
Laser Doppler Vibrometry for Evaluating the Quality of Welds in Lithium-Ion Supercells

 , and
, and
Abstract
:1. Introduction
1.1. Current Trends in Industrial Joining
1.2. State-of-the-Art in Micro-Welding Evaluation Technologies and Their Relation to Battery Joining
2. Laser Doppler Vibrometry as a Technology for Post-Welding Evaluation
2.1. Applicability to Weld Evaluation in Lithium-Ion Cells
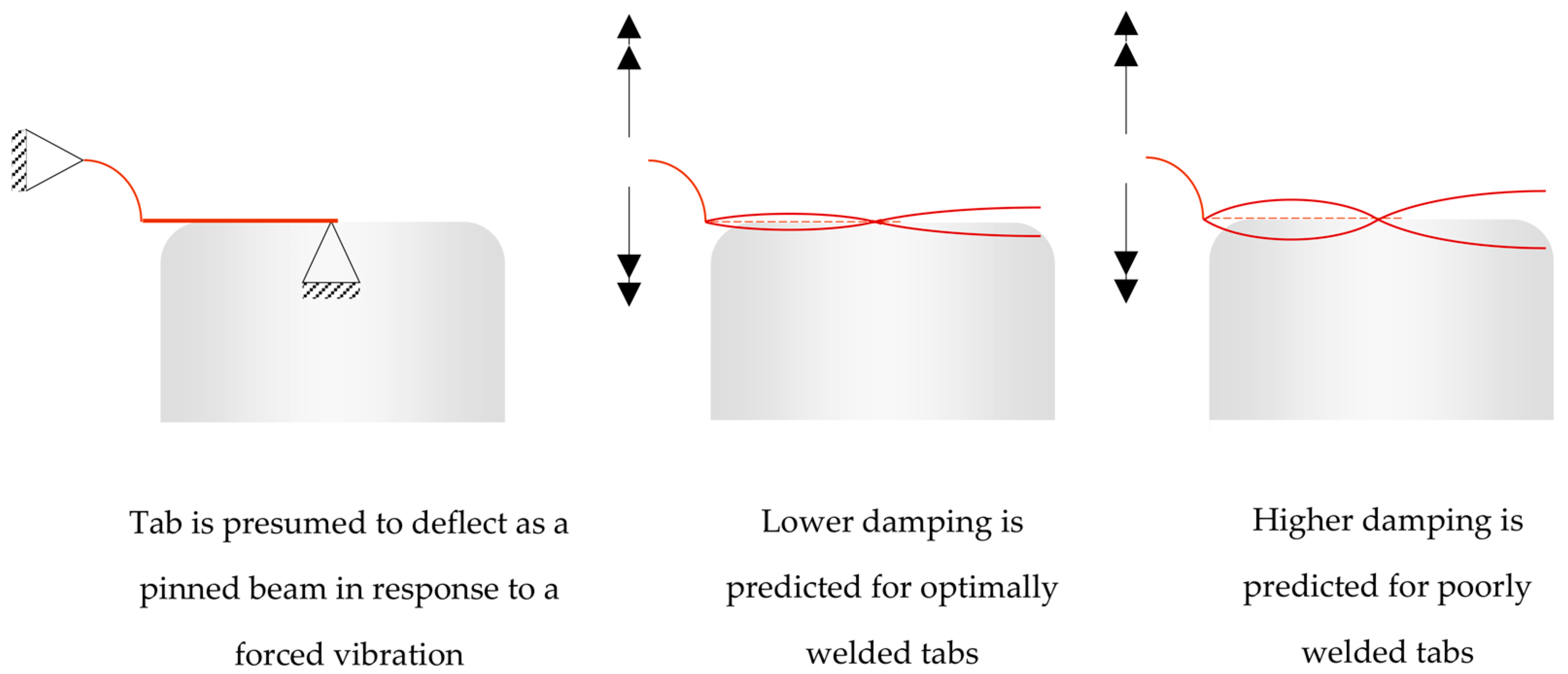
2.2. Hypothesized Vibration in Battery Tabs and Coupons
3. Methods
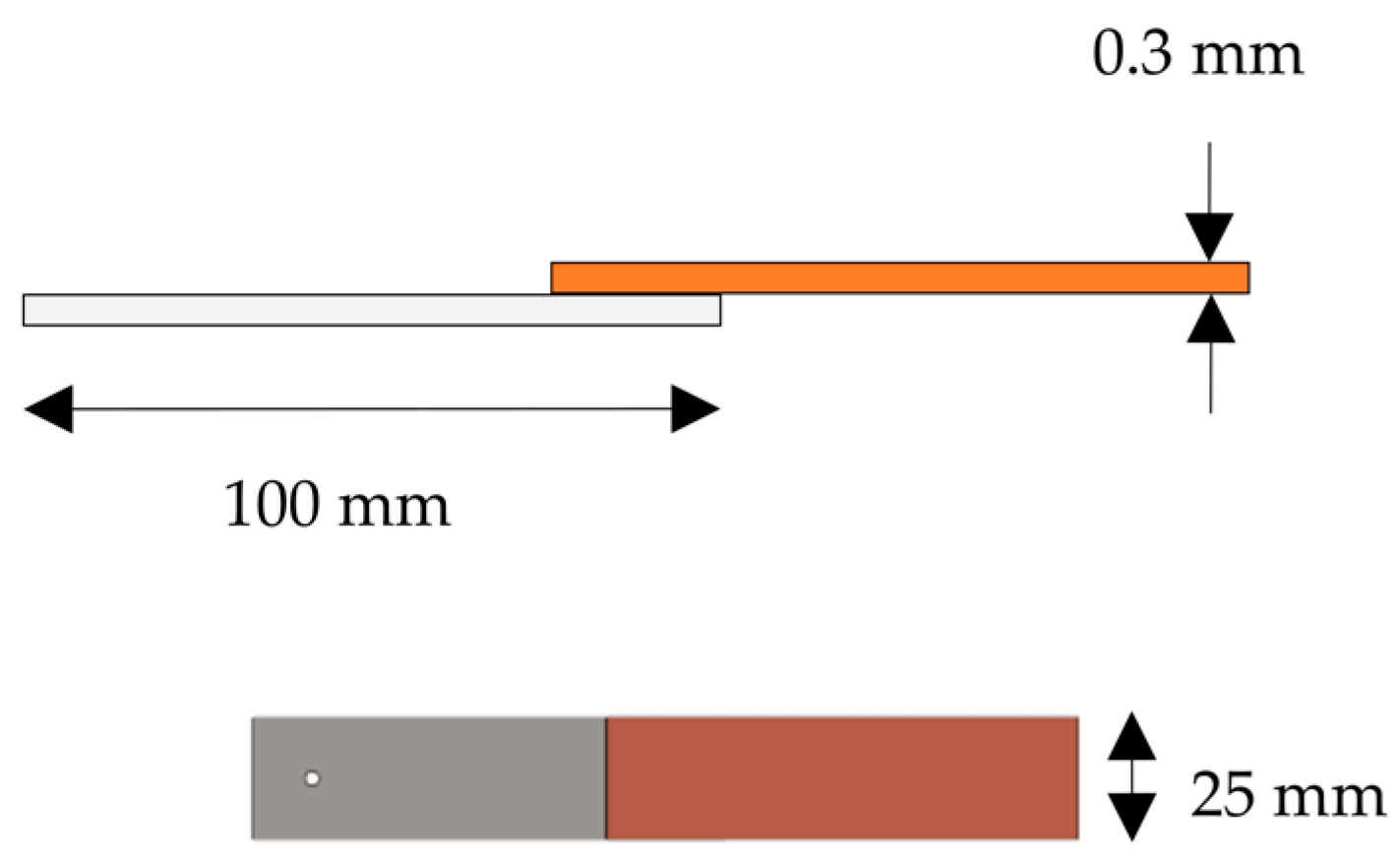
3.1. Lap-Shear Coupons
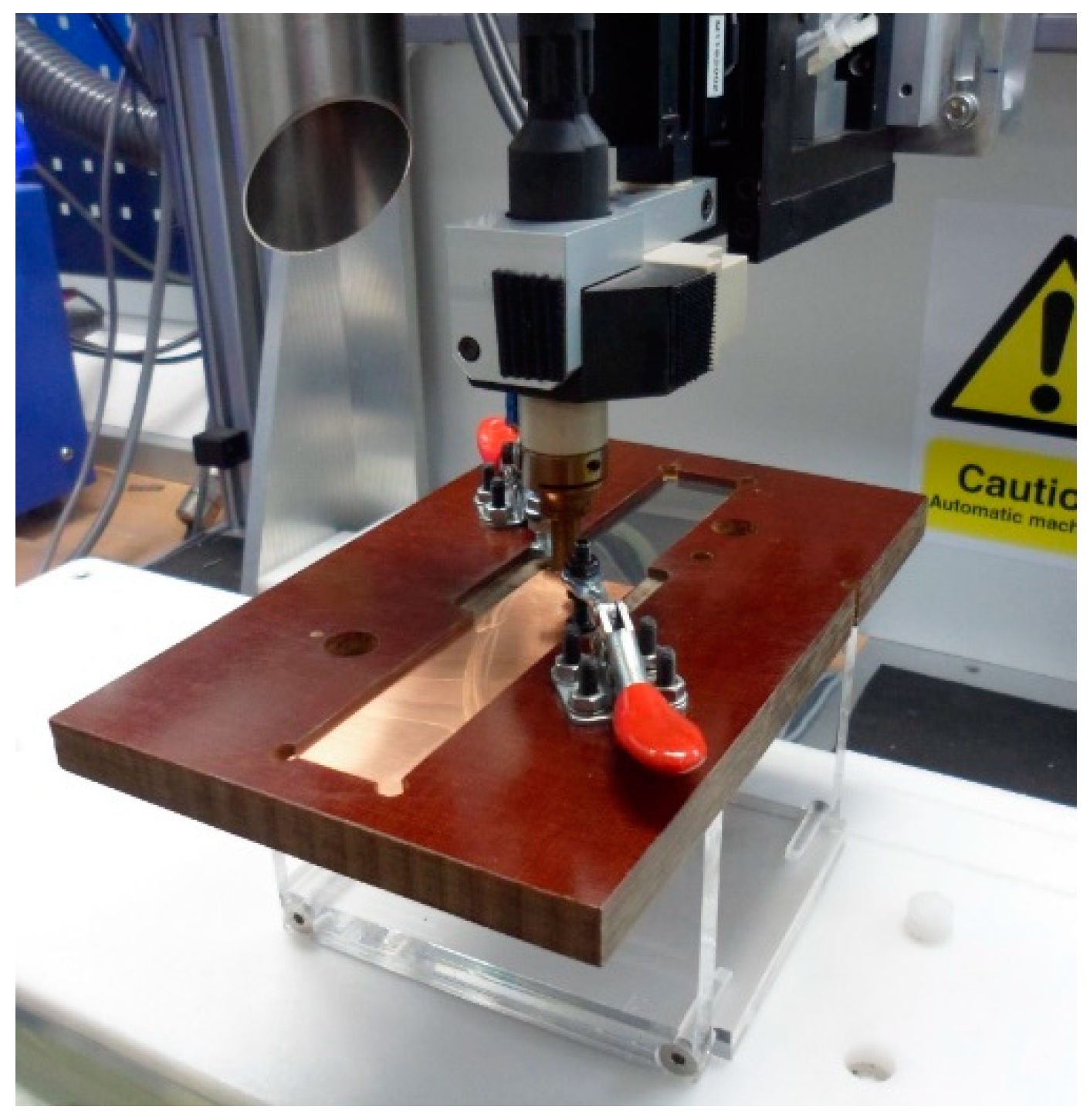
3.1.1. Manufacturing and Joining of the Lap-Shear Coupons
3.1.2. Single-Lap-Shear Strength
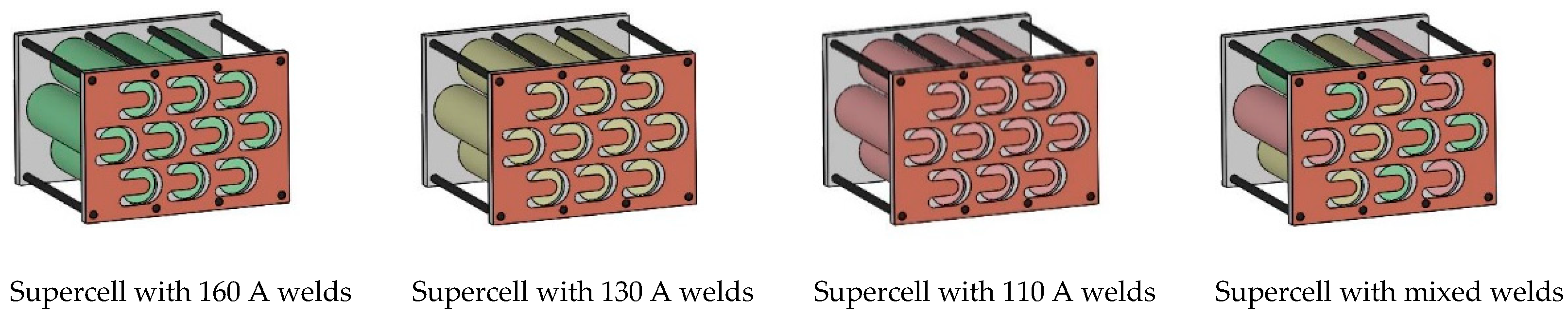
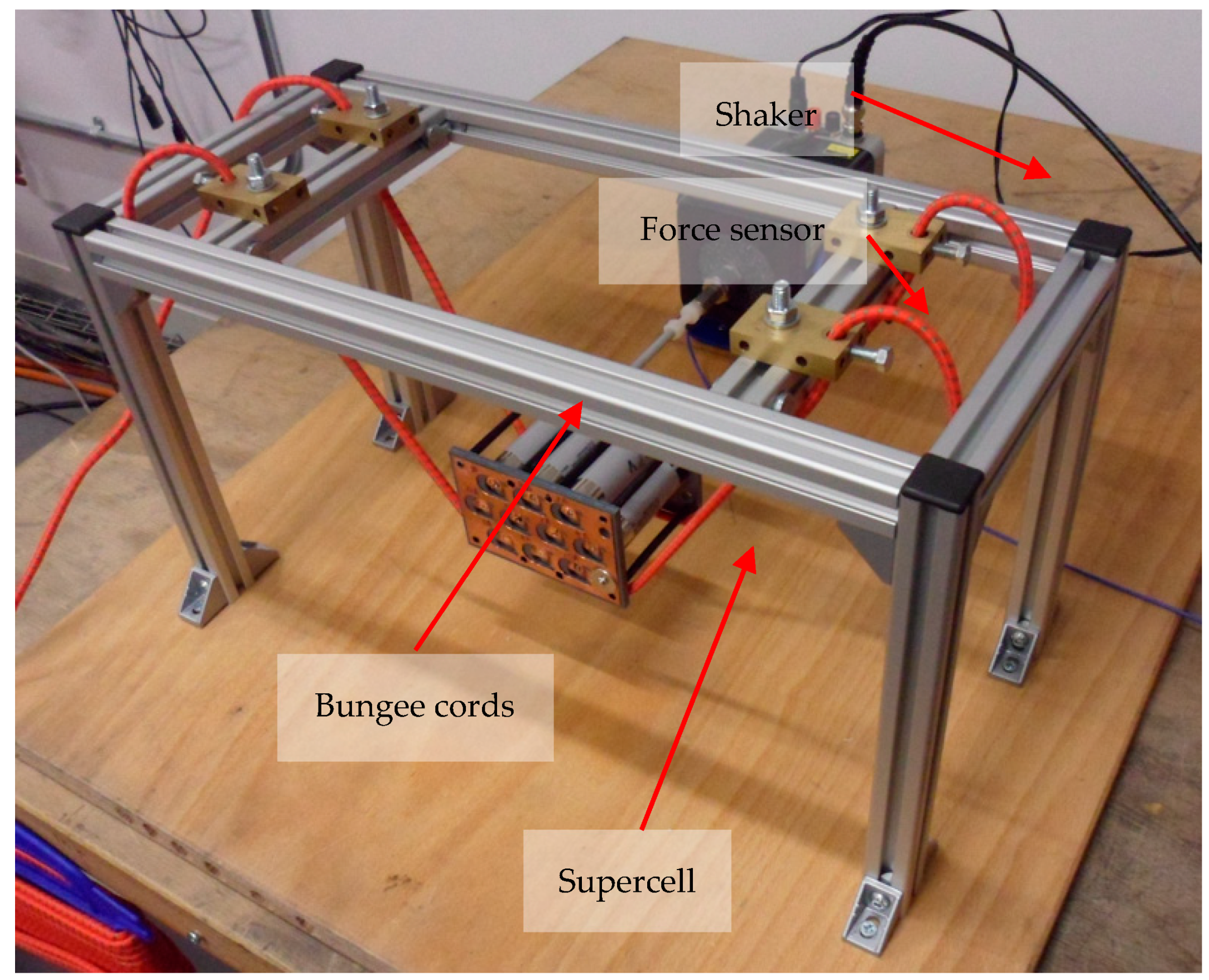
3.2. Supercells
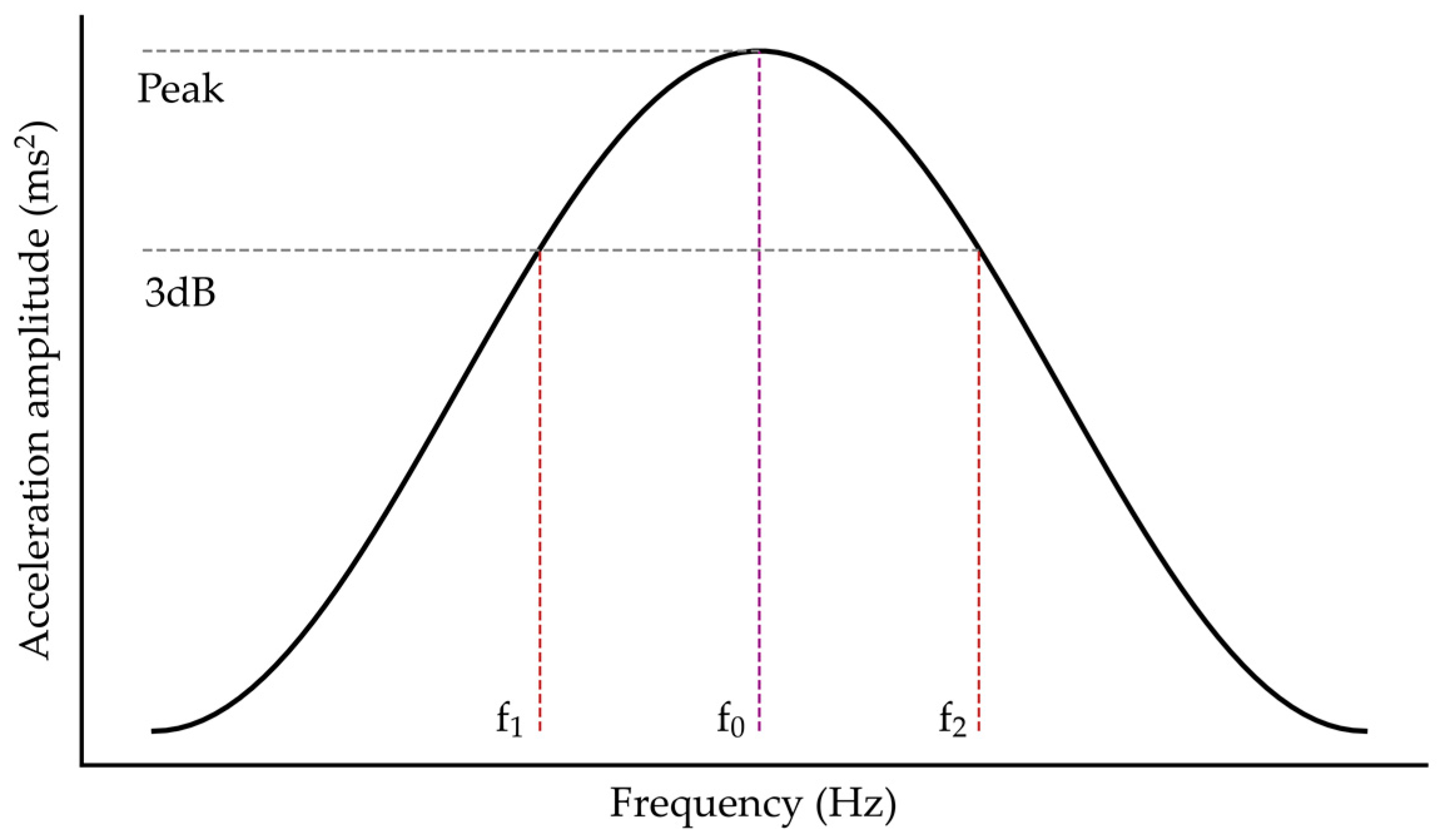
3.3. Experimental Modal Analysis
Experimental Modal Analysis of Supercells
4. Results
4.1. Lap-Shear Strength
4.2. Experimental Modal Analysis of Supercells
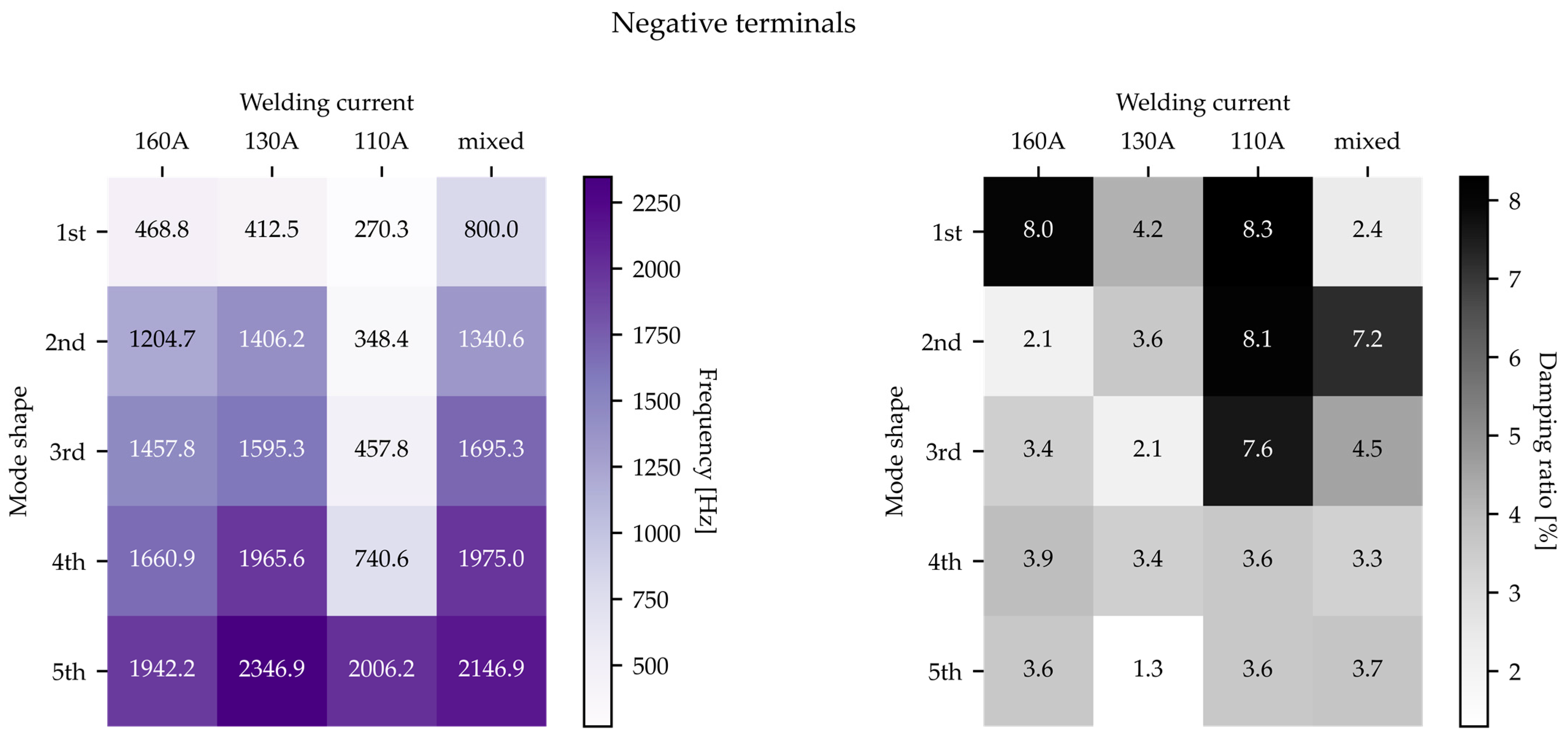
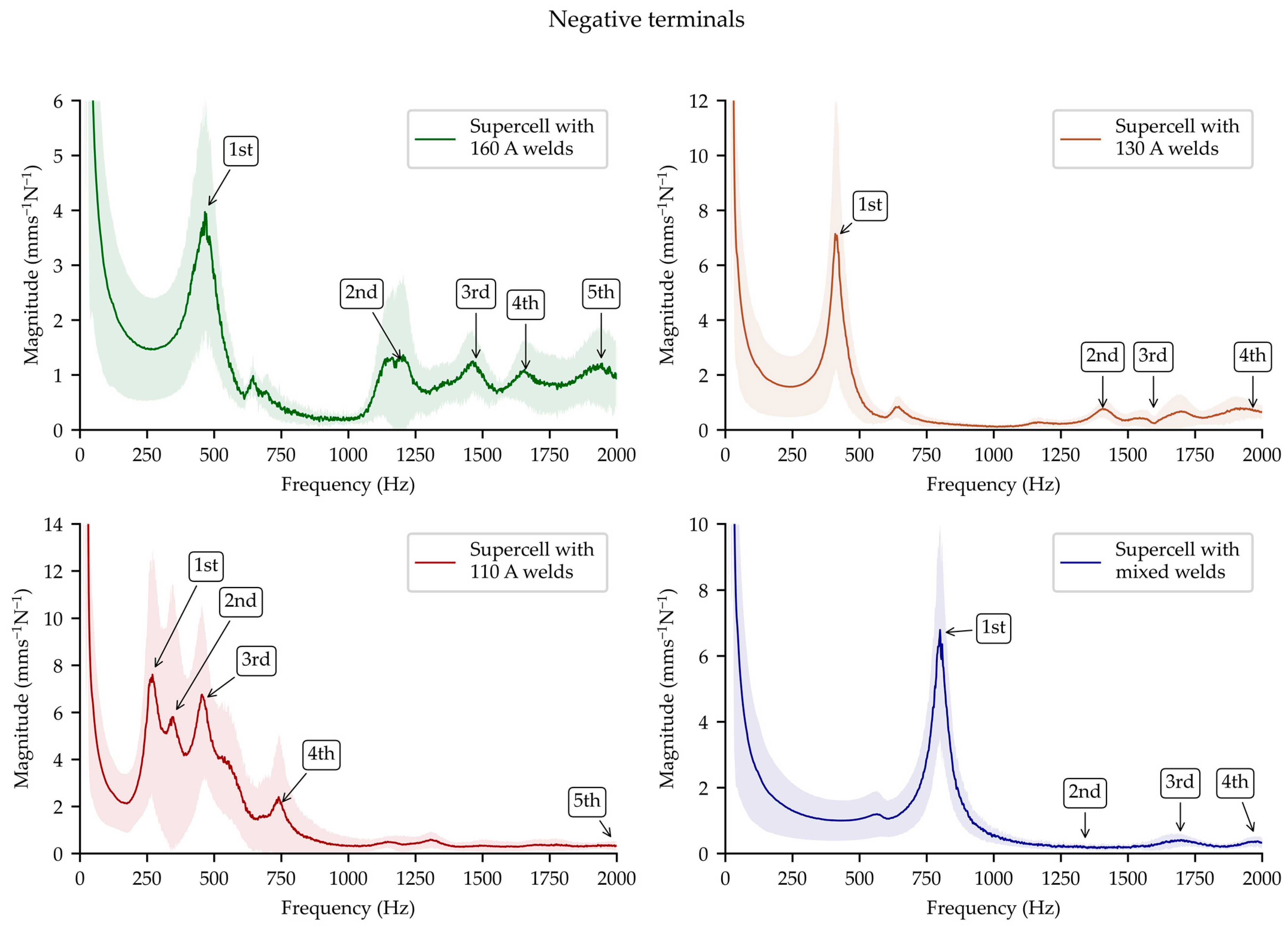
4.2.1. Negative Terminal
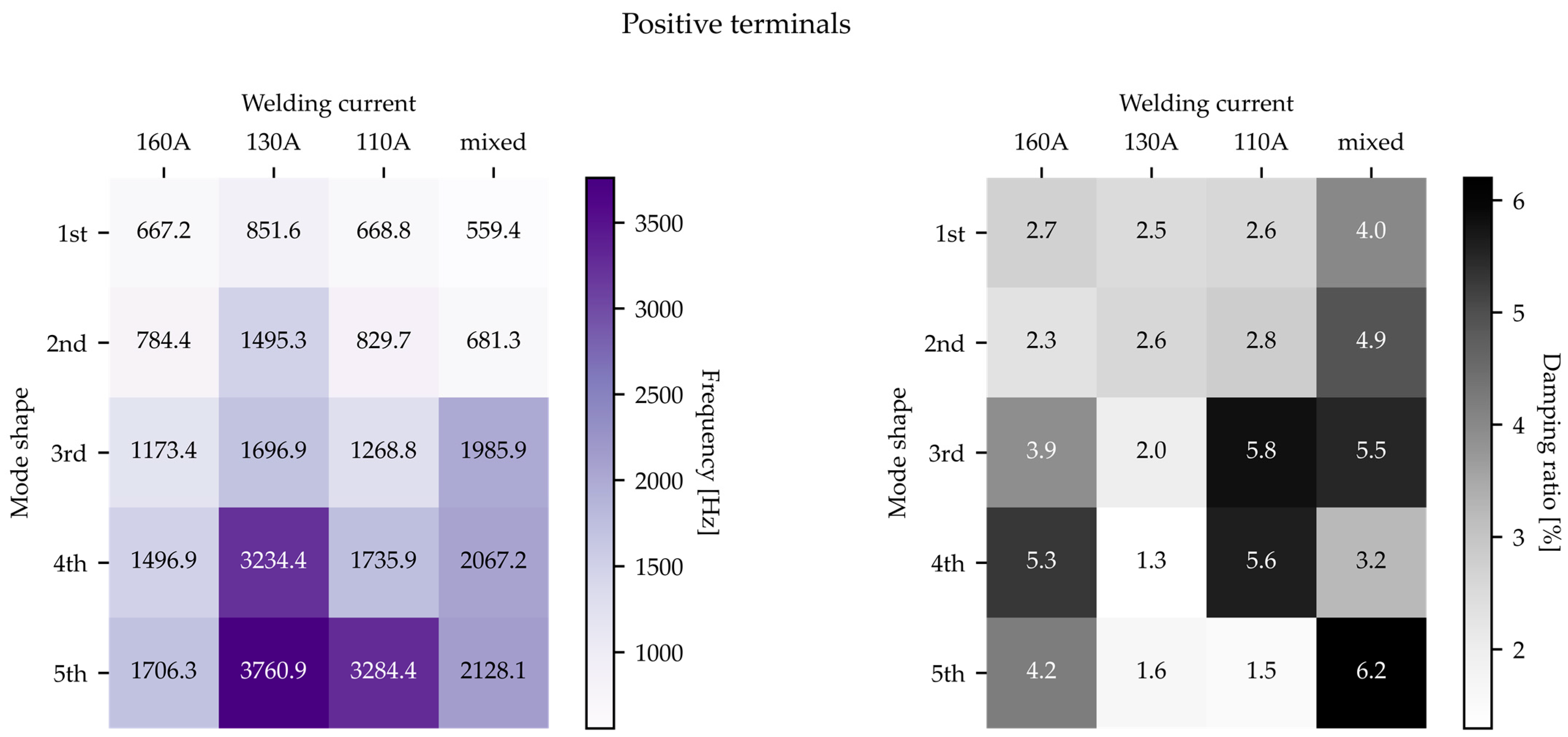
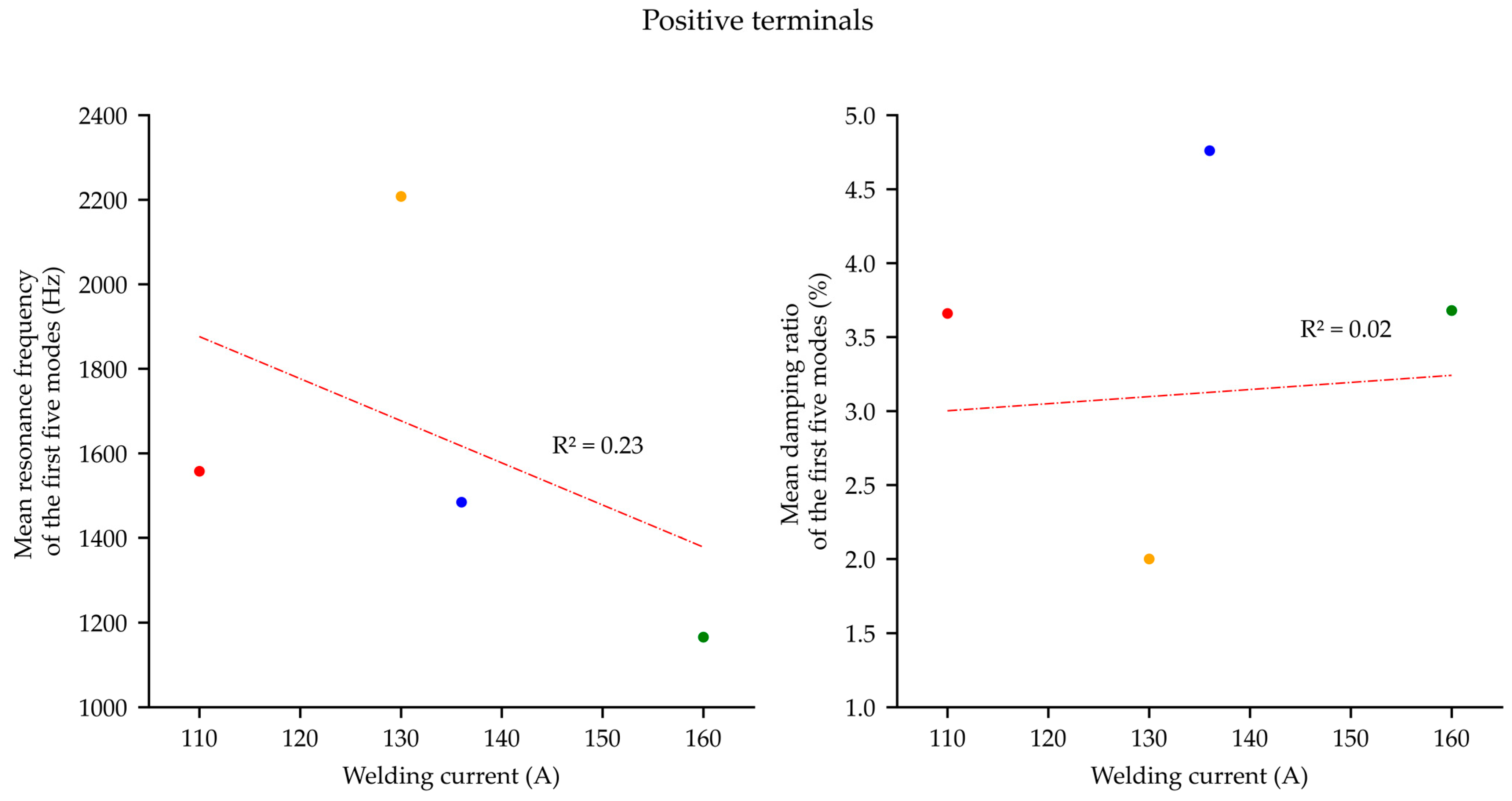
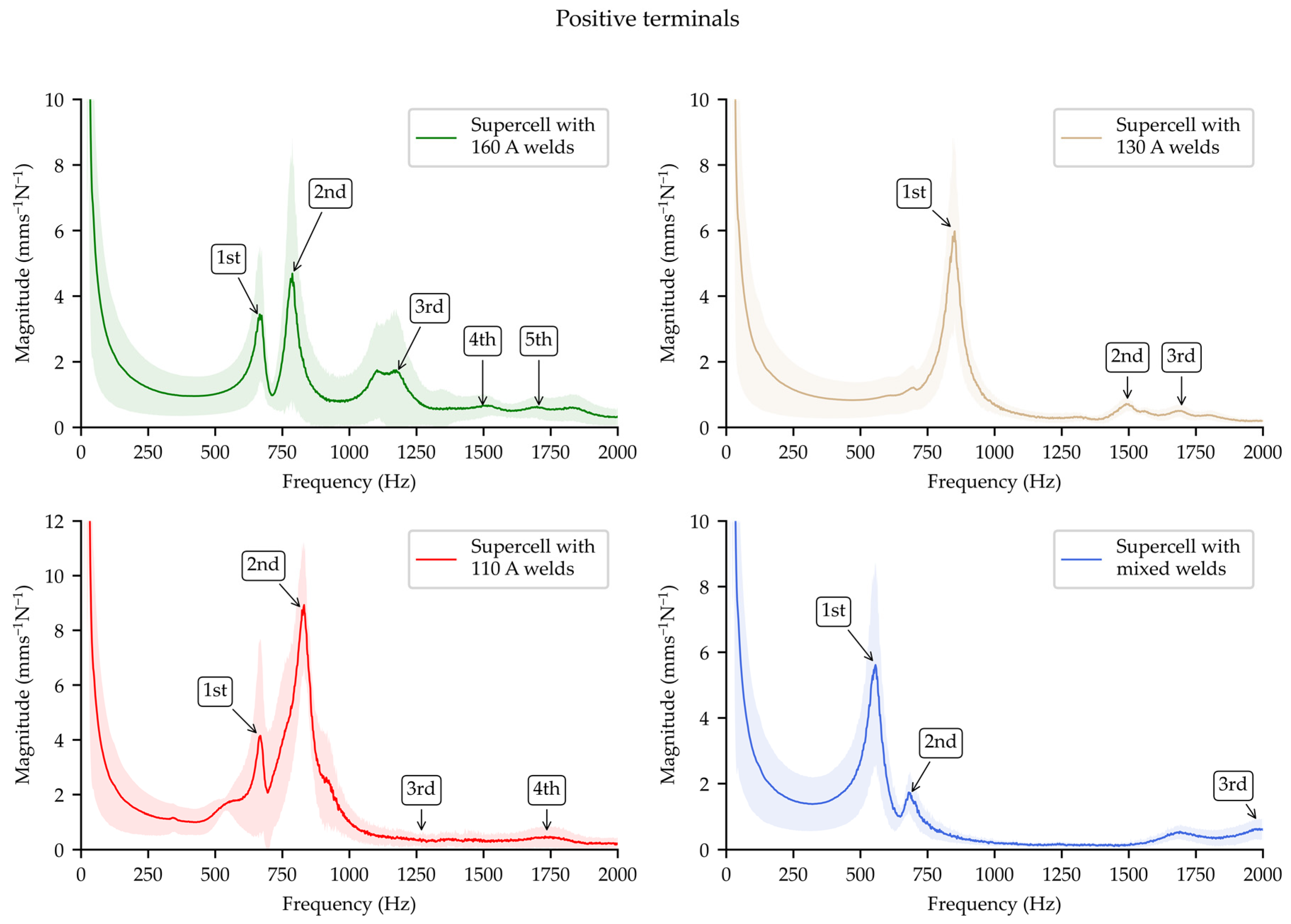
4.2.2. Positive Terminals
4.2.3. Summarizing Discussion for Experimental Modal Analysis of Supercells
- The heatmaps and Pearson correlation coefficients showed either weak or negligible linear correlations between the resonance frequency or the damping ratio and the welding current. This is contrary to the hypothesis that the sub-optimally welded tabs would be more compliant and therefore resonate at lower frequencies and with higher damping ratios than the well optimized welds.
- The individual supercells were characterized by modal models with distinct features, but lacked clear trends between the modal parameters and the welding current. This was particularly notable for the supercells with mixed welds, which had both similarities with and differences from the other supercells, as well as unique properties that were not intermediate between their optimally and sub-optimally welded counterparts.
- The averaged spectra from the tabs of the cells showed resonance peaks that were consistent with the frequencies of the mode shapes obtained from the EMA of the supercells. These spectra were characterized by low variance from the mean magnitude. This suggests that the modal models were influenced to a greater degree by structural materials than by the local compliance and damping of the welds.
- While the above findings are applicable to the EMA undertaken at both the negative and positive terminals, numerical differences were found in the resonance frequencies and damping ratios observed at either terminal. This suggests that the local internal structure of the cylindrical cells played a role in influencing the modal parameters, even if it did not strongly influence the overall trends.
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, B.; Hu, S.J.; Sun, L.; Freiheit, T. Intelligent welding system technologies: State-of-the-art review and perspectives. J. Manuf. Syst. 2020, 56, 373–391. [Google Scholar] [CrossRef]
- Cai, W.; Wang, J.; Jiang, P.; Cao, L.; Mi, G.; Zhou, Q. Application of sensing techniques and artificial intelligence-based methods to laser welding real-time monitoring: A critical review of recent literature. J. Manuf. Syst. 2020, 57, 1–18. [Google Scholar] [CrossRef]
- Stavridis, J.; Papacharalampopoulos, A.; Stavropoulos, P. Quality assessment in laser welding: A critical review. Int. J. Adv. Manuf. Technol. 2018, 94, 1825–1847. [Google Scholar] [CrossRef]
- You, D.Y.; Gao, X.D.; Katayama, S. Review of laser welding monitoring. Sci. Technol. Weld. Join. 2014, 19, 181–201. [Google Scholar] [CrossRef]
- Chen, Y.; Chen, B.; Yao, Y.; Tan, C.; Feng, J. A spectroscopic method based on support vector machine and artificial neural network for fiber laser welding defects detection and classification. NDT E Int. 2019, 108, 102176. [Google Scholar] [CrossRef]
- Zhang, Z.; Ren, W.; Yang, Z.; Wen, G. Real-time seam defect identification for Al alloys in robotic arc welding using optical spectroscopy and integrating learning. Measurement 2020, 156, 107546. [Google Scholar] [CrossRef]
- Xiao, X.; Liu, X.; Cheng, M.; Song, L. Towards monitoring laser welding process via a coaxial pyrometer. J. Mater. Process. Technol. 2019, 277, 116409. [Google Scholar] [CrossRef]
- Schmidt, L.; Römer, F.; Böttger, D.; Leinenbach, F.; Straß, B.; Wolter, B.; Schricker, K.; Seibold, M.; Bergmann, J.P.; Del Galdo, G. Acoustic process monitoring in laser beam welding. Procedia CIRP 2020, 94, 763–768. [Google Scholar] [CrossRef]
- Sumesh, A.; Rameshkumar, K.; Mohandas, K.; Babu, R.S. Use of Machine Learning Algorithms for Weld Quality Monitoring using Acoustic Signature. Procedia Comput. Sci. 2015, 50, 316–322. [Google Scholar] [CrossRef] [Green Version]
- Silva, L.C.; Filho, E.F.S.; de Albuquerque, M.C.S.; Silva, I.C.; Farias, C.T. Segmented analysis of time-of-flight diffraction ultrasound for flaw detection in welded steel plates using extreme learning machines. Ultrasonics 2019, 102, 106057. [Google Scholar] [CrossRef]
- Amiri, N.; Farrahi, G.; Kashyzadeh, K.R.; Chizari, M. Applications of ultrasonic testing and machine learning methods to predict the static & fatigue behavior of spot-welded joints. J. Manuf. Process. 2020, 52, 26–34. [Google Scholar] [CrossRef]
- Malarvel, M.; Singh, H. An autonomous technique for weld defects detection and classification using multi-class support vector machine in X-radiography image. Optik 2021, 231, 166342. [Google Scholar] [CrossRef]
- You, D.; Gao, X.; Katayama, S. Multisensor Fusion System for Monitoring High-Power Disk Laser Welding Using Support Vector Machine. IEEE Trans. Ind. Inform. 2014, 10, 1285–1295. [Google Scholar] [CrossRef]
- Mishra, D.; Gupta, A.; Raj, P.; Kumar, A.; Anwer, S.; Pal, S.K.; Chakravarty, D.; Pal, S.; Chakravarty, T.; Pal, A.; et al. Real time monitoring and control of friction stir welding process using multiple sensors. CIRP J. Manuf. Sci. Technol. 2020, 30, 1–11. [Google Scholar] [CrossRef]
- Zhang, Y.; You, D.; Gao, X.; Zhang, N.; Gao, P.P. Welding defects detection based on deep learning with multiple optical sensors during disk laser welding of thick plates. J. Manuf. Syst. 2019, 51, 87–94. [Google Scholar] [CrossRef]
- Liu, G.; Gao, X.; You, D.; Zhang, N. Prediction of high power laser welding status based on PCA and SVM classification of multiple sensors. J. Intell. Manuf. 2019, 30, 821–832. [Google Scholar] [CrossRef]
- Xu, Y.; Wang, Z. Visual sensing technologies in robotic welding: Recent research developments and future interests. Sensors Actuators A Phys. 2021, 320, 112551. [Google Scholar] [CrossRef]
- Mishra, D.; Roy, R.B.; Dutta, S.; Pal, S.K.; Chakravarty, D. A review on sensor based monitoring and control of friction stir welding process and a roadmap to Industry 4.0. J. Manuf. Process. 2018, 36, 373–397. [Google Scholar] [CrossRef]
- Zhang, Z.; Wen, G.; Chen, S. Weld image deep learning-based on-line defects detection using convolutional neural networks for Al alloy in robotic arc welding. J. Manuf. Process. 2019, 45, 208–216. [Google Scholar] [CrossRef]
- Yang, L.; Fan, J.; Liu, Y.; Li, E.; Peng, J.; Liang, Z. Automatic Detection and Location of Weld Beads With Deep Convolutional Neural Networks. IEEE Trans. Instrum. Meas. 2021, 70, 5001912. [Google Scholar] [CrossRef]
- Fan, X.; Gao, X.; Liu, G.; Ma, N.; Zhang, Y. Research and prospect of welding monitoring technology based on machine vision. Int. J. Adv. Manuf. Technol. 2021, 115, 3365–3391. [Google Scholar] [CrossRef]
- Kumar, N.; Masters, I.; Das, A. In-depth evaluation of laser-welded similar and dissimilar material tab-to-busbar electrical interconnects for electric vehicle battery pack. J. Manuf. Process. 2021, 70, 78–96. [Google Scholar] [CrossRef]
- Shah, R.K. Advances in Science and Technology of Compact Heat Exchangers. Heat Transf. Eng. 2006, 27, 3–22. [Google Scholar] [CrossRef]
- Jozwik, P.; Polkowski, W.; Bojar, Z. Applications of Ni3Al Based Intermetallic Alloys—Current Stage and Potential Perceptivities. Materials 2015, 8, 2537–2568. [Google Scholar] [CrossRef]
- Chludzinski, M.; dos Santos, R.; Churiaque, C.; Ortega-Iguña, M.; Sánchez-Amaya, J. Pulsed Laser Welding Applied to Metallic Materials—A Material Approach. Metals 2021, 11, 640. [Google Scholar] [CrossRef]
- Hong, Y.; Chang, B.; Peng, G.; Yuan, Z.; Hou, X.; Xue, B.; Du, D. In-Process Monitoring of Lack of Fusion in Ultra-Thin Sheets Edge Welding Using Machine Vision. Sensors 2018, 18, 2411. [Google Scholar] [CrossRef] [Green Version]
- Shaikh, U.F.; Das, A.; Barai, A.; Masters, I. Electro-Thermo-Mechanical Behaviours of Laser Joints for Electric Vehicle Battery Interconnects. In Proceedings of the 2019 Electric Vehicles International Conference (EV), Bucharest, Romania, 3–4 October 2019; pp. 1–6. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Zhang, R.; Wang, J.; Wang, Y. Current and future lithium-ion battery manufacturing. iScience 2021, 24, 102332. [Google Scholar] [CrossRef]
- Saw, L.H.; Ye, Y.; Tay, A.A. Integration issues of lithium-ion battery into electric vehicles battery pack. J. Clean. Prod. 2016, 113, 1032–1045. [Google Scholar] [CrossRef]
- Wang, W.; Dai, S.; Zhao, W.; Wang, C.; Ma, T. Design optimization of a novel negative Poisson’s ratio non-module battery pack system considering crashworthiness and heat dissipation. Compos. Struct. 2021, 275, 114458. [Google Scholar] [CrossRef]
- Xiong, Y.; Pan, Y.; Wu, L.; Liu, B. Effective weight-reduction- and crashworthiness-analysis of a vehicle’s battery-pack system via orthogonal experimental design and response surface methodology. Eng. Fail. Anal. 2021, 128, 105635. [Google Scholar] [CrossRef]
- Zhi, M.; Fan, R.; Yang, X.; Zheng, L.; Yue, S.; Liu, Q.; He, Y. Recent research progress on phase change materials for thermal management of lithium-ion batteries. J. Energy Storage 2022, 45, 103694. [Google Scholar] [CrossRef]
- Schuh, G.; Bergweiler, G.; Fiedler, F.; Koltermann, M. Flexible Production Concept of a Low-Cost Battery Pack Housing for Electric Vehicles. Procedia CIRP 2020, 93, 137–142. [Google Scholar] [CrossRef]
- Zwicker, M.; Moghadam, M.; Zhang, W.; Nielsen, C. Automotive battery pack manufacturing—A review of battery to tab joining. J. Adv. Join. Process. 2020, 1, 100017. [Google Scholar] [CrossRef]
- Das, A.; Li, D.; Williams, D.; Greenwood, D. Joining Technologies for Automotive Battery Systems Manufacturing. World Electr. Veh. J. 2018, 9, 22. [Google Scholar] [CrossRef] [Green Version]
- Das, A.; Li, D.; Williams, D.; Greenwood, D. Weldability and shear strength feasibility study for automotive electric vehicle battery tab interconnects. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 54. [Google Scholar] [CrossRef] [Green Version]
- Rikka, V.R.; Sahu, S.R.; Roy, A.; Jana, S.N.; Sivaprahasam, D.; Prakash, R.; Gopalan, R.; Sundararajan, G. Tailoring micro resistance spot welding parameters for joining nickel tab to inner aluminium casing in a cylindrical lithium ion cell and its influence on the electrochemical performance. J. Manuf. Process. 2020, 49, 463–471. [Google Scholar] [CrossRef]
- Rothberg, S.J.; Allen, M.S.; Castellini, P.; Di Maio, D.; Dirckx, J.J.J.; Ewins, D.J.; Halkon, B.J.; Muyshondt, P.; Paone, N.; Ryan, T.; et al. An international review of laser Doppler vibrometry: Making light work of vibration measurement. Opt. Lasers Eng. 2017, 99, 11–22. [Google Scholar] [CrossRef] [Green Version]
- Yu, T.Y. 12-laser-based sensing for assessing and monitoring civil infrastructures. In Sensor Technologies for Civil Infrastructures; Wang, M.L., Lynch, J.P., Sohn, H., Eds.; Woodhead Publishing: Thorston, UK, 2014; Volume 55, pp. 327–356. [Google Scholar]
- Foth, H.-J.; Meyer, D.H.; Stoeckel, T. Side effects of laser-tissue interaction studied by laser Doppler vibrometry. In Proceedings of the Fourth International Conference on Vibration Measurements by Laser Techniques: Advances and Applications, Ancona, Italy, 20–23 June 2000; Volume 4072, pp. 392–401. [Google Scholar] [CrossRef]
- Castellini, P.; Martarelli, M.; Tomasini, E.P. Laser Doppler Vibrometry: Development of advanced solutions answering to technology’s needs. Mech. Syst. Signal Process. 2006, 20, 1265–1285. [Google Scholar] [CrossRef]
- Scislo, L. Non-invasive measurements of ultra-lightweight composite materials using laser doppler vibrometry system. In Proceedings of the 26th International Congress on Sound and Vibration: Montreal Bridges, Montreal, QC, Canada, 7–11 July 2019. [Google Scholar]
- Roose, S.; Stockman, Y.; Rochus, P.; Kuhn, T.; Lang, M.; Baier, H.; Langlois, S.; Casarosa, G. Optical methods for non-contact measurements of membranes. Acta Astronaut. 2009, 65, 1317–1329. [Google Scholar] [CrossRef]
- Di Maio, D.; Castellini, P.; Martarelli, M.; Rothberg, S.; Allen, M.; Zhu, W.; Ewins, D. Continuous Scanning Laser Vibrometry: A raison d’être and applications to vibration measurements. Mech. Syst. Signal Process. 2021, 156, 107573. [Google Scholar] [CrossRef]
- Xiang, J.-W.; Matsumoto, T.; Long, J.-Q.; Ma, G. Identification of damage locations based on operating deflection shape. Nondestruct. Test. Eval. 2013, 28, 166–180. [Google Scholar] [CrossRef]
- Khan, A.; Stanbridge, A.; Ewins, D. Detecting damage in vibrating structures with a scanning LDV. Opt. Lasers Eng. 1999, 32, 583–592. [Google Scholar] [CrossRef]
- Scislo, L. Quality Assurance and Control of Steel Blade Production Using Full Non-Contact Frequency Response Analysis and 3D Laser Doppler Scanning Vibrometry System. In Proceedings of the 2021 11th IEEE International Conference on Intelligent Data Acquisition and Advanced Computing Systems: Technology and Applications (IDAACS), Cracow, Poland, 22–25 September 2021; Volume 1, pp. 419–423. [Google Scholar] [CrossRef]
- Seppänen, H.; Kurppa, R.; Meriläinen, A.; Hæggström, E. Real time contact resistance measurement to determine when microwelds start to form during ultrasonic wire bonding. Microelectron. Eng. 2013, 104, 114–119. [Google Scholar] [CrossRef]
- Larizza, P. Chapter 29—Measurement, testing, and diagnosis for micro-manufacturing systems. In Micromanufacturing Engineering and Technology, 2nd ed.; Qin, Y., Ed.; William Andrew Publishing: Boston, MA, USA, 2015; pp. 675–704. [Google Scholar]
- Lawrence, E.M.; Speller, K.E.; Yu, D. MEMS characterization using Laser Doppler Vibrometry. In Reliability, Testing, and Characterization of MEMS/MOEMS II; International Society for Optics and Photonics: Bellingham, WA, USA, 2003; Volume 4980, pp. 51–63. [Google Scholar] [CrossRef]
- Johansmann, M.; Wirth, G. Laser Doppler vibrometry for measuring vibration in ultrasonic transducers. In Ultrasonic Transducers; Woodhead Publishing: Thorston, UK, 2012; pp. 277–313. [Google Scholar] [CrossRef]
- Balz, I.; Rosenthal, E.; Reimer, A.; Turiaux, M.; Schiebahn, A.; Reisgen, U. Analysis of the thermo-mechanical mechanism during ultrasonic welding of battery tabs using high-speed image capturing. Weld. World 2019, 63, 1573–1582. [Google Scholar] [CrossRef]
- Balle, F.; Wagner, G.; Eifler, D. Characterization of the ultrasonic welding process through high-resolution laser-doppler vibrometry. In InFocus—Optical Measurement Solutions Issue I; Polytec: Irvine, CA, USA, 2009. [Google Scholar]
- Lu, Y.; Song, H.; Taber, G.; Foster, D.; Daehn, G.; Zhang, W. In-situ measurement of relative motion during ultrasonic spot welding of aluminum alloy using Photonic Doppler Velocimetry. J. Mater. Process. Technol. 2016, 231, 431–440. [Google Scholar] [CrossRef]
- Czerny, B.; Khatibi, G. Interface reliability and lifetime prediction of heavy aluminum wire bonds. Microelectron. Reliab. 2016, 58, 65–72. [Google Scholar] [CrossRef]
- Pedersen, K.B.; Nielsen, D.A.; Czerny, B.; Khatibi, G.; Iannuzzo, F.; Popok, V.N.; Pedersen, K. Wire bond degradation under thermo- and pure mechanical loading. Microelectron. Reliab. 2017, 76, 373–377. [Google Scholar] [CrossRef]
- Czerny, B.; Khatibi, G. Accelerated mechanical fatigue interconnect testing method for electrical wire bonds. tm-Tech. Mess. 2018, 85, 213–220. [Google Scholar] [CrossRef]
- Popok, V.N.; Buhrkal-Donau, S.; Czerny, B.; Khatibi, G.; Luo, H.; Iannuzzo, F.; Pedersen, K.B. Comparative study of wire bond degradation under power and mechanical accelerated tests. J. Mater. Sci. Mater. Electron. 2019, 30, 17040–17045. [Google Scholar] [CrossRef]
- Gaul, H.; Shah, A.; Mayer, M.; Zhou, Y.; Schneider-Ramelow, M.; Reichl, H. The ultrasonic wedge/wedge bonding process investigated using in situ real-time amplitudes from laser vibrometer and integrated force sensor. Microelectron. Eng. 2010, 87, 537–542. [Google Scholar] [CrossRef]
- Qin, I.; Shah, A.; Huynh, C.; DeAngelis, D.; Meyer, M.; Mayer, M.; Zhou, Y. Thermosonic Au ball bonding process investigated using microsensor and laser vibrometer. In Proceedings of the 60th Electronic Components and Technology Conference (ECTC), Las Vegas, NV, USA, 1–4 June 2010; pp. 1776–1782. [Google Scholar] [CrossRef]
- Tan, K.M.; Babu, T.S.; Ramachandaramurthy, V.K.; Kasinathan, P.; Solanki, S.G.; Raveendran, S.K. Empowering smart grid: A comprehensive review of energy storage technology and application with renewable energy integration. J. Energy Storage 2021, 39, 102591. [Google Scholar] [CrossRef]
- Kebede, A.A.; Kalogiannis, T.; Van Mierlo, J.; Berecibar, M. A comprehensive review of stationary energy storage devices for large scale renewable energy sources grid integration. Renew. Sustain. Energy Rev. 2022, 159, 112213. [Google Scholar] [CrossRef]
- Wang, W.; Yuan, B.; Sun, Q.; Wennersten, R. Application of energy storage in integrated energy systems—A solution to fluctuation and uncertainty of renewable energy. J. Energy Storage 2022, 52, 104812. [Google Scholar] [CrossRef]
- Sokolov, M.; Franciosa, P.; Sun, T.; Ceglarek, D.; DiMatteo, V.; Ascari, A.; Fortunato, A.; Nagel, F. Applying optical coherence tomography for weld depth monitoring in remote laser welding of automotive battery tab connectors. J. Laser Appl. 2021, 33, 012028. [Google Scholar] [CrossRef]
- Kang, B.; Cai, W.; Tan, C.-A. Dynamic Response of Battery Tabs under Ultrasonic Welding. J. Manuf. Sci. Eng. 2013, 135, 051013. [Google Scholar] [CrossRef]
- Kang, B.; Cai, W.; Tan, C.-A. Dynamic Stress Analysis of Battery Tabs under Ultrasonic Welding. J. Manuf. Sci. Eng. 2014, 136, 041011. [Google Scholar] [CrossRef]
- Kang, B.; Cai, W.; Tan, C.-A. Vibrational energy loss analysis in battery tab ultrasonic welding. J. Manuf. Process. 2014, 16, 218–232. [Google Scholar] [CrossRef]
- Japanese Industrial Standards Committee. Determination of tensile lap-shear strength of rigid-to-rigid bonded assemblies. JIS K 2003, 6850, 1999. [Google Scholar]
- Wang, X. 3-vehicle vibration measurement and analysis. In Vehicle Noise and Vibration Refinement; Wang, X., Ed.; Woodhead Publishing: Thorston, UK, 2010; pp. 33–67. [Google Scholar] [CrossRef]
- Sinha, J.K. Introduction to vibration instruments. In Vibration Analysis, Instruments, and Signal Processing; CRC Press: Boca Raton, FL, USA, 2015; p. 110. [Google Scholar]
- Avitabile, P. Introduction to Experimental Modal Analysis: A Simple Non-mathematical Presentation. In Modal Testing: A Practitioner’s Guide; The Society for Experimental Mechanics and John Wiley & Sons Ltd.: Chichester, UK, 2018; pp. 1–35. [Google Scholar] [CrossRef]
- Avitabile, P. Modal Parameter Estimation Techniques. In Modal Testing: A Practitioner’s Guide; The Society for Experimental Mechanics and John Wiley & Sons Ltd.: Chichester, UK, 2017; pp. 189–219. [Google Scholar] [CrossRef]
- Schwarz, B.J.; Richardson, M.H. Experimental modal analysis. In Polywave User Manual; Polytec GmbH: Waldbronn, Germany, 2021; pp. 57–63. [Google Scholar]
- Jazar, R.N. One degree of freedom systems, frequency response. In Advanced Vibrations: A Modern Approach; Springer: Berlin/Heidelberg, Germany, 2013; Volume 3, pp. 175–232. [Google Scholar]
- Psv-500 Scanning Vibrometer Datasheet. Available online: https://www.polytec.com/eu/vibrometry/products/full-field-vibrometers/psv-500-scanning-vibrometer (accessed on 20 May 2022).







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Weld Quality | Current (A) |
|---|---|
| Well optimized | 160 |
| Intermediate | 130 |
| Poor | 110 |
| Not viable | 100 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ratner, A.; Wood, M.; Chowanietz, M.; Kumar, N.; Patel, R.; Hadlum, P.; Das, A.; Masters, I. Laser Doppler Vibrometry for Evaluating the Quality of Welds in Lithium-Ion Supercells. Energies 2022, 15, 4379. https://doi.org/10.3390/en15124379
Ratner A, Wood M, Chowanietz M, Kumar N, Patel R, Hadlum P, Das A, Masters I. Laser Doppler Vibrometry for Evaluating the Quality of Welds in Lithium-Ion Supercells. Energies. 2022; 15(12):4379. https://doi.org/10.3390/en15124379
Chicago/Turabian StyleRatner, Alon, Michael Wood, Maximilian Chowanietz, Nikhil Kumar, Rashik Patel, Paul Hadlum, Abhishek Das, and Iain Masters. 2022. "Laser Doppler Vibrometry for Evaluating the Quality of Welds in Lithium-Ion Supercells" Energies 15, no. 12: 4379. https://doi.org/10.3390/en15124379