
Multi-Wire Interconnection of Busbarless Solar Cells with Embedded Electrode Sheet


Abstract
:
1. Introduction
2. Materials and Methods
3. Results
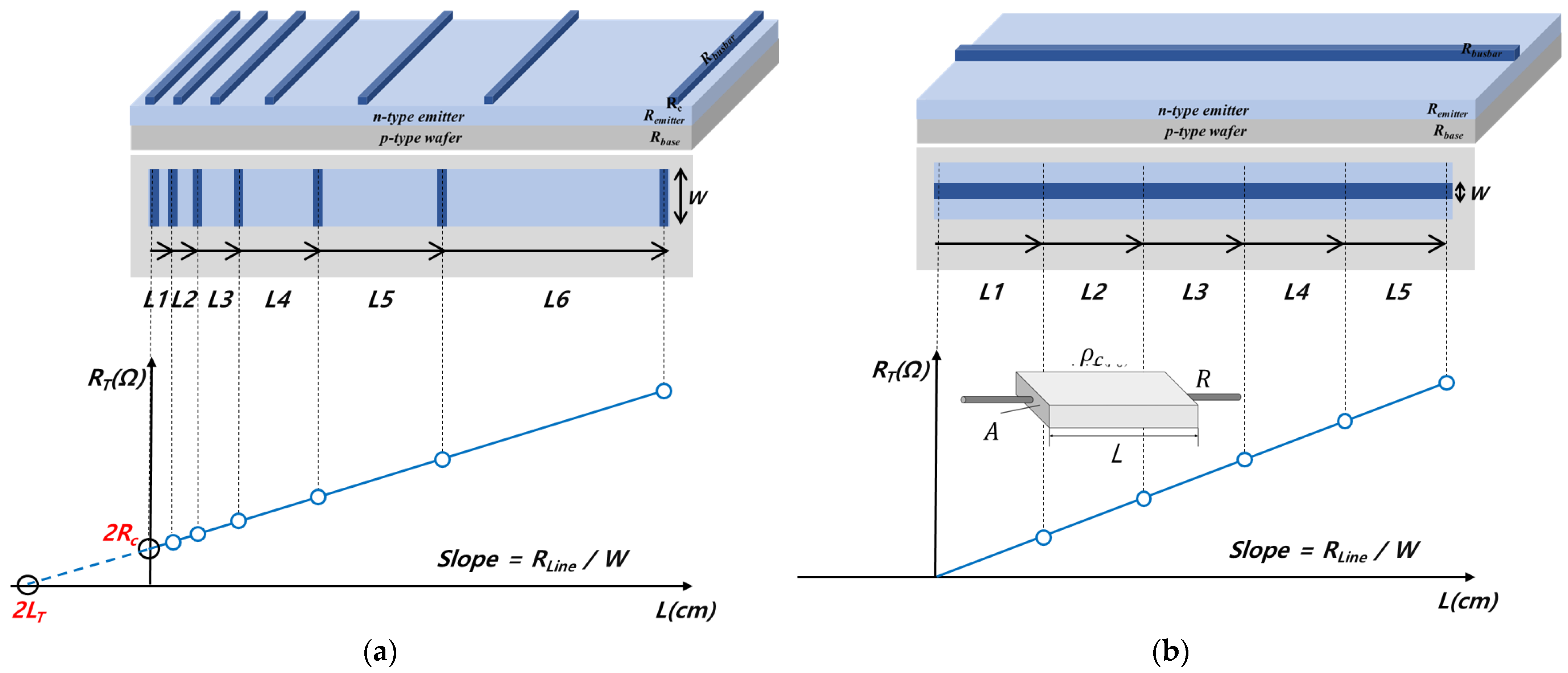
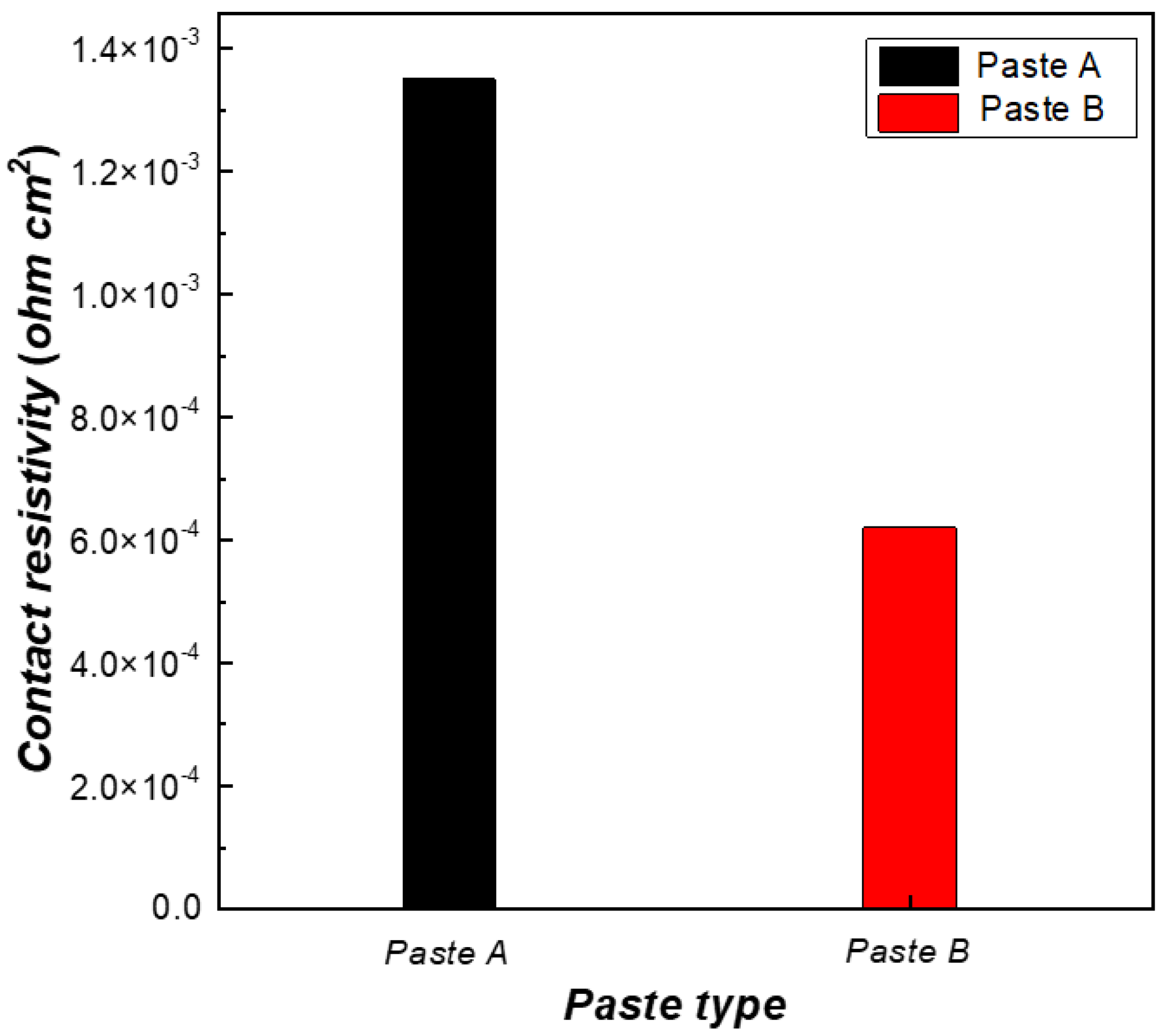
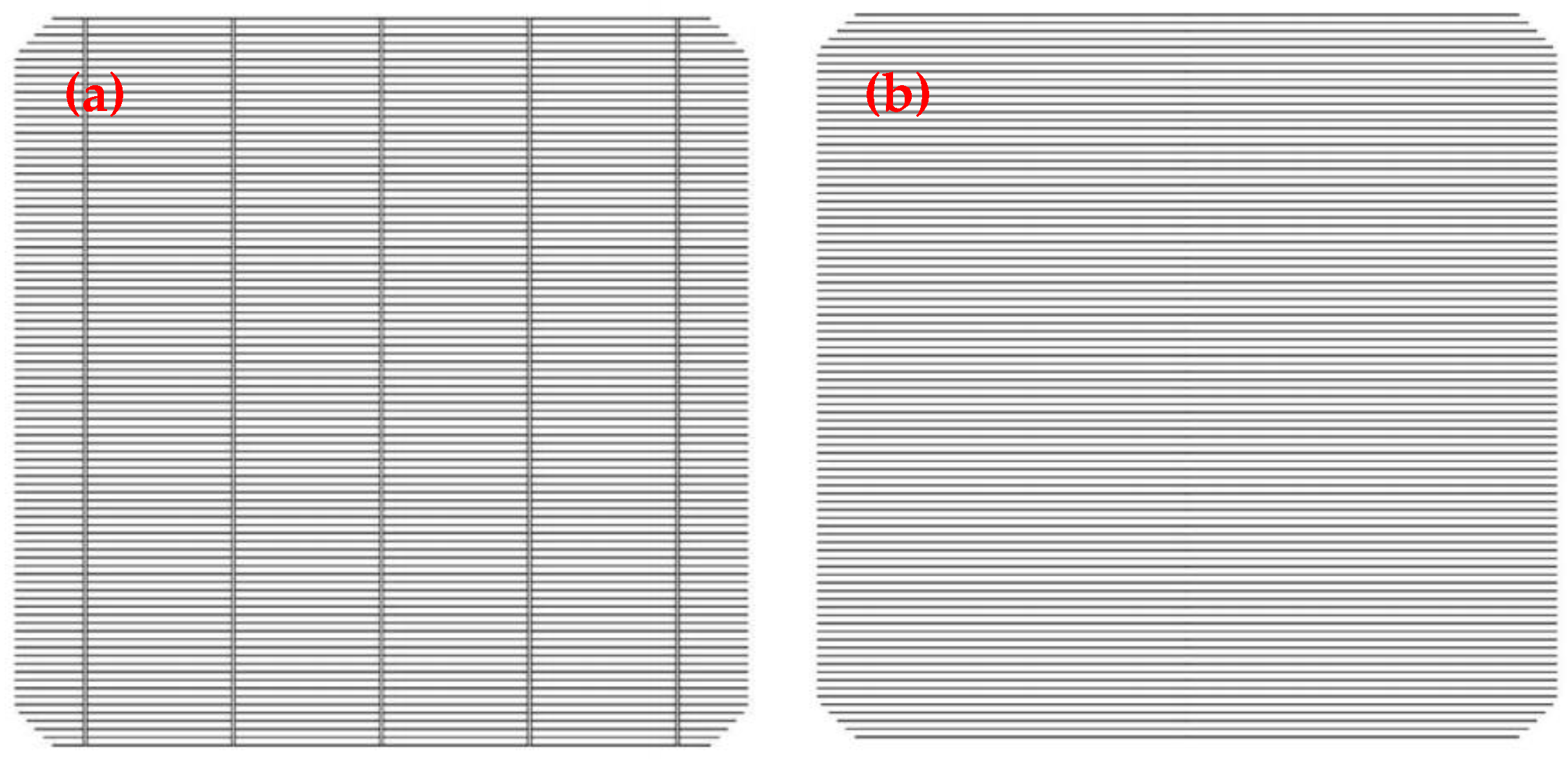
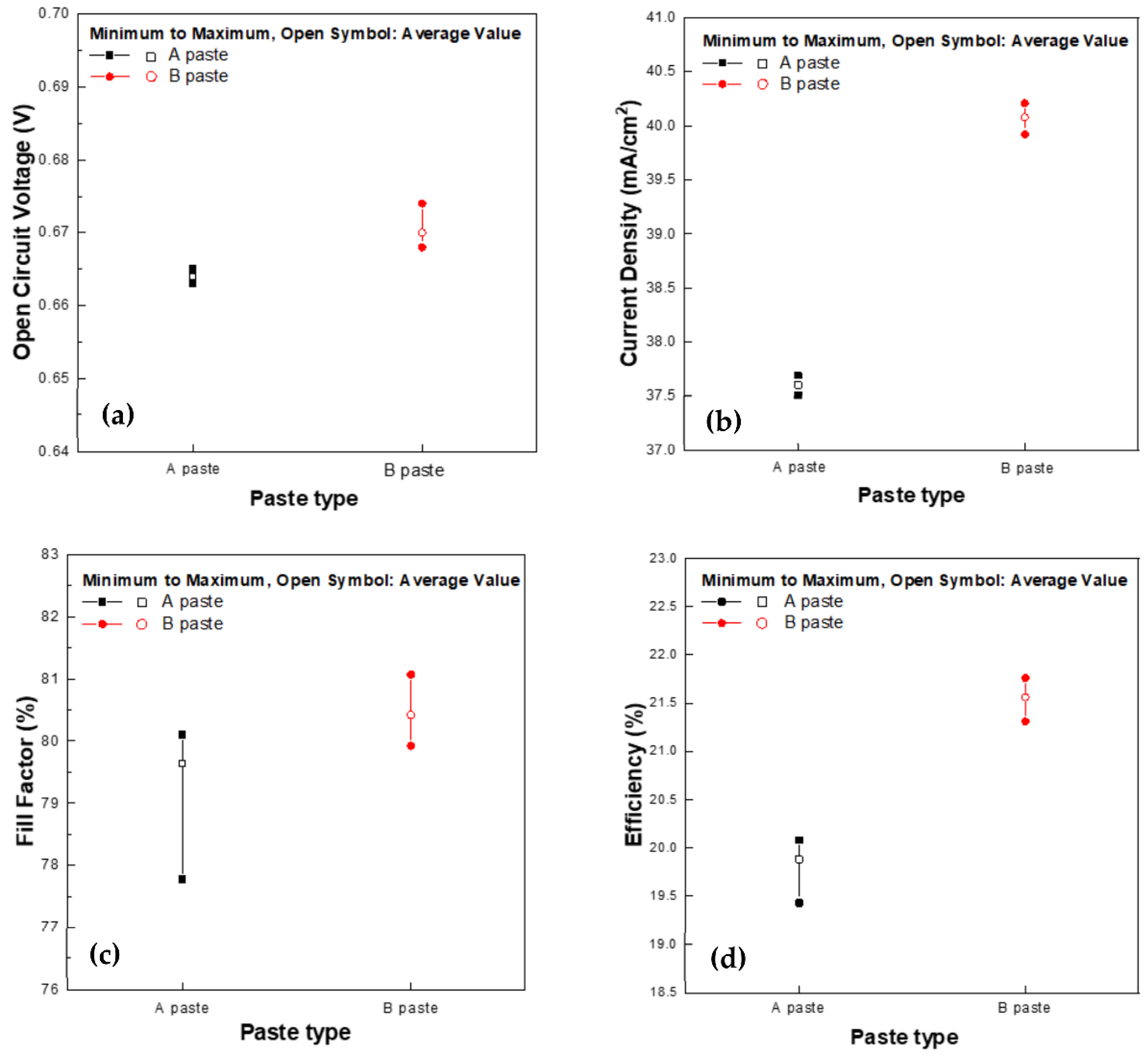
3.1. Finger Electrode Formation for Busbarless Cell
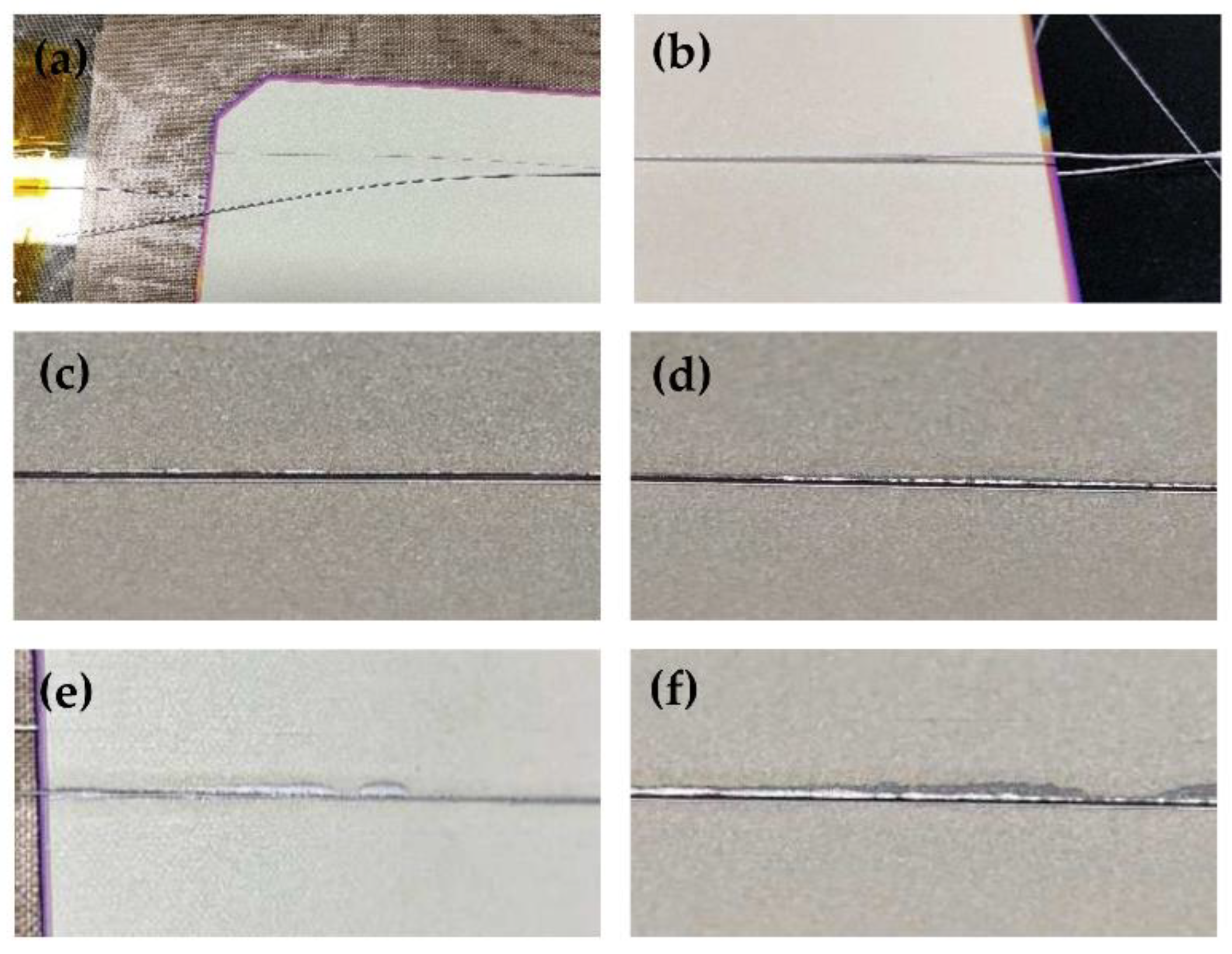
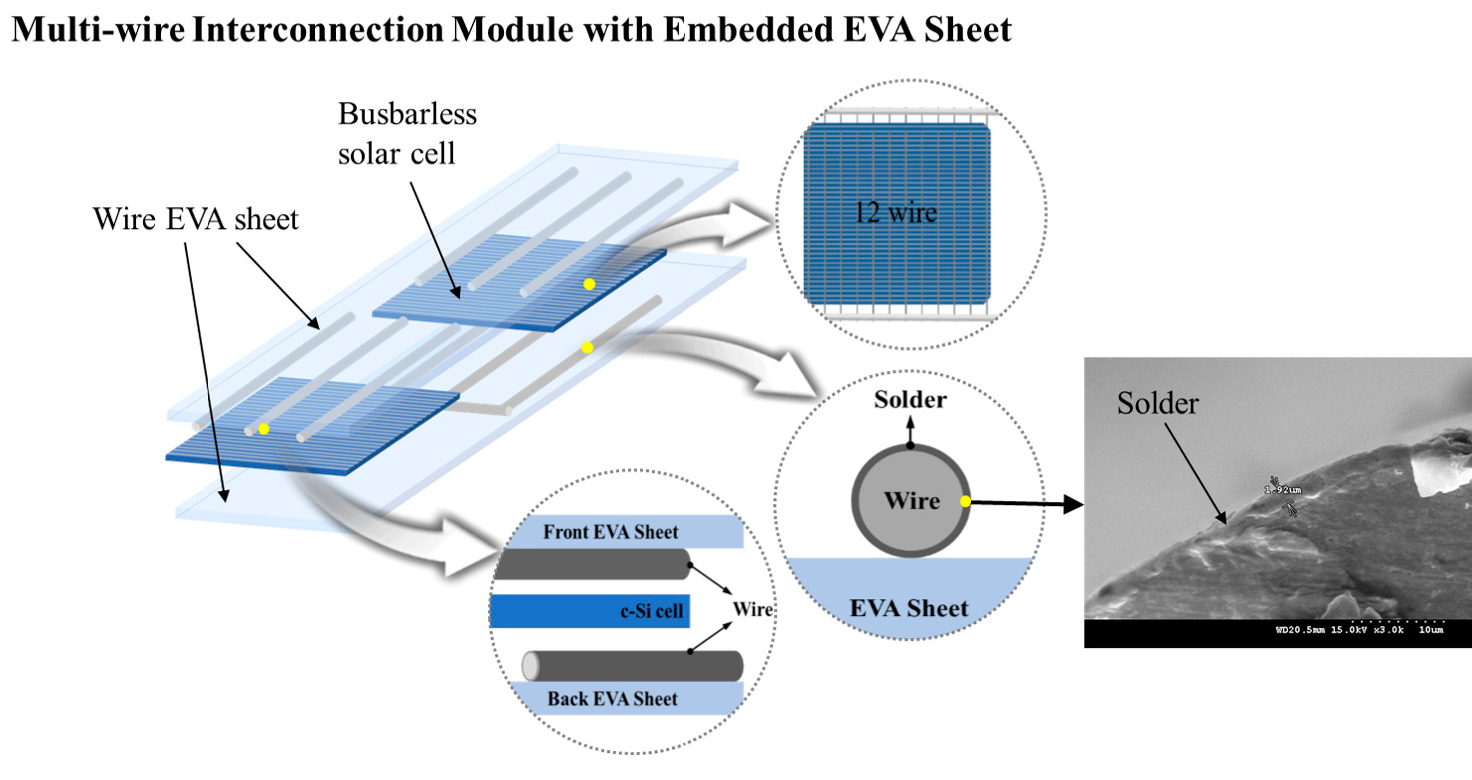
3.2. Wire Embedded EVA Sheet Module Formation
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Statistical Review of Wolrd Energy, 69th ed.; bp Statistical Review of World Energy 2020: London, UK, 2020; p. 65.
- Report. Statistical Review of World Energy Full Report. 2016, pp. 2–19. Available online: http://oilproduction.net/files/especial-BP/bp-statistical-review-of-world-energy-2016-full-report.pdf (accessed on 12 March 2021).
- Fischer, M.; Hanwha, Q.; CELLS GmbH; Woodhouse, M. The National Renewable Energy Laboratory, Susanne Herritsch, VDMA Photovoltaic Equipment, Jutta Trube. In International Technology Roadmap for Photovoltaic 11th; VDMA Photovoltaic Equipment, Lyoner Str.18; VDMA: Frankfurt am Main, Germany, 2020; pp. 1–83. [Google Scholar]
- Theunisen, L.; Wilems, B.; Burke, J.; Tonini, D.; Galiazo, M.; Henkens, A. Electrically conductive adhesives as cell interconnection material in shingled module technology. AIP Conf. Proc. 2018, 1999, 080003-1–08003-6. [Google Scholar]
- Pletzer, T.M.; van Mölken, J.I.; Rißland, S.; Breitenstein, O.; Knoch, J. Influence of cracks on the local current-voltage parameters of silicon solar cells. Prog. Photovolt. Res. Appl. 2013, 23, 428–436. [Google Scholar] [CrossRef]
- Meyer, E.L.; van Dyk, E.E. Assessing the Reliability and Degradation of Photovoltaic Module Performance Parameters. IEEE Trans. Reliab. 2004, 53, 83–92. [Google Scholar] [CrossRef]
- Kaushika, N.; Rai, A. An investigation of mismatch losses in solar photovoltaic cell networks. Energy 2007, 32, 755–759. [Google Scholar] [CrossRef]
- Hasan, M.K.; Sasaki, K. Thermal deformation analysis of tabbed solar cells using solder alloy and conductive film. J. Mech. Sci. Technol. 2016, 30, 3085–3095. [Google Scholar] [CrossRef] [Green Version]
- Lai, C.; Su, C.-H.; Lin, K. Analysis of the thermal stress and warpage induced by soldering in monocrystalline silicon cells. Appl. Therm. Eng. 2013, 55, 7–16. [Google Scholar] [CrossRef]
- Yoon, P.; Baek, T.; Chung, H.; Song, H.; Shin, S. Numerical simulation of bowing phenomenon in ultra-thin crystalline silicon solar cells, Solar Energy. Sol. Energy 2014, 105, 705–714. [Google Scholar] [CrossRef]
- Kunz, O.; Evans, R.J.; Juhl, M.K.; Trupke, T. Understanding partial shading effects in shingled PV modules. Sol. Energy 2020, 202, 420–428. [Google Scholar] [CrossRef]
- Park, J.; Oh, W.; Park, H.; Jeong, C.; Choi, B.; Lee, J. Analysis of solar cells interconnected by electrically conductive adhesives for high-density photovoltaic modules. Appl. Surf. Sci. 2019, 484, 732–739. [Google Scholar] [CrossRef]
- Rendler, L.C.; Kraft, A.; Ebert, C.; Eitner, U.; Wiese, S. Mechanical Stress in Solar Cells with Multi Busbar Interconnection—Parameter Study by FEM Simulation. In Proceedings of the 2016 17th International Conference on Thermal, Mechanical and Multi-Physics Simulation and Experiments in Microelectronics and Microsystems (EuroSimE), Montpellier, France, 18–20 April 2016; pp. 1–5. [Google Scholar]
- Rendler, L.C.; Kraft, A.; Ebert, C.; Wiese, S.; Eitner, U. Investigation of Thermomechanical Stress in Solar Cells with Multi Busbar Interconnection by Finite Element Modeling. In Proceedings of the 32nd European Photovoltaic Solar Energy Conference and Exhibition, München, Germany, 20–24 June 2016; pp. 94–98. [Google Scholar]
- Eiternick, S.; Kaufmann, K.; Schneider, J.; Turek, M. Loss analysis for laser separated solar cells. Energy Procedia 2014, 55, 326–330. [Google Scholar] [CrossRef]
- Korzeniewska, E.; Tomczyk, M.; Pietrzak, Ł.; Hadžiselimoví, M.; Štumberger, B.; Sredenšek, K.; Seme, S. Efficiency of Laser-Shaped Photovoltaic Cells. Energies 2020, 13, 4747. [Google Scholar] [CrossRef]
- Xia, L.; Chen, J.; Liao, K.; Huang, L.; Li, Q.; Luo, X. Influence of laser cutting conditions on electrical characteristics of half-size bifacial silicon solar cells. Mater. Sci. Semicond. Process. 2020, 105, 104747. [Google Scholar] [CrossRef]
- Chunduri, S.K.; Schmela, M. Advanced Solar Module Technology; TaiyangNews UG: Munich, Germany, 2018; pp. 1–55. [Google Scholar]
- Soederstroem, T.; Papet, P.; Ufheil, J. Smart wire connection technology. In Proceedings of the 28th European Photovoltaic Solar Energy Conference, Paris, France, 30 September–4 October 2013; pp. 495–499. [Google Scholar]
- Silveira, A.; Barbin, S.E.; Kretly, L.C. Using TDR-Time Domain Reflectometry Measurements to Compare Ribbon Busbar versus Wire Busbar Connections in Polycrystalline Solar Cells: The Signature Approach. In Proceedings of the IEEE-APS Topical Conference on Antennas and Propagation in Wireless Communications (APWC), Cartagena, Colombia, 10–14 September 2018; pp. 954–956. [Google Scholar]
- Faes, A.; Despeisse, M.; Levrat, J.; Champliaud, J.; Badel, N.; Kiaee, M.; Söderström, T.; Yao, Y.; Grischke, R.; Gragert, M.; et al. SmartWire solar cell interconnection technology. In Proceedings of the 29th European Photovoltaic Solar Energy Conference, Amsterdam, The Netherlands, 22–26 September 2014; pp. 2555–2561. [Google Scholar]
- Schulte-Huxel, H.; Blankemeyer, S.; Morlier, A.; Brendel, R.; Köntges, M. Interconnect-shingling: Maximizing the active module area with conventional module processes. Sol. Energy Mater. Sol. Cells 2019, 200, 109991. [Google Scholar] [CrossRef]
- Yao, Y.; Papet, P.; Hermans, J.; Soderstrom, T.; Mehlich, H.; Konig, M.; Richter, A. Module integration of solar cells with diverse metallization schemes enabled by SmartWire Connection Technology. In Proceedings of the IEEE 42nd Photovoltaic Specialist Conference (PVSC), New Orleans, LA, USA, 14–19 June 2015; pp. 1–5. [Google Scholar]
- Faes, A.; Lachowicz, A.; Bettinelli, A.; Ribeyron, P.; Lerat, J.; Munoz, D.; Geissbühler, J.; Li, H.; Ballif, C.; Despeisse, M. Metallization and interconnection for high-efficiency bifacial silicon heterojunction solar cells and modules. Met. Interconnect. 2018, 41, 65–76. [Google Scholar]
- Walter, J.; Tranitz, M.; Volk, M.; Ebert, C.; Eitner, U. Multi-wire interconnection of busbar-free solar cells. Energy Procedia 2014, 55, 380–388. [Google Scholar] [CrossRef]
- Shakhray, I.; Abramov, A.; Abolmasov, S.; Terukova, E.; Andronikov, D. Heterojunction technology: The path to high efficiency in mass production. Photovolt. Int. Pap. Thin Film 2015, 43, 52–61. [Google Scholar]
- Rendler, L.C.; Walter, J.; Geipel, T.; Volk, M.; Ebert, C.; Eitner, U. Modelling and verification of mechanical stress induced by soldering of wires for multi busbar interconnection. In Proceedings of the 31st European Photovoltaic Solar Energy Conference and Exhibition, Hamburg, Germany, 14–18 September 2015; p. 84. [Google Scholar]
- Bastow, E. Solder Families and How They Work. Adv. Mater. Process. 2003, 161, 26–29. [Google Scholar]
- Kitaoka, Y.; Tono, T.; Yoshimoto, S.; Hirahara, T.; Hasegawa, S.; Ohba, T. Direct detection of grain boundary scattering in damascene Cu wires by nanoscale four-point probe resistance measurements. Appl. Phys. Lett. 2009, 95, 052110. [Google Scholar] [CrossRef]
- Srri, B.; Tiwari, S. Sorting Of Solar Cells. Int. J. Adv. Res. Electron. Commun. Eng. 2018, 7, 777–779. [Google Scholar]
- Yusufoglua, U.A.; Min, B.; Pletzer, T.M.; van Mölken, J.I.; Kurz, H. Simulation and analysis of PV module performance by innovative sorting methods. Energy Procedia 2012, 27, 685–690. [Google Scholar] [CrossRef] [Green Version]
- Singh, Y. Electrical Resistivity Measurements: A Review. Int. J. Mod. Phys. Conf. Ser. 2013, 22, 745–756. [Google Scholar] [CrossRef]
- Meier, D.L.; Schroder, D.K. Contact resistance: Its measurement and relative importance to power loss in a solar cell. IEEE Trans. Electron. Devices 1984, 31, 647–653. [Google Scholar] [CrossRef]
- Reeves, G.K.; Harrison, H.B. Obtaining the specific contact resistance from transmission line model measurements. IEEE Electron. Device Lett. 1982, 3, 111–113. [Google Scholar] [CrossRef]
- Vinod, P.N. Specific contact resistance measurements of the screen-printed Ag thick film contacts in the silicon solar cells by three-point probe methodology and TLM method. Mater. Electron. 2011, 22, 1248–1257. [Google Scholar] [CrossRef]
- Vinod, P.N. SEM and specific contact resistance analysis of screen-printed Ag contacts formed by fire-through process on the shallow emitters of silicon solar cell. Mater. Electron. 2009, 20, 1026–1032. [Google Scholar] [CrossRef]
- Shahid, J.; Mittag, M.; Heinrich, M. A multidimensional optimization approach to improve module efficiency, power and costs. In Proceedings of the 35th European PV Solar Energy Conference and Exhibition, Brussels, Belgium, 24–28 September 2018. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Paste A | Viscosity | 2.7 × 105 cps (20 rpm) |
| 1.4 × 105 cps (50 rpm) | ||
| 8.7 × 104 cps (100 rpm) | ||
| T.I. Value (5/50 rpm) | 1.94 | |
| Paste B | Viscosity | 1.9 × 105 cps (20 rpm) |
| 1.3 × 105 cps (50 rpm) | ||
| 7.8 × 105 cps (100 rpm) | ||
| T.I. Value (5/50 rpm) | 0.46 |
| Characteristics | Value |
|---|---|
| Wire length | 10 cm |
| Wire diameter | 0.26 mm |
| Wire resistivity | 1.69 × 10−6 Ωcm |
| Finger resistivity | 3.5 × 10−6 Ωcm |
| Finger width | 43 μm |
| Temperature (°C) | FF (%) | ||||
|---|---|---|---|---|---|
| 150 | 0.667 | 41.319 | 66.468 | 18.328 | 0.015 |
| 160 | 0.667 | 41.514 | 67.484 | 18.688 | 0.014 |
| 170 | 0.667 | 42.299 | 69.288 | 19.553 | 0.012 |
| 180 | 0.666 | 41.287 | 67.776 | 18.633 | 0.015 |
| 190 | 0.665 | 41.261 | 65.362 | 17.927 | 0.015 |
| 200 | 0.665 | 40.171 | 59.338 | 15.855 | 0.017 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, J.E.; Choi, W.S.; Lim, D.G. Multi-Wire Interconnection of Busbarless Solar Cells with Embedded Electrode Sheet. Energies 2021, 14, 4035. https://doi.org/10.3390/en14134035
Park JE, Choi WS, Lim DG. Multi-Wire Interconnection of Busbarless Solar Cells with Embedded Electrode Sheet. Energies. 2021; 14(13):4035. https://doi.org/10.3390/en14134035
Chicago/Turabian StylePark, Jeong Eun, Won Seok Choi, and Dong Gun Lim. 2021. "Multi-Wire Interconnection of Busbarless Solar Cells with Embedded Electrode Sheet" Energies 14, no. 13: 4035. https://doi.org/10.3390/en14134035