
Functional Safety BMS Design Methodology for Automotive Lithium-Based Batteries




Abstract
:1. Introduction
2. Concept Phase: Hazard and Risk Assessment, and Safety Goals Allocation
2.1. Hazard Analysis
2.2. Risk Assessment
2.3. Safety Goals Definition
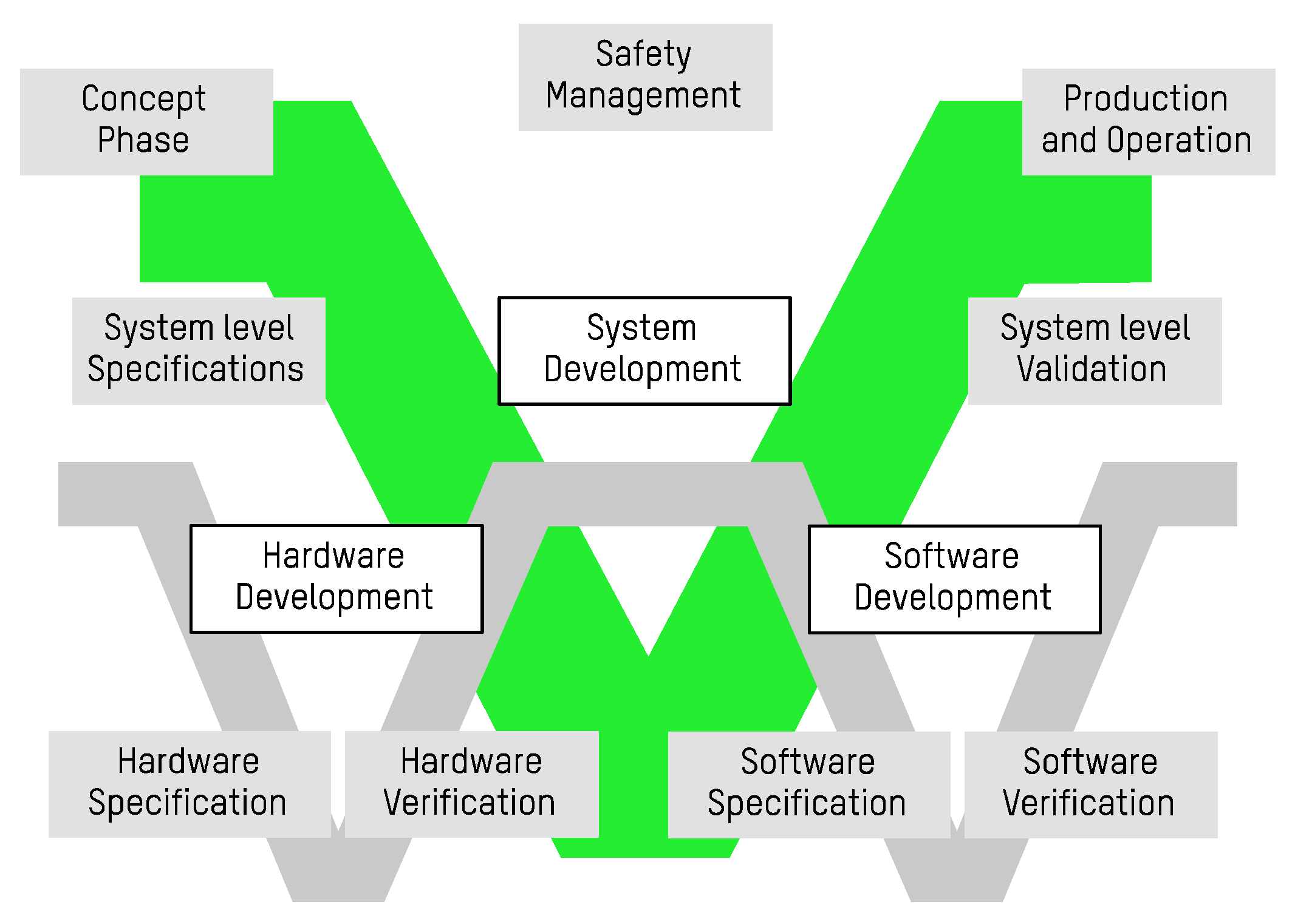
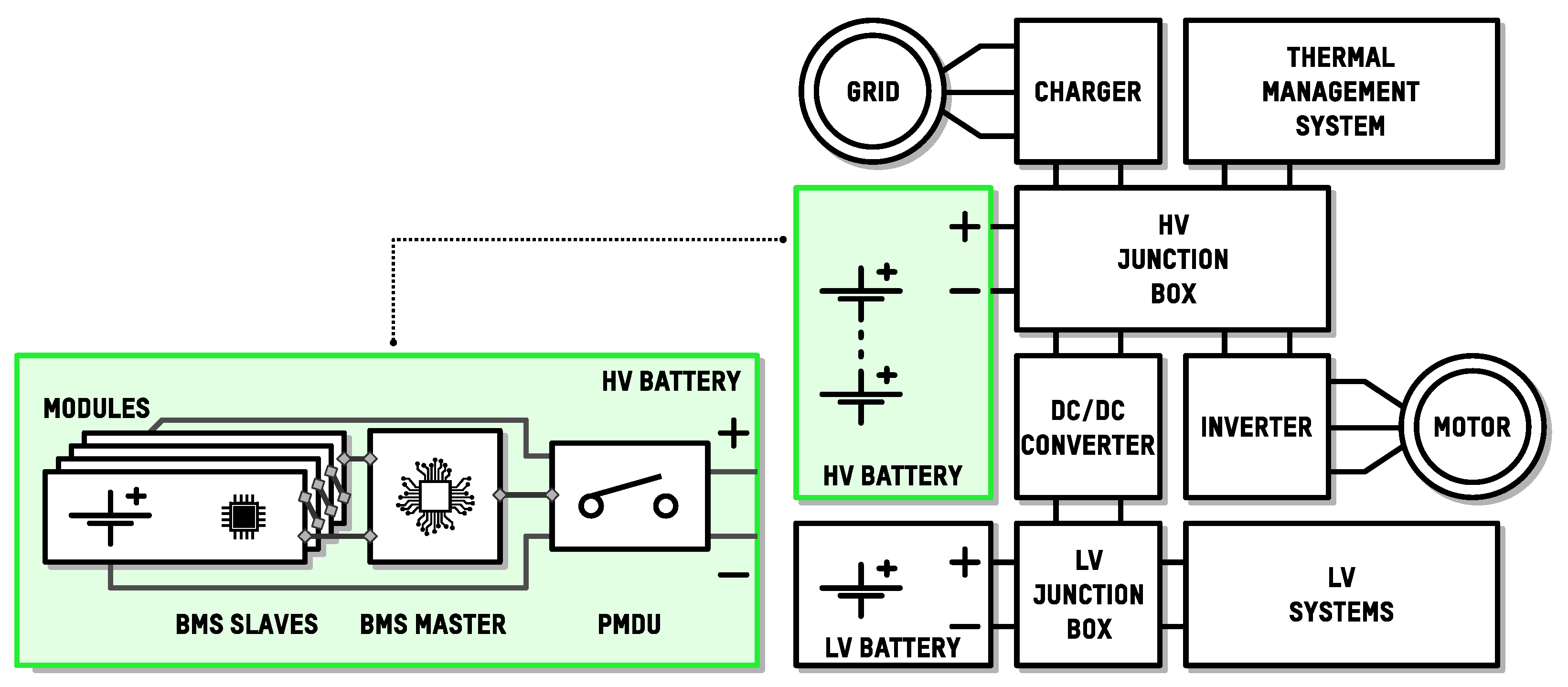
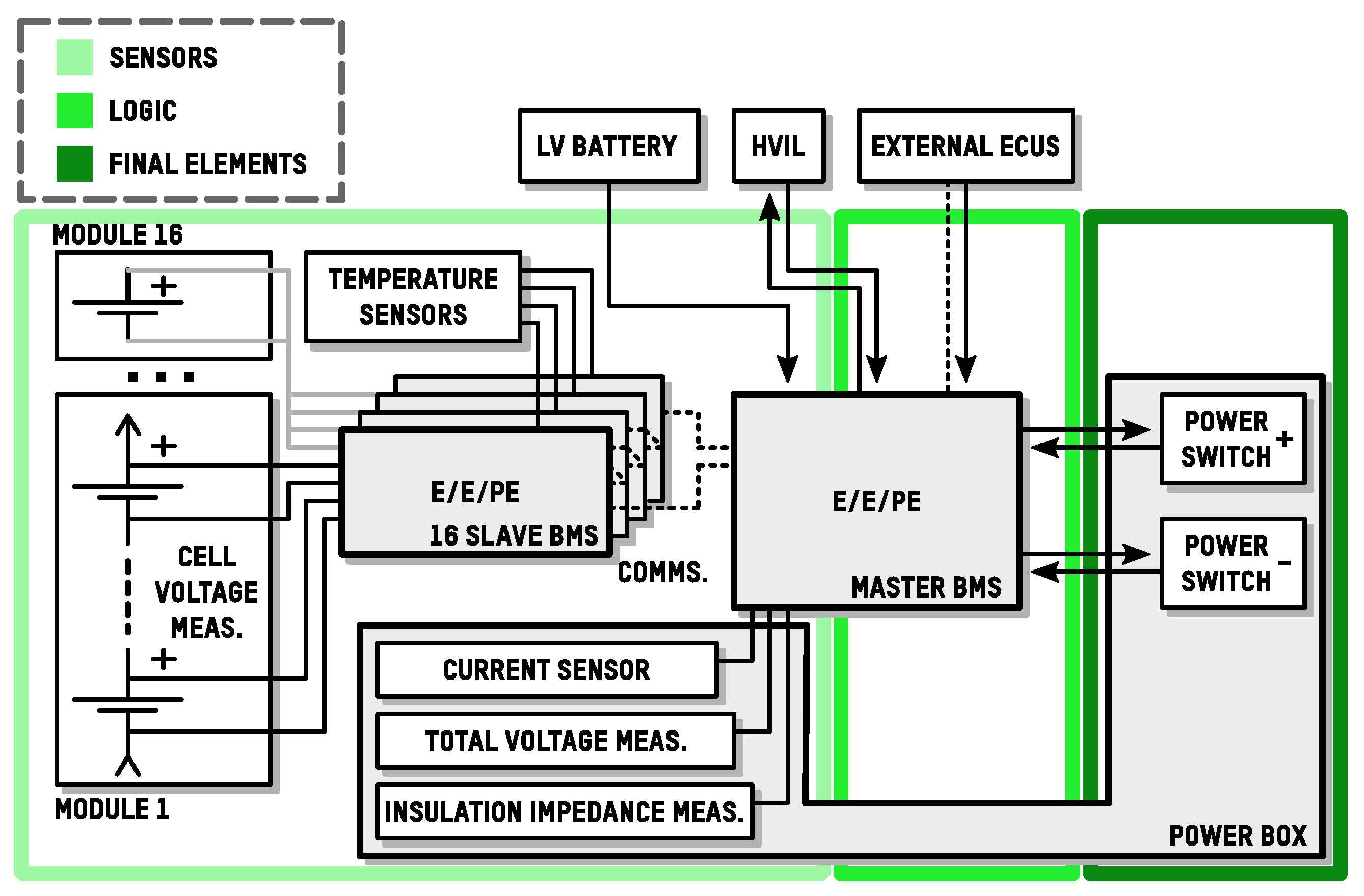
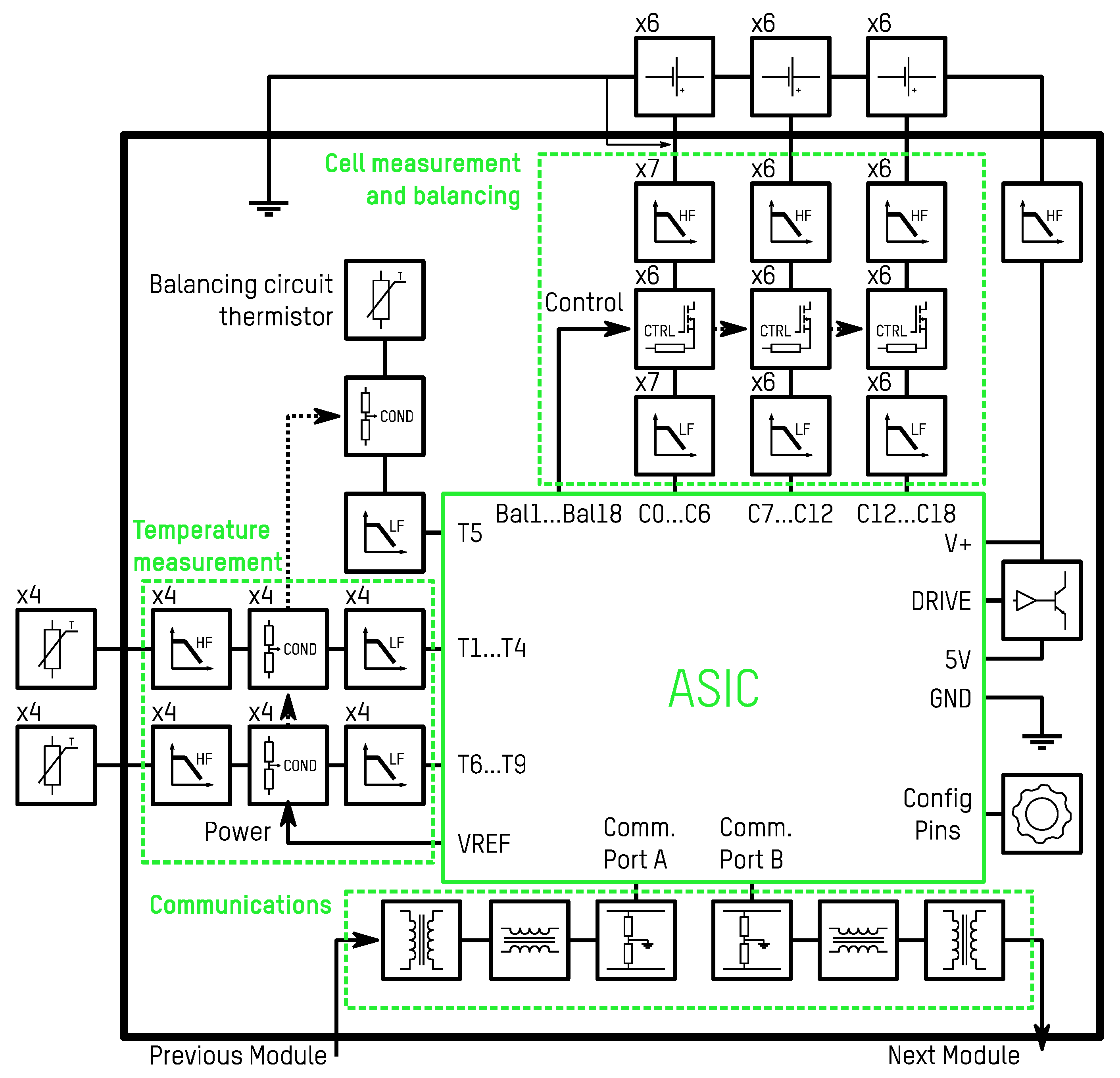
3. Development Phase: Functional/Technical Requirements and Design
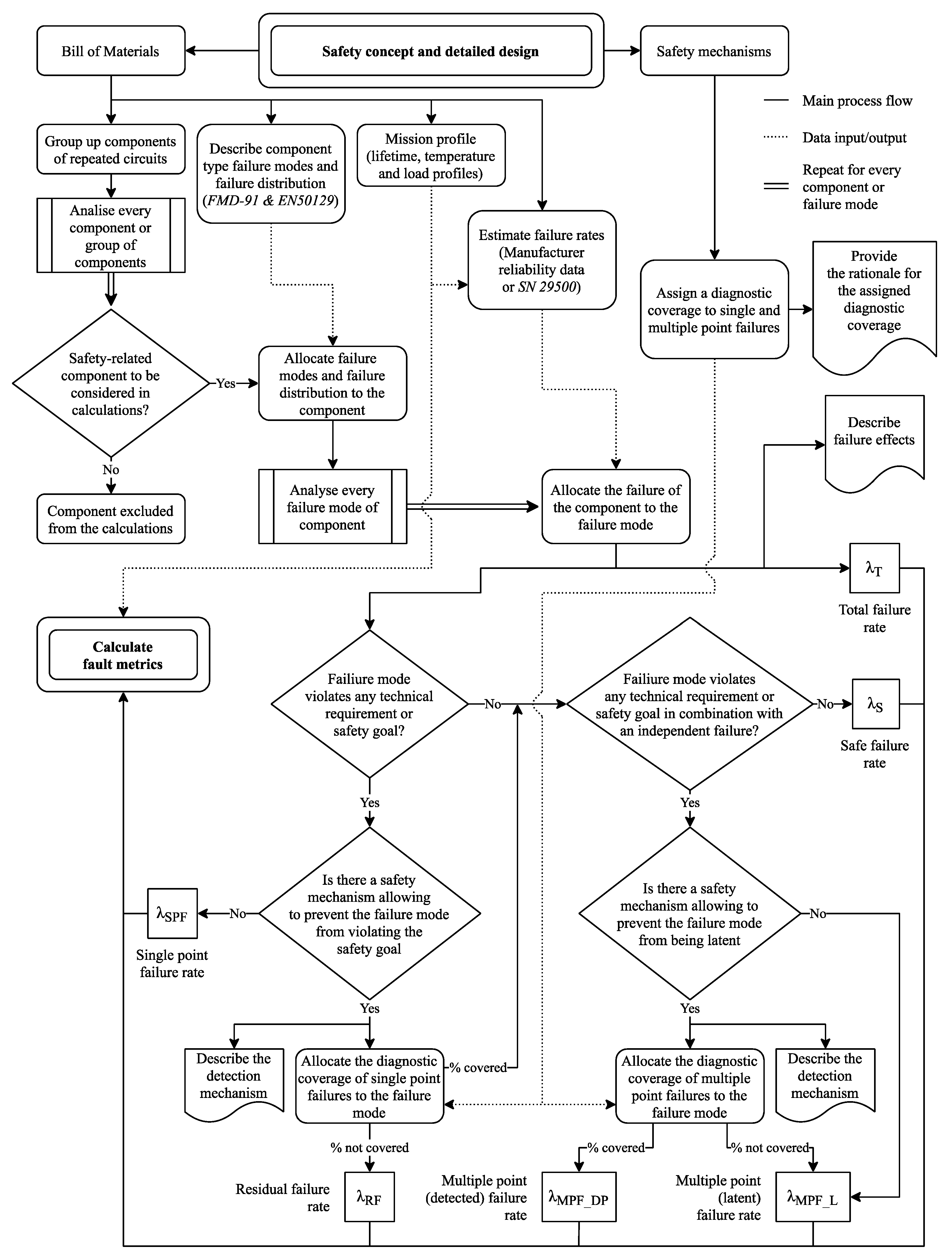
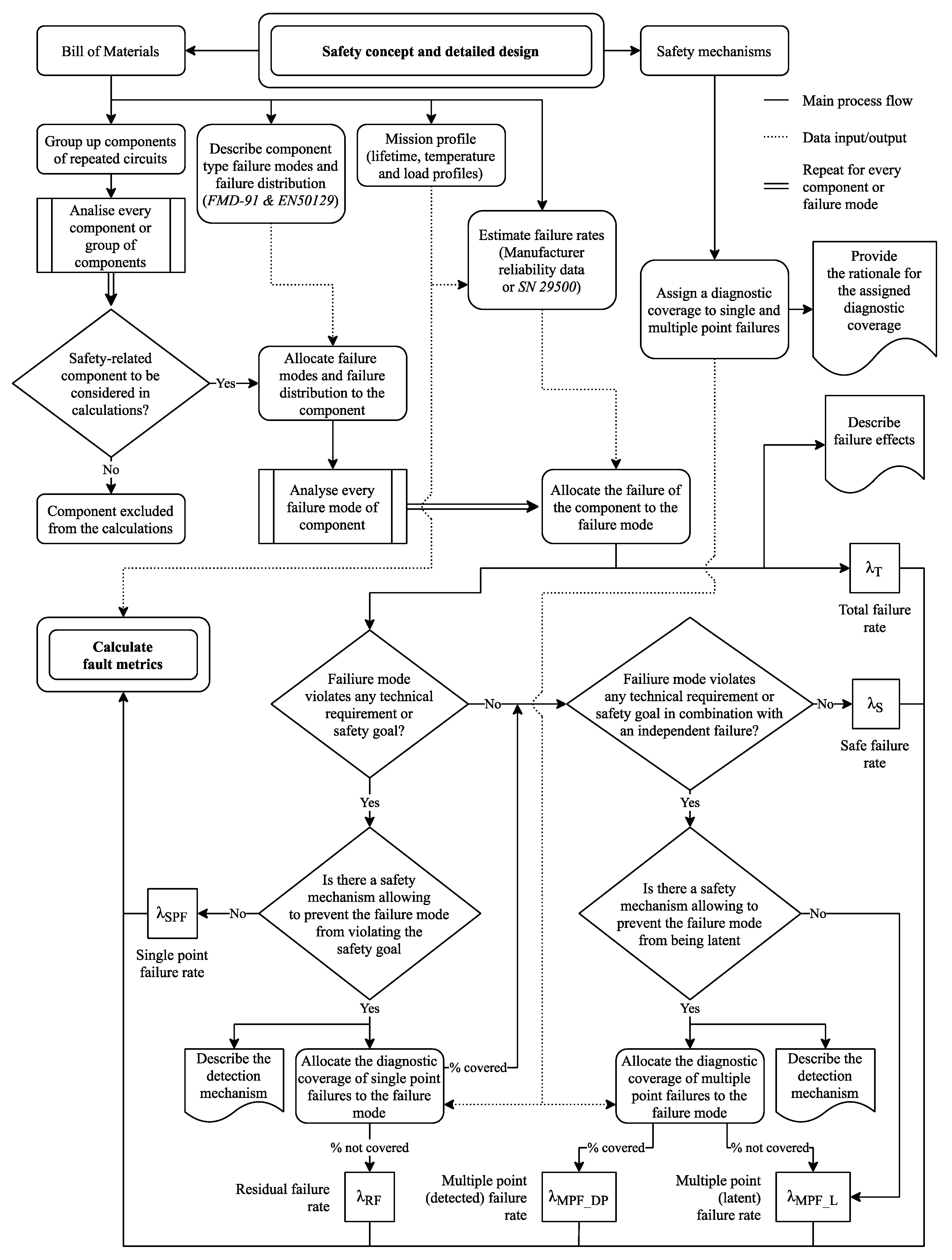
4. Verification by Failure Modes, Effects and Diagnostics Analysis
- λt: total failure rate; every safety-related failure mode contributes to the total failure rate.
- λs: safe failure rate; fraction of the failure rate that is not dangerous.
- λSP: single point failure rate; failure rate contribution of undetected dangerous faults.
- λRF: residual failure rate; failure rate contribution of the uncovered percentage of a detected fault.
- λMP_L: multiple point latent failure rate; failure rate contribution of the uncovered percentage of detected multiple point faults or the contribution of undetected multiple point faults.
- λMP_DP: multiple point detected failure rate; failure rate contribution of the covered percentage of detected multiple point faults.
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- International Energy Agency. Global EV Outlook 2020 Entering the Decade of Electric Drive; International Energy Agency: Paris, France, 2020. [Google Scholar] [CrossRef]
- Bloomberg. Battery Fires Sting BMW, Ford, others as EVs Take Off; Bloomberg: New York, NY, USA, 2020. [Google Scholar]
- Lambert, F. Hyundai to Recall 77,000 Kona Electric Cars over Risk of Battery Fire, Fights LG Chem over Cause—Electrek. 2020. Available online: https://electrek.co/2020/10/12/hyundai-recall-77000-kona-electric-cars-risk-battery-fire-lg-chem/ (accessed on 10 November 2020).
- Wikipedia. Plug-in Electric Vehicle Fire Incidents. Available online: https://en.wikipedia.org/wiki/Plug-in_electric_vehicle_fire_incidents (accessed on 10 November 2020).
- Cheng, K.W.E.; Divakar, B.P.; Wu, H.; Ding, K.; Ho, H.F. Battery-Management System (BMS) and SOC Development for Electrical Vehicles. IEEE Trans. Veh. Technol. 2010, 60, 76–88. [Google Scholar] [CrossRef]
- Li, Y.; Wei, Z.; Xiong, B.; Vilathgamuwa, D.M. Adaptive Ensemble-Based Electrochemical-Thermal-Degradation State Estimation of Lithium-Ion Batteries. IEEE Trans. Ind. Electron. 2021, 1. [Google Scholar] [CrossRef]
- Ruan, H.; He, H.; Wei, Z.; Quan, Z.; Li, Y. State of Health Estimation of Lithium-ion Battery Based on Constant-Voltage Charging Reconstruction. IEEE J. Emerg. Sel. Top. Power Electron. 2021, 1. [Google Scholar] [CrossRef]
- Wei, Z.; Zhao, J.; Xiong, R.; Dong, G.; Pou, J.; Tseng, K.J. Online Estimation of Power Capacity with Noise Effect Attenuation for Lithium-Ion Battery. IEEE Trans. Ind. Electron. 2018, 66, 5724–5735. [Google Scholar] [CrossRef]
- Ecker, M.; Sabet, P.S.; Sauer, D.U. Influence of operational condition on lithium plating for commercial lithium-ion batteries—Electrochemical experiments and post-mortem-analysis. Appl. Energy 2017, 206, 934–946. [Google Scholar] [CrossRef]
- Feng, X.; Ouyang, M.; Liu, X.; Lu, L.; Xia, Y.; He, X. Thermal runaway mechanism of lithium ion battery for electric vehicles: A review. Energy Storage Mater. 2017, 10, 246–267. [Google Scholar] [CrossRef]
- Maloney, T. Lithium Battery Thermal Runaway Vent Gas Analysis. 2016. Available online: https://www.fire.tc.faa.gov/pdf/TC-15-59.pdf (accessed on 10 November 2020).
- Lamb, J.; Orendorff, C.J.; Steele, L.A.M.; Spangler, S.W. Failure propagation in multi-cell lithium ion batteries. J. Power Sources 2015, 283, 517–523. [Google Scholar] [CrossRef] [Green Version]
- Al Hallaj, S.; Maleki, H.; Hong, J.; Selman, J. Thermal modeling and design considerations of lithium-ion batteries. J. Power Sources 1999, 83, 1–8. [Google Scholar] [CrossRef]
- Golubkov, A.W.; Scheikl, S.; Planteu, R.; Voitic, G.; Wiltsche, H.; Stangl, C.; Fauler, G.; Thaler, A.; Hacker, V. Thermal runaway of commercial 18650 Li-ion batteries with LFP and NCA cathodes—Impact of state of charge and overcharge. RSC Adv. 2015, 5, 57171–57186. [Google Scholar] [CrossRef] [Green Version]
- Ge, H.; Aoki, T.; Ikeda, N.; Suga, S.; Isobe, T.; Li, Z.; Tabuchi, Y.; Zhang, J. Investigating Lithium Plating in Lithium-Ion Batteries at Low Temperatures Using Electrochemical Model with NMR Assisted Parameterization. J. Electrochem. Soc. 2017, 164, A1050–A1060. [Google Scholar] [CrossRef]
- Huang, C.; Surampudi, S. Performance Characteristics of Lithium Ion Cells for Low Temperature Applications. NASA Rep. 2010, 41–46. Available online: https://trs.jpl.nasa.gov/bitstream/handle/2014/19016/98-0185.pdf?sequence=1 (accessed on 10 March 2021).
- Huang, C.-K.; Sakamoto, J.S.; Wolfenstine, J.; Surampudi, S. The Limits of Low-Temperature Performance of Li-Ion Cells. J. Electrochem. Soc. 2000, 147, 2893. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Murphy, E.; Winnick, J.; Kohl, P. Studies on the cycle life of commercial lithium ion batteries during rapid charge–discharge cycling. J. Power Sources 2001, 102, 294–301. [Google Scholar] [CrossRef]
- Shen, X.; Liu, H.; Cheng, X.-B.; Yan, C.; Huang, J.-Q. Beyond lithium ion batteries: Higher energy density battery systems based on lithium metal anodes. Energy Storage Mater. 2018, 12, 161–175. [Google Scholar] [CrossRef]
- Takeda, Y.; Yamamoto, O.; Imanishi, N. Lithium Dendrite Formation on a Lithium Metal Anode from Liquid, Polymer and Solid Electrolytes. Electrochemistry 2016, 84, 210–218. [Google Scholar] [CrossRef] [Green Version]
- Ohsaki, T.; Kishi, T.; Kuboki, T.; Takami, N.; Shimura, N.; Sato, Y.; Sekino, M.; Satoh, A. Overcharge reaction of lithium-ion batteries. J. Power Sources 2005, 146, 97–100. [Google Scholar] [CrossRef]
- Mauger, A.; Julien, C.M. Critical review on lithium-ion batteries: Are they safe? Sustainable? Ionics 2017, 23, 1933–1947. [Google Scholar] [CrossRef] [Green Version]
- Doughty, D.H.; Roth, E.P. A General Discussion of Li Ion Battery Safety. Electrochem. Soc. Interface 2012, 21, 37–44. [Google Scholar] [CrossRef] [Green Version]
- Xu, F.; He, H.; Liu, Y.; Dun, C.; Ren, Y.; Liu, Q.; Wang, M.-X.; Xie, J. Failure Investigation of LiFePO4 Cells under Overcharge Conditions. J. Electrochem. Soc. 2012, 159, A678–A687. [Google Scholar] [CrossRef]
- Guo, R.; Lu, L.; Ouyang, M.; Feng, X. Mechanism of the entire overdischarge process and overdischarge-induced internal short circuit in lithium-ion batteries. Sci. Rep. 2016, 6, 30248. [Google Scholar] [CrossRef] [Green Version]
- Brand, M.; Glaser, S.; Geder, J.; Menacher, S.; Obpacher, S.; Jossen, A.; Quinger, D. Electrical safety of commercial Li-ion cells based on NMC and NCA technology compared to LFP technology. World Electr. Veh. J. 2013, 6, 572–580. [Google Scholar] [CrossRef]
- Lamb, J.; Orendorff, C.J. Evaluation of mechanical abuse techniques in lithium ion batteries. J. Power Sources 2014, 247, 189–196. [Google Scholar] [CrossRef]
- Sahraei, E.; Campbell, J.; Wierzbicki, T. Modeling and short circuit detection of 18650 Li-ion cells under mechanical abuse conditions. J. Power Sources 2012, 220, 360–372. [Google Scholar] [CrossRef]
- Ruiz, V.R.; Pfrang, A.; Kriston, A.; Omar, N.; Bossche, P.V.D.; Boon-Brett, L. A review of international abuse testing standards and regulations for lithium ion batteries in electric and hybrid electric vehicles. Renew. Sustain. Energy Rev. 2018, 81, 1427–1452. [Google Scholar] [CrossRef]
- Larsson, F.; Andersson, P.; Blomqvist, P.; Mellander, B.-E. Toxic fluoride gas emissions from lithium-ion battery fires. Sci. Rep. 2017, 7, 1–13. [Google Scholar] [CrossRef]
- Hydrofluoric Acid. Available online: https://pubchem.ncbi.nlm.nih.gov/compound/hydrofluoric_acid (accessed on 17 May 2021).
- Hu, J.; He, H.; Wei, Z.; Li, Y. Disturbance-Immune and Aging-Robust Internal Short Circuit Diagnostic for Lithium-Ion Battery. IEEE Trans. Ind. Electron. 2021, 1. [Google Scholar] [CrossRef]
- Bian, X.; Wei, Z.; He, J.; Yan, F.; Liu, L. A Two-Step Parameter Optimization Method for Low-Order Model-Based State-of-Charge Estimation. IEEE Trans. Transp. Electrif. 2020, 7, 399–409. [Google Scholar] [CrossRef]
- Lin, K.; Chen, Y.; Liu, Y.; Zhang, B. Reliability Prediction of Battery Management System for Electric Vehicles Based on Accelerated Degradation Test: A Semi-Parametric Approach. IEEE Trans. Veh. Technol. 2020, 69, 12694–12704. [Google Scholar] [CrossRef]
- Department of Commerce, US. Failure Mode/Mechanism Distributions (FMD-91); Department of Commerce US: Washington, DC, USA, 1991. [Google Scholar]
- Department of Defense of the USA. Military Handbook MIL-HDBK-217F; Department of Defense of the USA: Washington, DC, USA, 1991. [Google Scholar]
- Siemens AG. Siemens Company Standard SN29500 (Version 6.0). Failure Rates of Electronic Components. Siemens Tech Liaison Stand; Siemens AG: Munich, Germany, 1999. [Google Scholar]
- Smith, D.J. Reliability, Maintainability and Risk; Elsevier: Amsterdam, The Netherlands, 2011; pp. 29–37. [Google Scholar]
- EN 50129:2018. Railway Applications—Communication, Signalling and Processing Systems—Safety Related Electronic Systems for Signalling. Available online: https://standards.iteh.ai/catalog/standards/clc/f6548cc3-5885-43aa-8654-9e71383b892e/en-50129-2018 (accessed on 17 May 2021).
- IEC TR 62380. Reliability Data Handbook—Universal Model for Reliability Prediction of Electronics Components, PCBs and Equipment. Test; Swedish Institute for Standards: Stockholm, Sweden, 2004; pp. 1–7. [Google Scholar]
- ISO 26262. Road Vehicles—Functional Safety—All Parts; ISO: Geneva, Switzerland, 2018. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Severity | Exposure | Controllability | ||
|---|---|---|---|---|
| C1 | C2 | C3 | ||
| S1 | E1 | QM | QM | QM |
| E2 | QM | QM | QM | |
| E3 | QM | QM | A | |
| E4 | QM | A | B | |
| S2 | E1 | QM | QM | QM |
| E2 | QM | QM | A | |
| E3 | QM | A | B | |
| E4 | A | B | C | |
| S3 | E1 | QM | QM | A |
| E2 | QM | A | B | |
| E3 | A | B | C | |
| E4 | B | C | D | |
| Hazards | Mitigation Measures | Causes at System Level | Causes at the Component Level | Details of Causes at the Component Level | Preventive Measures |
|---|---|---|---|---|---|
| Fire, deflagration and gases. | - Fuses on battery pack contacts. - Explosion pressure relief. - Gas filtering or exhaust system. - Battery casing including a fire retention system. - Implementing a design to slow down heat propagation inside battery. | External short-circuit. | Insulation fault. | Ageing of insulators. | Derating factors: insulator electrical stress, operational temperature and service life. |
| Flood. | Battery casing having an Ingress Protection (IP) better than IP68. | ||||
| Polarity inversion. | Wrong connection. | Mounting sequence and poka-yoke techniques to avoid commissioning faults. | |||
| Overcharge or overdischarge. | Mismatch in cell SoC/capacity. | Imbalances of SoC lead to cell overvoltages. | Assembled cells having the same capacity and SoC, and integration of a cell balancing circuit and algorithm. | ||
| Overheating (T > 60 °C). | Cable fire. | Faulty screw, crimped or welded connections. | Validation of screw, crimped and welded connections. | ||
| Overheating (T > 60 °C). | Overheating by an external heat source. | Fire at the vicinity of the battery. | Cells tested against thermal runaway propagation. | ||
| Cell-internal short-circuit. | Charging at low temperatures. | Dendrite growth after several cold charges. | Battery pre-heat before charging. | ||
| Cell-internal short-circuit. | Manufacturing defect. | Pollutant agents or cell defects. | Battery operational and abuse testing. | ||
| Electric shock. | - Ground fault detection system. | Coming into contact with dangerous voltage. | Insulation fault (HV to LV). | Any reason. | Enhanced insulation between HV and LV circuits. |
| Accident caused by loss of functionality. | - Estimation of battery State of Charge (SoC), State of Health (SoH) and State of Power (SoP). (Non-safety-critical functions). | Battery power lost when driving on a highway. | Switch opening. | BMS deactivates switches. | Emergency signal sending when cells are about to abandon the Safe Operation Area. |
| Power shortage. | Battery early end-of-life. | Scheduled battery maintenance. | |||
| Battery overestimated State of Charge. | Laboratory and field validation of estimation algorithms. |
| Hazards | Causes at System Level | (S) | Severity Rationale | (E) | Exposure Rationale | (C) | Controllability Rationale | ASIL | SG |
|---|---|---|---|---|---|---|---|---|---|
| Fire, deflagration, and gases. | Overcharging. | S3 | It can create violent deflagrations. | E3 | It is considered likely that the voltage is not properly monitored when the battery is charging or during a regenerative breaking. | C3 | The driver cannot avoid the hazard. | C | SG4 |
| Overheating (T > 60 °C). | S3 | It can create violent deflagrations. | E3 | It is considered likely that the temperature is not properly monitored after heavy vehicle accelerations. | C3 | The driver cannot avoid the hazard. | C | SG1 | |
| Cell-internal short-circuit caused by lithium plating formed by charging after an overdischarge. | S3 | It can lead to cell swelling, and in some cases to fire. | E2 | It is considered likely that the voltage is not properly monitored after a long trip or a long period without charging. | C3 | The driver cannot avoid the hazard. | B | SG5SG6 | |
| Cell-internal short-circuit caused by lithium plating formed by overcurrents. | S3 | It can lead to cell swelling, and in some cases to fire. | E1 | It is considered that there is low chance that the current is not properly monitored during heavy vehicle accelerations or braking. However, overcurrent has a minor contribution to internal short-circuit formation. | C3 | The driver cannot avoid the hazard. | A | SG7 | |
| Cell-internal short-circuit caused by lithium plating formed by charging at low temperatures (T < 0 °C). | S3 | It can lead the cell to swelling, and in some cases to fire. | E2 | It is considered likely that the battery is heavily used after start-up in the winter. | C3 | The driver cannot avoid the hazard. | B | SG2 | |
| Electric shock. | Coming into contact with dangerous voltages. | S2 | It can be dangerous if somebody touches an active surface. | E1 | It is considered that there is a low chance of multiple insulation fault, causing accessible metal surfaces to become active. | C3 | The driver cannot avoid the hazard. | QM | SG8 |
| Accident caused by loss of functionality. | Battery power is lost when driving on a highway. | S3 | It can lead to the driver suddenly losing the traction of the vehicle, which can cause a fatal accident. | E2 | It is considered likely that there is a fault in the main contactors, or the contactors open to prevent another hazard. | C1 | The driver avoids the hazard by stopping the vehicle on one side of the road. | QM | SG9 SG3 |
| SG | ASIL | Classification Criteria |
|---|---|---|
| SG1 | C | Overtemperatures on modules must not occur |
| SG2 | B | The battery must not be charged at low temperatures (<0 °C) |
| SG3 | QM | The battery must not freeze (<−20 °C) during operation |
| SG4 | C | Overcharges on cell must not occur |
| SG5 | B | Overdischarges on cell must not occur |
| SG6 | B | The battery must not be charged after an overdischarge |
| SG7 | A | The battery must not conduct overcurrents |
| SG8 | QM | Shock protection must be provided by disconnection of the battery and the sending of a warning in case of an insulation fault |
| SG9 | QM | The consequences of battery disconnection or power shortage in critical situations must be assessed to prevent accidents caused by traction loss |
| ASIL | Description | ASIL | Description |
|---|---|---|---|
| C | The number of cells must be configurable and must be in the range [6, 18]. | C | There must be a total of 8 temperature sensor channels in a single-ended redundant topology, or 4 temperature sensor channels in differential topology. |
| C | The voltage measurements must have a nominal accuracy of ±50 mV or better in the range [0, 5] V. | C | The temperature measurements must have a nominal accuracy of ±3 °C or better in the range [−20, 85] °C. |
| QM | The voltage measurements must have a nominal accuracy of ±5 mV or better in the range [1.9, 4.2] V. | QM | The temperature measurements must have a nominal accuracy of ±0.2 °C or better in the range [15, 30] °C. |
| C | The voltage measurement circuit must be protected against hot plugs and shortages. | C | The temperature sensors must be NTC or PTC type. |
| C | Single component faults in the cell measurement interface must not cause a hazard. | C | The temperature measurements must be selectable between single-ended redundant or differential modes. |
| QM | The cell balancing circuit is a controlled dissipative type. | C | The redundant sensor must be of the same type but from a different manufacturer. |
| QM | The cell balancing circuits must be able to handle balancing currents up to 150 mA. | C | The communication speed must be at least 1 Mbps. |
| C | The power supply must work in a range of [16, 90] V. | C | The communication must be differential, isolated, and reversible. |
| C | The power supply must withstand hot plugs and shortages. | C | The BMS Slave must go to sleep mode before FTTI/MPFTI when single/latent faults are detected. |
| C | Single component short-circuits in the power supply must not cause a hazard. | QM | Comply with standards ISO 6469 and IEC 60664 regarding electrical safety. |
| C | The power must be sourced by independent wires to avoid IR interferences in measurement wires. | QM | Comply with UNECE R10 directive and OEM specific guidelines regarding electromagnetic compatibility. |
| C | The configuration hardware and parameters must be checked prior to use. | QM | Components must be compliant with RoHS and AEC-Q series standards. |
| Failure Mode | Failure Effect | Failure Causes | Coverage Rationale |
|---|---|---|---|
| The temperature sensor is not properly connected. | The module temperature cannot be measured. | Connector broken or loose. Broken wire. | The open circuit can be detected either by an open-wire detection algorithm or by detecting a false over/under temperature. |
| Two adjacent temperature measurement pins are shorted. | False reading of the temperature. | Soldering defect or mechanical damage. | Any short-circuit between adjacent pins can be detected with redundant measurements or by using some ports as analog inputs and adjacent ports as digital outputs. |
| The cell is not properly connected. | The cell voltage cannot be correctly measured. | Connector broken, loose connector. Cell incorrectly welded or mechanically damaged. | The open circuit is detected with an open-wire detection algorithm. |
| There is a drift in the measurement circuit causing the cell voltage to be over or underestimated. | Cell over/undervoltage can be ignored. | Wire or component resistance changes caused by overheating or ageing. EMI. | The ADC reference voltage is regularly checked to detect deviations in the voltage measurement accuracy. The ADCs are regularly calibrated. The comparison with the independent module voltage measurement supports the detection of heavy deviations in a single or two ADCs. |
| Leakage currents in any low frequency filter introduces a drift in the measurement. | Overvoltage is promoted with cell balancing and it cannot be correctly detected. | Aging effects. Manufacturing defect. | A safety mechanism is established to prevent leakage currents. Additionally, the individual cell voltage sum must be very close to the independent module voltage. |
| Two adjacent cell voltage measurement pins are shorted. | False reading of the voltage. | Soldering defect. Mechanical damage. Overheating. | The ASIC is hardware protected, and the fault is detected because one of the cell measurements is going to return 0 V. |
| A balancing circuit is permanently activated or cannot be deactivated. | Cell overdischarge is unavoidable. | Soldering or mechanical defect. Electrical or chemical damage. Aging effects. EMI. | The balancing circuit is diagnosed continuously to detect open-circuits or short-circuits in the balancing components. |
| Communication message is corrupted or lost. | The ASIC executes an incorrect command. | EMI. Loose connector. | The BMS Master and the ASIC check the CRC of every message. BMS Master verifies that the ASIC is correctly checking the CRC by sending an incorrect CRC. |
| The ASIC does not wake-up or cannot be powered. | Commands are not executed, and cell parameters cannot be retrieved. | Electrical, mechanical, or chemical damage. EMI. | If the ASIC does not wake up the communications will fail. It will be detected by the BMS Master by means of the CRC. |
| Failure of a component of the power supply. | Deterioration of the board, heavy overcurrents, and overdischarge of a module. | Manufacturing defect. Electrical, mechanical or chemical damage. | A fuse protects against short circuits. If the ASIC is unpowered, the BMS Master will detect any power shortage with the CRC. The power supply is low-pass filtered to prevent repeated fast disconnections from powering off the ASIC. The ASIC supply is regularly measured to detect leakages. |
| The ASIC memory gets corrupted (soft and hard errors). | Incorrect data is retrieved. | EMI. Cosmic rays. | The registers are cleared before every measurement to detect soft errors. The measurement is repeated several times to avoid memory corruption between measurements. Hard errors can be detected by comparison to module voltage and redundant temperature measurements. Register checks are run to verify that the registers can be written correctly. |
| The ASIC or balancing circuit gets overheated. | ASIC can start to malfunction. Shorted balancing circuit components. | Environmental temperature too elevated. | The ASIC internal die temperature is monitored. The balancing circuit is monitored with an in-circuit thermistor. |
| Safety Mechanisms | Safety Mechanisms |
|---|---|
| Check that the ASIC internal voltage reference is in a valid range at least once every second. | Check that cell measurements are in the valid voltage range at least once every second. |
| Initiate the ASIC internal measurement circuit calibration and diagnosis at least once every second. | Send commands and data with an incorrect CRC at least once every second. |
| Check that the power supply voltage is in a valid range at least once every second. | Check that the temperature measurements are in the valid temperature range at least once every second. |
| Prevent or detect voltage measurement errors from component leakage by substituting or doubling leaking components. | Wrong or corrupted communication messages must be detected by means of a CRC. |
| Before executing any measurement, clear the registers of the ASIC. | Check that the registers dedicated to the measurement values can be written using a predefined pattern. |
| Use the ASIC internal open-wire detection circuit to detect open-circuits in the voltage and temperature measurement circuits at least once every 8 h or before charging. | Confirm that die temperature and balancing circuit temperatures are in the valid temperature range at least once every second. |
| Verify that there is no short-circuit between the top-most cell and the power supply. | Measure the module voltage and compare it with the sum of voltage measurements at least once every second. |
| Check that the open-wire detection circuit is not stuck by comparing the measured voltages before and after activating the circuit. | Measure the cell voltage difference before and after the balancing circuit has been activated at least once every second. |
| Follow a sequence of self-test by clearing registers and then reading the registers to verify that they can be written every 8 h or before charging. | When differential measurements are used, check that there is no short-circuit to an adjacent pin by using the adjacent pin as digital output at least once every second. |
| Failure Rates | Failure Rates | Fault Metrics | |||
|---|---|---|---|---|---|
| λt | 435.9058 FIT | λSPF | 0 FIT | SPFM | 99.122% |
| λS | 114.5718 FIT | λMP_DP | 265.8986 FIT | LFM | 88.056% |
| λRF | 3.8289 FIT | λMP_L | 51.6054 FIT | PMHF | 3.9388 FIT |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Marcos, D.; Garmendia, M.; Crego, J.; Cortajarena, J.A. Functional Safety BMS Design Methodology for Automotive Lithium-Based Batteries. Energies 2021, 14, 6942. https://doi.org/10.3390/en14216942
Marcos D, Garmendia M, Crego J, Cortajarena JA. Functional Safety BMS Design Methodology for Automotive Lithium-Based Batteries. Energies. 2021; 14(21):6942. https://doi.org/10.3390/en14216942
Chicago/Turabian StyleMarcos, David, Maitane Garmendia, Jon Crego, and José Antonio Cortajarena. 2021. "Functional Safety BMS Design Methodology for Automotive Lithium-Based Batteries" Energies 14, no. 21: 6942. https://doi.org/10.3390/en14216942
APA StyleMarcos, D., Garmendia, M., Crego, J., & Cortajarena, J. A. (2021). Functional Safety BMS Design Methodology for Automotive Lithium-Based Batteries. Energies, 14(21), 6942. https://doi.org/10.3390/en14216942