1. Introduction
Today, permanent magnet synchronous motors (PMSMs) are gaining more popularity in industrial applications. They are also willingly used in the drive systems of electric and hybrid vehicles. This is due to their numerous advantages, such as high efficiency, possibility of high torque overload, and high power-to-weight ratio. They work well in applications that require both high precision and high dynamics [
1,
2]. Reliability is an equally important requirement for a modern drive system. Very good operating parameters do not make the PMSM failure-free. The factors causing different damages may include: too high of a current flow, high operating temperature, inadequate lubrication, or corrosion [
2]. The introduction of diagnostics of the drive system enables the detection of damage to motor components already in the initial stage of their development. Usually, the failure of one of the components leads to subsequent failures. Monitoring allows you to plan the replacement of the damaged part and prevent failure of subsequent components. Appropriate diagnostics guarantees safety and extends the service life of the machine [
3]. The rolling bearings discussed in this article are the most damaged components of the AC (alternating current) motors of medium power. They account for about 40% of all failures in electrical machines, while stator, rotor, and other failures account 36%, 9%, and 14%, respectively [
4]. Rolling bearings are responsible for maintaining a constant air gap between the rotor and the stator. Therefore, their failure gradually leads to the failure of the entire machine [
3,
4].
There are many methods for diagnosing AC motor bearings. When detecting this type of damage, vibrations are most often used as a diagnostic signal [
5]. Other popular carriers of failure symptoms are current [
6], speed [
7], noise [
8], and temperature [
9]. The Fast Fourier Transform (FFT) was used in [
3] as one of the methods that can be used for the pre-processing of the stator current for diagnostic purposes. The method requires that the processed signal is stationary, which is difficult to achieve in a variable speed drive system. Therefore, in References [
3] and [
10], for transient states (under load torque change), the increasingly popular wavelet decomposition was used. In Reference [
11], the less frequently used Variational Mode Decomposition (VMD) method is presented, which allows for the separation of the vibration signal components important in the diagnostics process from those disturbing this process. The Hilbert transform (HT) was used to increase the stability of the detection with VMD method.
More often, authors compare the possibility of detecting rolling bearing damages using several diagnostic signals. For example, in Reference [
12], three diagnostic signals were tested: stator current, rotor speed, and mechanical vibrations. The symptoms were extracted using FFT and the kurtosis spectrum analysis, which improves the signal-to-noise ratio. The tests included the influence of different values of rotational speed and the change of the load torque. Another approach consists in the comparative analysis of several methods of processing one diagnostic signal. In Reference [
13], the authors analysed the vibration acceleration signal to detect the damage to rolling bearings in Brushless Direct Current Motor (BLDCM) drive. In the presented research, the possibility of detecting a damaged bearing was assessed using four methods of signal processing: classical FFT of the signal, Fourier transform from the absolute value of the signal, Fourier transform from the envelope signal calculated using the Hilbert transform, and Fourier transform from the signal filtered by the Teager–Kaiser energy operator. The results were presented for three different cases of rolling bearing failures and compared with an undamaged bearing. Authors showed that the use of an additional signal processing method, based on the Hilbert transform, TKEO (Teager–Kaiser energy operator) filter or the absolute value transform, allows to better monitor bearing condition. The relative amplitude of the observed characteristic frequencies increased several dozen or several hundred times, and in the case of TKEO, even several thousand times, which simplified the fault recognition.
As the mechanical structure of AC motors (IMs, PMSMs, BLDCMs) are different, the structure resonances are also different. Thus, the amplitudes of the same fault can vary from machine to machine and we will get different amplitude values at different harmonic numbers describing the specific bearing. However, the methodology of fault diagnosis will be the same for rolling bearings of different machines [
2,
5,
13,
14]. The main task of the diagnostic system designer is to select those harmonics, which are most sensitive to selected fault types for a given drive system.
The use of any of the above-mentioned signal processing methods to the mechanical and/or electrical signals carrying symptoms of bearing failures requires the analysis and evaluation of the obtained results. The expert knowledge is required to use these symptoms in diagnostic process, to interpretation of the results, to setting the suitable thresholds and to carry out regular monitoring of these analyses. This type of approach introduces a human factor that reduces the fault tolerance of the entire system. Therefore, methods are being sought to eliminate this human factor and automate the detection process. At present, this task is more often performed by neural networks (NNs), which can act as detectors and/or classifiers of damages, minimizing human participation in the diagnostic process [
1,
5,
14,
15,
16,
17,
18,
19,
20,
21,
22,
23].
Recently, in the research on the detection of damage to rolling bearings in AC motor drives, frequently, deep neural networks (DNNs) are proposed, which are gaining more popularity due to the development of deep learning methods [
1,
15,
16]. In Reference [
1], the diagnostics of rolling bearings of the PMSM drive using a convolutional neural network (CNN) was presented, based on the measurement of stator current and vibration signals. Simultaneous analysis of stator current frequency spectrum and raw vibration signal allowed obtaining detection efficiency at the level of 96%. Diagnostics based on one measured signal only led to the efficiency on a two-fold lower level. In Reference [
15], the deep autoencoder based unsupervised learning method was used to classify three states of the PMSM motor: undamaged, bearing outer-race fault, and 10% inter-turn short circuit fault. The Continuous Wavelet Transformation (CWT) was used for the initial signal processing of the stator current and mechanical vibration signals. The authors obtained the classification accuracy with the simultaneous use of both signals at the level of approximately 91% for signals without noise and approximately 88% for signals with noise. The classifier based only on the current signal achieved a detection accuracy of approximately 99% (signal without noise) and approximately 75% for a signal with noise, while based on mechanical vibrations, approximately 69% and approximately 66%, respectively. Authors of [
16] present a classifier of three states of the PMSM motor: undamaged, bearing outer-race fault, and 10% inter-turn short circuit fault. In this case, the motor operated under conditions of variable speed and variable load torque. The stator current and mechanical vibrations were analysed, and the classification was carried out by a Support Vector Machine with the Gaussian radial basis function (RBF) as the kernel in the Support Vector Machine (SVM). The obtained accuracy of this SVM classifier was approximately 93%.
The growing interest of scientists in deep neural networks has resulted in a much smaller number of articles using classic shallow neural networks (NNs) in the PMSM drive diagnostics. However, classic NNs have several important advantages that should be taken into account, such as simpler architecture, shorter learning time and therefore lower computational complexity, including lower requirements on the power of processors during practical implementation.
It needs to be highlighted that a properly parameterized classic NN allows for a very high level of efficiency in electric machine diagnostics. An example of such a network is the multilayer perceptron (MLP) used in Reference [
17], where authors present the use of networks with one hidden layer, learned with the delta rule algorithm to detect eccentricity and damage to rolling bearings in the PMSM. Stator current was used as a diagnostic signal. The effectiveness was tested for variable speed and load torque values. The problem was treated in a binary way, thus the network response showed only failure (1) or healthy (0) operating conditions. The best results, 100% efficiency, was obtained for the highest load and speed values.
Self-organizing maps (SOMs), also known as Kohonen Neural Network (KNN), were also used as damage classifiers of rolling bearings. The bearing fault diagnosis using SOM was presented, e.g., in Reference [
5]. In this work, the diagnostics was based on vibration measurement. FFT and wavelet transform were used for the initial signal processing. The task of the NN was the fault level classification. The research was conducted for five different loading conditions, five different shaft speeds and eight bearing failures. The proposed SOM made it possible to detect a damaged bearing with a low topological error of about ± 0.04, but a moderate quantisation error of ± 0.5.
An example of a very extensive classical NN can be found in Reference [
22]. The authors developed three-layer MLPs with 10, 15, 20, 25, 30, and 35 neurons in the hidden layer, respectively. In addition to the two amplitudes of characteristic frequencies of the damage, the amplitude of the rotational frequency, the Kurtosis factor of the vibration waveform, and the maximum and average values of the vibration signals are applied for the inputs of these NNs. The neural network had three outputs, each one serving as an indicator for one of the three faults: bearing looseness, defects on the inner raceway, and defects on the rolling element. At the output information about the technical condition of the tested bearing element was obtained (damaged or not). The Levenberg–Marquardt algorithm was used for training supported by cross-validation method to improve generalization and to avoid overtraining. Despite relatively larger number of neurons in the hidden layer, the presented detectors were characterized by an average efficiency of approximately 86–96%. Another example of using classic NNs consists in expanding the number of network inputs [
23]. The authors used measurement data from the Bearing Data Center of Case Western Reserve University to train a Self-Organizing Map (SOM) to classify damages to rolling bearings. Differences of 70 features, such as statistical features, frequency domain features, autoregressive model coefficients, wavelet packet decomposition analysis, and empirical mode decomposition entropy energy were used as SOM inputs. Two techniques were used to select the optimal features (extended relief and min redundancy max relevance (mRMR) algorithms), which allowed to obtain as much as 100% effectiveness for 33 features. However, a practical realisation of such extended fault detectors or classifiers is rather difficult, especially when you want to use simple processors, e.g., ARM type and applied such solutions in industry.
Although, as can be seen from the above literature overview, there are examples of the use of selected classic NN structures for the diagnostics of rolling bearings in variable speed PMSM drives, there is a lack of comparison of the effectiveness of various neural structures in the detection and/or classification of bearing failures carried out for a wide range of operating conditions of such a drive.
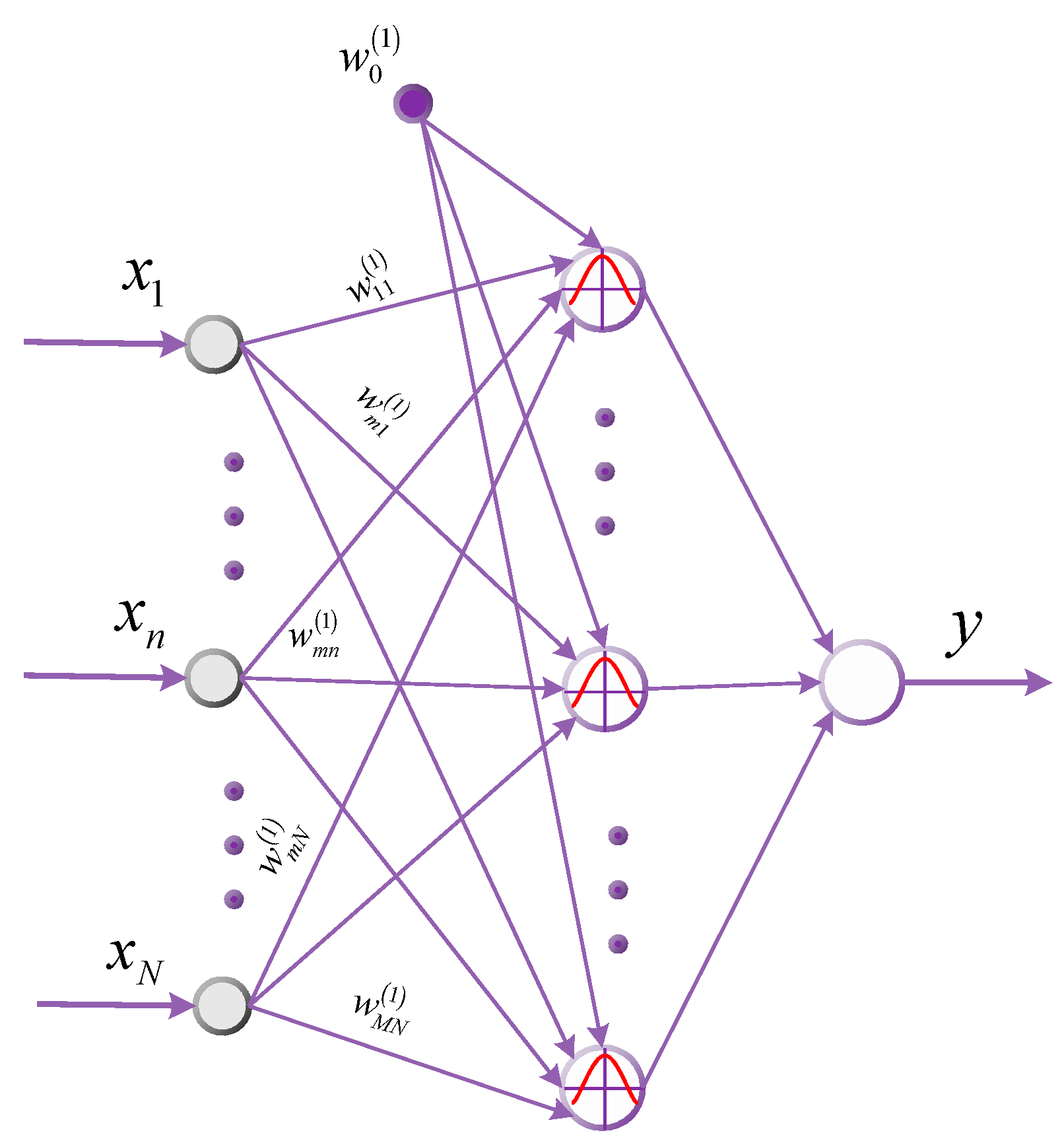
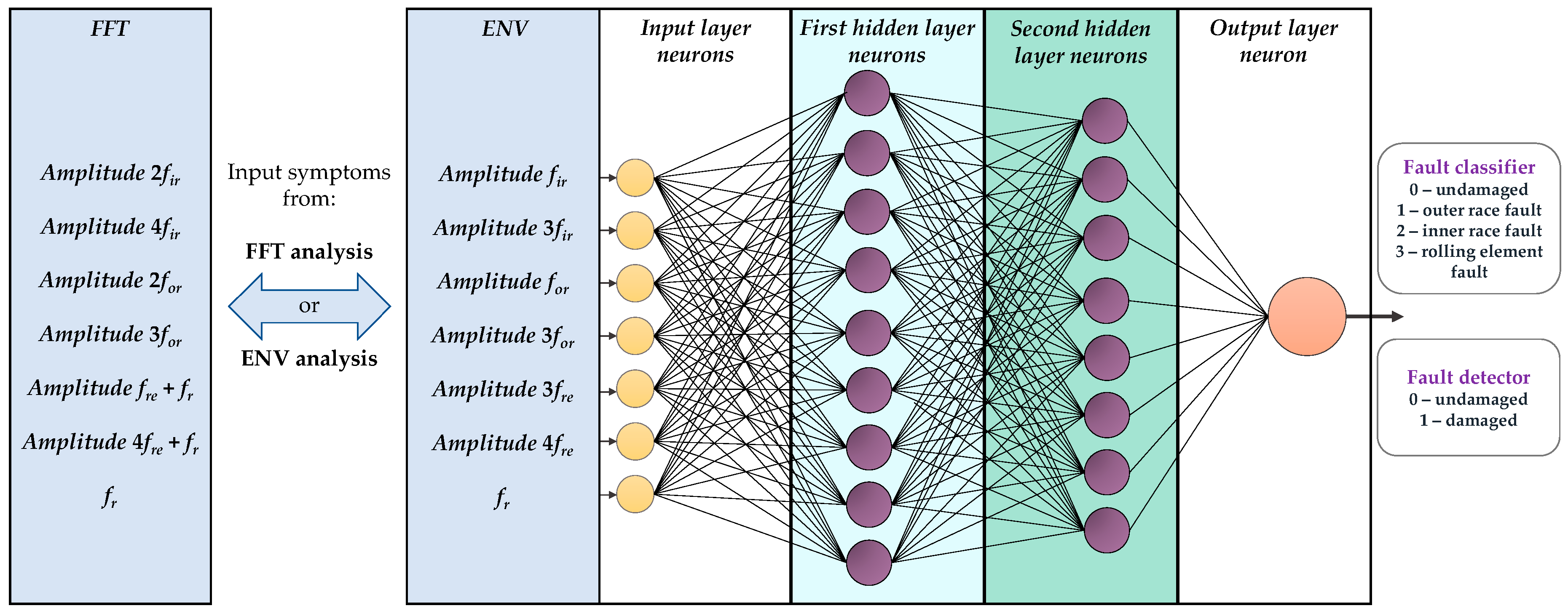
Hence, the aim of this study is a comparative analysis of the effectiveness of three selected types of NNs for the detection of damage to rolling bearings in PMSM drive. Two methods of vibration signal processing were used to obtain diagnostic symptoms: fast Fourier transform (FFT) and Hilbert transform (HT) to obtain the envelope signal, which was next subjected to FFT analysis. The preliminary analysis allowed distinguishing several diagnostic symptoms characteristics for the failure of rolling bearings. The article presents and compares the possibility of using MLPs, RBF networks, and Kohonen maps for detection and classification of bearing damages. Two variants of the NN detector operations were analysed: the first one determined whether there was damage or not (fault detector), the second one identified the type of damaged structural element of the bearing (fault classifier). In addition, in this article, the impact of NN topology, activation function, learning method and learning rate on the detection/classification efficiency was analysed. It was assumed that developed neural detector and classifiers should achieve accuracy at the level of 95–100%, but not less than 90%. The article presents selected results of the operation of the developed and tested neural detectors of rolling bearings based on vibration acceleration signals acquired in the laboratory set-up with PMSM drive.
The first part of the article contains a review of the literature on the diagnosis of rolling bearings, with particular emphasis on PMSM drives, and the motivation of the research presented. In the following two sections, the characteristics of the damage to rolling bearings and the methods used for the initial signal analysis are discussed. In the fourth section, the applied NN structures are shortly characterized. In the fifth section, the experimental test results of the shallow NN-based rolling bearing fault detectors and classifiers are presented. These tests were carried out with the use of FFT and HT as pre-processing methods applied for selecting the most significant symptoms of the vibration acceleration signals for analysed NN structures with different architectures and parameters. The article ends with a short conclusion and summary of the results obtained.
2. Brief Characteristic of Bearing Failure Symptoms
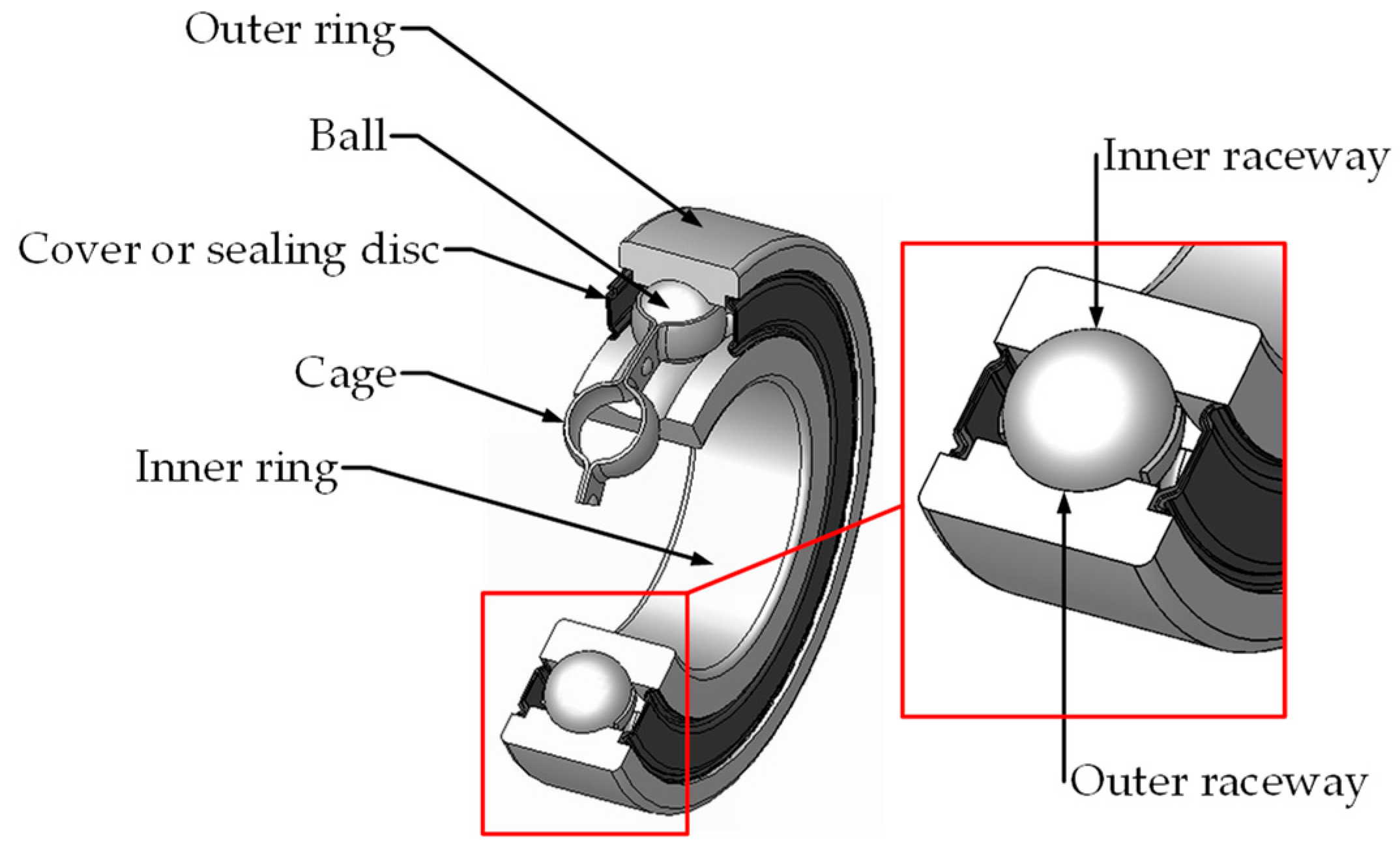
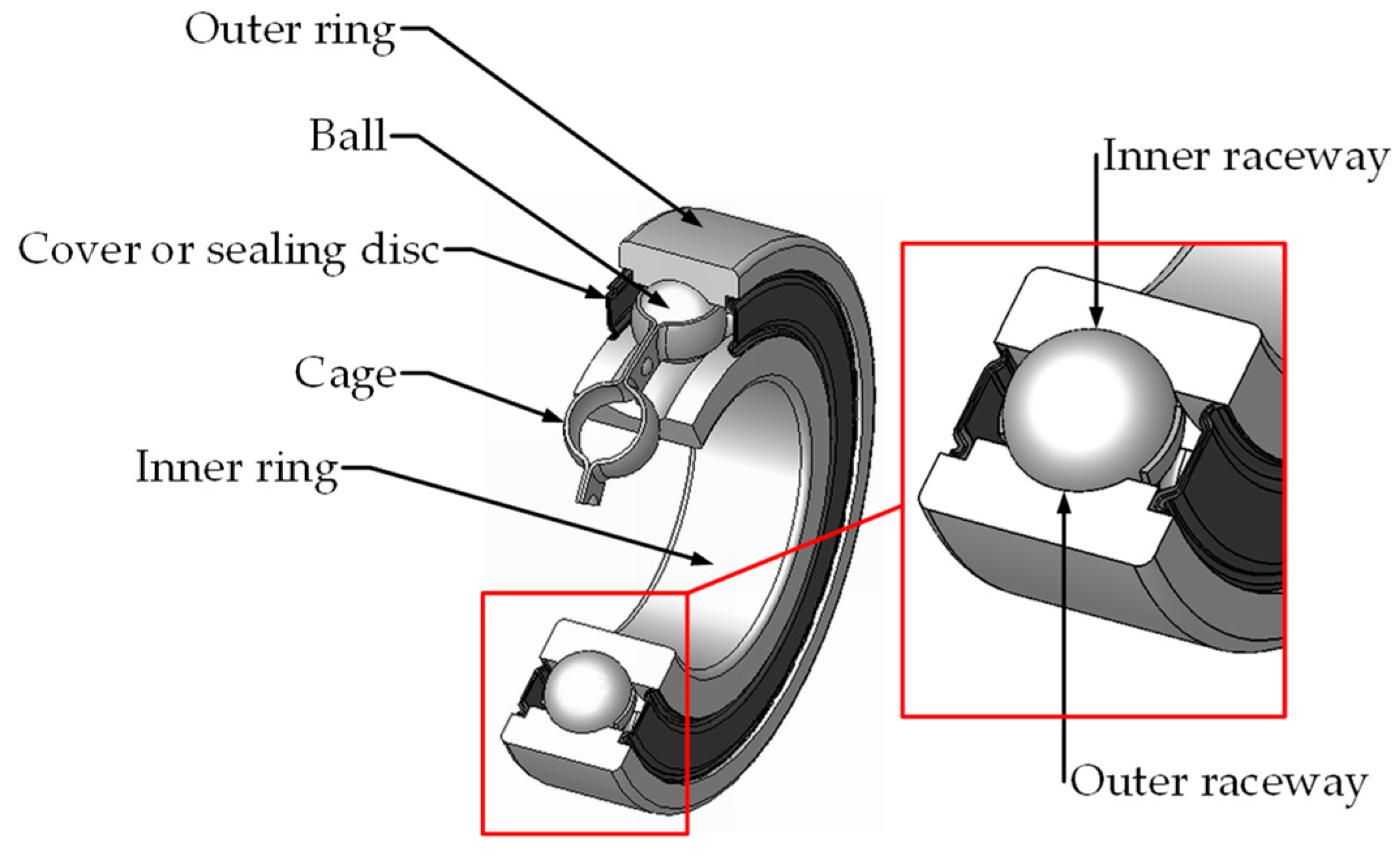
Rolling bearings are elements of a drive enabling rotation of the rotor with minimal mechanical losses. The bearings allow minimizing the resistance to movement of the shaft and keep it in the right position. Therefore, bearings are the elements most intensively subject to the wear process [
3,
4]. In general, rolling bearings consist of a cage in which the rolling elements are placed and properly separated. The cage is located between the inner ring, which is placed on the machine shaft, and the outer ring [
21]. The rolling bearing structure is shown in
Figure 1.
Due to their nature, damage to rolling bearings can be divided into two types [
24,
25]:
Point damages (cavities, splinters of small fragments);
Diffuse damages (surface deformation, corrosion damage, unevenness).
Both types of damages lead to different symptoms. Point damages cause vibrations in the low frequency range. Diffuse damages are detected by observing the vibration spectrum over a wide range. Due to their nature, they are difficult to describe in terms of specific frequencies. The occurrence of damage and its further deepening causes a change in the geometry of the rolling elements, an increase in vibration and noise level of the motor during operation, and, along with their deterioration, may lead to the eccentricity of the rotor in relation to the stator and damage to the mechanical connection with the working machine. Like any element of the electric drive, the bearings have a long service life and their natural damage results from the nature and time of operation. Premature failures can occur for many reasons. Most often, they result from improper assembly, often they are also caused by improper selection of the bearing to the drive requirements and its improper operation [
26,
27,
28,
29]. Depending on which element of the bearing is spot damaged, different damage symptoms appear in the spectrum of the mechanical vibration signal [
13,
21,
24,
25].
The symptoms defining the bearing condition are obtained by determining the amplitudes of the characteristic frequencies occurring in the vibration spectrum. A significant increase in these amplitudes indicates a point damage to a given element. To calculate the characteristic frequencies, it is necessary to find the rotational frequency
fr of the motor shaft:
where:
n—motor velocity (rpm).
Then the frequencies characteristic harmonics for failures of individual bearing elements can be determined on the basis of the formulas below [
21,
22,
24]:
where:
Nb—number of rolling elements (balls),
Db—rolling element diameter,
Dc—bearing pitch diameter,
β—bearing working angle (0
o for rolling bearing),
fbc,
for,
fir,
fre—frequencies specific for a given failure: bearing cage, outer race, inner race, and rolling element.
It is clearly seen that frequencies of the characteristic harmonics depend only on the shaft frequency (which, in the PMSM motor, is independent on the load torque, contrary to IM) and rolling bearing geometry.
5. Description of the Laboratory Set-Up
In order to obtain training and testing data for the developed NN detectors, the vibration acceleration signal of the tested PMSM (Lenze MCS14H15), with a rated power of 2.5 kW (
UN = 325 V,
IN = 6.6 A,
TN = 21 Nm,
fs = 100 Hz,
nN = 1500 rpm,
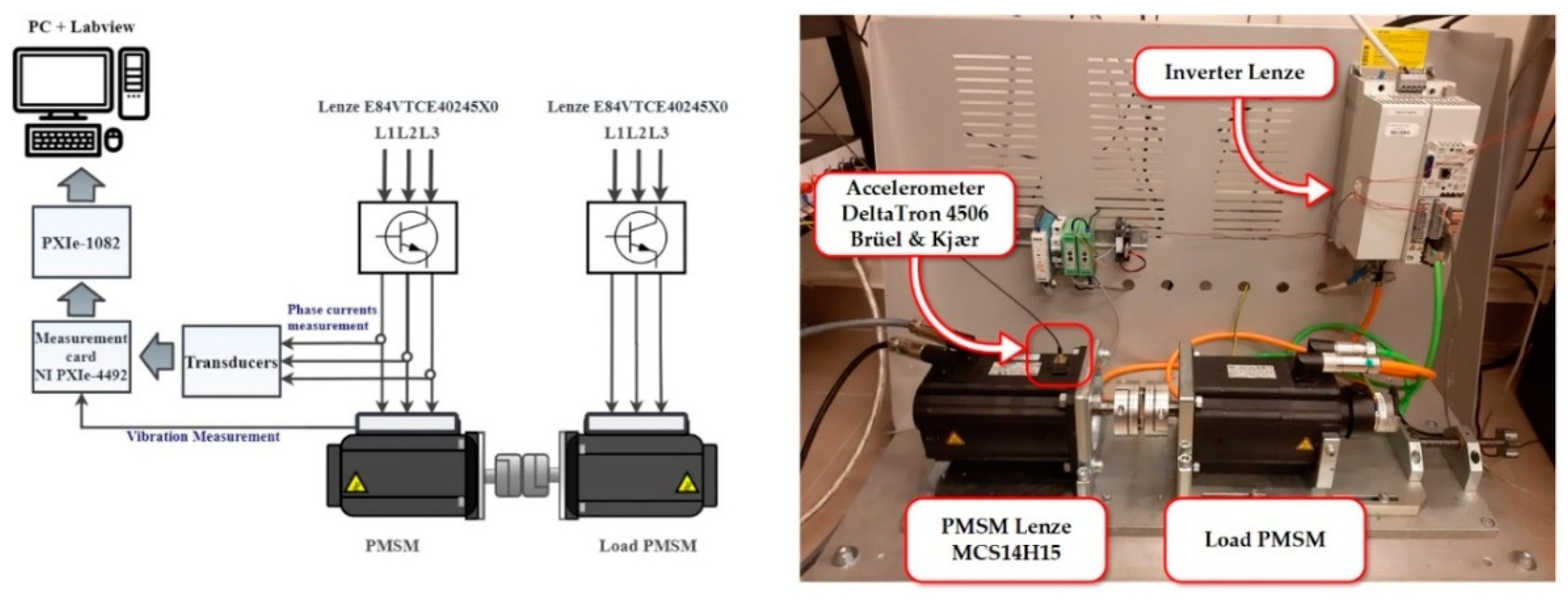
pp = 2), was measured. It should be highlighted that in the presented research the original measurement data were used, obtained in laboratory set-up developed by authors, for the PMSM supplied from the industrial frequency converter operating in vector control mode, as it can be met in real industrial conditions. The authors resigned from the use of generally accessible databases, the analysis of which has been presented in numerous articles. The tested motor was powered by a 4 kW Lenze E84VTCE40245 × 0 converter. This device allows us to control the motor in one of several vector or scalar modes. The load torque for the tested PMSM was generated by the second Lenze motor powered by the E84AVTCE40245X0 converter with a rated power of 4 kW. The tested motor with the loading motor and supplying inverters are shown in
Figure 5. The measurements were carried out with the use of the NI PXIe-4492 measurement card and the NI PXIe-1082 computer. Vibration measurements were carried out for bearings with modelled damage to the outer and inner raceways and rolling elements, and for bearing without a defect, using the DeltaTron 4506 accelerometer by Brüel and Kjær. Additionally, bearings under testing were damaged by a spark jump to the selected element (electric discharge between the electrode and the damaged element) similar to [
1,
8,
13,
31]. In the literature, bearing failures are often presented with a cut raceway or a hole made in the damaged raceway [
7,
13,
17,
18,
23,
25].
In this article, the vibration acceleration measured in three axes was used as a diagnostic signal. Based on the analysis of the measurement results, it was found that the greatest reaction to bearing damage was visible in the signal on the X-axis, so only this signal was used for further analysis. The measurements were carried out in three series with variable supplying voltage frequency and variable load torque. Two series were used to learn NNs; the third one was applied to test them.
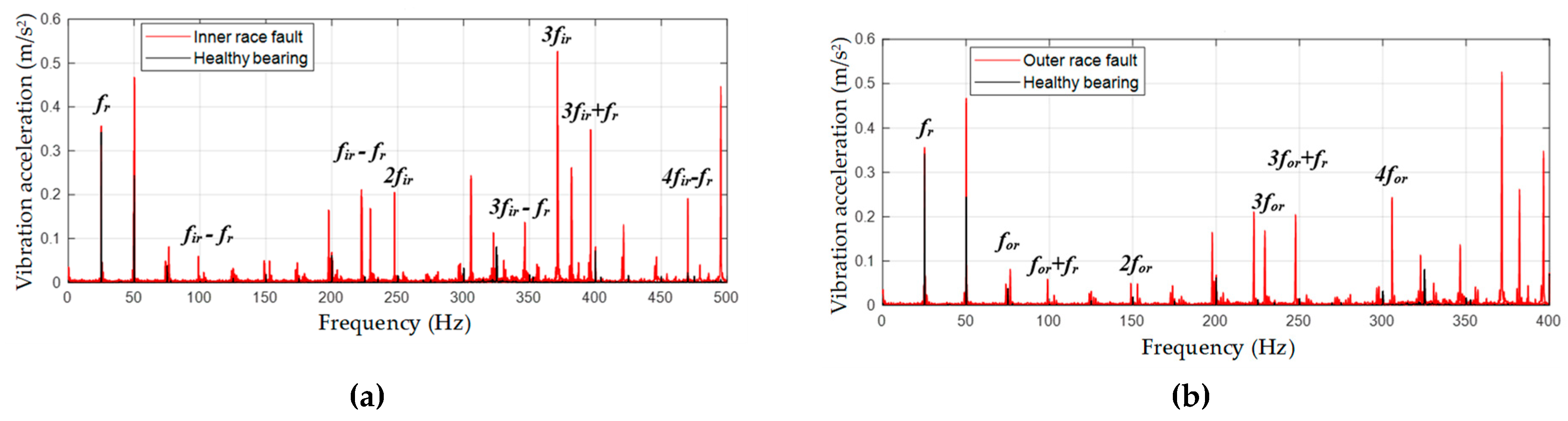
The use of the Fourier transform allowed determining the amplitudes of the characteristic failure frequencies using an application developed in the Labview environment. Amplitudes of 32 harmonics with frequencies associated with damage to the inner race, outer race and rolling element were analysed. The harmonic amplitudes at cage failure frequencies were neglected due to their increase in the presence of other types of failure. Taking the basket damage into account could disturb the proper operation of the detector. In order to take into account the variability of the load moment, the rotational frequency
fr was selected as an auxiliary symptom. Sample spectra for a healthy bearing and a bearing with a modelled damage are shown in
Figure 6.
Frequencies characteristic for inner race,
fir, outer race,
for, and rolling element,
fre, taking into account coefficients obtained from the bearing producer, were calculated as follows:
with:
k = 1, 2, 3, 4;
l = 0,1.
The rotating frequency,
fr, was calculated as:
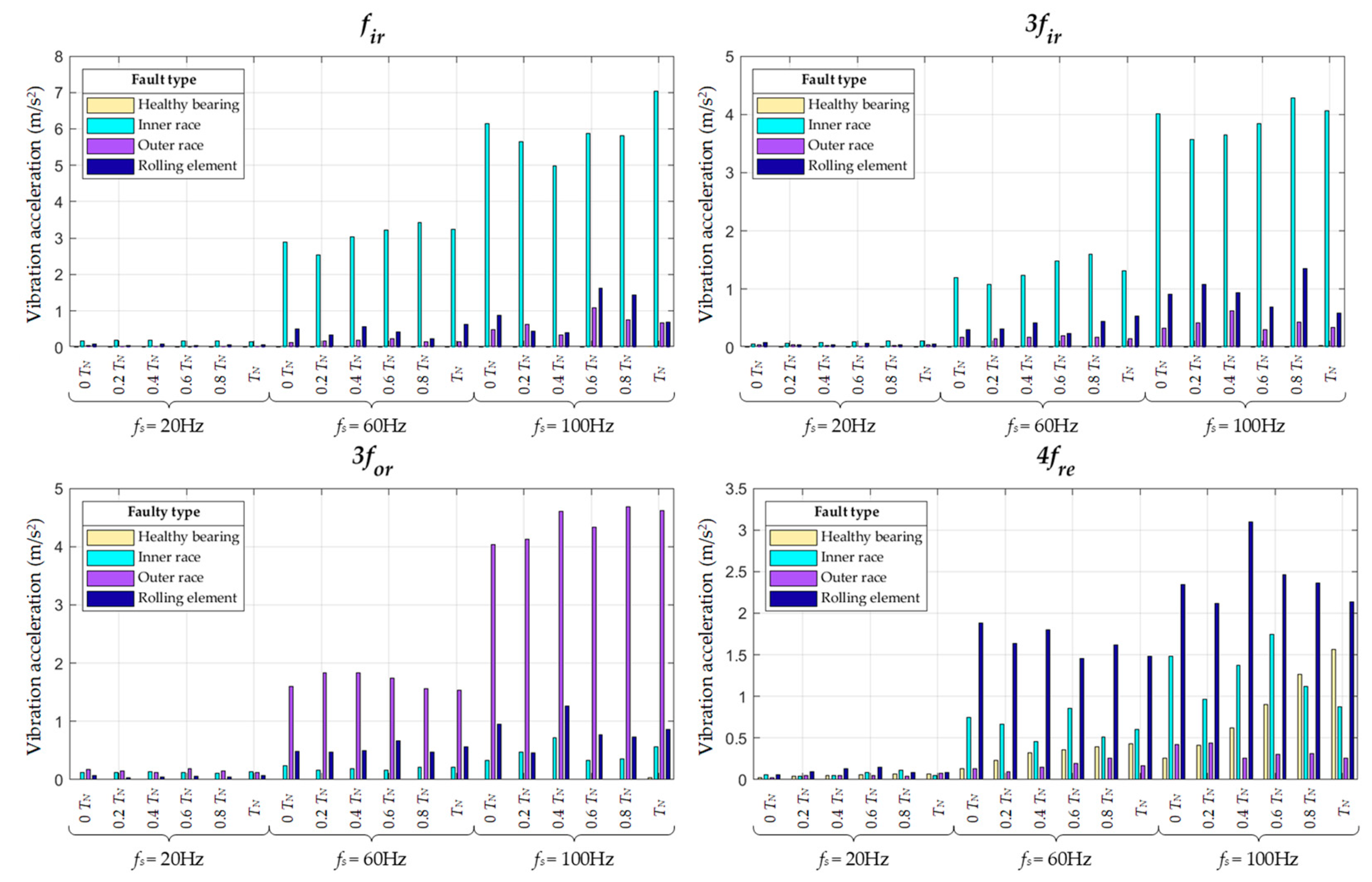
Amplitudes of 32 harmonics with frequencies associated with damage to the inner race, outer race and rolling element were analysed from the point of view of their sensitivity to particular bearing damage. Detailed analysis allowed selecting symptoms that responded most strongly to the selected type of damaged structural element of the bearing. It was checked how the load torque and frequency of the supply voltage affected the selected symptoms. In order to take into account the variability of the load torque, the rotational frequency
fr was selected as an auxiliary symptom. If this step were omitted, the tested structures would be very complex. Furthermore, they would require a large number of neurons in hidden layers. It is also possible that such complex neural networks could lose their generalization properties, i.e., be over-fitted. On this basis, the first 7th-element input vector of NNs was selected, consisting of the amplitudes of characteristic harmonics with failure frequencies, for which a significant increase in value was observed when the failure occurred. Moreover, the selected harmonics were characterized by certain regularity with the increase of the supply frequency,
fs, or the change of the load torque value. The frequency values of these harmonics for a few examples of motor operating conditions are presented in
Table 1.
The second input vector was developed based on the HT analysis of the vibration acceleration signal and next FFT of the obtained envelope (ENV), calculated according Equation (12). After applying the Hilbert transformation of the signal, there was a significant increase in the amplitude values of the harmonics with frequencies characteristic for individual failures. The response to failure for several of the selected harmonics obtained for different supplying frequencies and loads is shown in
Figure 7.
7. Summary and Conclusions
The application of classical NNs in the diagnostics of rolling bearings of a synchronous motor with permanent magnets enables the automation of this process and very high efficiency with a correctly selected structure and method of network training. This tool requires neither a mathematical model nor the involvement of a human expert in the diagnostic process, which are its significant advantages.
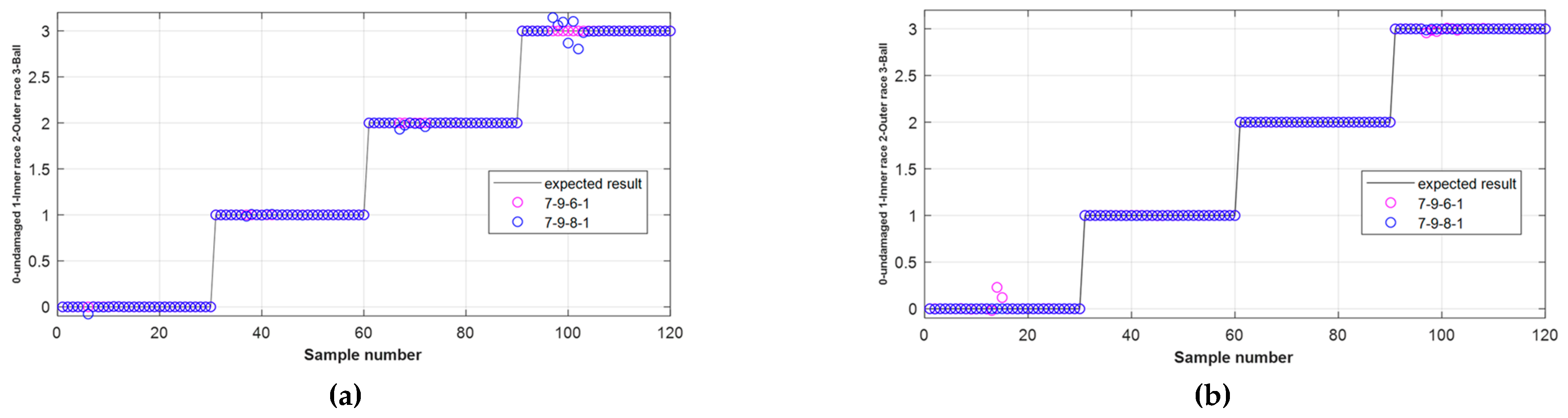
The use of the MLP network to develop the fault detector (type I) allowed for very high efficiency. For several structures, after 15 series of training and testing, it was possible to achieve 100% correct answers. In the case of the fault classifier (type II), achieving 100% efficiency required a more complex structure. One hidden layer was insufficient for the problem studied. The best results for both types of detectors were provided by the Levenberg–Marquardt learning method with Bayesian regularization and Log-sigmoid activation function. The classical MLP network provided the best efficiency and the smallest deviations from the expected value from all of the examined structures, especially for training data obtained from the analysis of the vibration acceleration signal using the Hilbert transformation.
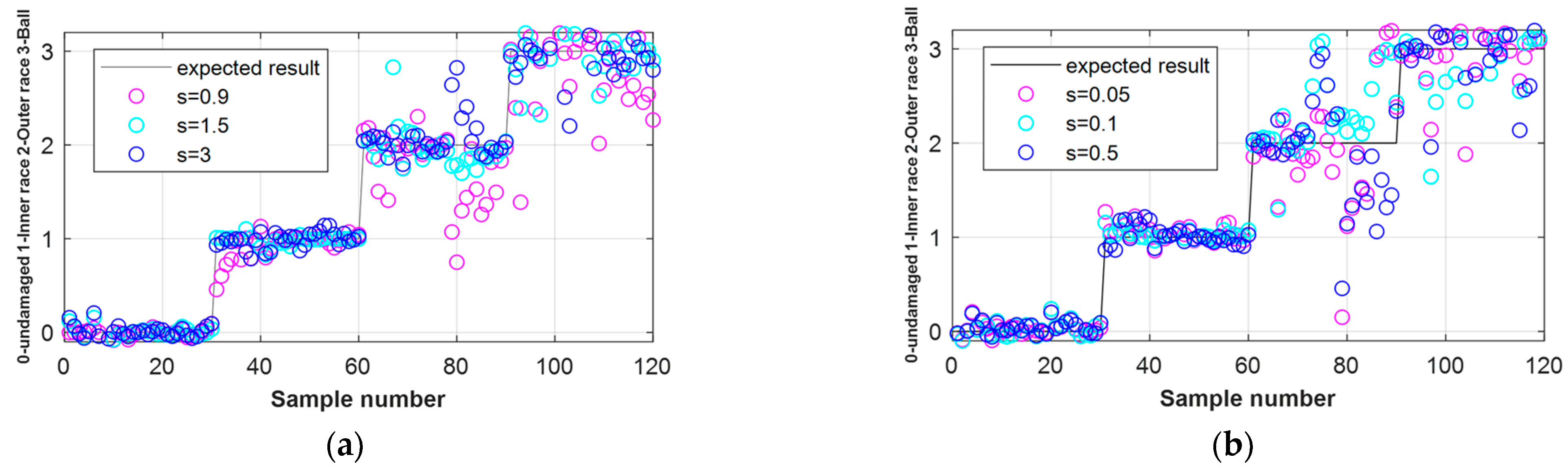
Networks with radial basis functions are characterized by repeatability of responses for structures with the same parameters and the same input vector for each subsequent learning process. This is due to the fact that the initial weights are selected based on the input vector, and not randomly as in MLP networks. For this reason, the selection of RBF network parameters is less time-consuming.
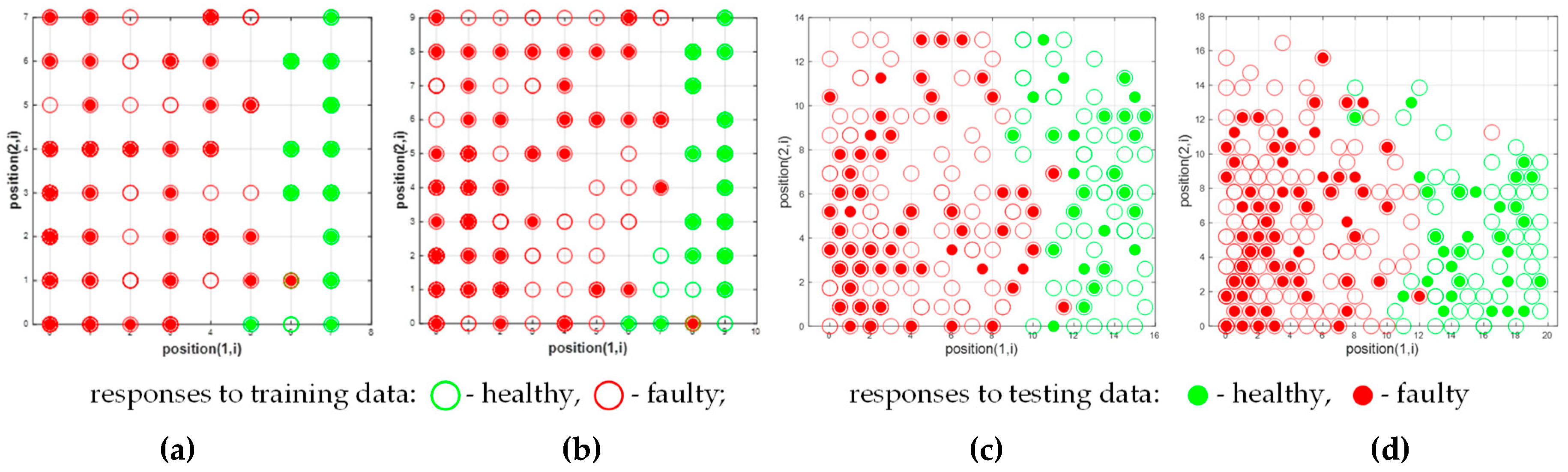
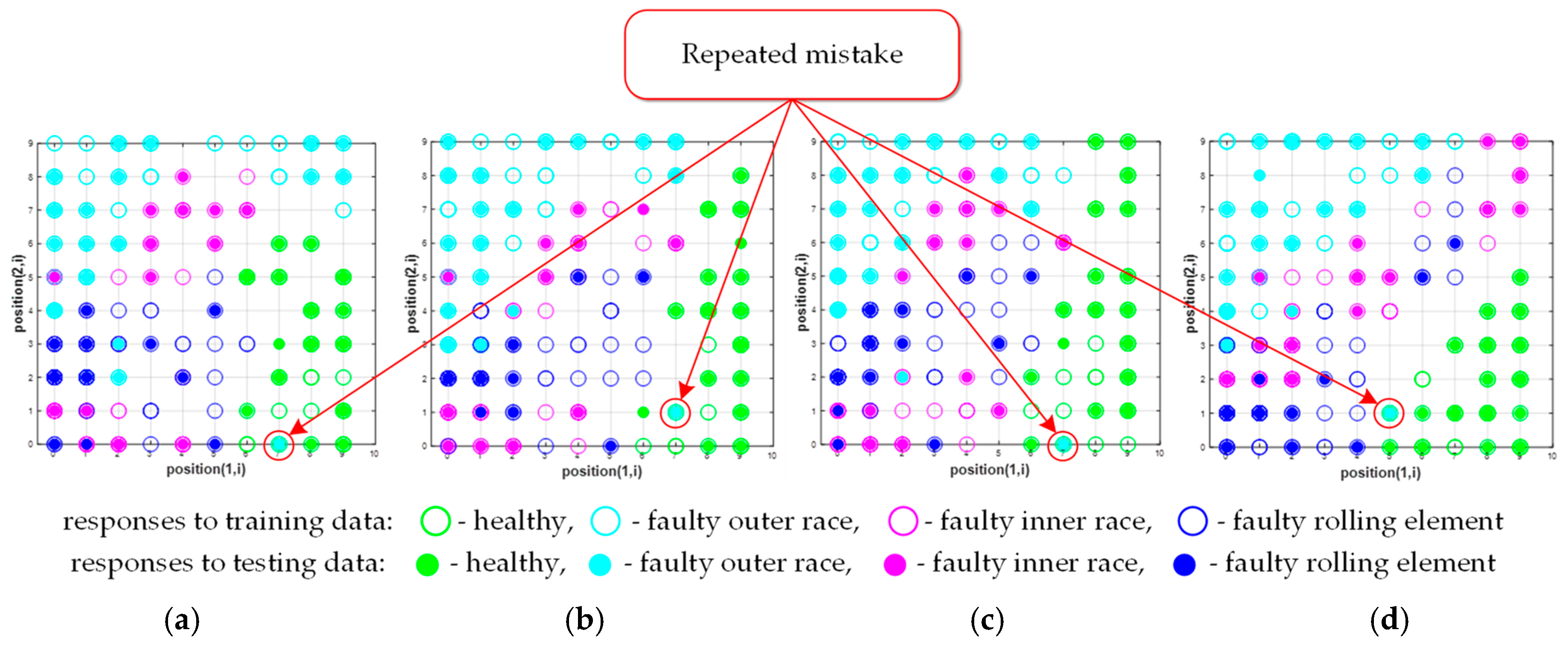
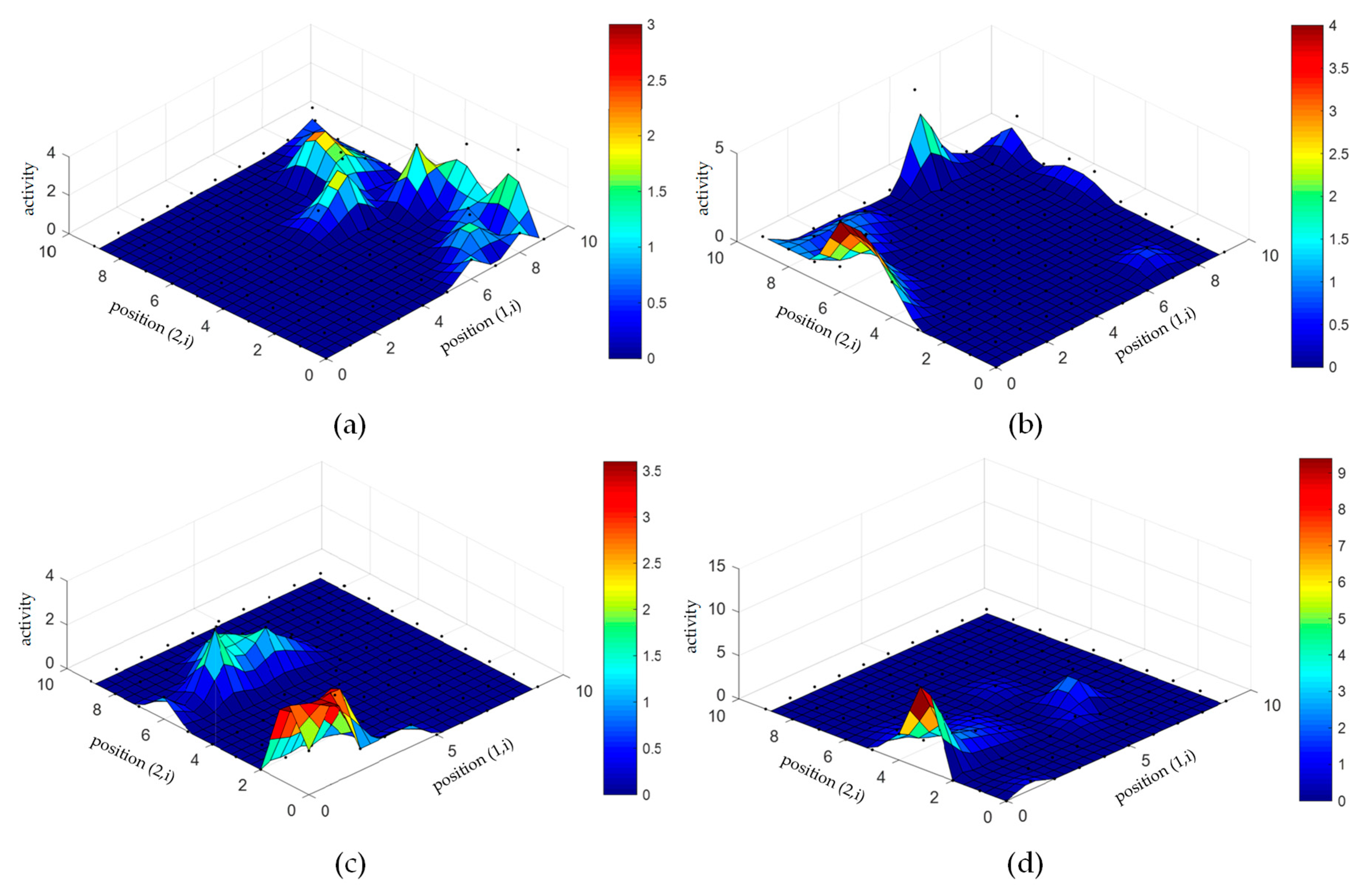
The use of Kohonen maps does not fully automate the diagnostic process. In this case, it is necessary to use the evaluation of a human operator or add an algorithm that will be responsible for additional analysis of the result obtained by SOM. Nevertheless, Kohonen maps seem to be the most interesting for further research of all of the structures tested. The k-means algorithm is most often used to automate the result classification process [
48,
49]. Kohonen network outputs may also be inputs for other networks, which will ensure full automation of the process, as proposed in Reference [
47]. For such purposes, studies can be carried out with both MLP and RBF networks. An important advantage of using Kohonen maps is the lack of difficulties in selecting their parameters.
The industry requires solutions that ensure an efficient and automated diagnostic process. The proposed NNs can be easily implemented using a low-budget integrated hardware platform based on, e.g., Arm Cortex-M or similar processors, or the diagnostics can be based on the measurement infrastructure existing in the industry and its extension with additional neural detectors. An exemplary concept of a cheap diagnostic system is presented in [
14]. Based on the presented work, it can be concluded that classical NNs still are able to meet these requirements and are much less time-consuming in training and simpler in practical implementation than more popular deep-learning networks.
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}