1. Introduction
Improving efficiency as an overall concept plays a crucial role in the development of sustainable energy policies regarding industrial sectors and climate change mitigation actions [
1]. Specifically, the objectives of the Energy Union (EU) [
2] are meant to achieve an integrated energy market with increasing energy interconnection boosting competition and efficient use of resources. Among these actions, the SET-Plan has confirmed its role as the key EU energy research and innovation initiative aim to achieve the European transition to climate neutrality by 2050. In order to achieve the objectives mentioned above, a series of policies and measures grouped into five dimensions are proposed: decarbonisation, energy efficiency, energy security, innovation and competitiveness, and internal energy market and research [
3].
Energy-intensive industries (EII) account for 80% of the total industrial energy consumption, becoming a major focus for energy and environmental efficiency strategies [
4]. Among the specific measures for the waste energy in the industrial sector, the priority measures contemplated are the recovery of residual energy (both heat and cold) and the integration of systems through process optimisation and industrial symbiosis [
3]. The SET-Plan also identified the EII of iron and steel production as well as the chemical and the pharmaceutical sectors as the sectors with the most significant potential for energy savings and high socio-economic importance [
5] due to the generation of value-added products and the associated job creation. Furthermore, the ceramic sector is also a relevant example within the manufacturing industry because of the high fuel consumption required in firing, drying, and spray drying processes [
6].
In the industrial sector, a substantial part of the energy is converted into waste heat due to inefficiencies, of which 50% corresponds to temperatures above 250 °C [
7]. Aligned to the raising awareness of global warming effects and increment of fuel prices, waste heat recovery and furnace retrofitting have a direct and beneficial impact on the efficiency of the process and, consequently, on the reduction of consumption, environmental pollution, and size and cost of equipment. Especially in the EII sectors [
8], there exists a great potential to take advantage of the exhaust steam or gases, especially at high temperatures. Jouhara et al. [
9] comprehensively reviewed waste heat recovery methodologies and technologies used for industrial processes in steel and iron, food, and ceramic sectors, pointing out the applicability of technologies based on sensible heat exchange such as recuperators, regenerators, passive air preheaters, heat exchanger based on flat plates, economisers, and units such as waste heat boilers and run around coil. Over the total waste heat potential in the EU (300 TWh/yr), the representativity share corresponds to low-grade below 200 °C (33%), medium-grade (25%), and high-grade (33%) waste heat above 500 °C [
6].
Among the energy efficiency alternatives, it is worth mentioning the relevance of thermal storage systems (TES) to increase the system flexibility and to mitigate the decoupling between energy generation and demand. Several successful cases have been found in other fields, such as the integration of storage solutions in buildings and renewable energies production towards sustainable energy [
10]. Regarding its application on industrial environments, Gibb, et al. [
11] pointed out that a major challenge is identifying the performance factors that make a TES suitable and consequently matching the most beneficial storage systems with an appropriate process. It needs a precise method and an evaluation procedure for TES systems integrated into different applications, such as the one developed in Annex 30 of the International Energy Agency (IEA) technology collaboration programme of Energy Conservation through Energy Storage (ECES) [
12]. This methodology evaluates TES systems integrated into processes and defines some process analysis guidelines to do so. However, this methodology would need to be further adapted to the EII sector application and integration more specifically.
Recently the main challenge is to focus on waste heat recovery (WHR) and TES systems working at high temperatures. In this scenario, there is a major limitation in terms of material availability and operating conditions [
13]. Therefore, the selection of suitable material is a crucial aspect of the PCM-TES design [
14]. In this sense, Fernandes et al. [
15] carried out an in-depth analysis for high-temperature TES materials. Main results highlighted the metal foams as a promising alternative to inorganic salts to improve the thermo-mechanical properties. At medium temperature waste heat quality, Ferreira et al. [
16] analysed the environmental behaviour of twenty industrial applications combining four PCM-TES systems varying the type of salt (PCM) incorporated and obtaining very promising results. At high-temperature ranges, Royo et al. [
17] proposed PCM-TES configurations working at high temperatures, namely, a shell and tube structure with PCM contained into double concentric tubes, a PCM-TES system formed by two heat exchanger (HX) modules and a heat transfer fluid (HTF), a crossflow system in a double HX chamber filled with PCM tubes, and an interchangeable crossflow with finned PCM tubes. Overall, inorganic molten salts and metal-based alloys could be used as PCM at high temperatures.
All things considered, this paper proposes a decision-support system (DSS) to find suitable PCMs working at high temperatures. The methodology was based on a techno-economic analysis and environmental assessment to determine the potential for improving efficiency, reducing environmental impact, and cost savings. Different indicators were selected with the objective to evaluate and characterise the performance of TES, especially in the EII integration. In this sense, a case-study considering two different types and natures of PCMs was considered, namely, inorganic molten salts and two different metal-based PCMs were assessed. As an ultimate purpose, the present work aims at boosting and demonstrating the feasibility of PCM-TES systems at industrial scale for recovering wasted energy from EIIs and overcoming the current lack of information, especially at high temperatures.
2. Materials and Methods
2.1. Methodology of the PCM Feasibility Tool
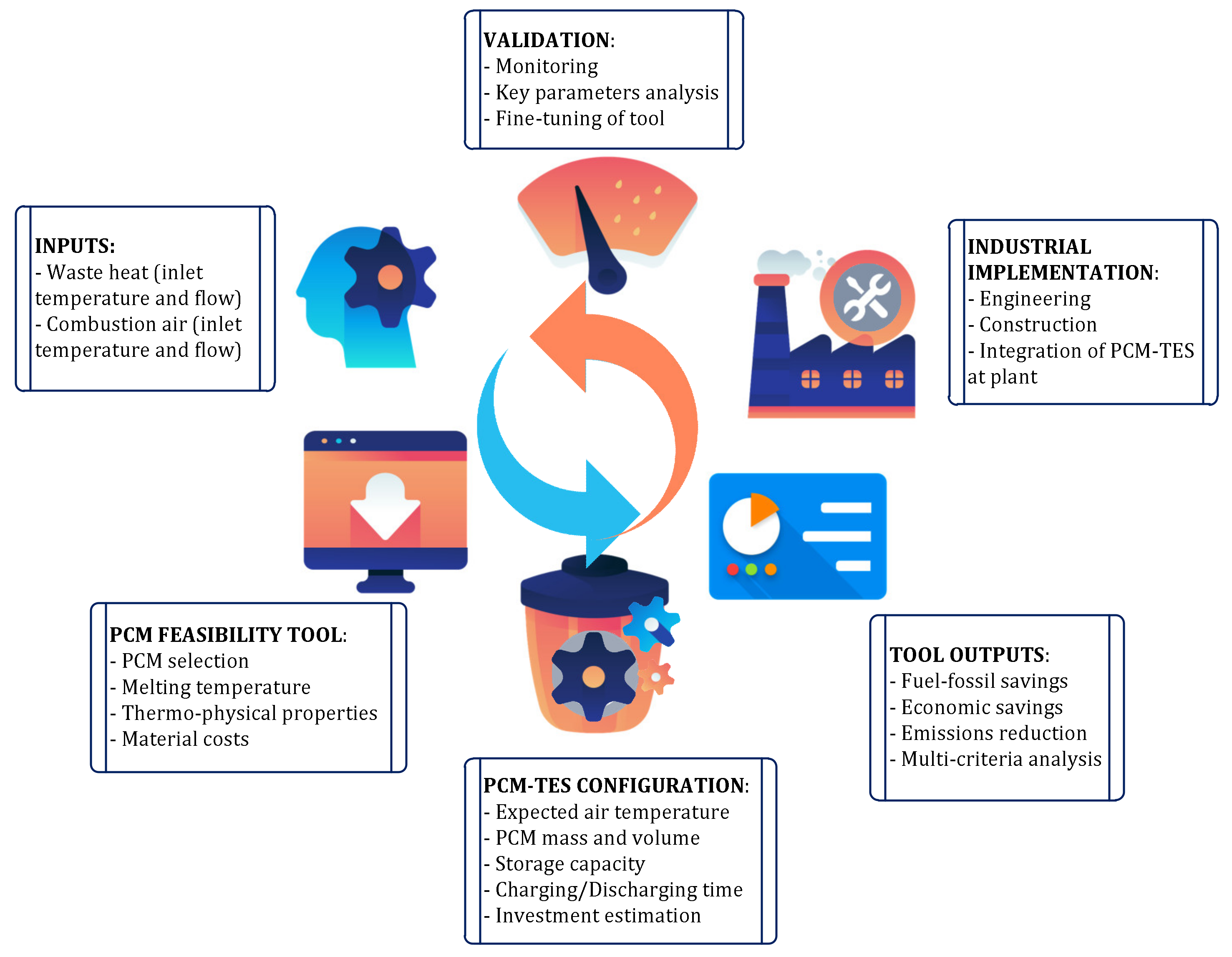
The DSS tool aims at evaluating the feasibility and the replication potential of a PCM-system integration in an EII plant, centred on the retrofitting of furnaces for improving their energy efficiency along the value chain for other plants. It is based on a core algorithm implemented in MATLAB
® software created using correlations obtained from modelling numerous study cases. The diagram in
Figure 1 describes the methodology steps followed, starting with the introduction of the input data from an industrial plant to the validation of the PCM-TES system configuration.
Firstly, the user willing to install a PCM-TES is required to enter the input data for the plant processes. The most common waste heat streams include exhaust gases, flaring gases, hot air, or steam. Additionally, it might be possible recovering heat even from hot oil, water after refrigeration processes, and hot waste and products after thermal processing. Typical heat sources examples in the EII are melting and heating furnaces or kilns, boilers, incinerators, thermal treatments, and steam networks.
Based on that, the feasibility tool can choose an appropriate PCM adapted to the plant needs (searching in the PCM database, which also provides information regarding melting temperature, costs, and other properties). In function of the input and the PCM properties, relevant parameters of the PCM-TES system configuration are calculated (mass, volume, capacity, cycle period, and investment of the storage system). Waste energy from the previously mentioned sources can be recovered and reused in another plant process or even in other plants (increasing the synergy of industrial parks) for different purposes depending on the heat quality. The most common applications are preheating of combustion air or loads before entering the furnace and to other upstream and downstream processes (e.g., drying). In this case, the preheating of combustion air to increase furnace efficiency was considered.
The tool outputs allow analysing the PCM-TES system behaviour from an overall perspective (multicriteria analysis), including technical, economic, and environmental impacts. Several key indicator parameters (KPI) were chosen with the purpose of assessing the TES. Some of them were based on the indications of the methodology proposed by IEA ECES-Annex 30 [
12] but adapted to industrial applications. If it results in a feasible project according to those indicators, an EII plant could implement the PCM-TES integrated into its production process. In this case, it would be advisable to monitor the key indicators from the PCM-TES operation and performance, thus resulting in an iterative retrofeeding process.
Finally, the results coming from the implementation of the system in the EII plant could be introduced as feedback to the tool for an evolving optimisation and fine-tuning process. Thus, the core algorithm of the tool can be continuously updated with this new input data. In this sense, the tool results could be applicable and validated in a broad range of industries and working under different operational conditions.
2.2. PCM Database
The melting temperature of the PCM must be appropriately selected to take as much advantage as possible from the wasted heat. The selection of the PCM was made evaluating the thermophysical properties of different compounds that accomplish the requirement of the application system, that is, melting temperature, latent heat of fusion, density, thermal conductivity, costs, material composition, and commercial maturity [
18,
19]. This selection affects the thermal capacity of the system, the quality of heat accumulated, the temperature of the outlet streams, and the sizing of the PCM-TES.
When the PCM was chosen, its technical properties defined in the database were charged to perform the calculations. The current database includes a list of commercially available PCM [
20] and other potential materials for working at high temperatures [
21]. They have been classified into four categories in function of the composition and the temperature range:
organic PCM at low temperature
inorganic salt hydrates at low temperature
inorganic salt hydrates and eutectics at high and medium temperature
metal alloys PCM at medium and high temperature
It is essential to mention that the major limitation of inorganic salts is their very low thermal conductivity. Hence, the PCM-TES system requires charging/discharging periods that are too long, and it does not allow one to quickly transfer all heat to the combustion air. On the contrary, a more rapid charging/discharging period would enhance its adaptability to a wider variety of process integration, increasing the replication in other EII sectors and the overall system flexibility. The combustion air speed and the HX transference area should be maximised, hence increasing the convection and the heat transfer coefficient [
22]. In this regard, the discharging period can be reduced without compromising the great ranges reached at the combustion air outlet. To do so, the integration of metallic fins [
23] and the creation of composites mixed with PCM [
24] have become a major focus of the researchers. Other thermal conductivity enhancement techniques/methods are, for example, the incorporation of porous metallic foam, structures, or advanced nanomaterial and the consideration of encapsulating the PCM material at micro or macro scales [
25].
Despite the low stored energy rate by mass unit in comparison with inorganic salts, metal alloys are an attractive and up-and-coming alternative [
26], especially at the high-temperature range, since they offer interesting thermo-physical properties to be used as PCMs in TES. For instance, these compounds usually present high values of thermal conductivity, which significantly reduces melting and solidification periods and, subsequently, charging and discharging of the system. However, there is a lack of understanding of the impact of metallurgical issues, mainly related to non-desired reactions and issues in the materials’ phase-transition behaviour (vapour pressure, undercooling, corrosion, segregation, changes in composition and microstructure) under thermal cycling at high temperatures [
21].
2.3. Equations and Correlations
Regarding PCM systems, the heat transfer definition during the melting and the solidification processes is the basic problem that determines the system efficiency [
27]. One of the particularities in the sizing is the definition of its latent heat storage capacity (
), which is used to size the PCM mass (
) in the system according to Equation (1):
being the ratio of the
and the latent heat of fusion of the selected PCM (
. The PCM-TES size is determined by considering the heat demand covered only by latent heat (
) and by assuming that the system operates within the phase-transition range. Then, the volume of the PCM needed is calculated (
) considering the status phase (solid or liquid) with the lowest density.
The charging (
) and the discharging (
) timing are calculated using Equations (2) and (3), respectively:
considering the storage capacity of the system (
) and the heat generated by the heat source during charging (
) or the heat demand for air preheating application during discharging (
). The charge period is considered while the temperature of hot flue gases is greater than the PCM phase-change temperature until the maximum storage capacity is achieved. The discharge period is maintained while the expected outlet temperature is reached. However, this calculation is theoretical, hence, to adapt it to the real performance and the system outputs, correction factors are needed to include the influence of the system efficiency and the heat transference of the particular PCM-TES design and configuration used.
The core algorithm is based on the outputs obtained from detailed simulation studies performed under a variety of working operation conditions at high temperatures and using different PCM materials for storing the wasted heat in several EII. The obtained results were analysed and used to feed the tool core and find representative correlations between the PCM-TES performance parameters. For more information, a detailed example of the simulation methodology and results can be found in Royo, et al. [
28].
In this line, and in order to obtain the system outputs, different factor combinations were applied for the PCM-TES configuration, namely:
Sizing of the PCM-TES (mass and volume)
Number of concentric tubes inside the shell
PCM alternatives as storage material
Waste heat conditions (composition, temperature, and mass flow of flue gases)
Working operation conditions (temperature and mass flow of combustion air)
EII sectors with processes in the range from 500 to 1500 °C (ceramic and steel)
Consequently, the most relevant parameters (MRP) of operation are identified and analysed under those conditions. To do so, a parametric analysis and a sensitivity analysis were conducted. As a result, thermal conductivity, volume, and storage capacity of the PCM arose as the most influencing parameters, and they were considered for the correlations and the correction factors.
Then, the outputs from the simplified computational tool (X, Y) involve a close connection to some technical and design parameters (PCM mass, system volume, temperatures of flue gases outlet, temperature of the air stream outlet, charging and discharging periods, investment costs). These relationships may be linear, polynomial, logarithmic, potential, etc. The selection of proper correlations consists of finding a strong correlation, that is, high squared-correlation coefficient (R
2), and minimising the deviation of the relationship calculated compared with the detailed simulation results. An example of a possible correlation is presented in Equation (4):
where
a and
b are the correlation coefficients and the MRP. For instance, in order to determine the solidification and the melting periods, the MRPs chosen were the system storage capacity and the PCM thermal conductivity.
Other correlations follow the structure represented in Equation (5):
ci and
di being coefficients for the linear equation and the MRP
i applicable to the specific “
i” output equation. For instance, this correlation type was applied to calculate the investment cost of the PCM-TES system in function of the
VPCM that needed to be introduced in the PCM-TES and the operating temperature from which the heat was going to be recovered.
2.4. Multicriteria Approach
A multicriteria approach was applied to evaluate energy, economic, and environmental savings. From the energy perspective, the heat that was recovered and able to be reused was the most valuable input, along with the PCM-TES system performance indicators defined in the above section. The modelling results consider that the heat sources were available for full charging or discharging of the PCM-TES system.
In the economic assessment, the techno-economic indicators and costs incurred for a furnace including a PCM-TES system were calculated for the viability assessment. Namely, the net savings (k€/yr) were considered to calculate the net savings, similar to a net present value (NPV) with no interest rate, and the ratio €saved/€invested presents an estimation of the profitability of the PCM-TES as WHR strategy. The investment cost of the PCM-TES system was calculated considering both the costs of the storage core material (the PCM itself) and the costs of the storage system infrastructure. This cost followed the linear correlation in Equation (5) as a fixed cost (ci) in addition to a ratio in function of the PCM volume to be stored (VPCM) as one of the MRP. This ratio (di) was higher when the operational temperature of the flue gases and the PCM melting temperature were at very high levels (>700 °C), since the material costs rise considerably. With this information, it was also possible to calculate the latent storage capacity cost (€/kWh) of the different PCM-TES systems analysed as the ratio of the total investment costs for a system and the total amount of thermal energy [kWh] that this system stores and recovers during its lifetime.
During charging, there was not any saving in comparison to the initial operating mode of the furnace. However, significant fossil fuel savings (NG
saved in economic terms) were obtained annually when the PCM-TES system discharged the accumulated heat according to Equation (6).
E
saved being the energy saved per one cycle of operation, nº
cycles the number of daily cycles that the PCM-TES could perform as maximum depending on the discharge+charge periods, and n
days is the number of working days considered per year (260 days). The considerations assumed for the natural gas (NG) are: lower heating value (LHV) = 15.75 kWh/kg; density (
) = 0.743 kg/Nm
3, and price (
) = 0.052 €/kWh [
29] for non-household consumers within the European Union. Besides, the depreciation cost of the PCM-TES system attributable to each year of operation, a lifespan of 20 years, was considered. Finally, the global warming indicator was selected as the most relevant environmental indicator due to the raising awareness of climate change. The emission factors belonging to ReCiPe method evaluated with SIMAPRO
® software were used to calculate the equivalent CO
2 emissions.
3. Results of a Study-Case
3.1. Study-Case Description
The PCM-TES configuration under study (more design details in reference [
28]) offers several opportunities for integration in an industrial plant. In the present application, the system is located close to the melting furnace to recover heat from the exhaust gases after combustion. The heat storage could serve for many purposes, such as preheating the combustion air going to the furnace inlet, increasing the load temperature, and drying processes, among many other upstream and downstream processes. In this case, the main objective of the PCM configuration was preheating the combustion air to improve the efficiency of the overall heating process.
The tool was fed by the parameters illustrated in
Table 1, considering those as representative data for an EII industry. For the present design, the two stream-flows (waste gases and air) circulated separately, avoiding undesirable mixing of contaminant and fouling compounds, very common, for example, in exhaust gases from ceramic plants. As a conceptual idea and preliminary calculation purposes, it was assumed the PCM system could release a constant combustion air temperature. Moreover, negligible transference losses in PCM solution were considered.
3.2. Selected PCM Alternatives as Storage Material
Thereby, a PCM with a phase-change temperature over 600 °C was selected as the core material of the TES system to achieve the desired temperature specified in
Table 1. In addition, the selected PCMs should (i) absorb/release considerable energy during melting/solidification, respectively; (ii) present well-defined and stable phase change temperature; (iii) avoid supercooling; (iv) be stable over freeze/melt cycles; (v) be non-hazardous and non-corrosive; and (vi) be profitable for the application [
28].
Hereafter, it is presented a selection and an assessment of four different PCMs as potential heat recovery and storage materials within the desired range. Two inorganic hydrated salts and two metals, whose properties are gathered in
Table 2, were chosen as alternatives. The parametric analysis allows comparing the performance of types of PCM, very different in nature, composition, costs, and thermo-physical properties, involving adaptability to heating and production processes.
As mentioned in
Section 2.2, the DSS tool includes a PCM database with their respective properties and costs according to manufacturers and providers that could go up to 25 €/kg. In the comparison, different alternatives were selected to work as metal alloys and inorganic salts; from the available option at the temperature range of operation of the study case, the most cost-effective options were chosen. At this point, it was important to choose an affordable option by slightly varying the selection of the phase-change range to find a suitable option without strongly affecting the system performance, resulting in a more economic system. At present, the wider availability of inorganic salts allows selecting more cost-efficient materials.
3.3. PCM-TES Sizing and MRP Performance
The tool is capable of determining the most relevant sizing parameters according to the methodology previously presented, taking into account thermo-physical and economic properties of the selected PCMs shown in
Table 2. The parameters were calculated considering size specifications detailed in the section above based on a shell-and-tube configuration with the PCM encapsulated in double concentric tubes and to fulfil an energy demand of 393 kWh/h by the PCM-TES.
In
Table 3, the parametric analysis results regarding design, cost, and performance of the application of a PCM-TES equipment to recover and store are presented and were conducted by the pre-feasibility and replication tool.
It was observed that metals and alloys required less mass due to its high storage capacity. The resulting PCM volumes were all between 1.35 and 2.23 m3; the aluminium presented the lowest volume due to its high density, which would involve much more compact PCM-TES system (60% volume reduction). This fact would allow a reduction in costs, while more significant volumes are usually related to higher construction and material cost investment. Regarding the PCM costs, the metal alloys are much more expensive than the hydrated salts materials.
Conversely, the hydrated salts required much longer charging and discharging stages (approximately 5–10 h per cycle) to cover the energy demand in this case study. The maximum cycles that the PCM-TES system could undergo every day were very grated due to the short periods in which the metal alloys were involved, mainly thanks to these materials’ great thermal conductivity. Another parameter was the ratio between the discharging and the charging time as a representation of how long the PCM benefits could last, the hydrated salts showing an overall higher ratio. Thus, the cycle time and the combustion air temperature achieved at the PCM-TES system’s outlet (which depended on the melting temperature of the selected PCM) strongly influenced the energy saved per cycle and day. The energy saved per cycle was much higher in the hydrated salts, while the PCMs based on metal and alloys could charge and discharge vast amounts of heat in short periods. Thus, the possible number of cycles performed per day was over 300 times. This property is also related to the systems’ flexibility potential, being more adaptative in the metallic PCMs. In this sense, the type of PCM should be adequately chosen to adapt the discharging and charging cycle extension in function of the production processes, considering if they are intermittent, continuous, or per batches [
31].
3.4. Multicriteria and KPI Assessment
Based on the previous results, relevant KPI are calculated in
Table 4 from technical (energy and fuel savings), economic (cost investments and savings), and environmental (evaluation of PCM by means of its nature and the natural gas saved) perspectives.
Given that there is no variation in the furnace process as a result of the incorporation of PCM-TES, all the above scenarios present the same energy demand. Therefore, the higher the combustion air temperature was, the shorter the PCM charging period was, consequently lowering the natural gas that must be consumed in the melting process. In this sense, PCM-HS1 was the material able to save more energy in the presented case. Even though the other PCMs could preheat the combustion air up to greater temperatures, it had the highest discharging/charging ratio (0.27), and this compensated the air temperature difference. At the opposite end of the spectrum, the lowest energy-saving took place when PCM-Al was selected. Despite its excellent thermophysical properties as PCM, the performance was less advantageous, mainly due to its low ratio between discharging and charging periods (0.19).
From the economic viewpoint, the two factors which determine the new economic savings are the reduction in NG consumption and the PCM-TES investment cost. Under this approach, using metals as PCM is about 10 times more expensive than using salt hydrates. Despite achieving more energy savings, the initial investment of a PCM-Mg system might not compensate for the operational cost savings and, consequently, this configuration presents the lowest net economic savings. On the other hand, the most suitable option from the economic perspective is the use of PCM-HS1, alternative with the lowest investment cost (around 1000 €). Besides, it provides the greatest natural gas savings (480 MWh/yr and 25 k€/yr). In line with the above, the ration relating € NG saved during the PCM-TES lifespan per € of investment is better when PCM-HS1 is chosen as storage material (2.88 €/€), followed by the use of PCM-Al. Similarly, regarding the latent storage capacity cost, hydrated salts showed good results, HS1 being the lowest with 18 €/MWh and the aluminium metal PCM with a value nearly to 20 €/MWh. Overall, the investment cost of the infrastructure needed to manufacture the PCM-TES systems evaluated in the present work had an estimated investment cost in the range between 140 and 210 k€.
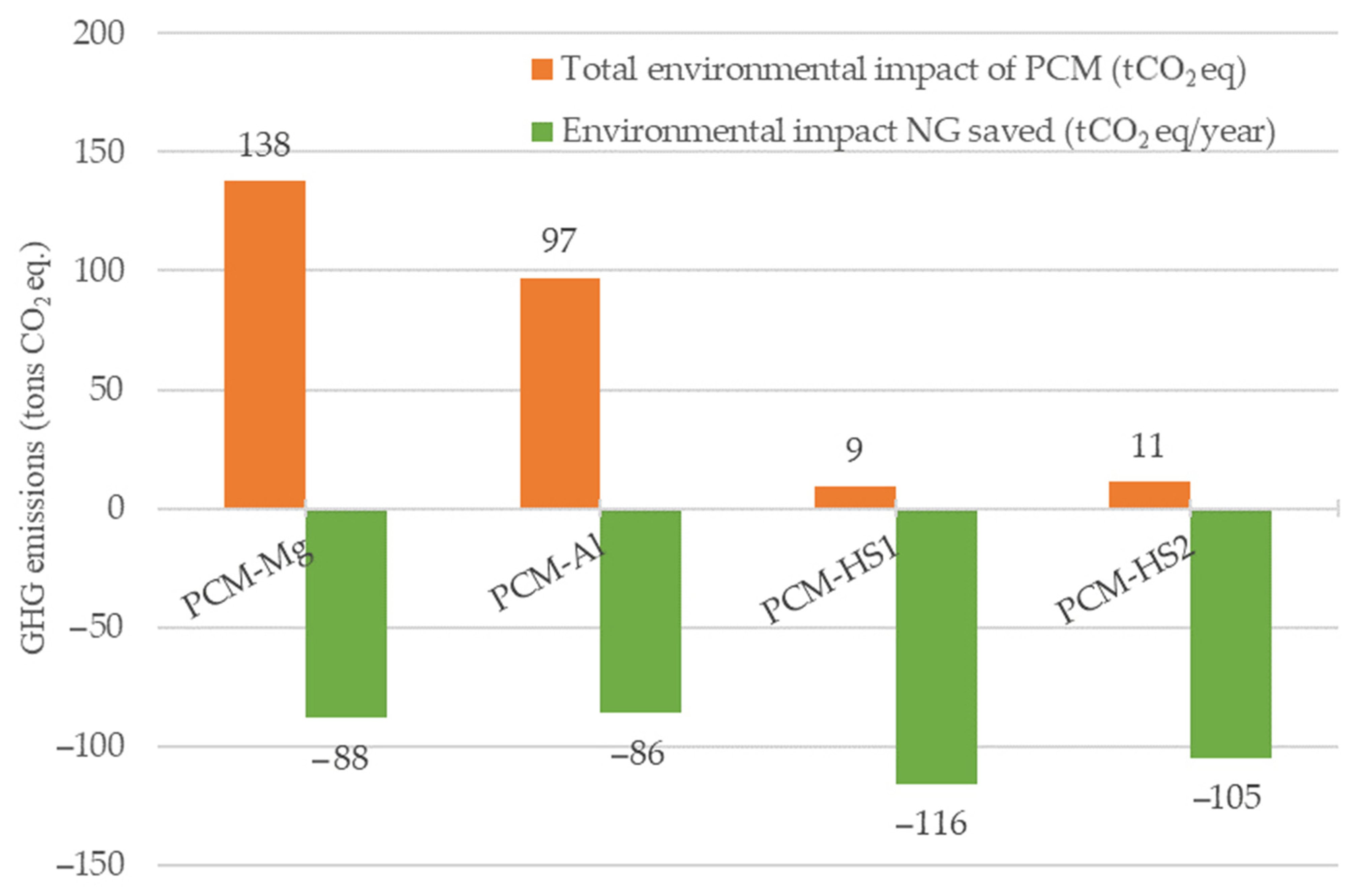
If the comparison is made from an environmental perspective comparing the environmental impact associated with each PCM (values on the right in
Figure 2), PCM-Mg production has the highest carbon footprint (138 tCO
2eq.), followed by the emissions incurred in the production of PMC-Al (97 tCO
2eq.). In fact, the GHG emissions of this material are up to 14 times greater than the hydrated salt production (about 10 tCO
2eq.). These values were calculated considering the impact of manufacturing and the amount of PCM required according to the different PCM-TES configuration (based on their latent heat storage capacity).
Conversely to the impacts generated in the equipment manufacturing, substantial GHG savings can be caused by reducing natural gas consumption. In this sense,
Table 4 contains the GHG emissions saved per year (values on the left in
Figure 2) as a consequence of the natural gas reduction due to the PCM-TES that must be extracted, transported, and burnt to accomplish the furnace requirements. If those values are accumulated during the lifespan, an aggregated GHG reduction around 2320 tCO
2eq. is obtained for PCM-HS1 and 2100 tCO
2eq. for PCM-HS2. For the metal alloy alternatives, the avoided GHG emissions are approximately 1700 tCO
2eq.
4. Discussion and Conclusions
The adaptability and the flexibility of a PCM-TES solution were discussed to highlight the influence of the PCM thermo-physical properties and the system design. In this vein, a parametric and sensitivity analysis was conducted to assess the techno-economic performance of the PCM-TES solution under representative working conditions of EII sector. As a result, a set of correlation equations of the most relevant parameters of the system performance was established as the core of a pre-feasibility tool.
The PCM nature/composition and properties involved notable changes in the performance of the overall system. Several organic and inorganic PCMs were identified and included in the tool database. Moreover, metal-alloy alternatives for high-temperature storage (between 300 and 1000 °C) were highlighted by an exhaustive literature review, namely, magnesium, copper, zinc, and aluminium alloys. The PCM database could be further increased with new materials and compounds with the information indicated by the providers regarding the thermo-physical properties and costs.
The presented DSS tool, which is more straightforward than the computational modelling, is capable of selecting a suitable PCM for the operating conditions under study and estimating the performance of the PCM-TES configuration. This assessment highlighted that an appropriate design, material selection, and sizing are crucial parameters to obtain energy and economic benefits. It was discussed under a multicriteria evaluation on how to select the most profitable system for a specific production plant depending on the working operation conditions.
Moreover, different types of PCMs were evaluated and compared in a study case. The tool results concerning metal alloys and inorganic hydrated salts analysed the behaviour from technical, economic, and environmental perspectives. The inorganic hydrated salts presented the highest net economic savings (22,000–25,000 €/yr) and energy savings (435–480 MWh/yr). The energy and the economic savings calculated provided a first approach estimation. Since the industrial furnaces present a variety of conditions and types among the different EII sectors, a more detailed studied should be performed to quantify the exact savings, considering the NG combustion efficiency, the exact fuel composition, and the excess of air introduced.
Additionally, a total GHG reduction of up to 2320 tCO2 eq. was reported during its lifespan due to the NG saving. The use of metals as PCM involves higher impacts in the climate change indicator compared to molten salts. However, the overall PCM-TES system volume required for heat transfer would be more compact due to the high thermal conductivity. From the economic perspective, the aluminium-based PCM-TES achieved a very profitable ratio due to its storage capacity and fast charging and discharging, even though the metal PCMs are generally over ten times more expensive than hydrated salts. Regarding a preliminary assessment of the investment costs and the energy savings that PCM-TES equipment could provide, the payback time could be recovered between 7 to 12 years for the materials selected and under the working conditions reported in the study case. These values could serve as a guideline and pre-feasibility assessment of the technology, while a further engineering and costs viability study should be performed in the further manufacturing and implementation of the solution.
The results obtained are a starting point for consolidating and promoting novel technological solutions and materials towards a more sustainable and efficient industry. To ensure design robustness and wider replicability, future work should analyse PCM-TES integrated system operation parameters under different working conditions (typically process temperatures, flows, time mismatch, volumes). This work would allow enhancing the tool response to obtain more accurate and reliable results for more industries and production conditions, thus increasing its replicability in other EII sectors. In addition, a more exhaustive economic analysis including a sensitivity analysis of fuel prices, interest rates for NPV calculation, and lifespan of the equipment would provide a detailed perspective on the PCM-TES systems profitability. Finally, the refinement of the costs data with the manufacturers might provide valuable insight into this topic. To further understand the real application of TES storages in industrial environments, a PCM might be subject to a fast transition between heating and cooling curves when charge or discharge processes are suddenly interrupted. Then, the PCM would follow an enthalpy curve between the heating and the cooling curves for the interrupted heating process, while this effect is not relevant during an interrupted solidification (discharge) stage [
32]. Hence, the modelling accuracy could be increased for the different heating/cooling rates of the PCMs based on DSC curve characterisation while simulating phase change material applications.

 ,
, 


{kind=link}
{kind=link}