
Optimization of Biochar Production by Co-Torrefaction of Microalgae and Lignocellulosic Biomass Using Response Surface Methodology

 ,
,  , and
, and 
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Biomass Feedstocks Characterization
2.2. Torrefaction Experiments
2.3. Torrefaction Products Characterization
2.4. Process Performance
2.5. Response Surface Methodology
2.6. Adsorption Experiments
3. Results and Discussion
3.1. Biomass Feedstock Characterization
3.2. Characterization of Torrefaction Products
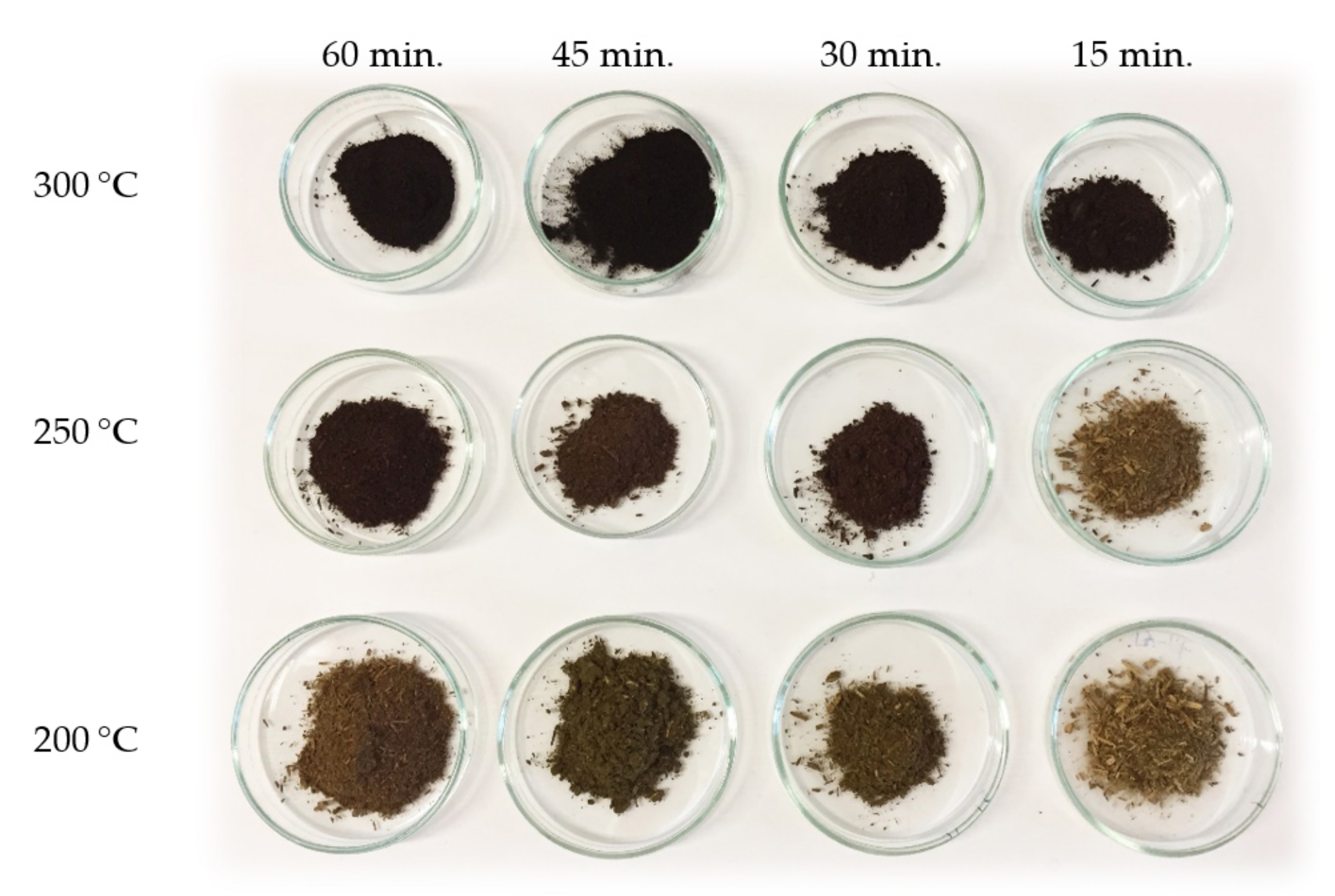
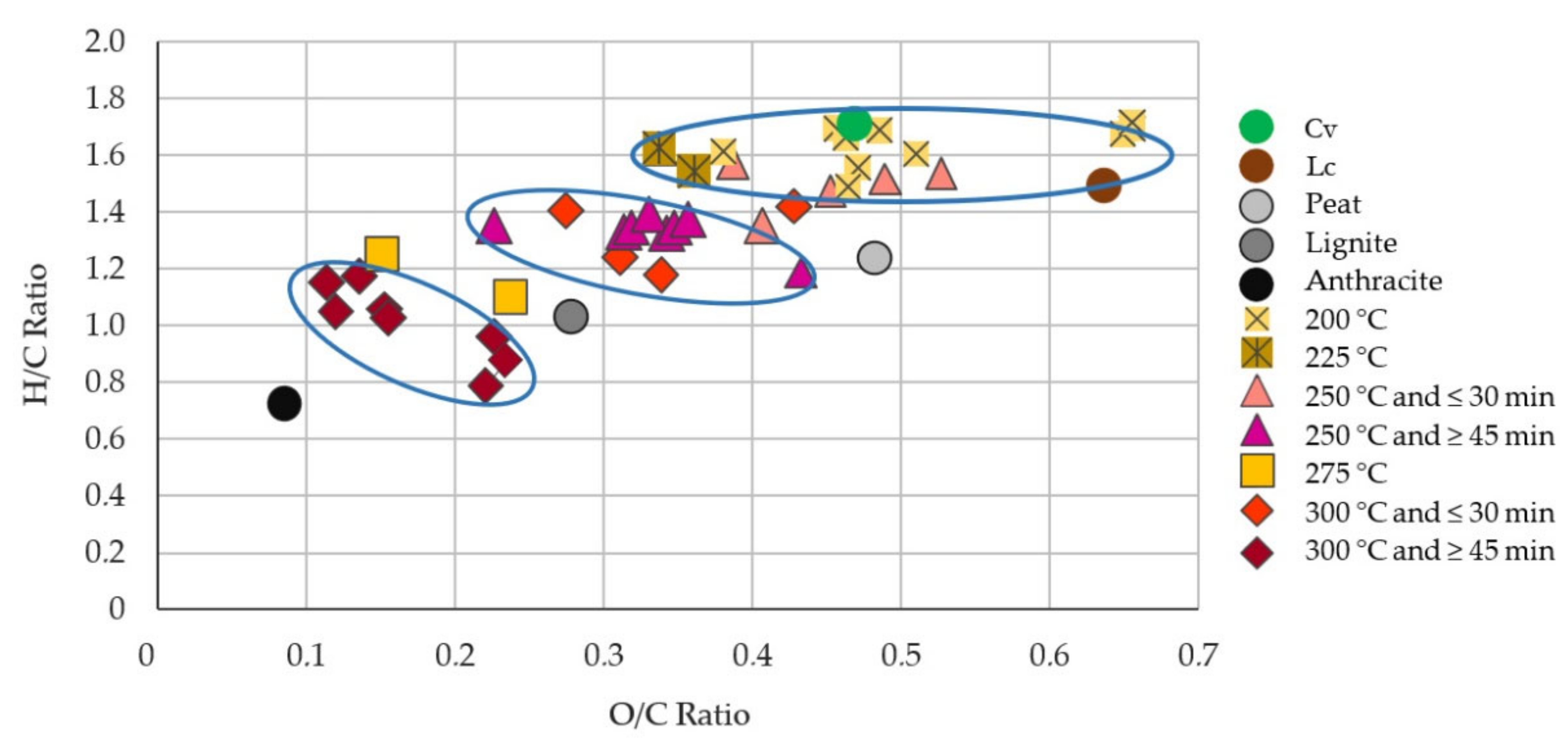
3.2.1. Biochars
3.2.2. Aqueous Phase
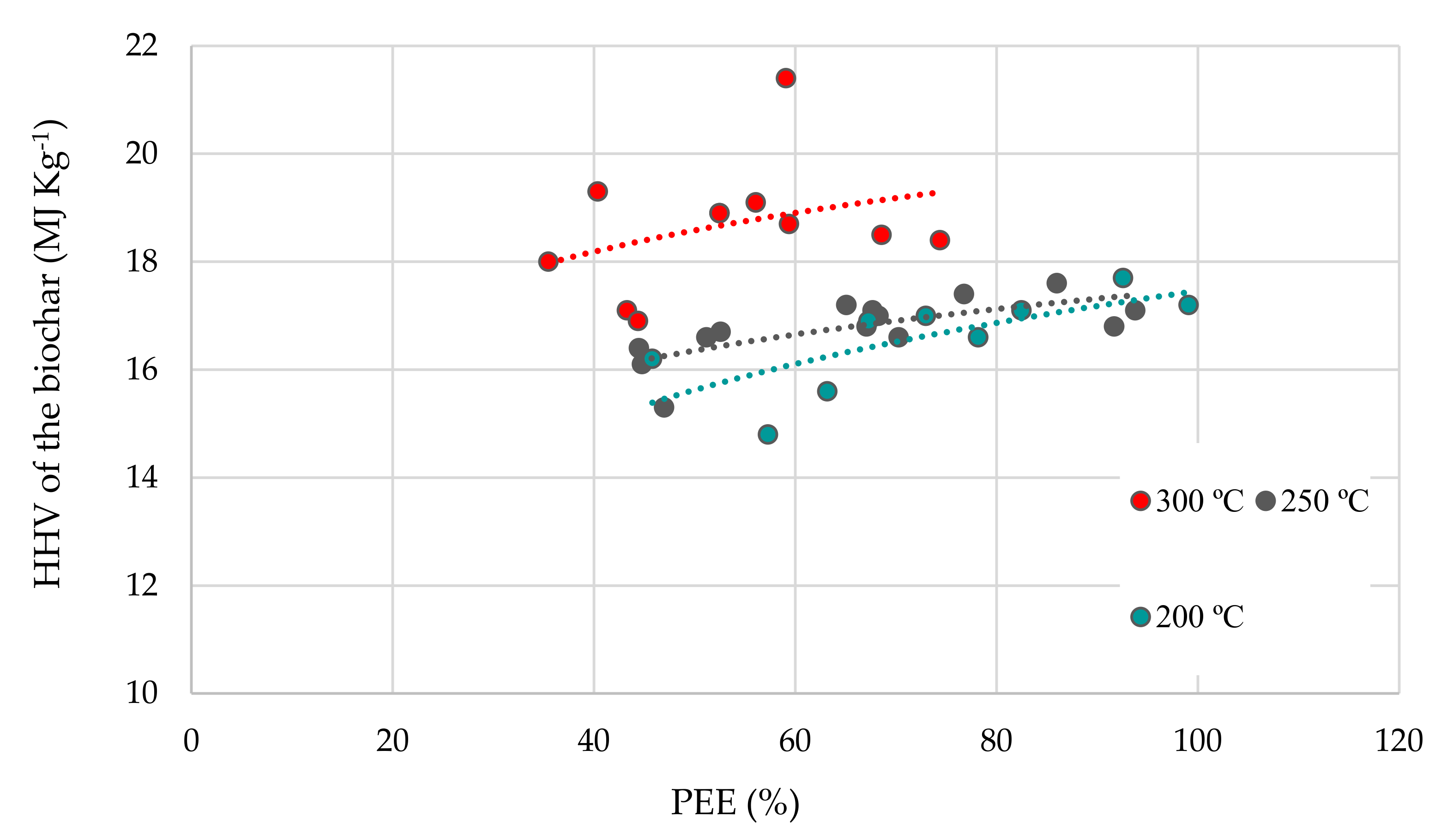
3.3. Torrefaction Process Performance
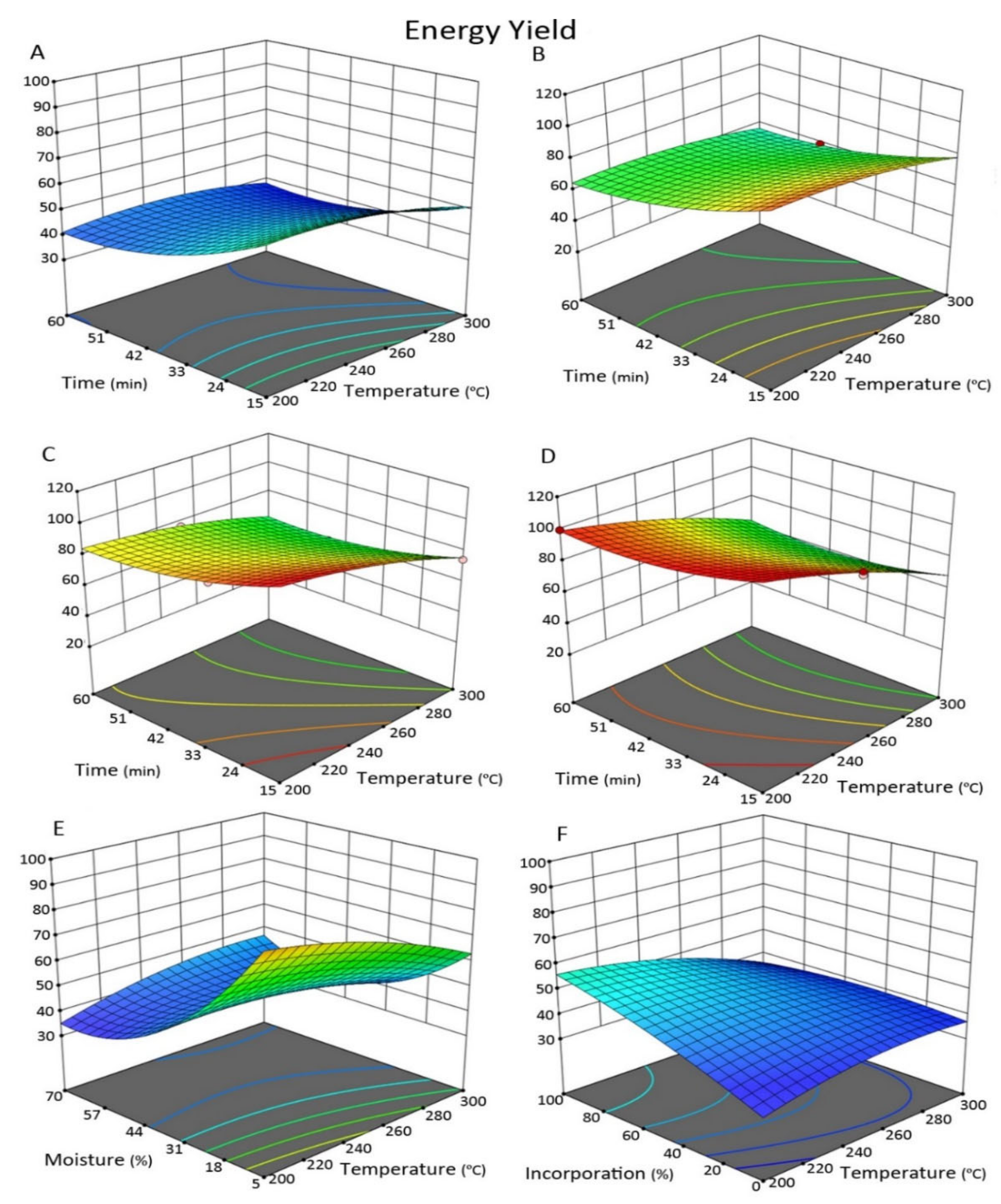
3.4. Response Surface Methodology (RSM) Analysis
3.5. Biochars from Wastewater Microalgae Biomass
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Informed Consent Statement
Conflicts of Interest
References
- Apandi, N.M.; Mohamed, R.M.S.R.; Al-Gheethi, A.; Kassim, A.H.M. Microalgal biomass production through phycoremediation of fresh market wastewater and potential applications as aquaculture feeds. Environ. Sci. Pollut. Res. 2019, 26, 3226–3242. [Google Scholar] [CrossRef] [PubMed]
- Viegas, C.; Gonçalves, M. Integrated Treatment of Pig Production Wastewaters Using Pre-treatment with Biomass Ash and Bioremediation by Microalgae. Acta Sci. Agric. 2021, 5, 44–57. [Google Scholar] [CrossRef]
- Viegas, C.; Nobre, C.; Mota, A.; Vilarinho, C.; Gouveia, L.; Gonçalves, M. A circular approach for landfill leachate treatment: Chemical precipitation with biomass ash followed by bioremediation through microalgae. J. Environ. Chem. Eng. 2021, 9, 105187. [Google Scholar] [CrossRef]
- Viegas, C.; Gouveia, L.; Gonçalves, M. Aquaculture wastewater treatment through microalgal. Biomass potential applications on animal feed, agriculture, and energy. J. Environ. Manag. 2021, 286, 112187. [Google Scholar] [CrossRef] [PubMed]
- Porto, B.; Gonçalves, A.L.; Esteves, A.F.; de Souza, S.M.A.G.U.; de Souza, A.A.U.; Vilar, V.J.P.; Pires, J.C.M. Assessing the potential of microalgae for nutrients removal from a landfill leachate using an innovative tubular photobioreactor. Chem. Eng. J. 2020, 413, 127546. [Google Scholar] [CrossRef]
- Loulergue, P.; Balannec, B.; Fouchard-Le Graët, L.; Cabrol, A.; Sayed, W.; Djelal, H.; Amrane, A.; Szymczyk, A. Air-gap membrane distillation for the separation of bioethanol from algal-based fermentation broth. Sep. Purif. Technol. 2019, 213, 255–263. [Google Scholar] [CrossRef]
- Lucakova, S.; Branyikova, I.; Kovacikova, S.; Pivokonsky, M.; Filipenska, M.; Branyik, T.; Ruzicka, M.C. Electrocoagulation reduces harvesting costs for microalgae. Bioresour. Technol. 2021, 323, 124606. [Google Scholar] [CrossRef]
- Visigalli, S.; Barberis, M.G.; Turolla, A.; Canziani, R.; Zrimec, M.B.; Reinhardt, R.; Ficara, E. Electrocoagulation–flotation (ECF) for microalgae harvesting—A review. Sep. Purif. Technol. 2021, 271, 118684. [Google Scholar] [CrossRef]
- Carvalho, J.C.; Magalhães, A.I.; Pereira, G.M.; Medeiros, A.B.; Sydney, E.B.; Rodrigues, C.; Aulestia, D.; Vandenberghe, L.P.; Soccol, V.T.; Soccol, C.R. Microalgal biomass pretreatment for integrated processing into biofuels, food, and feed. Bioresour. Technol. 2020, 300, 122719. [Google Scholar] [CrossRef]
- Rao, N.; Granville, A.M.; Browne, C.I.; Dagastine, R.R.; Yap, R.; Jefferson, B.; Henderson, R.K. Determining how polymer-bubble interactions impact algal separation using the novel “Posi”-dissolved air flotation process. Sep. Purif. Technol. 2018, 201, 139–147. [Google Scholar] [CrossRef] [Green Version]
- Wahlen, B.D.; Wendt, L.M.; Murphy, A.; Thompson, V.S.; Hartley, D.S.; Dempster, T.; Gerken, H. Preservation of Microalgae, Lignocellulosic Biomass Blends by Ensiling to Enable Consistent Year-Round Feedstock Supply for Thermochemical Conversion to Biofuels. Front. Bioeng. Biotechnol. 2020, 8, 316. [Google Scholar] [CrossRef] [Green Version]
- Hosseinizand, H.; Sokhansanj, S.; Lim, C.J. Co-pelletization of microalgae Chlorella vulgaris and pine sawdust to produce solid fuels. Fuel Process. Technol. 2018, 177, 129–139. [Google Scholar] [CrossRef]
- Choi, H.I.; Lee, J.S.; Choi, J.W.; Shin, Y.S.; Sung, Y.J.; Hong, M.E.; Kwak, H.S.; Kim, C.Y.; Sim, S.J. Performance and potential appraisal of various microalgae as direct combustion fuel. Bioresour. Technol. 2019, 273, 341–349. [Google Scholar] [CrossRef]
- Lee, J.; Sohn, D.; Lee, K.; Park, K.Y. Solid fuel production through hydrothermal carbonization of sewage sludge and microalgae Chlorella sp. from wastewater treatment plant. Chemosphere 2019, 230, 157–163. [Google Scholar] [CrossRef]
- Wu, K.T.; Tsai, C.J.; Chen, C.S.; Chen, H.W. The characteristics of torrefied microalgae. Appl. Energy 2012, 100, 52–57. [Google Scholar] [CrossRef]
- Wang, J.; Peng, X.; Chen, X.; Ma, X. Co-liquefaction of low-lipid microalgae and starch-rich biomass waste: The interaction effect on product distribution and composition. J. Anal. Appl. Pyrolysis 2019, 139, 250–257. [Google Scholar] [CrossRef]
- Sambusiti, C.; Bellucci, M.; Zabaniotou, A.; Beneduce, L.; Monlau, F. Algae as promising feedstocks for fermentative biohydrogen production according to a biorefinery approach: A comprehensive review. Renew. Sustain. Energy Rev. 2015, 44, 20–36. [Google Scholar] [CrossRef]
- Marin-Batista, J.D.; Villamil, J.A.; Rodriguez, J.J.; Mohedano, A.F.; de la Rubia, M.A. Valorization of microalgal biomass by hydrothermal carbonization and anaerobic digestion. Bioresour. Technol. 2019, 274, 395–402. [Google Scholar] [CrossRef]
- Liu, H.; Chen, Y.; Yang, H.; Gentili, F.G.; Söderlind, U.; Wang, X.; Zhang, W.; Chen, H. Hydrothermal carbonization of natural microalgae containing a high ash content. Fuel 2019, 249, 441–448. [Google Scholar] [CrossRef]
- Heilmann, S.M.; Davis, H.T.; Jader, L.R.; Lefebvre, P.A.; Sadowsky, M.J.; Schendel, F.J.; von Keitz, M.G.; Valentas, K.J. Hydrothermal carbonization of microalgae. Biomass Bioenergy 2010, 34, 875–882. [Google Scholar] [CrossRef]
- Pecchi, M.; Baratieri, M. Coupling anaerobic digestion with gasification, pyrolysis or hydrothermal carbonization: A review. Renew. Sustain. Energy Rev. 2019, 105, 462–475. [Google Scholar] [CrossRef]
- Chen, W.H.; Peng, J.; Bi, X.T. A state-of-the-art review of biomass torrefaction, densification and applications. Renew. Sustain. Energy Rev. 2015, 44, 847–866. [Google Scholar] [CrossRef]
- Chen, W.H.; Cheng, C.L.; Show, P.L.; Ong, H.C. Torrefaction performance prediction approached by torrefaction severity factor. Fuel 2019, 251, 126–135. [Google Scholar] [CrossRef]
- Chen, W.H.; Lin, B.J.; Colin, B.; Chang, J.S.; Pétrissans, A.; Bi, X.; Pétrissans, M. Hygroscopic transformation of woody biomass torrefaction for carbon storage. Appl. Energy 2018, 231, 768–776. [Google Scholar] [CrossRef]
- Arias, B.; Pevida, C.; Fermoso, J.; Plaza, M.G.; Rubiera, F.; Pis, J.J. Influence of torrefaction on the grindability and reactivity of woody biomass. Fuel Process. Technol. 2008, 89, 169–175. [Google Scholar] [CrossRef] [Green Version]
- Yu, K.L.; Show, P.L.; Ong, H.C.; Ling, T.C.; Lan, J.C.-W.; Chen, W.H.; Chang, J.S. Microalgae from wastewater treatment to biochar—Feedstock preparation and conversion technologies. Energy Convers. Manag. 2017, 150, 1–13. [Google Scholar] [CrossRef]
- Azizi, K.; Moraveji, M.K.; Najafabadi, H.A. Simultaneous pyrolysis of microalgae C. vulgaris, wood and polymer: The effect of third component addition. Bioresour. Technol. 2018, 247, 66–72. [Google Scholar] [CrossRef]
- Chen, W.; Chen, Y.; Yang, H.; Xia, M.; Li, K.; Chen, X.; Chen, H. Co-pyrolysis of lignocellulosic biomass and microalgae: Products characteristics and interaction effect. Bioresour. Technol. 2017, 245, 860–868. [Google Scholar] [CrossRef]
- Tang, Z.; Chen, W.; Chen, Y.; Yang, H.; Chen, H. Co-pyrolysis of microalgae and plastic: Characteristics and interaction effects. Bioresour. Technol. 2019, 274, 145–152. [Google Scholar] [CrossRef]
- Chen, W.H.; Huang, M.Y.; Chang, J.S.; Chen, C.Y. Thermal decomposition dynamics and severity of microalgae residues in torrefaction. Bioresour. Technol. 2014, 169, 258–264. [Google Scholar] [CrossRef]
- Chen, W.H.; Huang, M.Y.; Chang, J.S.; Chen, C.Y. Torrefaction operation and optimization of microalga residue for energy densification and utilization. Appl. Energy 2015, 154, 622–630. [Google Scholar] [CrossRef]
- Chen, W.H.; Wu, Z.Y.; Chang, J.S. Isothermal and non-isothermal torrefaction characteristics and kinetics of microalga Scenedesmus obliquus CNW-N. Bioresour. Technol. 2014, 155, 245–251. [Google Scholar] [CrossRef]
- He, X.M.; Pan, Y.; Li, W.; Fang, J.Q.; Wang, X.J. Study on low temperature co-carbonization of coal and algae. Adv. Mater. Res. 2012, 581, 919–923. [Google Scholar] [CrossRef]
- Han, Y.; Hoekman, S.K.; Cui, Z.; Jena, U.; Das, P. Hydrothermal liquefaction of marine microalgae biomass using co-solvents. Algal Res. 2019, 38, 101421. [Google Scholar] [CrossRef]
- Gai, C.; Li, Y.; Peng, N.; Fan, A.; Liu, Z. Co-liquefaction of microalgae and lignocellulosic biomass in subcritical water. Bioresour. Technol. 2015, 185, 240–245. [Google Scholar] [CrossRef]
- Gan, Y.Y.; Ong, H.C.; Show, P.L.; Ling, T.C.; Chen, W.H.; Yu, K.L.; Abdullah, R. Torrefaction of microalgal biochar as potential coal fuel and application as bio-adsorbent. Energy Convers. Manag. 2018, 165, 152–162. [Google Scholar] [CrossRef]
- Aguado, R.; Cuevas, M.; Pérez-Villarejo, L.; Martínez-Cartas, M.L.; Sánchez, S. Upgrading almond-tree pruning as a biofuel via wet torrefaction. Renew. Energy 2020, 145, 2091–2100. [Google Scholar] [CrossRef]
- Atallah, E.; Zeaiter, J.; Ahmad, M.N.; Leahy, J.J.; Kwapinski, W. Hydrothermal carbonization of spent mushroom compost waste compared against torrefaction and pyrolysis. Fuel Process. Technol. 2021, 216, 106795. [Google Scholar] [CrossRef]
- Schmid, D.; Karlström, O.; Yrjas, P. Release of NH3, HCN and NO during devolatilization and combustion of washed and torrefied biomass. Fuel 2020, 280, 118583. [Google Scholar] [CrossRef]
- Huang, Y.; Lo, S. Predicting heating value of lignocellulosic biomass based on elemental analysis. Energy 2020, 191, 116501. [Google Scholar] [CrossRef]
- Şen, A.U.; Nobre, C.; Durão, L.; Miranda, I.; Pereira, H.; Gonçalves, M. Low-temperature biochars from cork-rich and phloem-rich wastes: Fuel, leaching, and methylene blue adsorption properties. Biomass Convers. Biorefin. 2020. [Google Scholar] [CrossRef]
- Parikh, J.; Channiwala, S.A.; Ghosal, G.K. A correlation for calculating HHV from proximate analysis of solid fuels. Fuel 2005, 84, 487–494. [Google Scholar] [CrossRef]
- Singleton, V.L.; Orthofer, R.; Lamuela-Raventós, R.M. Analysis of total phenols and other oxidation substrates and antioxidants by means of folin-ciocalteu reagent. Methods Enzymol. 1999, 299, 152–178. [Google Scholar]
- Miller, G.L. Use of dinitrosalicylic acid reagent for determination of reducing sugar. Anal. Chem. 1959, 31, 426–428. [Google Scholar] [CrossRef]
- Nobre, C.; Vilarinho, C.; Alves, O.; Mendes, B.; Gonçalves, M. Upgrading of refuse derived fuel through torrefaction and carbonization: Evaluation of RDF char fuel properties. Energy 2019, 181, 66–76. [Google Scholar] [CrossRef]
- Artan, A.; Acquah, C.; Danquah, M.K. Process Analysis of Microalgae Biomass Thermal Disruption for Biofuel Production. In Advances in Bioprocess Technology; Ravindra, P., Ed.; Springer International Publishing: Cham, Switzerland, 2015; pp. 113–131. ISBN 9783319179155. [Google Scholar] [CrossRef]
- Ohliger, A.; Förster, M.; Kneer, R. Torrefaction of beechwood: A parametric study including heat of reaction and grindability. Fuel 2013, 104, 607–613. [Google Scholar] [CrossRef]
- Correia, R.; Gonçalves, M.; Nobre, C.; Mendes, B. Impact of torrefaction and low-temperature carbonization on the properties of biomass wastes from Arundo donax L. and Phoenix canariensis. Bioresour. Technol. 2017, 223, 210–218. [Google Scholar] [CrossRef] [PubMed]
- Han, F.Y.; Komiyama, M.; Uemura, Y.; Rabat, N.E. One-path catalytic supercritical methanothermal production of fatty acid methyl ester fractions from wet microalgae Chlorella vulgaris. Biomass Bioenergy 2020, 143, 105834. [Google Scholar] [CrossRef]
- Mao, Q.; Rajabpour, S.; Kowalik, M.; van Duin, A.C.T. Predicting cost-effective carbon fiber precursors: Unraveling the functionalities of oxygen and nitrogen-containing groups during carbonization from ReaxFF simulations. Carbon N. Y. 2020, 159, 25–36. [Google Scholar] [CrossRef]
- Zhang, C.; Ho, S.H.; Chen, W.H.; Xie, Y.; Liu, Z.; Chang, J.S. Torrefaction performance and energy usage of biomass wastes and their correlations with torrefaction severity index. Appl. Energy 2018, 220, 598–604. [Google Scholar] [CrossRef]
- Barskov, S.; Zappi, M.; Buchireddy, P.; Dufreche, S.; Guillory, J.; Gang, D.; Hernandez, R.; Bajpai, R.; Baudier, J.; Cooper, R.; et al. Torrefaction of biomass: A review of production methods for biocoal from cultured and waste lignocellulosic feedstocks. Renew. Energy 2019, 142, 624–642. [Google Scholar] [CrossRef]
- Cao, Y.; He, M.; Dutta, S.; Luo, G.; Zhang, S.; Daniel, C.; Tsang, W. Hydrothermal carbonization and liquefaction for sustainable production of hydrochar and aromatics. Renew. Sustain. Energy Rev. 2021, 152, 111722. [Google Scholar] [CrossRef]
- Feng, Y.; Qiu, K.; Zhang, Z.; Li, C.; Rahman, M.M.; Cai, J. Distributed Activation Energy Model for Lignocellulosic Biomass Torrefaction Kinetics with Combined Heating Program. Energy 2021, 239, 122228. [Google Scholar] [CrossRef]
- Nobre, C.; Dinis, T.T.; Gonçalves, M.; Vilarinho, C. Using torrefied biomass wastes as low-cost adsorbents for methylene blue. In Proceedings of the 3rd International Congress on Water, Waste and Energy, Rome, Italy, 18–20 July 2016; p. 499. [Google Scholar]
- Binda, G.; Spanu, D.; Bettinetti, R.; Magagnin, L.; Pozzi, A.; Dossi, C. Comprehensive comparison of microalgae-derived biochar from different feedstocks: A prospective study for future environmental applications. Algal Res. 2020, 52, 102103. [Google Scholar] [CrossRef]
- Landin-Sandoval, V.J.; Mendoza-Castillo, D.I.; Seliem, M.K.; Mobarak, M.; Villanueva-Mejia, F.; Bonilla-Petriciolet, A.; Navarro-Santos, P.; Reynel-Ávila, H.E. Physicochemical analysis of multilayer adsorption mechanism of anionic dyes on lignocellulosic biomasses via statistical physics and density functional theory. J. Mol. Liq. 2021, 322, 114511. [Google Scholar] [CrossRef]
- Huang, C.; Liao, H.; Ma, X.; Xiao, M.; Liu, X.; Gong, S.; Shu, X.; Zhou, X. Adsorption performance of chitosan Schiff base towards anionic dyes: Electrostatic interaction effects. Chem. Phys. Lett. 2021, 780, 138958. [Google Scholar] [CrossRef]
- Lashaki, M.J.; Atkinson, J.D.; Hashisho, Z.; Phillips, J.H.; Anderson, J.E.; Nichols, M. The role of beaded activated carbon’s pore size distribution on heel formation during cyclic adsorption/desorption of organic vapors. J. Hazard. Mater. 2016, 315, 42–51. [Google Scholar] [CrossRef]
- Jagodzińska, K.; Czerep, M.; Kudlek, E.; Wnukowski, M.; Yang, W. Torrefaction of wheat-barley straw: Composition and toxicity of torrefaction condensates. Biomass Bioenergy 2019, 129, 105335. [Google Scholar] [CrossRef]
- Cahyanti, M.N.; Doddapaneni, T.R.K.C.; Kikas, T. Biomass torrefaction: An overview on process parameters, economic and environmental aspects and recent advancements. Bioresour. Technol. 2020, 301, 122737. [Google Scholar] [CrossRef]
- Grewal, A.; Abbey, L.; Gunupuru, L.R. Production, prospects and potential application of pyroligneous acid in agriculture. J. Anal. Appl. Pyrolysis 2018, 135, 152–159. [Google Scholar] [CrossRef]
- Frolov, S.M.; Smetanyuk, V.A.; Shamshin, I.O.; Sadykov, I.A.; Koval’, A.S.; Frolov, F.S. Production of highly superheated steam by cyclic detonations of propane- and methane-steam mixtures with oxygen for waste gasification. Appl. Therm. Eng. 2021, 183, 116195. [Google Scholar] [CrossRef]
- Azwar, E.; Chan, D.J.C.; Kasan, N.A.; Rastegari, H.; Yang, Y.; Sonne, C.; Tabatabaei, M.; Aghbashlo, M.; Lam, S.S. A comparative study on physicochemical properties, pyrolytic behaviour and kinetic parameters of environmentally harmful aquatic weeds for sustainable shellfish aquaculture. J. Hazard. Mater. 2022, 424, 127329. [Google Scholar] [CrossRef]
- Sun, M.C.; Yuan, X.H.; Luo, Z.J.; Zhu, X.F. Influence of heating temperatures on the component distribution of distillates derived from walnut shell bio-oil. J. Fuel Chem. Technol. 2020, 48, 1179–1185. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, C.; Cao, G.; Chen, W.H.; Ho, S.H. Comparison and characterization of property variation of microalgal biomass with non-oxidative and oxidative torrefaction. Fuel 2019, 246, 375–385. [Google Scholar] [CrossRef]
- Sermyagina, E.; Saari, J.; Zakeri, B.; Kaikko, J.; Vakkilainen, E. Effect of heat integration method and torrefaction temperature on the performance of an integrated CHP-torrefaction plant. Appl. Energy 2015, 149, 24–34. [Google Scholar] [CrossRef]
- Delrue, F. Techno-Economic Analysis of Microalgae And Algal Biofuel Production (As A Tool For Driving R&D Efforts). In Green Chemistry for Sustainable Biofuel Production; Gude, V.G., Ed.; Apple Academic Press: Boca Raton, FL, USA, 2018; p. 22. [Google Scholar]
- Wibawa, D.S.; Nasution, M.A.; Noguchi, R.; Ahamed, T.; Demura, M.; Watanabe, M.M. Microalgae oil production: A downstream approach to energy requirements for the minamisoma pilot plant. Energies 2018, 11, 521. [Google Scholar] [CrossRef] [Green Version]
- Igwegbe, C.A.; Mohmmadi, L.; Ahmadi, S.; Rahdar, A.; Khadkhodaiy, D.; Dehghani, R.; Rahdar, S. Modeling of adsorption of Methylene Blue dye on Ho-CaWO4 nanoparticles using Response Surface Methodology (RSM) and Artificial Neural Network (ANN) techniques. MethodsX 2019, 6, 1779–1797. [Google Scholar] [CrossRef]
- Hernández-García, A.; Velásquez-Orta, S.B.; Novelo, E.; Yáñez-Noguez, I.; Monje-Ramírez, I.; Ledesma, M.T.O. Wastewater-leachate treatment by microalgae: Biomass, carbohydrate and lipid production. Ecotoxicol. Environ. Saf. 2019, 174, 435–444. [Google Scholar] [CrossRef]
- Fakayode, O.A.; Aboagarib, E.A.A.; Zhou, C.; Ma, H. Co-pyrolysis of lignocellulosic and macroalgae biomasses for the production of biochar—A review. Bioresour. Technol. 2020, 297, 122408. [Google Scholar] [CrossRef]
- Wang, K.; Brown, R.C.; Homsy, S.; Martinez, L.; Sidhu, S.S. Fast pyrolysis of microalgae remnants in a fluidized bed reactor for bio-oil and biochar production. Bioresour. Technol. 2013, 127, 494–499. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Independent Variables | Unit | Variable Range | ||||
|---|---|---|---|---|---|---|
| Temperature | °C | 200 | 225 | 250 | 275 | 300 |
| Residence time | min | 15 | 30 | 45 | 60 | |
| Moisture content | % | 5 | 15 | 30 | 45 | 70 |
| Incorporation rate of Lc | % | 0 | 25 | 50 | 75 | 100 |
| Biomass | Cv | Lc | 75% Cv + 25% Lc | 50% Cv + 50% Lc | 25% Cv + 75% Lc |
|---|---|---|---|---|---|
| Proximate analysis (wt.%, db) | |||||
| Volatile matter | 86.46 ± 0.74 | 78.41 ± 3.89 | 84.45 ± 0.85 | 82.44 ± 0.56 | 80.43 ± 1.89 |
| Fixed carbon | 6.01 ± 0.73 | 19.06 ± 3.97 | 9.27 ± 1.03 | 12.53 ± 0.45 | 15.79 ± 0.54 |
| Moisture * | 6.35 ± 0.52 | 9.28 ± 0.84 | 7.08 ± 0.68 | 7.81 ± 0.54 | 8.54 ± 0.67 |
| Ash | 7.53 ± 0.09 | 2.53 ± 0.08 | 6.28 ± 0.02 | 5.03 ± 0.04 | 3.78 ± 0.07 |
| Ultimate analysis (wt.%, daf) | |||||
| C | 51.29 ± 0.09 | 50.10 ± 0.16 | 50.99 ± 0.04 | 50.70 ± 0.12 | 50.40 ± 0.10 |
| H | 7.31 ± 0.42 | 6.21 ± 0.09 | 7.04 ± 0.14 | 6.76 ± 0.24 | 6.49 ± 0.08 |
| N | 9.05 ± 0.00 | 1.10 ± 0.08 | 7.06 ± 0.08 | 5.08 ± 0.02 | 3.09 ± 0.07 |
| S | 0.24 ± 0.04 | 0.00 ± 0.00 | 0.18 ± 0.00 | 0.12 ± 0.02 | 0.06 ± 0.01 |
| O | 32.11 ± 0.10 | 42.59 ± 0.04 | 34.73 ± 0.02 | 37.35 ± 0.01 | 39.97 ± 0.04 |
| O/C ratio | 0.47 | 0.64 | 0.51 | 0.55 | 0.60 |
| H/C ratio | 1.71 | 1.49 | 1.65 | 1.60 | 1.54 |
| HHV (MJ Kg−1) ** | 15.54 | 18.94 | 16.39 | 17.24 | 18.09 |
| Run | T (°C) | Time (min) | M (%) | Inc. (%) | Proximate Analysis (wt.%, db) | Ultimate Analysis (wt.%, daf) | HHV (MJ Kg−1 db) | qMB (%) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ash | VM | FC | N | C | H | S | O | |||||||
| 1 | 300 | 60 | 30 | 50 | 20.9 | 43.2 | 35.9 | 4.7 | 68.9 | 5.5 | 0.3 | 20.7 | 19.3 | 13.0 |
| 2 | 300 | 60 | 15 | 25 | 15.0 | 56.0 | 29.0 | 9.4 | 69.8 | 6.2 | 0.4 | 14.2 | 18.9 | 20.5 |
| 3 | 300 | 60 | 15 | 25 | 16.6 | 55.0 | 29.4 | 9.9 | 71.9 | 6.3 | 0.4 | 11.5 | 18.9 | 18.9 |
| 4 | 300 | 45 | 45 | 0 | 12.6 | 64.6 | 22.9 | 12.3 | 68.1 | 6.7 | 0.7 | 12.3 | 18.0 | 17.0 |
| 5 | 300 | 45 | 5 | 100 | 6.5 | 58.6 | 34.9 | 1.5 | 70.2 | 5.1 | 1.2 | 21.9 | 21.4 | 15.6 |
| 6 | 300 | 45 | 5 | 50 | 16.8 | 53.5 | 29.8 | 7.9 | 71.0 | 6.1 | 0.4 | 14.6 | 18.7 | 17.9 |
| 7 | 300 | 45 | 5 | 0 | 12.3 | 62.6 | 25.1 | 12.1 | 70.1 | 6.7 | 0.5 | 10.6 | 18.5 | 15.3 |
| 8 | 300 | 30 | 30 | 50 | 10.5 | 63.0 | 26.6 | 5.0 | 61.2 | 6.0 | 0.2 | 27.6 | 19.1 | 18.3 |
| 9 | 300 | 15 | 45 | 25 | 9.5 | 75.0 | 15.5 | 7.0 | 55.0 | 6.5 | 0.3 | 31.3 | 17.1 | 52.1 |
| 10 | 300 | 15 | 45 | 0 | 9.0 | 77.0 | 13.9 | 11.2 | 59.6 | 7.0 | 0.5 | 21.8 | 16.9 | 58.9 |
| 11 | 300 | 15 | 5 | 50 | 8.6 | 69.9 | 21.6 | 6.5 | 61.5 | 6.4 | 0.2 | 25.5 | 18.4 | 19.6 |
| 12 | 275 | 60 | 70 | 0 | 11.1 | 68.6 | 20.3 | 12.6 | 66.6 | 6.9 | 0.5 | 13.4 | 17.8 | 18.1 |
| 13 | 275 | 45 | 30 | 25 | 9.3 | 67.4 | 23.3 | 8.1 | 64.8 | 5.9 | 0.7 | 20.5 | 18.7 | 17.8 |
| 14 | 250 | 60 | 15 | 0 | 9.6 | 75.3 | 15.5 | 12.0 | 61.9 | 7.0 | 0.4 | 18.7 | 17.2 | 38.8 |
| 15 | 250 | 60 | 5 | 50 | 10.9 | 71.0 | 18.1 | 7.4 | 59.0 | 6.5 | 0.2 | 26.9 | 17.4 | 33.5 |
| 16 | 250 | 45 | 30 | 50 | 19.2 | 66.5 | 14.3 | 4.8 | 56.8 | 5.6 | 0.0 | 32.8 | 15.3 | 34.2 |
| 17 | 250 | 45 | 30 | 25 | 13.4 | 69.8 | 16.9 | 8.9 | 59.4 | 6.6 | 0.3 | 24.8 | 16.7 | 37.5 |
| 18 | 250 | 45 | 30 | 25 | 12.6 | 71.7 | 15.7 | 9.5 | 58.7 | 6.6 | 0.3 | 25.0 | 16.6 | 37.4 |
| 19 | 250 | 45 | 15 | 25 | 9.5 | 75.1 | 15.4 | 9.3 | 58.1 | 6.7 | 0.3 | 25.6 | 17.1 | 38.4 |
| 20 | 250 | 45 | 15 | 25 | 9.7 | 76.2 | 14.1 | 8.6 | 57.7 | 6.5 | 0.6 | 26.7 | 16.8 | 39.0 |
| 21 | 250 | 30 | 45 | 25 | 11.4 | 75.0 | 13.6 | 5.7 | 54.5 | 6.7 | 0.3 | 32.8 | 16.4 | 63.0 |
| 22 | 250 | 30 | 45 | 25 | 11.3 | 76.6 | 12.1 | 4.9 | 53.4 | 6.8 | 0.2 | 34.8 | 16.1 | 62.1 |
| 23 | 250 | 30 | 15 | 50 | 14.5 | 68.4 | 17.1 | 6.0 | 59.0 | 6.8 | 0.2 | 28.1 | 16.6 | 52.6 |
| 24 | 250 | 30 | 5 | 25 | 7.5 | 75.9 | 16.6 | 7.6 | 55.5 | 6.2 | 0.7 | 30.1 | 17.6 | 69.9 |
| 25 | 250 | 15 | 30 | 50 | 9.6 | 75.4 | 15.1 | 6.1 | 51.2 | 6.6 | 0.2 | 36.0 | 17.0 | 78.8 |
| 26 | 250 | 15 | 5 | 0 | 8.0 | 79.3 | 12.7 | 9.8 | 54.6 | 7.1 | 0.3 | 28.2 | 16.8 | 87.9 |
| 27 | 250 | 15 | 5 | 0 | 8.0 | 77.7 | 14.3 | 10.6 | 56.2 | 7.6 | 0.4 | 25.3 | 17.1 | 88.4 |
| 28 | 225 | 60 | 5 | 25 | 7.4 | 78.0 | 14.6 | 8.8 | 56.4 | 7.3 | 0.3 | 27.1 | 17.3 | 88.8 |
| 29 | 225 | 45 | 45 | 0 | 8.5 | 84.4 | 7.1 | 10.5 | 56.2 | 7.6 | 0.5 | 25.2 | 15.6 | 86.0 |
| 30 | 225 | 15 | 15 | 25 | 10.5 | 87.4 | 2.2 | 8.7 | 52.0 | 7.4 | 0.5 | 31.6 | 14.3 | 94.4 |
| 31 | 200 | 60 | 45 | 25 | 10.6 | 77.8 | 11.7 | 7.7 | 52.3 | 6.8 | 0.4 | 32.8 | 16.2 | 50.8 |
| 32 | 200 | 60 | 30 | 50 | 15.6 | 71.4 | 13.0 | 4.2 | 55.0 | 6.8 | 0.0 | 34.0 | 15.6 | 80.7 |
| 33 | 200 | 60 | 5 | 0 | 8.0 | 77.1 | 14.9 | 10.0 | 54.4 | 7.3 | 0.7 | 27.6 | 17.2 | 90.2 |
| 34 | 200 | 30 | 15 | 25 | 10.0 | 75.8 | 15.3 | 8.0 | 51.2 | 7.2 | 0.5 | 33.2 | 17.1 | 91.5 |
| 35 | 200 | 30 | 15 | 25 | 11.0 | 75.0 | 14.0 | 8.4 | 51.6 | 7.1 | 0.6 | 32.3 | 16.6 | 95.4 |
| 36 | 200 | 30 | 5 | 50 | 7.6 | 75.3 | 17.1 | 7.6 | 50.8 | 6.8 | 0.3 | 34.5 | 17.7 | 91.3 |
| 37 | 200 | 15 | 70 | 0 | 8.9 | 87.7 | 3.4 | 9.8 | 51.2 | 7.1 | 0.3 | 31.6 | 14.8 | 60.4 |
| 38 | 200 | 15 | 30 | 50 | 8.4 | 78.2 | 13.4 | 5.1 | 47.3 | 6.7 | 0.0 | 40.9 | 16.9 | 75.4 |
| 39 | 200 | 15 | 30 | 25 | 8.1 | 77.9 | 14.0 | 5.0 | 47.1 | 6.7 | 0.0 | 41.2 | 17.0 | 91.1 |
| Run | T (°C) | Time (min) | M (%) | Inc. (%) | pH | Conductivity mS cm−1 | TPC (mg L−1) | COD (g O2 L−1) | RS (mg L−1) |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 300 | 60 | 30 | 50 | 4.0 | 1.1 | 7940 | 39.6 | 14,500 |
| 2 | 300 | 60 | 15 | 25 | 6.8 | 19.9 | 5215 | 41.3 | 4500 |
| 3 | 300 | 60 | 15 | 25 | 8.0 | 19.9 | 5758 | 39.8 | 2500 |
| 4 | 300 | 45 | 45 | 0 | 9.0 | 34.6 | 3075 | 40.0 | 2750 |
| 5 | 300 | 45 | 5 | 100 | 4.2 | 3.8 | 40,547 | 766.0 | 54,000 |
| 6 | 300 | 45 | 5 | 50 | 5.0 | 37.6 | 9631 | 68.4 | 6000 |
| 7 | 300 | 45 | 5 | 0 | 9.0 | 24.1 | 7108 | 67.0 | 3750 |
| 8 | 300 | 30 | 30 | 50 | 4.0 | 19.6 | 6586 | 40.0 | 5750 |
| 9 | 300 | 15 | 45 | 25 | 6.0 | 10.0 | 1256 | 23.6 | 2500 |
| 10 | 300 | 15 | 45 | 0 | 6.5 | 19.2 | 1104 | 40.0 | 1250 |
| 11 | 300 | 15 | 5 | 50 | 5.5 | 29.0 | 6318 | 43.0 | 2500 |
| 12 | 275 | 60 | 70 | 0 | 8.5 | 16.7 | 861 | 24.6 | 750 |
| 13 | 275 | 45 | 30 | 25 | 6.8 | 11.2 | 7944 | 40.1 | n.d. |
| 14 | 250 | 60 | 15 | 0 | 7.3 | 40.0 | 3223 | 40.4 | 750 |
| 15 | 250 | 60 | 5 | 50 | 5.0 | 13.3 | 7141 | 42.1 | 3000 |
| 16 | 250 | 45 | 30 | 50 | 4.5 | 10.2 | 2191 | 38.5 | 1000 |
| 17 | 250 | 45 | 30 | 25 | 6.0 | 19.5 | 2133 | 41.3 | 2500 |
| 18 | 250 | 45 | 30 | 25 | 5.5 | 19.2 | 2059 | 39.6 | 2200 |
| 19 | 250 | 45 | 15 | 25 | 5.8 | 19.1 | 4763 | 40.1 | 4000 |
| 20 | 250 | 45 | 15 | 25 | 6.2 | 18.2 | 2543 | 39.8 | 3000 |
| 21 | 250 | 30 | 45 | 25 | 6.8 | 19.9 | 411 | 15.5 | n.d. |
| 22 | 250 | 30 | 45 | 25 | 6.2 | 8.6 | 340 | 14.3 | n.d. |
| 23 | 250 | 30 | 15 | 50 | 5.1 | 18.6 | 2414 | 39.8 | 3500 |
| 24 | 250 | 30 | 5 | 25 | 6.1 | 11.2 | 7682 | 38.5 | n.d. |
| 25 | 250 | 15 | 30 | 50 | 6.9 | 4.0 | 263 | 24.7 | n.d. |
| 26 | 250 | 15 | 5 | 0 | 6.0 | 18.0 | 6887 | 40.5 | 2000 |
| 27 | 250 | 15 | 5 | 0 | 6.0 | 18.5 | 6783 | 40.4 | 1980 |
| 28 | 225 | 60 | 5 | 25 | 6.2 | 17.0 | 5653 | 39.6 | 1000 |
| 29 | 225 | 45 | 45 | 0 | 6.1 | 9.8 | 549 | 28.8 | n.d. |
| 30 | 225 | 15 | 15 | 25 | 6.5 | 8.5 | 225 | 21.8 | 500 |
| 31 | 200 | 60 | 45 | 25 | 9.0 | 5.5 | 73 | 6.7 | 2500 |
| 32 | 200 | 60 | 30 | 50 | 8.3 | 6.2 | 182 | 13.8 | 500 |
| 33 | 200 | 60 | 5 | 0 | 7.1 | 5.5 | 1474 | 37.9 | n.d. |
| 34 | 200 | 30 | 15 | 25 | 6.9 | 4.2 | 248 | 22.3 | n.d. |
| 35 | 200 | 30 | 15 | 25 | 7.5 | 8.2 | 187 | 18.5 | n.d. |
| 36 | 200 | 30 | 5 | 50 | 7.1 | 2.2 | 506 | 39.5 | n.d. |
| 37 | 200 | 15 | 70 | 0 | 6.2 | 1.1 | 22 | 0.8 | n.d. |
| 38 | 200 | 15 | 30 | 50 | 7.1 | 2.2 | 780 | 5.1 | 1000 |
| 39 | 200 | 15 | 30 | 25 | 7.0 | 2.1 | 35 | 5.1 | 1100 |
| Run | T (°C) | Time (min) | Moisture (%) | Incorporation (%) | Biochar (%) | Condensate | Gas (%) | |
|---|---|---|---|---|---|---|---|---|
| Aqueous Phase (%) | Bio-Oil (%) | |||||||
| 1 | 300 | 60 | 30 | 50 | 36.5 | 46.0 | 6.0 | 11.5 |
| 2 | 300 | 60 | 15 | 25 | 46.0 | 33.5 | 11.5 | 9.0 |
| 3 | 300 | 60 | 15 | 25 | 46.0 | 34.0 | 10.0 | 10.0 |
| 4 | 300 | 45 | 45 | 0 | 31.0 | 47.0 | 8.0 | 14.0 |
| 5 | 300 | 45 | 5 | 100 | 52.5 | 0.7 | 35.8 | 11.0 |
| 6 | 300 | 45 | 5 | 50 | 55.0 | 23.5 | 13.0 | 8.5 |
| 7 | 300 | 45 | 5 | 0 | 58.0 | 16.0 | 19.0 | 7.0 |
| 8 | 300 | 30 | 30 | 50 | 51.0 | 39.0 | 5.0 | 5.0 |
| 9 | 300 | 15 | 45 | 25 | 42.0 | 51.5 | 2.0 | 4.5 |
| 10 | 300 | 15 | 45 | 0 | 41.5 | 44.0 | 10.0 | 4.5 |
| 11 | 300 | 15 | 5 | 50 | 70.0 | 10.0 | 2.5 | 17.5 |
| 12 | 275 | 60 | 70 | 0 | 23.0 | 57.5 | 1.0 | 18.5 |
| 13 | 275 | 45 | 30 | 25 | 40.5 | 45.5 | 8.0 | 6.0 |
| 14 | 250 | 60 | 15 | 0 | 59.5 | 29.5 | 10.0 | 1.0 |
| 15 | 250 | 60 | 5 | 50 | 76.5 | 13.5 | 3.0 | 7.0 |
| 16 | 250 | 45 | 30 | 50 | 53.5 | 30.0 | 1.5 | 15.0 |
| 17 | 250 | 45 | 30 | 25 | 52.0 | 39.2 | 4.8 | 4.0 |
| 18 | 250 | 45 | 30 | 25 | 51.0 | 38.1 | 4.9 | 6.0 |
| 19 | 250 | 45 | 15 | 25 | 66.5 | 18.0 | 2.0 | 13.5 |
| 20 | 250 | 45 | 15 | 25 | 66.5 | 18.0 | 2.5 | 13.0 |
| 21 | 250 | 30 | 45 | 25 | 45.0 | 50.0 | 2.5 | 2.5 |
| 22 | 250 | 30 | 45 | 25 | 46.0 | 49.0 | 3.0 | 2.0 |
| 23 | 250 | 30 | 15 | 50 | 73.5 | 20.0 | 0.5 | 6.0 |
| 24 | 250 | 30 | 5 | 25 | 80.5 | 14.9 | 1.1 | 3.5 |
| 25 | 250 | 15 | 30 | 50 | 70.0 | 18.0 | 0.0 | 12.0 |
| 26 | 250 | 15 | 5 | 0 | 85.5 | 5.0 | 0.0 | 9.5 |
| 27 | 250 | 15 | 5 | 0 | 86.0 | 6.0 | 0.0 | 8.0 |
| 28 | 225 | 60 | 5 | 25 | 85.0 | 9.5 | 2.0 | 3.5 |
| 29 | 225 | 45 | 45 | 0 | 47.5 | 33.5 | 0.0 | 19.0 |
| 30 | 225 | 15 | 15 | 25 | 78.5 | 20.5 | 0.0 | 1.0 |
| 31 | 200 | 60 | 45 | 25 | 47.0 | 28.5 | 0.0 | 24.5 |
| 32 | 200 | 60 | 30 | 50 | 70.5 | 24.0 | 0.0 | 5.5 |
| 33 | 200 | 60 | 5 | 0 | 90.0 | 9.0 | 0.0 | 1.0 |
| 34 | 200 | 30 | 15 | 25 | 79.5 | 15.5 | 0.0 | 5.0 |
| 35 | 200 | 30 | 15 | 25 | 78.0 | 14.5 | 0.0 | 7.5 |
| 36 | 200 | 30 | 5 | 50 | 90.5 | 4.5 | 0.0 | 5.0 |
| 37 | 200 | 15 | 70 | 0 | 61.0 | 32.0 | 0.0 | 7.0 |
| 38 | 200 | 15 | 30 | 50 | 69.5 | 25.0 | 0.0 | 5.5 |
| 39 | 200 | 15 | 30 | 25 | 69.5 | 25.0 | 0.0 | 5.5 |
| Run | Process Conditions | Energy Yield (%) | Energy Requirements | PEE | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| T (°C) | Time (min) | M (%) | Inc. (%) | Q1 | Q2 | Q3 | Q4 | Q5 | Qinput | (%) | ||
| (MJ) | (MJ) | (MJ) | (MJ) | (MJ) | (MJ) | |||||||
| 1 | 300 | 60 | 30 | 50 | 40.8 | 0.31 | 0.10 | 0.75 | 0.80 | 0.89 | 2.85 | 40.4 |
| 2 | 300 | 60 | 15 | 25 | 53.0 | 0.38 | 0.06 | 0.41 | 0.55 | 0.63 | 2.02 | 52.6 |
| 3 | 300 | 60 | 15 | 25 | 52.9 | 0.38 | 0.06 | 0.41 | 0.55 | 0.63 | 2.02 | 52.6 |
| 4 | 300 | 45 | 45 | 0 | 36.0 | 0.24 | 0.15 | 1.08 | 0.90 | 1.01 | 3.37 | 35.6 |
| 5 | 300 | 45 | 5 | 100 | 59.4 | 0.47 | 0.00 | 0.00 | 0.65 | 0.47 | 1.59 | 59.1 |
| 6 | 300 | 45 | 5 | 50 | 59.7 | 0.45 | 0.01 | 0.06 | 0.65 | 0.50 | 1.66 | 59.4 |
| 7 | 300 | 45 | 5 | 0 | 69.2 | 0.43 | 0.02 | 0.11 | 0.65 | 0.52 | 1.73 | 68.8 |
| 8 | 300 | 30 | 30 | 50 | 56.6 | 0.35 | 0.07 | 0.54 | 1.00 | 0.79 | 2.75 | 56.1 |
| 9 | 300 | 15 | 45 | 25 | 43.8 | 0.23 | 0.16 | 1.14 | 1.20 | 0.95 | 3.68 | 43.3 |
| 10 | 300 | 15 | 45 | 0 | 45.0 | 0.24 | 0.15 | 1.08 | 1.20 | 0.93 | 3.60 | 44.5 |
| 11 | 300 | 15 | 5 | 50 | 74.9 | 0.45 | 0.01 | 0.06 | 0.85 | 0.48 | 1.84 | 74.5 |
| 12 | 275 | 60 | 70 | 0 | 26.3 | 0.14 | 0.21 | 1.51 | 0.80 | 1.13 | 3.78 | 26.0 |
| 13 | 275 | 45 | 30 | 25 | 46.1 | 0.27 | 0.11 | 0.78 | 0.90 | 0.83 | 2.89 | 45.7 |
| 14 | 250 | 60 | 15 | 0 | 65.6 | 0.28 | 0.07 | 0.54 | 0.60 | 0.60 | 2.10 | 65.2 |
| 15 | 250 | 60 | 5 | 50 | 77.2 | 0.37 | 0.01 | 0.06 | 0.60 | 0.41 | 1.45 | 76.9 |
| 16 | 250 | 45 | 30 | 50 | 47.4 | 0.25 | 0.10 | 0.75 | 1.10 | 0.83 | 3.04 | 47.0 |
| 17 | 250 | 45 | 30 | 25 | 53.1 | 0.25 | 0.11 | 0.78 | 1.10 | 0.84 | 3.08 | 52.6 |
| 18 | 250 | 45 | 30 | 25 | 51.8 | 0.25 | 0.11 | 0.78 | 1.10 | 0.84 | 3.08 | 51.3 |
| 19 | 250 | 45 | 15 | 25 | 68.3 | 0.31 | 0.06 | 0.41 | 0.70 | 0.55 | 2.02 | 67.8 |
| 20 | 250 | 45 | 15 | 25 | 67.6 | 0.31 | 0.06 | 0.41 | 0.70 | 0.55 | 2.02 | 67.2 |
| 21 | 250 | 30 | 45 | 25 | 45.0 | 0.19 | 0.16 | 1.14 | 1.20 | 0.94 | 3.62 | 44.6 |
| 22 | 250 | 30 | 45 | 25 | 45.3 | 0.19 | 0.16 | 1.14 | 1.20 | 0.94 | 3.62 | 44.8 |
| 23 | 250 | 30 | 15 | 50 | 70.8 | 0.33 | 0.04 | 0.27 | 0.80 | 0.50 | 1.95 | 70.4 |
| 24 | 250 | 30 | 5 | 25 | 86.6 | 0.36 | 0.01 | 0.08 | 0.80 | 0.44 | 1.70 | 86.2 |
| 25 | 250 | 15 | 30 | 50 | 69.0 | 0.29 | 0.07 | 0.54 | 1.35 | 0.68 | 2.93 | 68.4 |
| 26 | 250 | 15 | 5 | 0 | 92.4 | 0.36 | 0.02 | 0.11 | 0.90 | 0.42 | 1.80 | 91.9 |
| 27 | 250 | 15 | 5 | 0 | 94.6 | 0.36 | 0.02 | 0.11 | 0.90 | 0.42 | 1.80 | 94.0 |
| 28 | 225 | 60 | 5 | 25 | 89.5 | 0.32 | 0.01 | 0.08 | 0.65 | 0.40 | 1.47 | 89.1 |
| 29 | 225 | 45 | 45 | 0 | 47.6 | 0.17 | 0.15 | 1.08 | 1.30 | 0.95 | 3.65 | 47.1 |
| 30 | 225 | 15 | 15 | 25 | 68.5 | 0.27 | 0.06 | 0.41 | 0.95 | 0.46 | 2.15 | 68.0 |
| 31 | 200 | 60 | 45 | 25 | 46.3 | 0.15 | 0.16 | 1.14 | 1.20 | 0.92 | 3.56 | 45.8 |
| 32 | 200 | 60 | 30 | 50 | 63.8 | 0.22 | 0.07 | 0.54 | 1.20 | 0.71 | 2.75 | 63.3 |
| 33 | 200 | 60 | 5 | 0 | 99.8 | 0.28 | 0.02 | 0.11 | 0.70 | 0.39 | 1.49 | 99.3 |
| 34 | 200 | 30 | 15 | 25 | 83.1 | 0.24 | 0.06 | 0.41 | 0.90 | 0.48 | 2.08 | 82.5 |
| 35 | 200 | 30 | 15 | 25 | 78.8 | 0.24 | 0.06 | 0.41 | 0.90 | 0.48 | 2.08 | 78.3 |
| 36 | 200 | 30 | 5 | 50 | 93.1 | 0.29 | 0.01 | 0.06 | 0.90 | 0.38 | 1.63 | 92.7 |
| 37 | 200 | 15 | 70 | 0 | 58.1 | 0.10 | 0.21 | 1.51 | 1.50 | 0.83 | 4.14 | 57.3 |
| 38 | 200 | 15 | 30 | 50 | 68.0 | 0.20 | 0.10 | 0.75 | 1.50 | 0.64 | 3.19 | 67.4 |
| 39 | 200 | 15 | 30 | 25 | 73.8 | 0.19 | 0.11 | 0.78 | 1.50 | 0.65 | 3.23 | 73.1 |
| Parameter | Equation ** | F-Value | R2 | Adjusted R² | Predicted R² | Adequate Precision |
|---|---|---|---|---|---|---|
| HHV | 31.76 − 0.12 T − 0.11 t − 0.12 M + 0.06 I + 4.20 × 10−4 (T × t) + 3.34 × 10−4 (T × M) − 2.83 × 10−4 (T × I) + 5.28 × 10−4 (t × M) + 2.77 × 10−4 (T²) | 31.42 | 0.916 | 0.887 | 0.794 | 29.224 |
| Mass yield | 47.22 + 0.91 T − 0.73 t − 2.07 M − 0.52 I + 6.03 × 10−3 (T × M) − 3.42 × 10−3 (T × I) − 9.73 × 10−3 (t × M) + 5.74 × 10−3 (t × I) − 2.06 × 10−3 (T²) + 3.31 × 10−3 (t²) + 8.25 × 10−3 (I²) | 778.33 | 0.998 | 0.997 | 0.992 | 95.136 |
| Energy yield | 79.50 + 0.53 T − 1.91 t − 3.15 M + 0.74 I + 1.79 × 10−3 (T × t) + 5.78 × 10−3 (T × M) - 2.66 × 10−3 (T × I) + 3.83 × 10−3 (t × I) − 1.50 × 10−3 (T²) + 0.01 (t²) + 0.02 (M²) − 9.26 × 10−3 (I²) | 135.92 | 0.988 | 0.981 | 0.955 | 39.672 |
| PEE | 80.40+ 0.51 T − 1.49 t − 2.58 M + 0.29 I + 4.28 × 10−3 (T × M) − 1.50 × 10−3 (T × I) + 5.59 × 10−3 (t × I) − 1.40 × 10−3 (T²) + 0.01 (t²) + 0.01 (M²) | 180.82 | 0.988 | 0.983 | 0.963 | 45.512 |
| Cv-Aquac. | Cv-Leachate | Cv-Aquac. + Lc | Cv-Leach. + Lc | Lc | |||
|---|---|---|---|---|---|---|---|
| Mass Yield (%) | Biochar | 73.7 ±0.5 | 84.2 ± 1.5 | 74.0 ± 1.1 | 78.6 ± 1.7 | 73.0 ± 1.4 | |
| Condensates | 19.4 ± 2.0 | 11.5 ± 1.7 | 18.9 ± 1.2 | 16.2 ± 1.6 | 21.0 ± 0.8 | ||
| Gases | 6.9 ± 1.4 | 4.4 ± 0.2 | 7.2 ± 0.1 | 5.2 ± 0.1 | 6.0 ± 0.6 | ||
| Biochar Characterization | Ash content (wt.%, db) | 33.5 ± 0.8 | 65.5 ± 0.3 | 17.3 ± 0.8 | 34.6 ± 0.4 | 3.8 ± 0.3 | |
| Volatile matter (wt.%, db) | 56.8 ± 1.1 | 31.0 ± 0.5 | 66.1 ± 0.6 | 56.1 ± 0.6 | 81.2 ± 1.1 | ||
| Fixed carbon (wt.%, db) | 9.6 ± 1.4 | 3.6 ± 0.1 | 16.6 ± 0.3 | 9.3 ± 0.4 | 15.1 ± 0.9 | ||
| HHV (MJ Kg−1) (db) | 12.0 | 5.6 | 16.0 | 11.8 | 18.0 | ||
| O/C ratio (daf) | 0.31 ± 0.0 | 0.44 ± 0.0 | 0.44 ± 0.0 | 0.54 ± 0.0 | 0.57 ± 0.0 | ||
| H/C ratio (daf) | 1.28 ± 0.0 | 1.65 ± 0.0 | 1.34 ± 0.0 | 1.37 ± 0.0 | 1.27 ± 0.0 | ||
| Adsorption capacity (%) | 3 s | 35.7 ± 0.7 | 45.7 ± 0.9 | 32.8 ± 1.2 | 30.5 ± 1.8 | 16.4 ± 1.7 | |
| 48 h | 56.5 ± 0.5 | 58.1 ± 2.1 | 52.3 ± 1.9 | 46.5 ± 1.5 | 36.8 ± 0.8 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Viegas, C.; Nobre, C.; Correia, R.; Gouveia, L.; Gonçalves, M. Optimization of Biochar Production by Co-Torrefaction of Microalgae and Lignocellulosic Biomass Using Response Surface Methodology. Energies 2021, 14, 7330. https://doi.org/10.3390/en14217330
Viegas C, Nobre C, Correia R, Gouveia L, Gonçalves M. Optimization of Biochar Production by Co-Torrefaction of Microalgae and Lignocellulosic Biomass Using Response Surface Methodology. Energies. 2021; 14(21):7330. https://doi.org/10.3390/en14217330
Chicago/Turabian StyleViegas, Catarina, Catarina Nobre, Ricardo Correia, Luísa Gouveia, and Margarida Gonçalves. 2021. "Optimization of Biochar Production by Co-Torrefaction of Microalgae and Lignocellulosic Biomass Using Response Surface Methodology" Energies 14, no. 21: 7330. https://doi.org/10.3390/en14217330
APA StyleViegas, C., Nobre, C., Correia, R., Gouveia, L., & Gonçalves, M. (2021). Optimization of Biochar Production by Co-Torrefaction of Microalgae and Lignocellulosic Biomass Using Response Surface Methodology. Energies, 14(21), 7330. https://doi.org/10.3390/en14217330