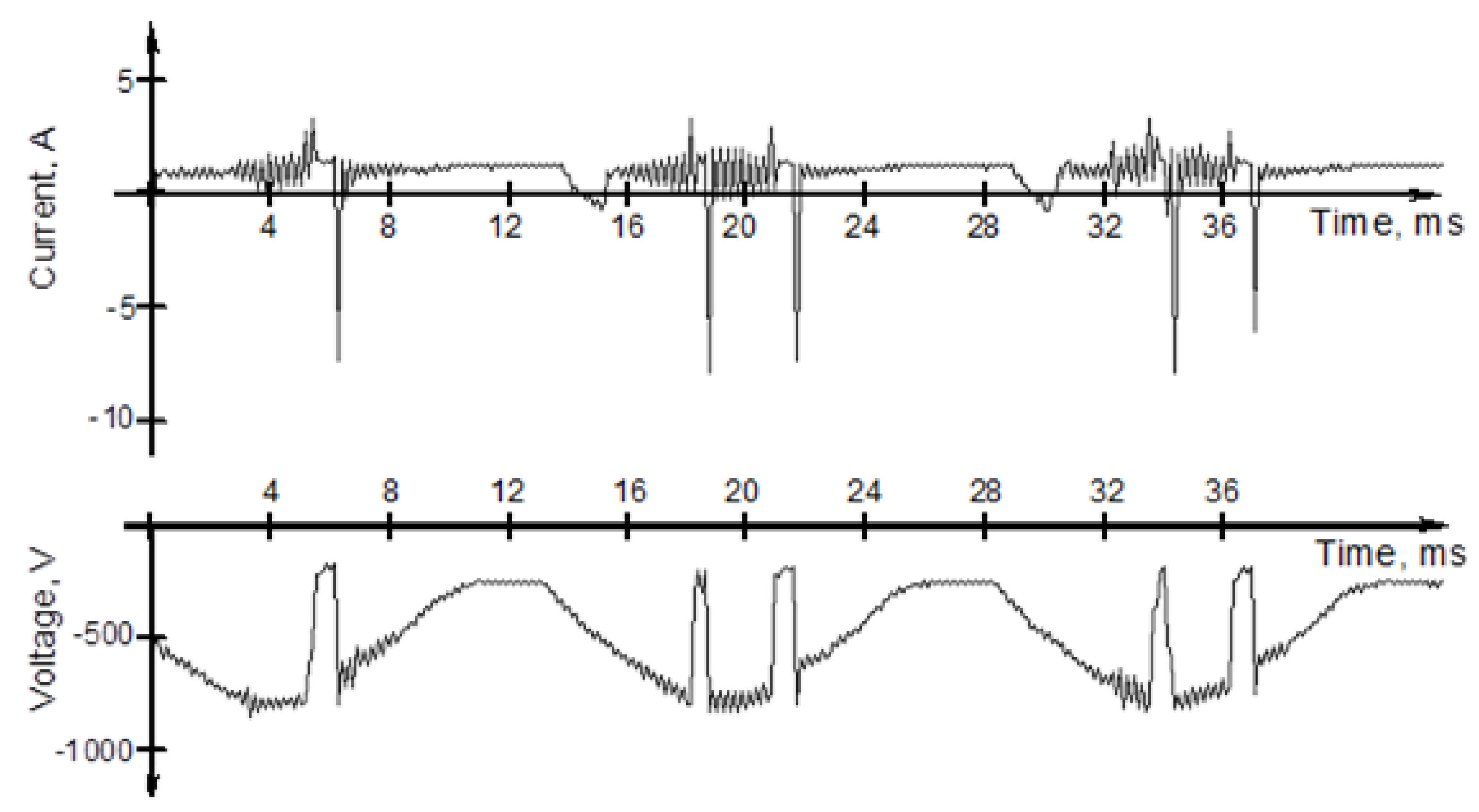
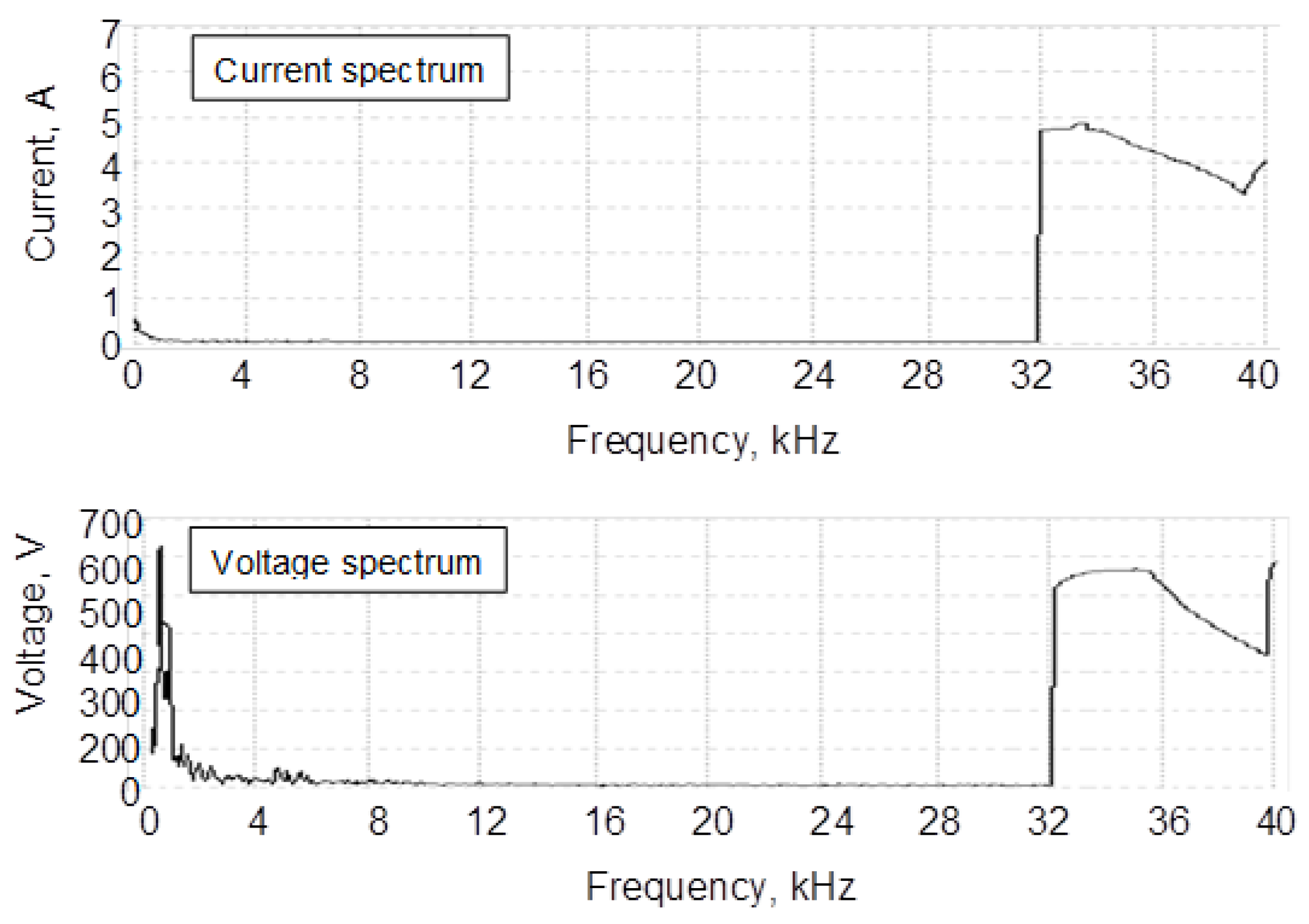
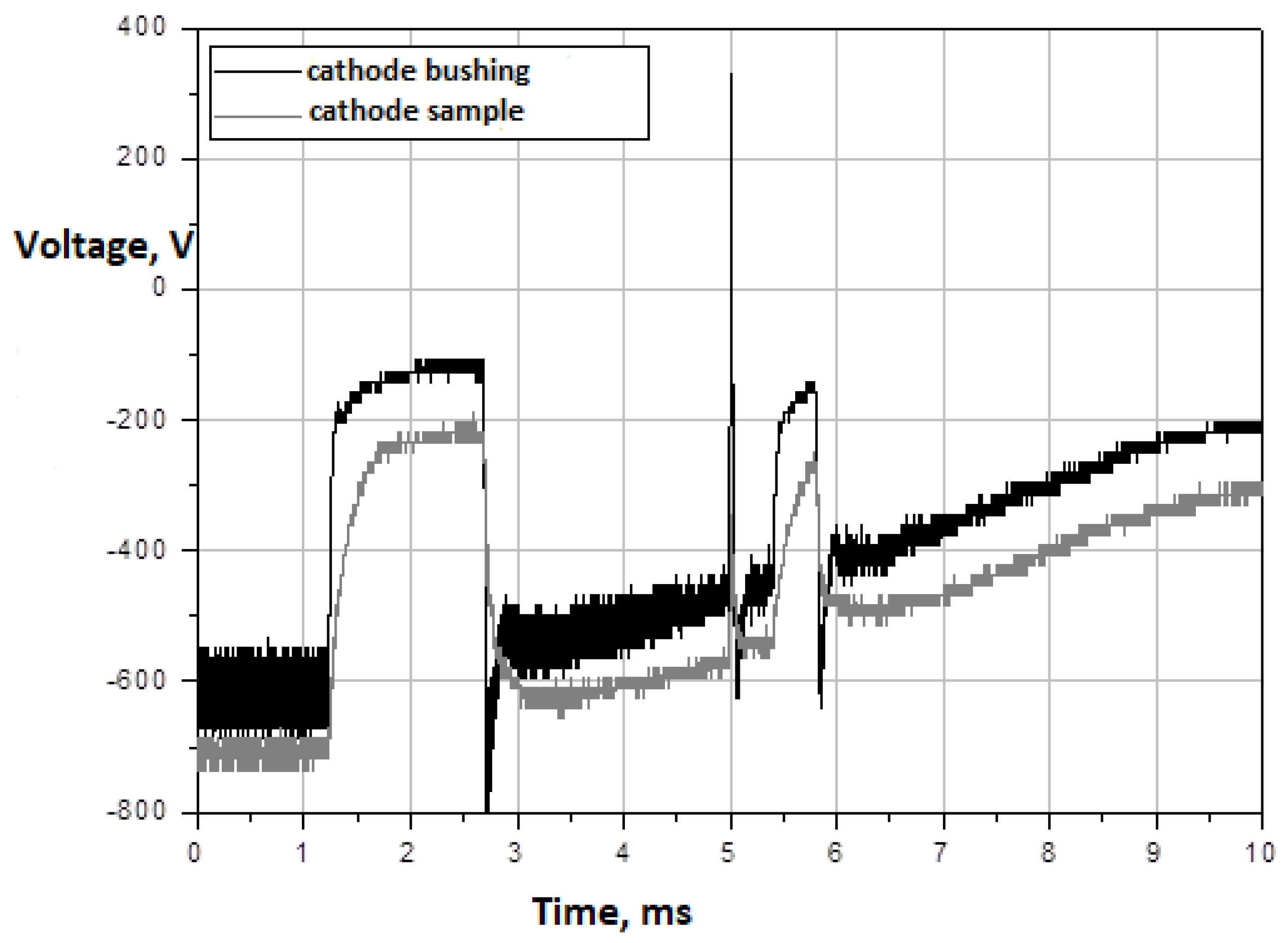
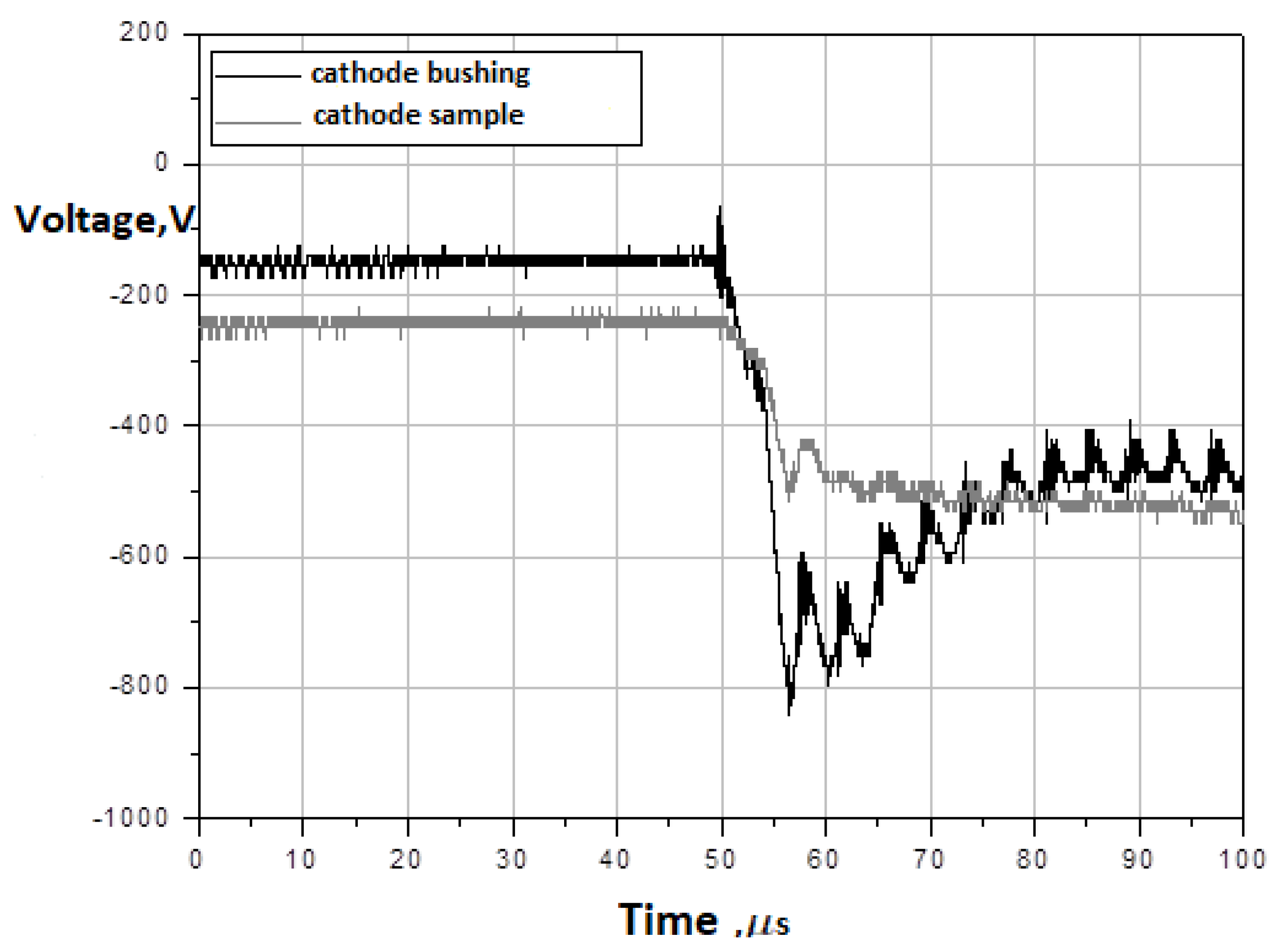
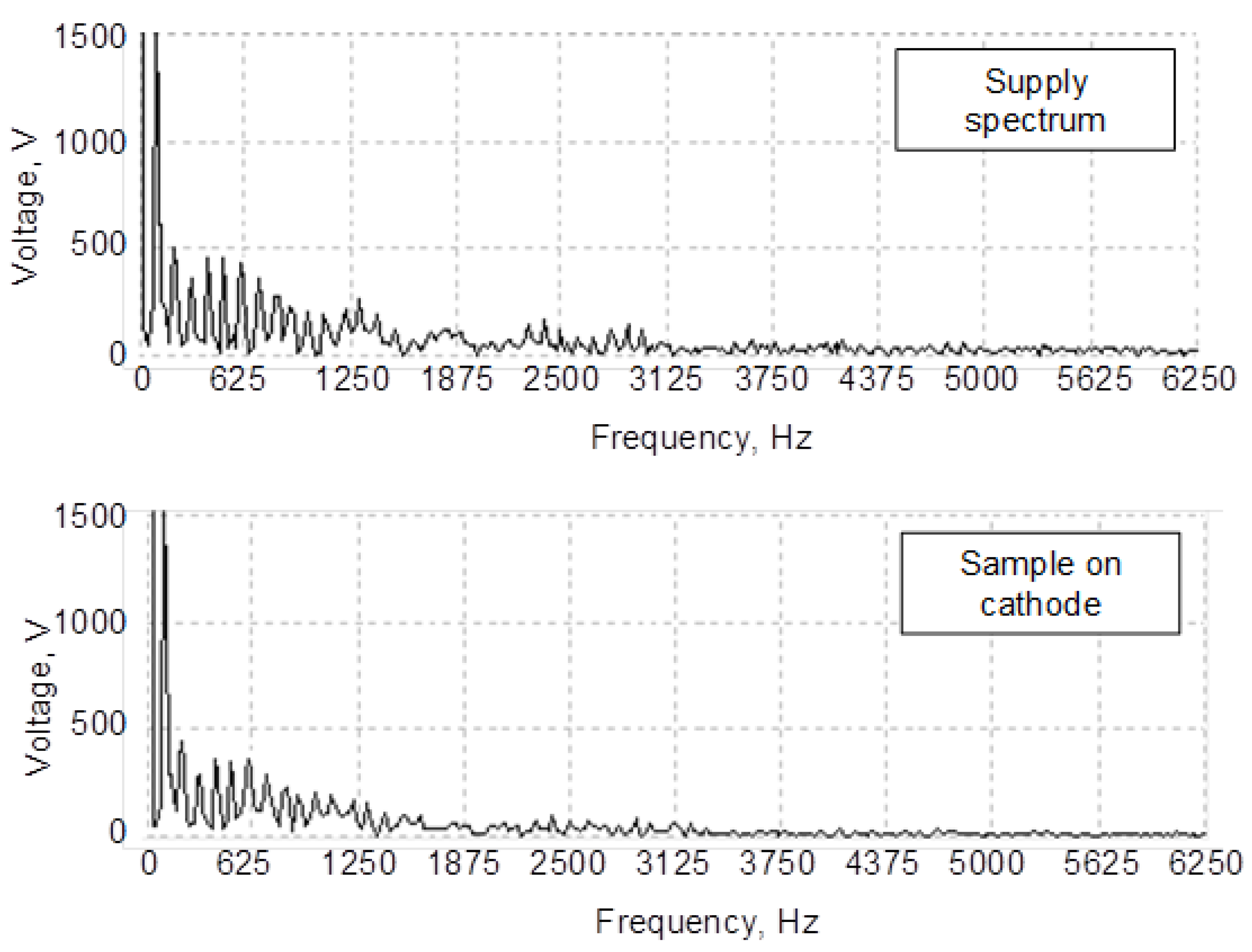
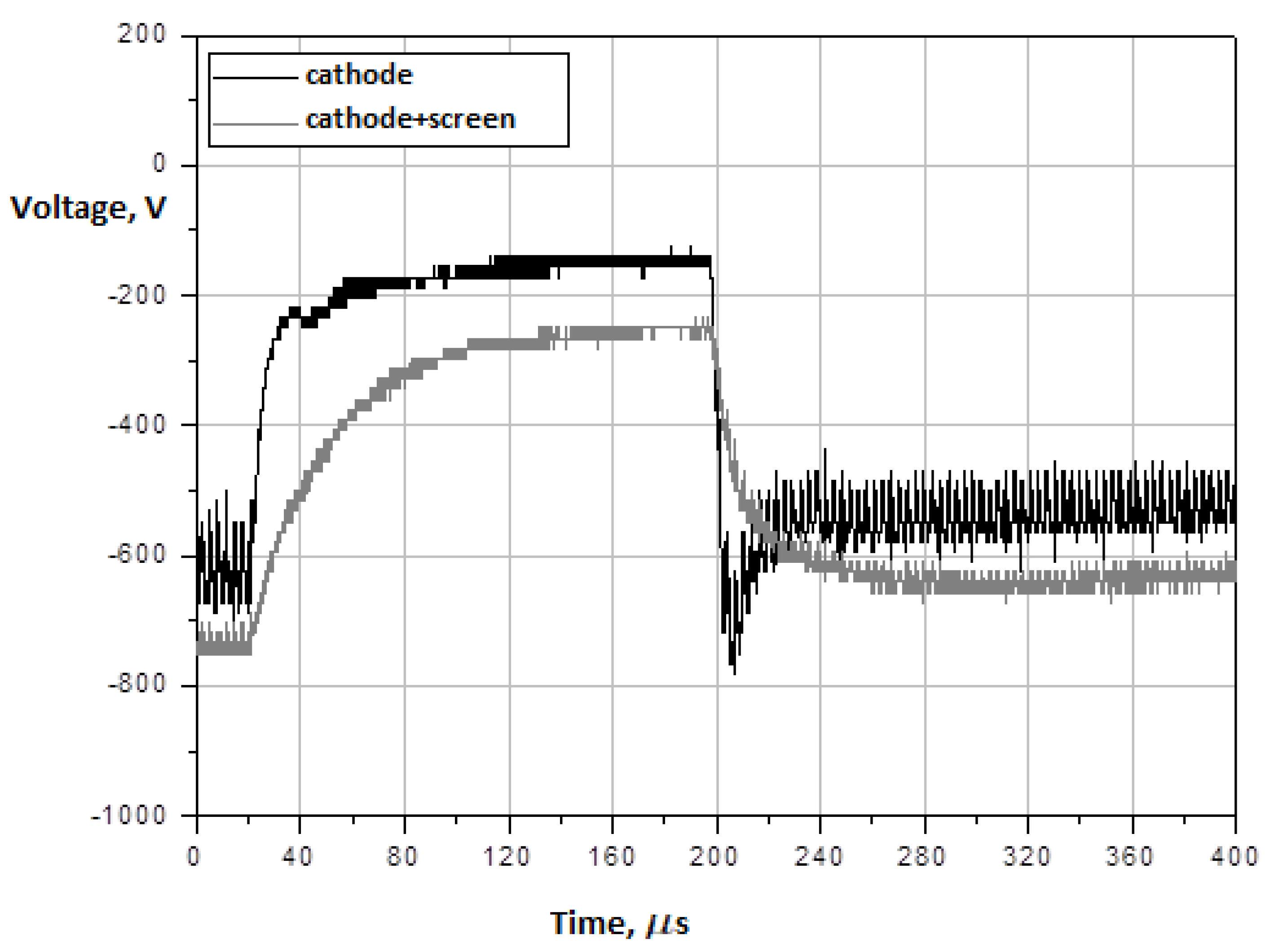
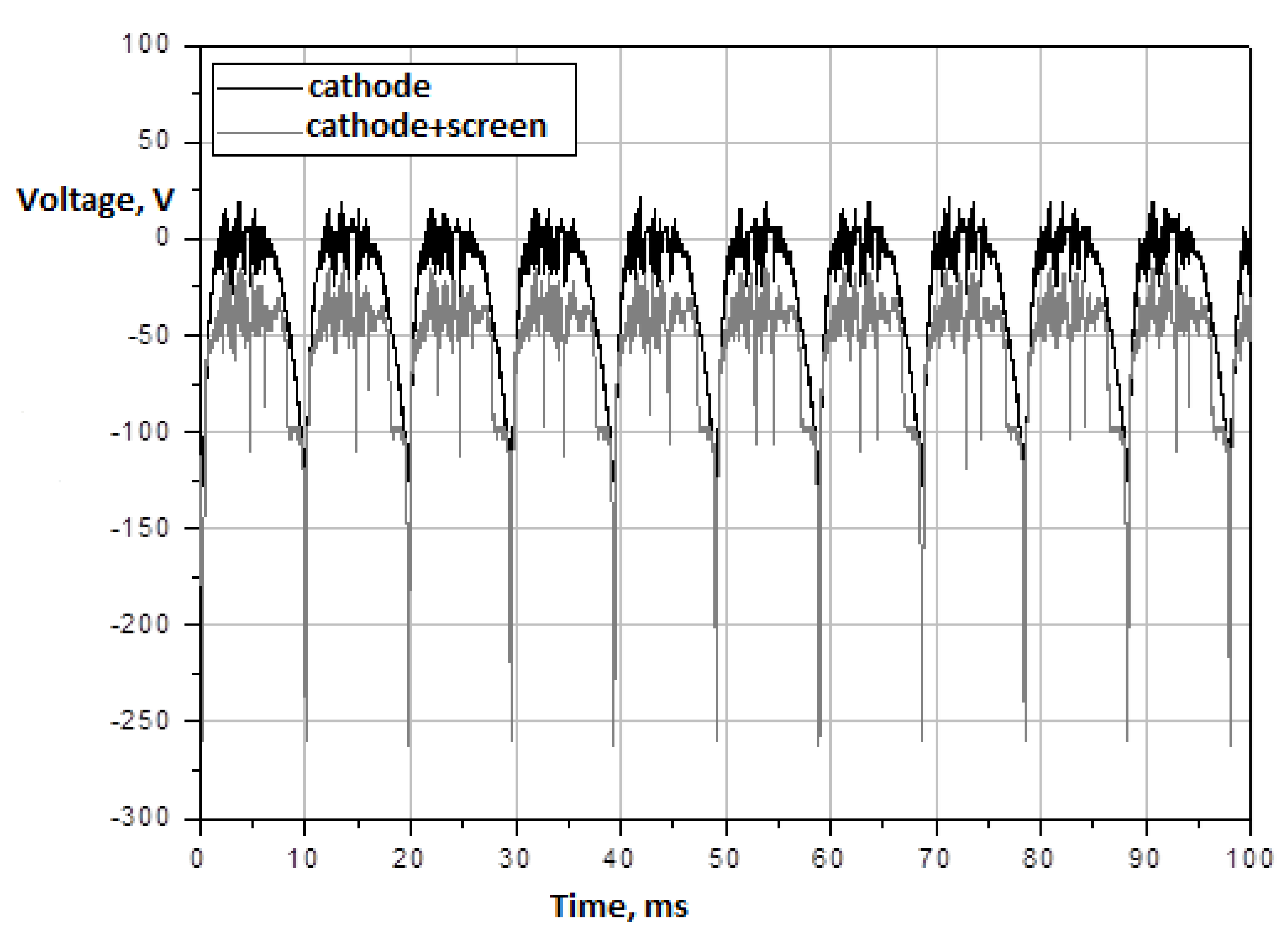
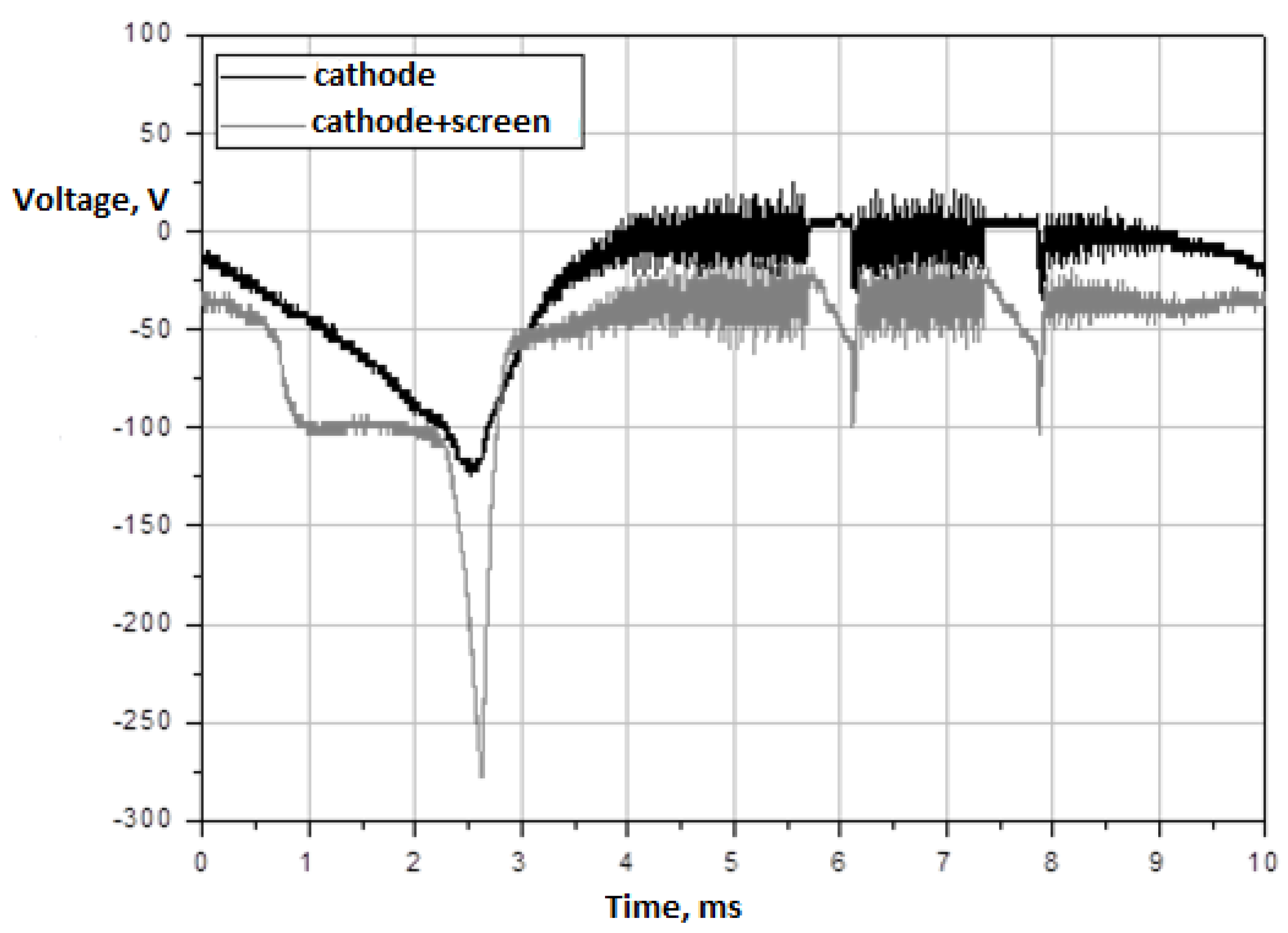
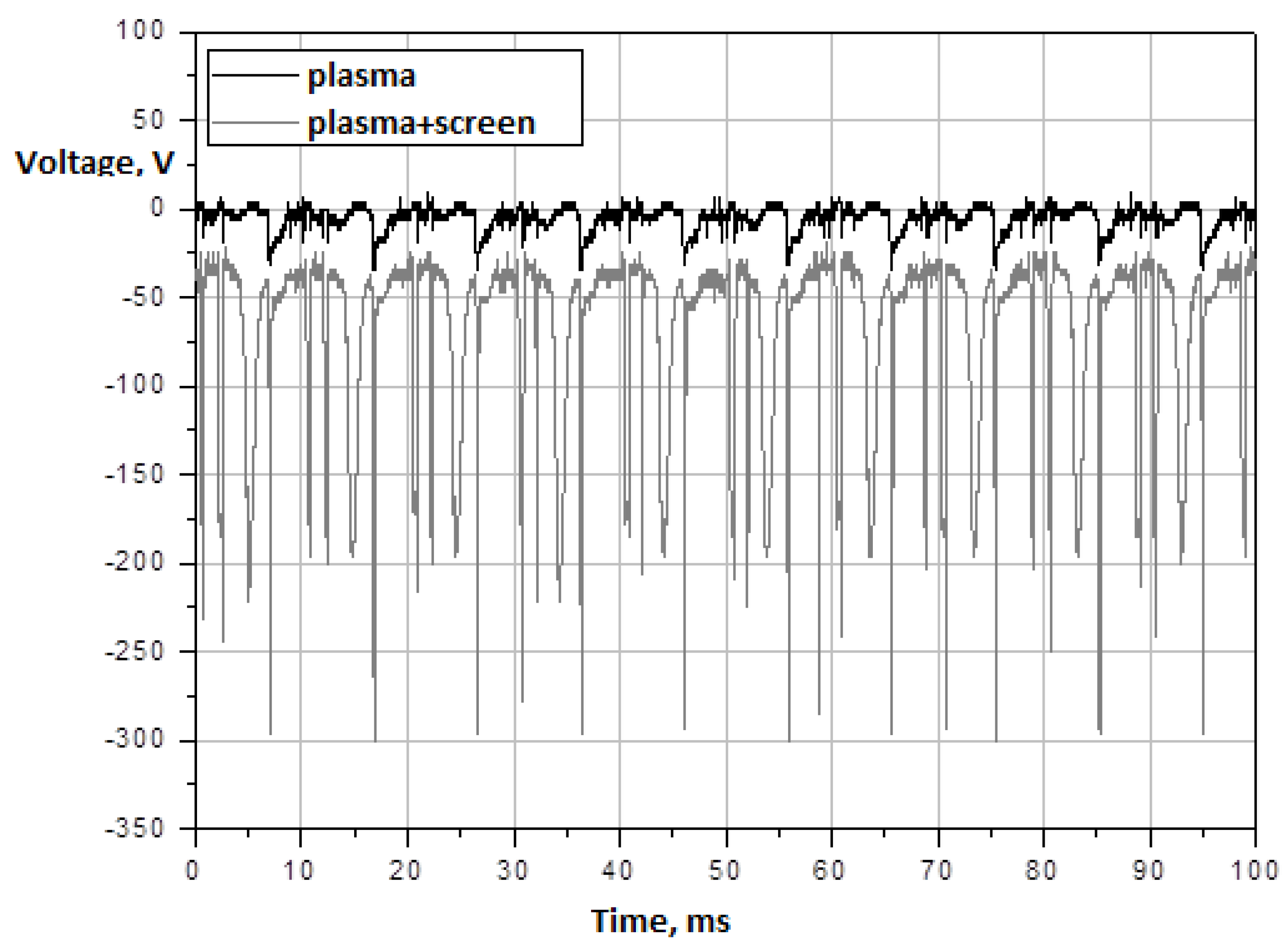
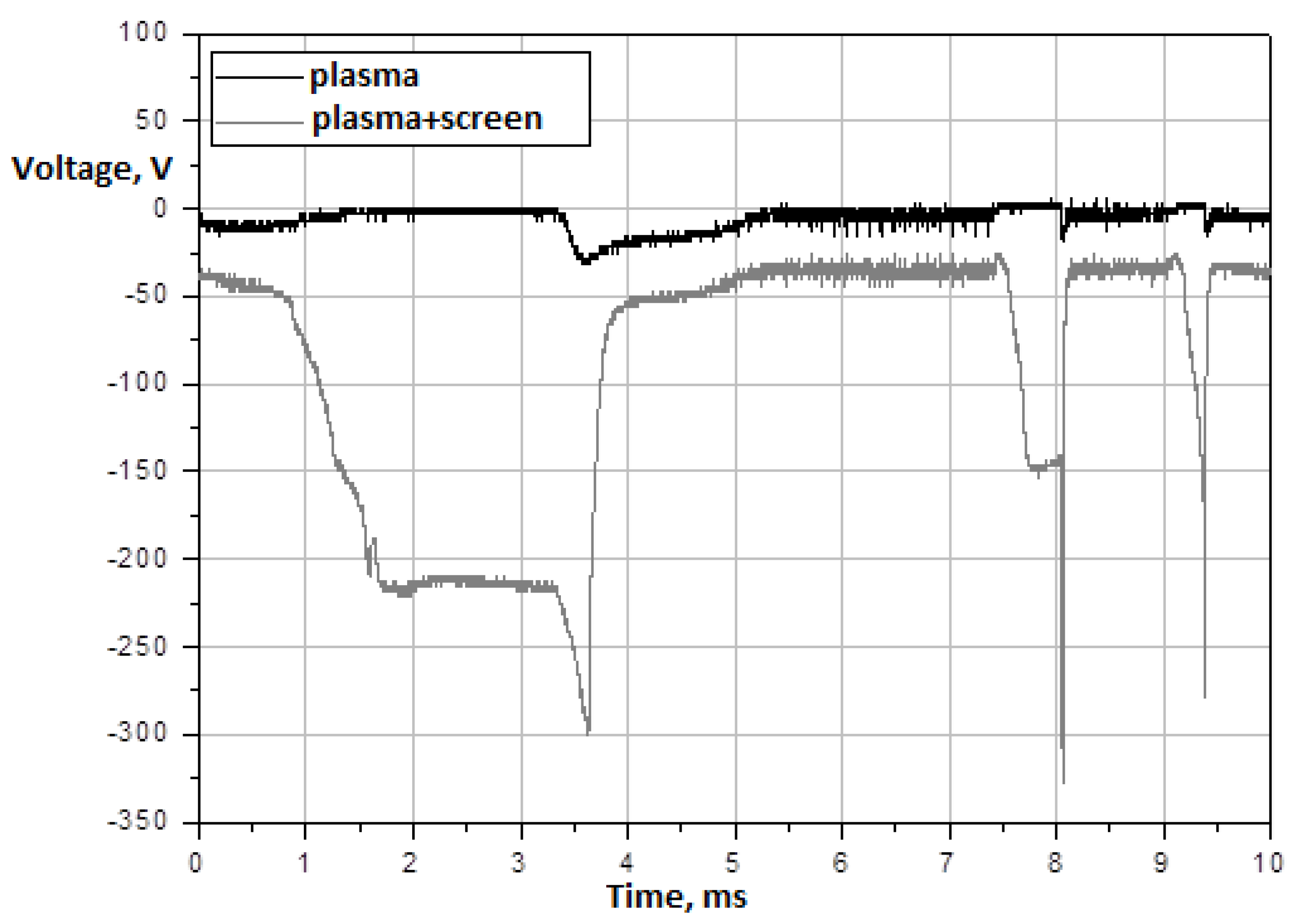
2.2. Analysis of Cathode Voltages
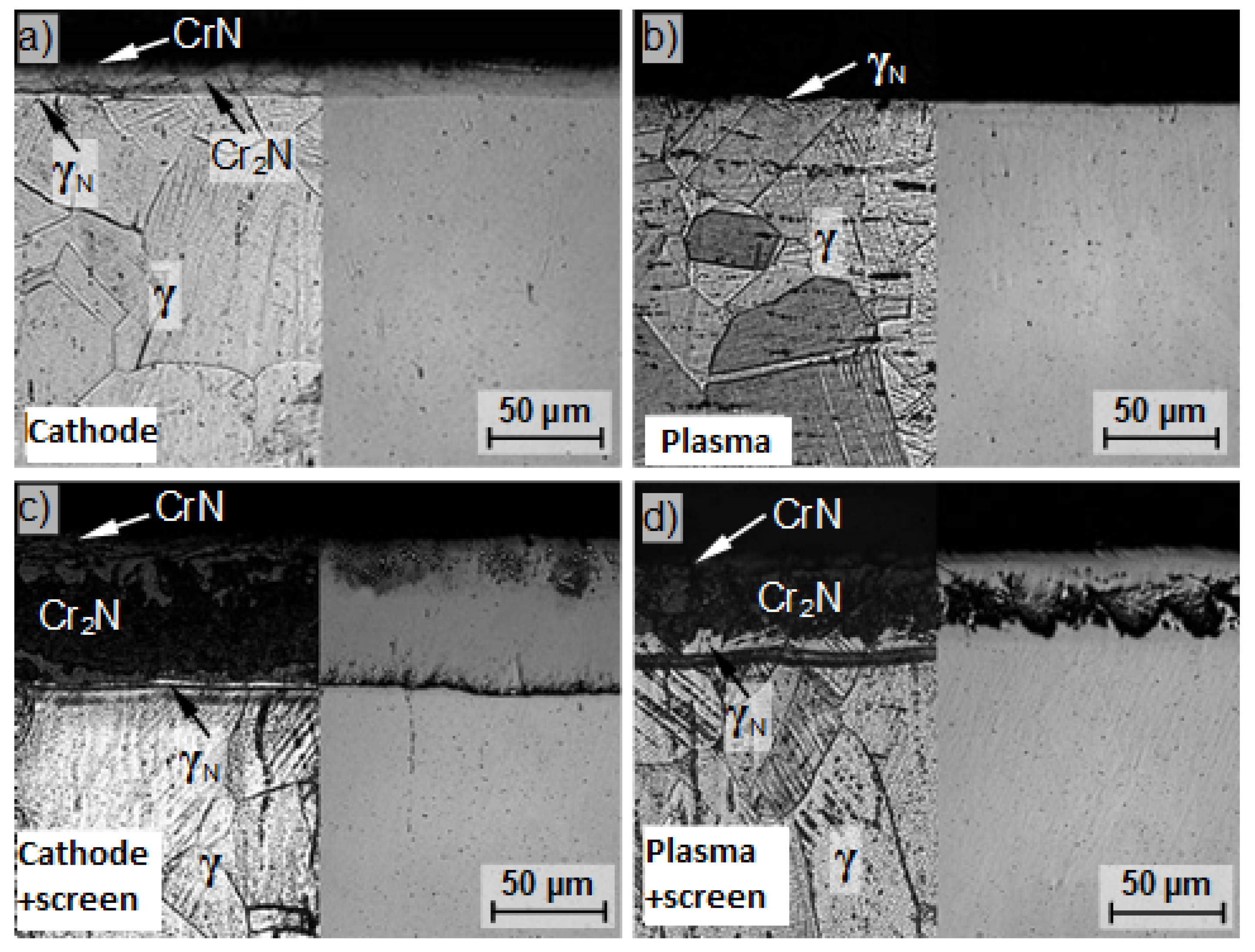
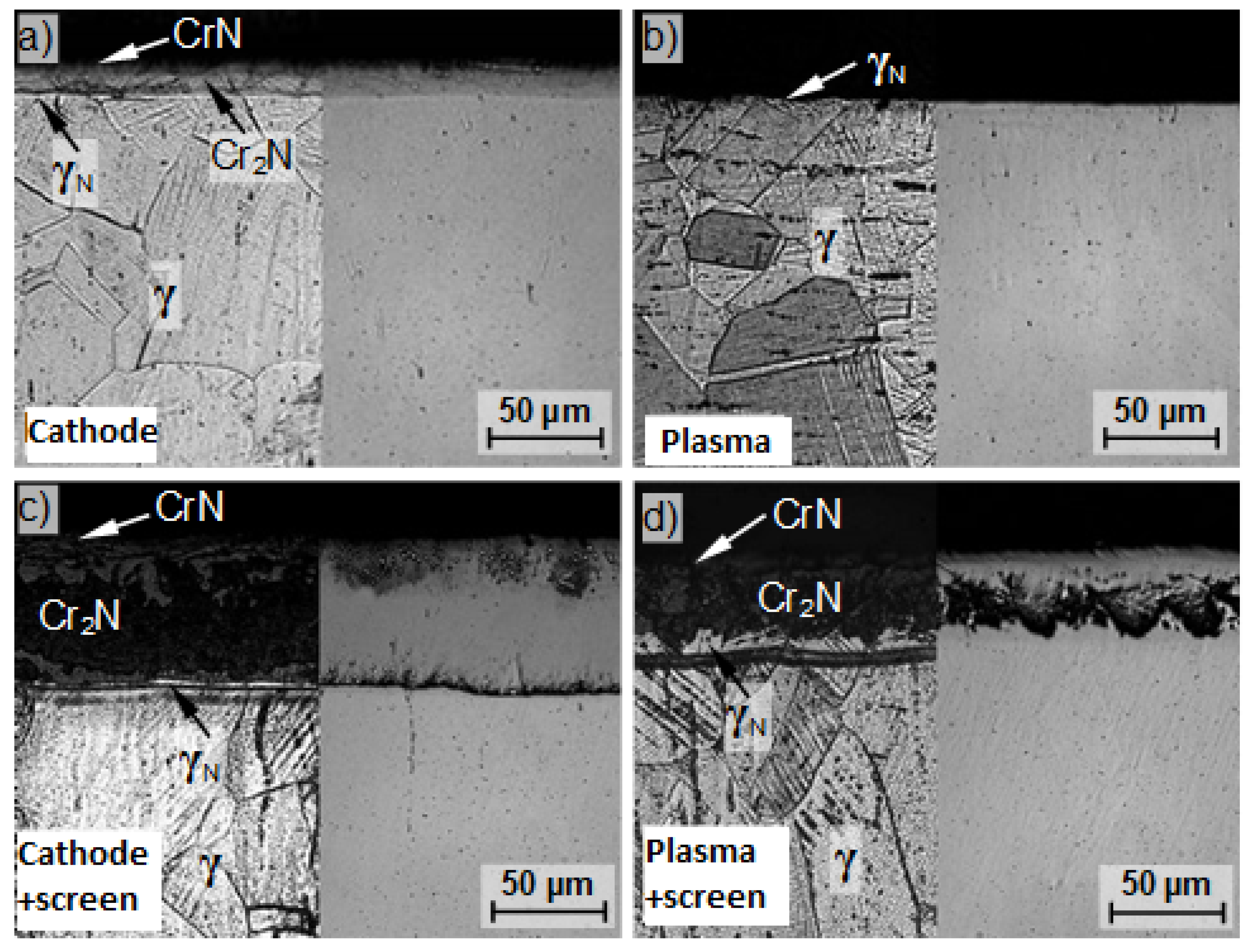
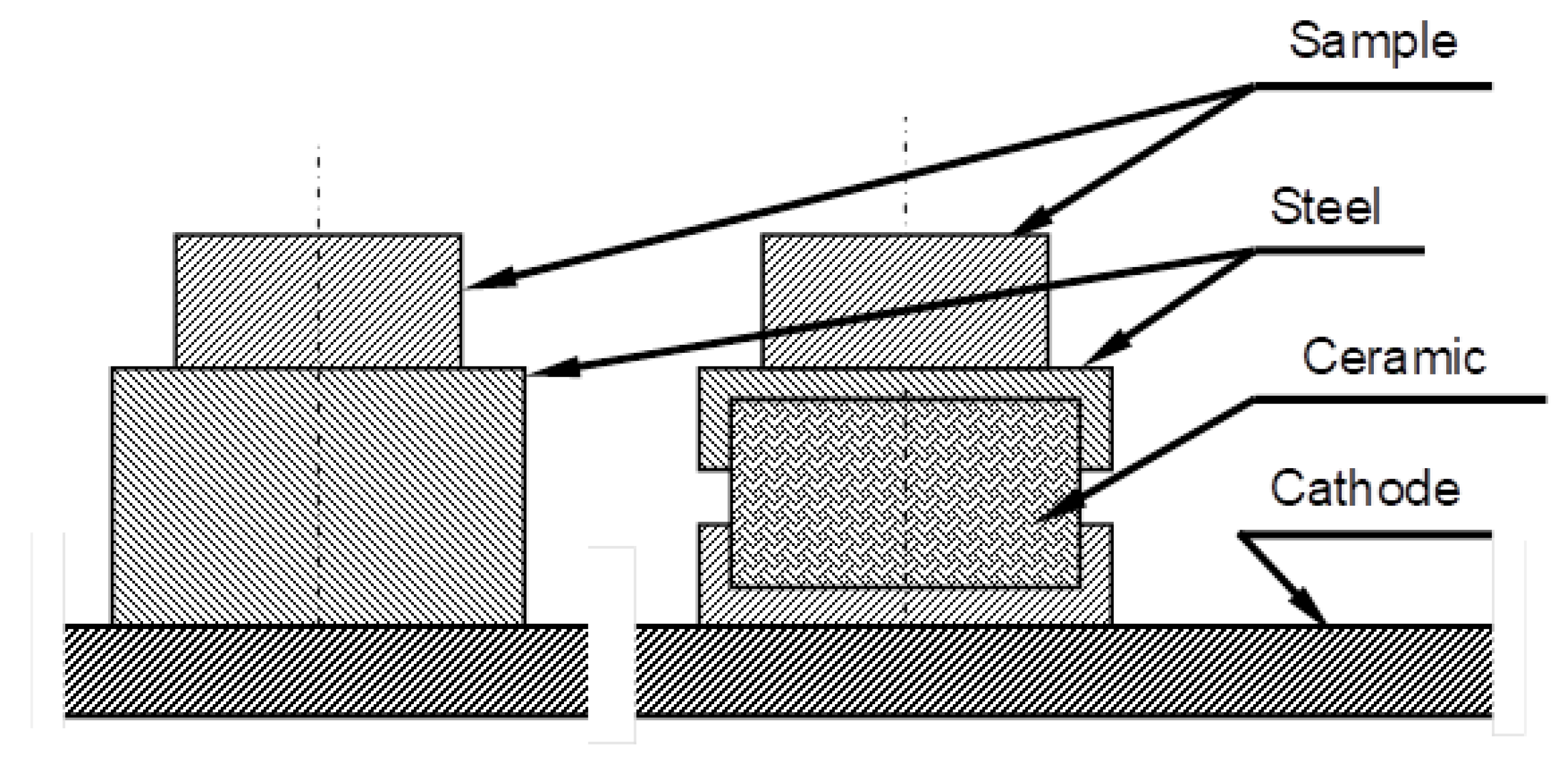
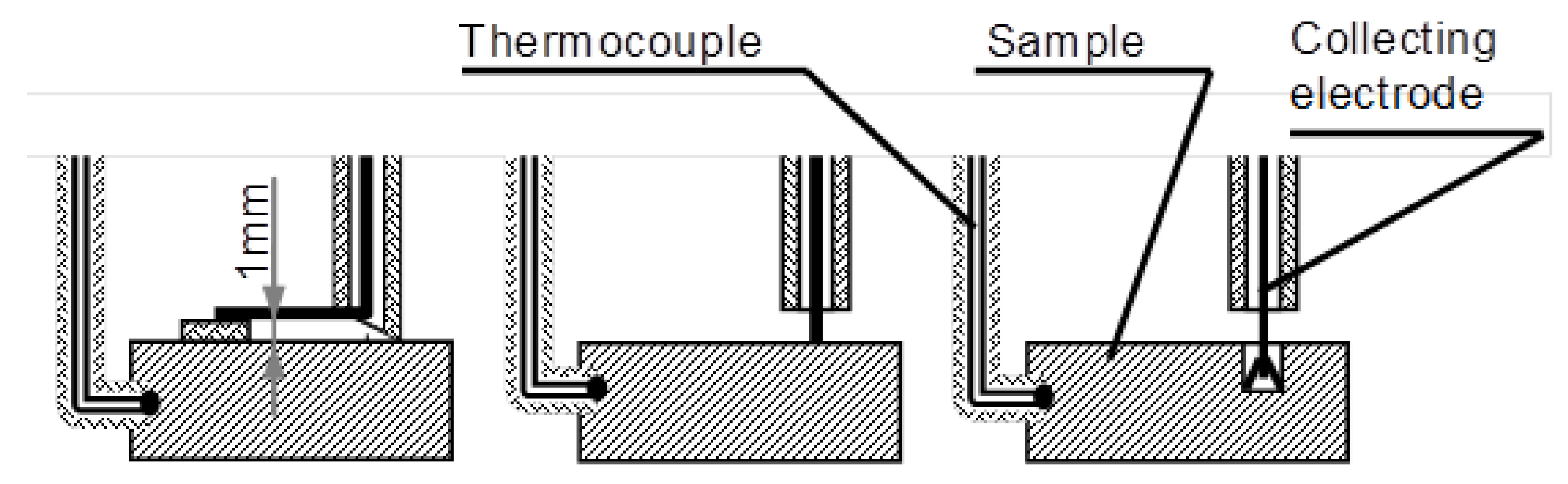
2.3. Treatment of Parts with Galvanic Contact with the Cathode
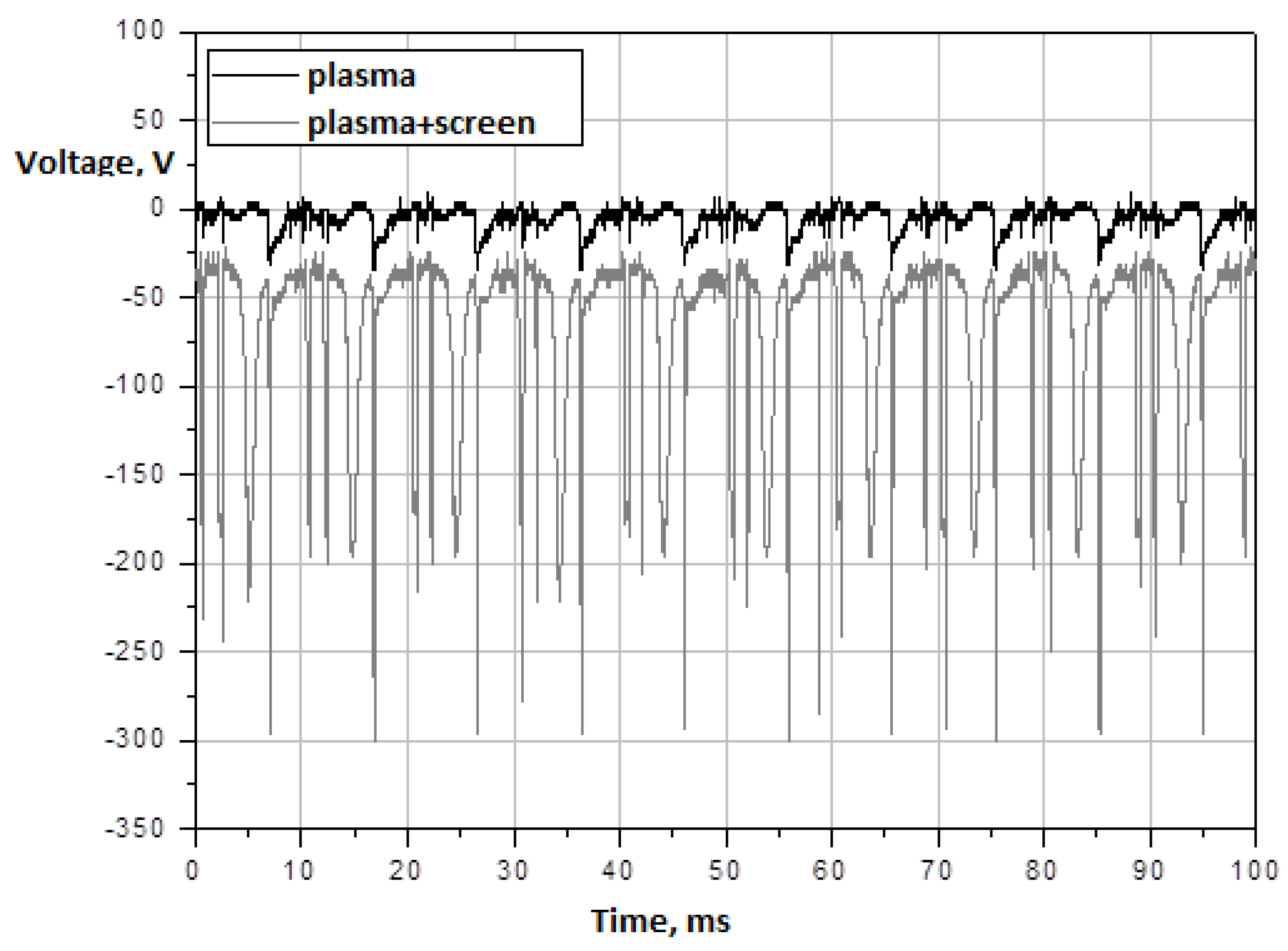
2.4. Treatment of Parts Insulated from the Cathode
3. Conclusions and Hypotheses
- The effect of electric field acceleration of ions occurring at a distance approximate to the mean free path relative to the surface being treated;
- The effect of additional acceleration of ions that were found within the zone of surface interaction of the intensive cathode fall.
Author Contributions
Funding
Conflicts of Interest
References
- Eremin, V.A.; Solodyankin, A.A.; Belyakov, S.A.; Khodimchuk, A.V.; Farlenkov, A.S.; Krainova, D.A.; Saetova, N.S.; Kuzmin, A.V.; Artamonov, A.S.; Steinberger-Wilckens, R.; et al. Formation of Conductive Oxide Scale on 33NK and 47ND Interconnector Alloys for Solid Oxide Fuel Cells. Energies 2019, 12, 4795. [Google Scholar] [CrossRef] [Green Version]
- Ding, J.; Qin, W. Recent advances in potentiometric biosensors. TrAC Trends Anal. Chem. 2020, 124, 115803. [Google Scholar] [CrossRef]
- Braceras, I.; Ibáñez, I.; Dominguez-Meister, S.; Sánchez-García, J.A.; Brizuela, M.; Larrañaga, A.; Garmendia, I. Plasma nitriding of the inner surface of stainless steel tubes. Surf. Coat. Technol. 2018, 355, 116–122. [Google Scholar] [CrossRef]
- Sun, J.; Tong, W.P.; Zhang, H.; Du, X.D.; Wu, Y.C. Enhanced strength and plasticity of gas nitrided iron by surface mechanical attrition pretreatment. Surf. Coat. Technol. 2016, 286, 279–284. [Google Scholar] [CrossRef]
- Boniardi, M.; D’Errico, F.; Tagliabue, C. Influence of carburizing and nitriding on failure of gears—A case study. Eng. Fail. Anal. 2016, 13, 312–339. [Google Scholar] [CrossRef]
- Bindumadhavan, P.N.; Makesh, S.; Gowrishnkar, N.; Wah, H.-K.; Prabhakar, O. Aluminizing and subsequent nitriding of plain carbon low alloy steels for piston ring applications. Surf. Coat. Technol. 2000, 127, 251–258. [Google Scholar] [CrossRef]
- Wolowiec-Korecka, E.; Michalski, J.; Kucharska, B. Kinetic aspects of low-pressure nitriding process. Vacuum 2018, 155, 292–299. [Google Scholar] [CrossRef]
- Ozdemir, I.B.; Akar, F.; Lippmann, N. Parameter optimization of nitriding process using chemical kinetics. Metall. Mater. Trans. 2016, 47, 6169–6172. [Google Scholar] [CrossRef]
- Ozdemir, I.B.; Akar, F.; Lippmann, N. Local dynamics of chemical kinetics at different phases of nitriding process. J. Mater. Eng. Perform. 2015, 24, 2984–2989. [Google Scholar] [CrossRef]
- Mydłowska, K.; Myśliński, P.; Szparaga, Ł; Ratajski, J.; Gilewicz, A.; Jędrzejewski, R. Analysis of thermal stability of CrCN coatings deposited on nitrided substrates using modulated temperature thermodilatometry. Arch. Metall. Mater. 2017, 62, 771–776. [Google Scholar] [CrossRef] [Green Version]
- Jordan, D.; Antes, H.; Osterman, V.; Jones, T. Vacuum nitriding of 4140 steel Heat. Heat. Treat. Prog. 2008, 3–4, 33–38. [Google Scholar]
- Roliński, E.; Sharp, G. The effect of sputtering on kinetics of compound zone formation in the plasma nitriding of 3 Cr-Mo-V steel. J. Mater. Eng. Perform. 2001, 10, 444. [Google Scholar] [CrossRef]
- Nakonieczny, A. Nitriding technologies. Current state and prospects. Surf. Eng. 2004, 2, 3–6. [Google Scholar]
- Li, G.-J.; Peng, Q.; Li, C.; Wang, Y.; Gao, J.; Chen, S.-Y.; Wang, J.; Shen, B.-L. Effect of DC plasma nitriding temperature on microstructure and dry-sliding wear properties of 316L stainless steel. Surf. Coat. Technol. 2008, 202, 2749–2754. [Google Scholar] [CrossRef]
- Roliński, E.; Sharp, G. Selected applications of nitriding and ion nitrocarburizing in the United States. Surf. Eng. 2007, 3, 3–8. [Google Scholar]
- Frączek, T.; Michalski, J. The role of plasma potential in DC glow discharge conditions in the EJ96 steel nitriding process. Mater. Eng. 2002, 23, 299–301. [Google Scholar]
- Ueda, Y.; Kanayama, N.; Ichii, K.; Oishi, T.; Miyake, H. Effect of nitrogen on the plasma (ion)-carburized layer of high nitrogen austenitic stainless steel. Surf. Coat. Technol. 2005, 200, 521–524. [Google Scholar] [CrossRef]
- Zdunek, K. IPD Pulse Plasma in Surface Engineering; Publishing House of the Warsaw University of Technology: Warsaw, Poland, 2004. (In Polish) [Google Scholar]
- De Sousa, R.R.M.; De Araujo, F.O.; Gontijo, L.C.; Da Costa, J.A.P.; Alves, C., Jr. Cathodic cage plasma nitriding (CCPN) of austenitic stainless steel (AISI 316): Influence of the different ratios of the (N2/H2) on the nitrided layers properties. Vacuum 2012, 86, 2048–2053. [Google Scholar] [CrossRef]
- De Sousa, R.R.M.; De Araujo, F.O.; Da Costa, J.A.P.; Brim Ade, S.; De Brito, R.A.; Alves, C., Jr. Cathodic cage plasma nitriding: An innovative technique. J. Metall. 2012, 2012, 385963. [Google Scholar] [CrossRef] [Green Version]
- Baranowska, J. Low-Temperature Nitriding of Austenitic Steel; University Publishing House of the Szczecin University of Technology: Szczecin, Poland, 2007. (In Polish) [Google Scholar]
- Skuza, Z. Production Engineering. Technological Innovation and Development of Management Techniques; Publishing House Czestochowa University of Technology: Czestochowa, Poland, 2007; pp. 5–14. (In Polish) [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Time/Temperature Process | Layer Depth, µm | ||
|---|---|---|---|
| 5 h/430 C | ion nitriding of steel 316 L | gas nitriding of steel 301 | |
| cathode | 8.1 | 9 | |
| cathode + screen | 18.1 | ||
| plasma | 1.3 | ||
| plasma + screen | 13.6 | ||
| 11 h/460 C | cathode | 12.2 | 14 |
| cathode + screen | 47.5 | ||
| plasma | 3.6 | ||
| plasma + screen | 38.1 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pisarek, J.; Frączek, T.; Popławski, T.; Szota, M. Practical and Economical Effects of the Use of Screen Meshes for Steel Nitriding Processes with Glow Plasma. Energies 2021, 14, 3808. https://doi.org/10.3390/en14133808
Pisarek J, Frączek T, Popławski T, Szota M. Practical and Economical Effects of the Use of Screen Meshes for Steel Nitriding Processes with Glow Plasma. Energies. 2021; 14(13):3808. https://doi.org/10.3390/en14133808
Chicago/Turabian StylePisarek, Jerzy, Tadeusz Frączek, Tomasz Popławski, and Michał Szota. 2021. "Practical and Economical Effects of the Use of Screen Meshes for Steel Nitriding Processes with Glow Plasma" Energies 14, no. 13: 3808. https://doi.org/10.3390/en14133808
APA StylePisarek, J., Frączek, T., Popławski, T., & Szota, M. (2021). Practical and Economical Effects of the Use of Screen Meshes for Steel Nitriding Processes with Glow Plasma. Energies, 14(13), 3808. https://doi.org/10.3390/en14133808