
Investigation of Environmental Leaching Behavior of an Innovative Method for Landfilling of Waste Incineration Air Pollution Control Residues



Abstract
:1. Introduction
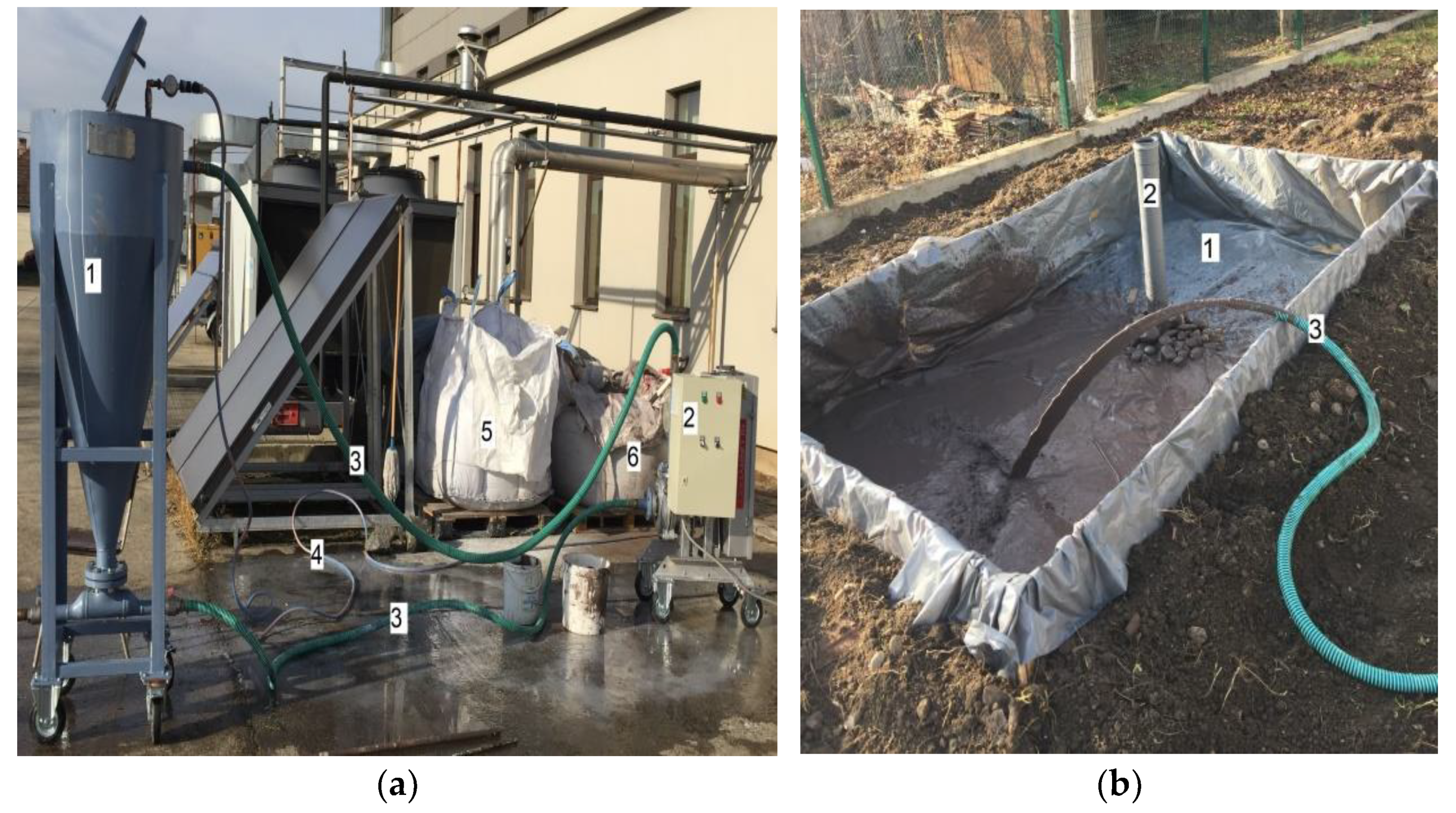
2. Materials and Methods
3. Results
3.1. Prescreening of Experimental Materials
3.2. Chemical Stability of Landfill Material and Investigation of Landfill Leachate
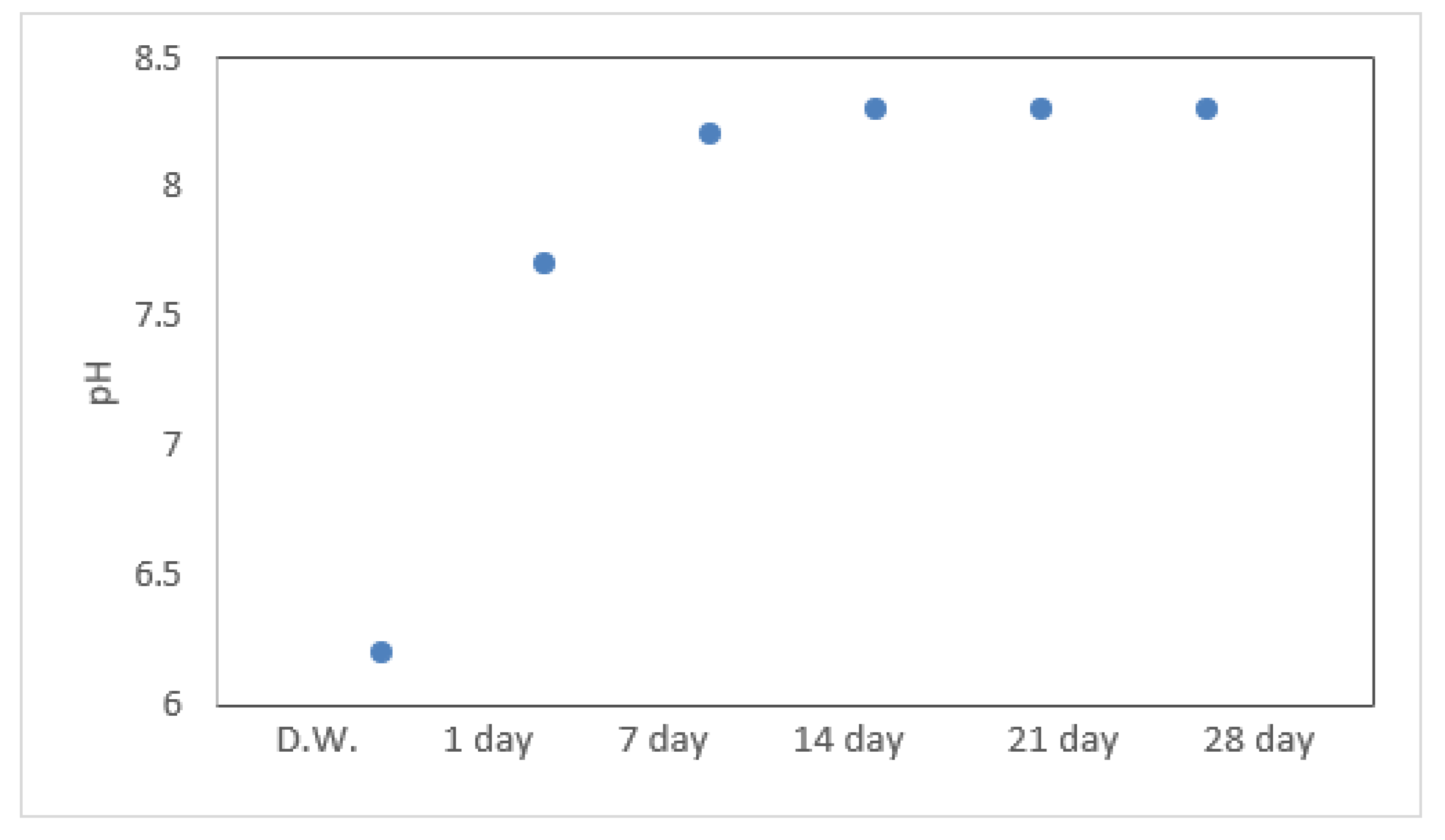
3.3. Investigation of the pH of the Lecheate Samples
4. Discussion
5. Conclusions
6. Patents
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Badreddine, R.; Francois, D. Assessment of the PCDD/F fate from MSWI residue used in road construction in France. Chemosphere 2009, 74, 363–369. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Quinta, M.J.; Bordado, J.C.; Quinta-Ferreia, R.M. Treatment and Use of Air Pollution Control Residues from MSW Incineration: An Overview; Elsevier: Amsterdam, The Netherlands, 2007; pp. 1–25. [Google Scholar]
- Alba, N.; Gassó, S.; Lacorte, T.; Baldasano, J. Characterization of Municipal Solid Waste Incineration Residues from Facilities with Different Air Pollution Control Systems. J. Air Waste Manag. Assoc. 1997, 47, 1170–1179. [Google Scholar] [CrossRef]
- Sarmiento, L.M.; Clavier, K.A.; Paris, J.M.; Ferraro, C.C.; Townsend, T.G. Critical examination of recycled municipal solid waste incineration ash as a mineral source for Portland cement manufacture—A case study. Resour. Conserv. Recycl. 2019, 148, 1–10. [Google Scholar] [CrossRef]
- Tang, Q.; Liu, Y.; Gu, F.; Zhou, T. Solidification/Stabilization of Fly Ash from a Municipal Solid Waste Incineration Facility Using Portland Cement. Adv. Mater. Sci. Eng. 2016, 2016, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Phua, Z.; Giannis, A.; Dong, Z.L.; Lisak, G.; Jern Ng, W. Characteristics of incineration ash for sustainable treatment and reu-tilization. Environ. Sci. Pollut. Res. 2019, 26, 16974–16997. [Google Scholar] [CrossRef] [PubMed]
- Sabbas, T.; Polettini, A.; Pomi, R.; Astrup, T.; Hjelmar, O.; Mostbauer, P.; Cappai, G.; Magel, G.; Salhofer, S.; Speiser, C.; et al. Management of municipal solid waste incineration residues. Waste Manag. 2003, 23, 61–88. [Google Scholar] [CrossRef]
- DiLiberto, C.; Meux, E.; DiLiberto, S.; Garoux, L.; Marcadier, E.; Rizet, L.; LeComte, A. A zero-waste process for the management of MSWI fly ashes: Production of ordinary Portland cement. Environ. Technol. 2018, 41, 1199–1208. [Google Scholar] [CrossRef] [PubMed]
- Wächter, M.R.; Ionel, I.; Dan, D. Model setup for a waste incineration landfill disposal. J. Environ. Prot. Ecol. 2020, 21, 596–603. [Google Scholar]
- Astrup, T. Management of APC Residues from W-T-E Plants, 2nd ed.; ISWA-WG: Rotterdam, The Netherlands, 2008; pp. 1–47. [Google Scholar]
- Alba, N.; Vázquez, E.; Gassó, S.; Baldasano, J.M. Stabilization/solidification of MSW incineration residues from facilities with different air pollution control systems. Durability of matrices versus carbonation. Waste Manag. 2001, 21, 313–323. [Google Scholar] [CrossRef]
- Dunstan, E.R. How does pozzolanic reacions make concrete “green”? In Proceedings of the World of Coal Ash (WOCA) Conference, Denver, CO, USA, 9–12 May 2011; pp. 1–14. [Google Scholar]
- Basumajumdar, A.; Das, A.K.; Bandyopadhyay, N.; Maitra, S. Some studies on the reaction between fly ash and lime. Bull. Mater. Sci. 2005, 28, 131–136. [Google Scholar] [CrossRef]
- Bassam, I.E. Solidification. In Solidification Versus Adsorption for Immobilization of Pollutants in Geopolimeric Materials: A Review; Ares, A.E., Ed.; Zarqa College, Al-Balqa Applied University: Zarqa, Jordan, 2017; pp. 77–107. [Google Scholar]
- Lederer, J.; Bogush, A.; Fellner, J. The utilization of solid residues from municipal solid waste incineration in the cement in-dustry: A review. In Proceedings of the 16th International Waste Management and Landfill Symposium, Sardinia, Italy, 2–6 October 2017; pp. 1–7. [Google Scholar]
- Cho, B.H.; Nam, B.H.; An, J.; Youn, H. Municipal Solid Waste Incineration (MSWI) Ashes as Construction Materials—A Review. Materials 2020, 13, 3143. [Google Scholar] [CrossRef] [PubMed]
- Izquierdo, M.; Querol, X. Leaching bevaviour of elements from coal combustion fly ash: An overview. Int. J. Coal Geol. 2012, 94, 54–66. [Google Scholar] [CrossRef] [Green Version]
- Singh, R.K.; Gupta, N.C.; Guha, B.K. The Leaching Characteristics of Trace Elements in Coal Fly Ash and an Ash Disposal System of Thermal Power Plants. Energy Sources Part A Recover. Util. Environ. Eff. 2012, 34, 602–608. [Google Scholar] [CrossRef]
- Neuwahl, F.; Cusano, G.; Benavides, J.G.; Holbrook, S.; Roudier, S. Best Available Techniques (BAT) Reference Document for Waste Incineration; JRC Science Hub: Seville, Spain, 2019; p. 244. [Google Scholar]
- Formosa, J.; Giro-Paloma, J.; Maldonado-Alameda, A.; Huete-Hernández, S.; Chimenos, J.M. APC fly ashes stabilized with Portland cement for further development of road sub-base aggregates. IOP Conf. Ser. Mater. Sci. Eng. 2017, 251, 12124. [Google Scholar] [CrossRef] [Green Version]
- Madlool, N.; Saidur, R.; Hossain, M.; Rahim, N. A critical review on energy use and savings in the cement industries. Renew. Sustain. Energy Rev. 2011, 15, 2042–2060. [Google Scholar] [CrossRef]
- Mousavi, M. Life Cycle Assessment of Portland Cement and Concrete Bridge. Master’s Thesis, KTH School of Industrial Engineering and Management, Stockholm, Sweden, 2013; pp. 1–56. [Google Scholar]

{kind=link}
{kind=link}
| Element. | MAV 1 | Composition (mg/kgd.m) 2 | APC | |
|---|---|---|---|---|
| (mg/kgd.m) 2 | FA | FGD | ||
| Cd | 5 | 3 | <0.01 | <0.01 |
| Cr | 70 | 220 | <0.01 | 211 |
| Cu | 100 | 141 | 570 | 451 |
| Mo | 30 | 12 | 5 | 30 |
| Ni | 40 | 166 | 141 | 29 |
| Pb | 50 | 31 | 380 | 1881 |
| Sb | 5 | 6 | 33 | 703 |
| Zn | 200 | 171 | 0.29 | 11,100 |
| Element | MAV 1 | Sample (mg/L) | Landfill Leachate (mg/L) | ||||
|---|---|---|---|---|---|---|---|
| (mg/L) | Day1 | Day 7 | Day 14 | Day 21 | Day 28 | 12 Months | |
| Cd | 0.04 | <0.01 | <0.01 | <0.01 | <0.01 | <0.01 | <0.01 |
| Cr | 0.5 | <0.2 | <0.2 | <0.2 | <0.2 | <0.2 | <0.2 |
| Cu | 2.0 | <0.4 | <0.4 | <0.4 | <0.4 | <0.4 | <0.4 |
| Ni | 0.4 | <0.2 | <0.2 | <0.2 | <0.2 | <0.2 | <0.2 |
| Pb | 0.39 | 0.09 | 0.09 | 0.09 | 0.09 | 0.09 | 0.09 |
| Zn | 4.0 | <0.4 | <0.4 | <0.4 | <0.4 | <0.4 | <0.4 |
| Cl− | 1000 | 448 | 483 | 517 | 552 | 587 | 589 |
| SO42− | 800 | 328 | 383 | 675 | 753 | 765 | 778 |
| Type of Residue | Specific Amount (Dry) (kg/t of Waste) |
|---|---|
| Bottom ash/slag | 150–350 |
| Boiler ash | 40–40 1 |
| Wet scrubber APC as fly ash | 15–40 |
| Semiwet APC | 20–50 |
| Dry APC | 15–60 |
| Sludge from waste water treatment | 1–15 |
| Process | Amount | Percentage | |
|---|---|---|---|
| (MJ) | (kWh) | (%) | |
| Cement mill | 146.89 | 40.80 | 37 |
| Clinker kiln | 115.13 | 31.98 | 29 |
| Raw material preparation | 115.13 | 31.98 | 29 |
| Other processes | 19.85 | 5.52 | 5 |
| Total | 397 | 110.28 | 100 |
| Fuel Type | Amount | Percentage | |
|---|---|---|---|
| (MJ) | (kWh) | (%) | |
| Hard coal | 3351 | 930.83 | 78.5 |
| Gasoline | 6 | 1.66 | 0.1 |
| Converted fuel oil | 440 | 122.22 | 10.3 |
| Plastics | 302 | 83.89 | 7.1 |
| Solvent wastes | 171 | 47.50 | 4 |
| Total | 4270 | 1186.11 | 100 |
| Process | Amount of CO2 | Percentage |
|---|---|---|
| (kg) | (%) | |
| Combustion fuels in the kiln | 382 | 45.8 |
| Calcination of limestone | 438 | 52.5 |
| Electric power | 3 | 0.4 |
| Transportation | 5 | 0.6 |
| Operation of diesel-driven vehicles | 4 | 0.5 |
| Production of gas oil | 1 | 0.1 |
| Others | 1 | 0.1 |
| Total | 834 | 100 |
| Type of Fuel | Amount of CO2 | Percentage |
|---|---|---|
| (kg) | (%) | |
| Converted fuel oil | 1.1 | 7 |
| Plastic pellets | 12.3 | 77 |
| Solvent waste | 0.6 | 4 |
| Electric power | 2.0 | 12 |
| Total | 16 | 100 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wächter, M.R.; Ionel, I.; Dan, D.; Negrea, A. Investigation of Environmental Leaching Behavior of an Innovative Method for Landfilling of Waste Incineration Air Pollution Control Residues. Energies 2021, 14, 1025. https://doi.org/10.3390/en14041025
Wächter MR, Ionel I, Dan D, Negrea A. Investigation of Environmental Leaching Behavior of an Innovative Method for Landfilling of Waste Incineration Air Pollution Control Residues. Energies. 2021; 14(4):1025. https://doi.org/10.3390/en14041025
Chicago/Turabian StyleWächter, Mihail Reinhold, Ioana Ionel, Daniel Dan, and Adina Negrea. 2021. "Investigation of Environmental Leaching Behavior of an Innovative Method for Landfilling of Waste Incineration Air Pollution Control Residues" Energies 14, no. 4: 1025. https://doi.org/10.3390/en14041025
APA StyleWächter, M. R., Ionel, I., Dan, D., & Negrea, A. (2021). Investigation of Environmental Leaching Behavior of an Innovative Method for Landfilling of Waste Incineration Air Pollution Control Residues. Energies, 14(4), 1025. https://doi.org/10.3390/en14041025