
Flame Propagation Characteristics of Hybrid Explosion of Ethylene and Polyethylene Mixture under Pressure Accumulation


Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Experiments
2.1. Experimental Apparatus
2.2. Experiment Materials
3. Results and Discussion
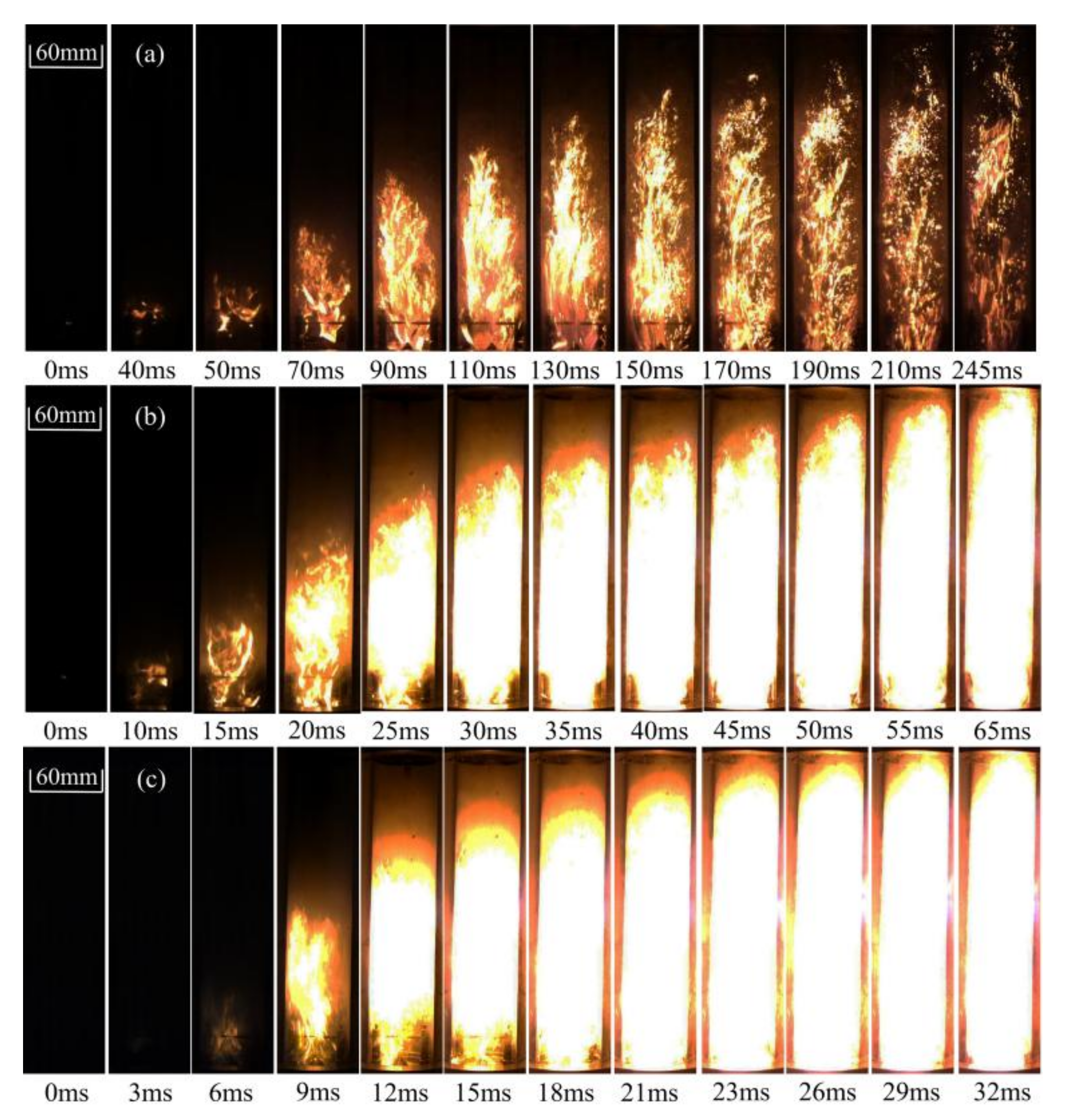
3.1. Flame Propagation Characteristics of Polyethylene Dust Explosion
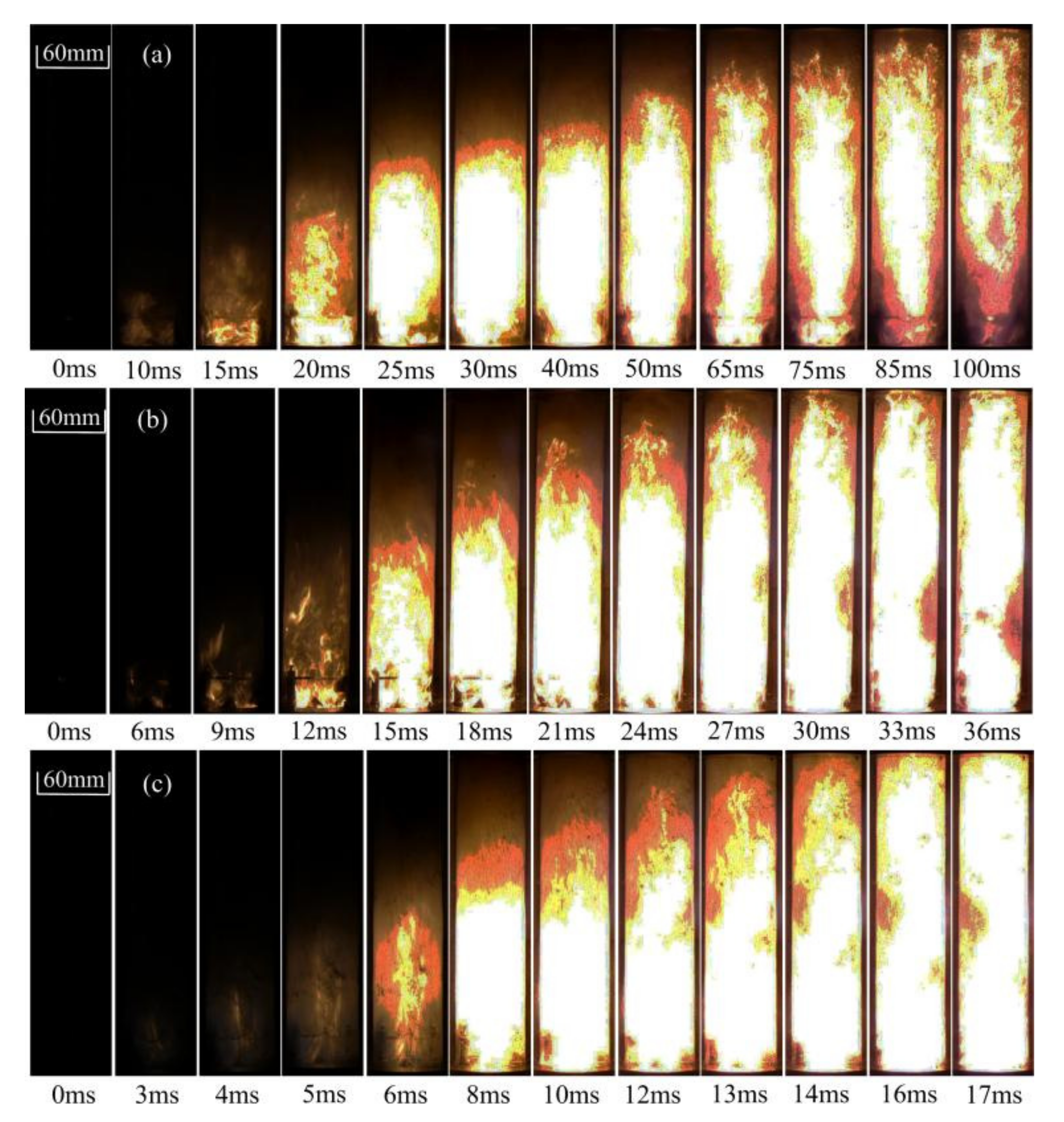
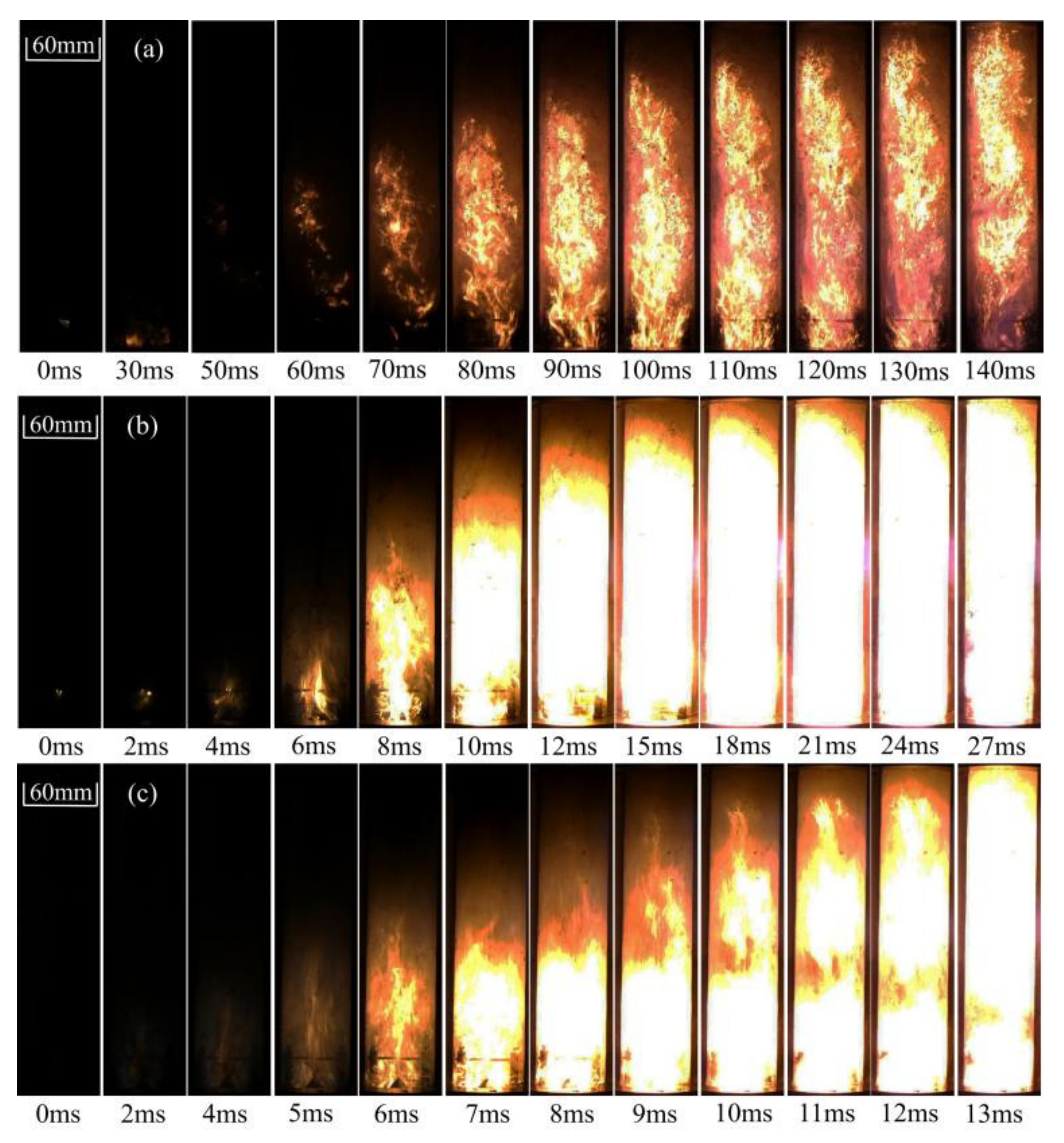
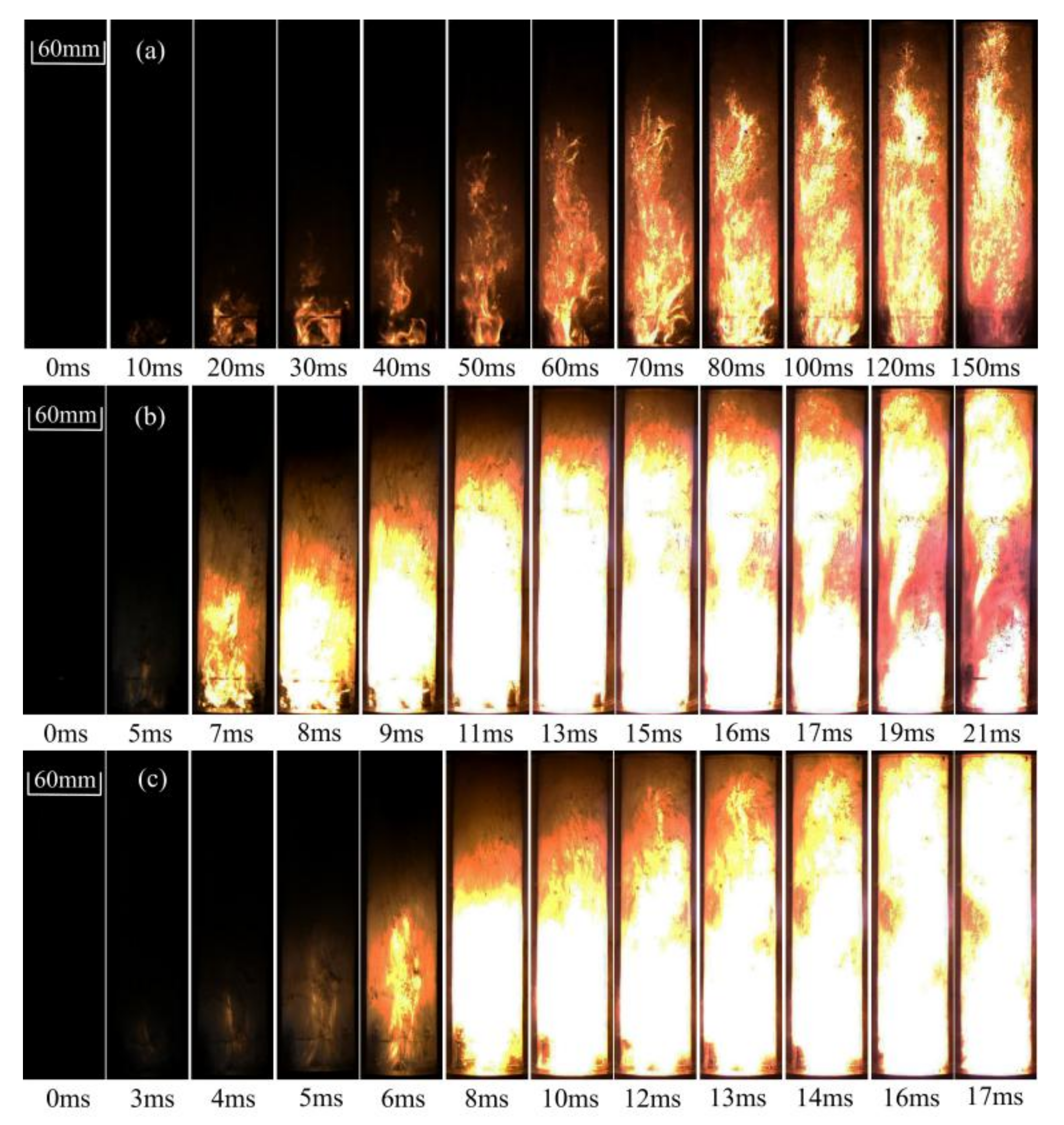
3.2. Flame Propagation Characteristics of Ethylene/Polyethylene Hybrid Explosion
3.2.1. Variations in Flame Structure
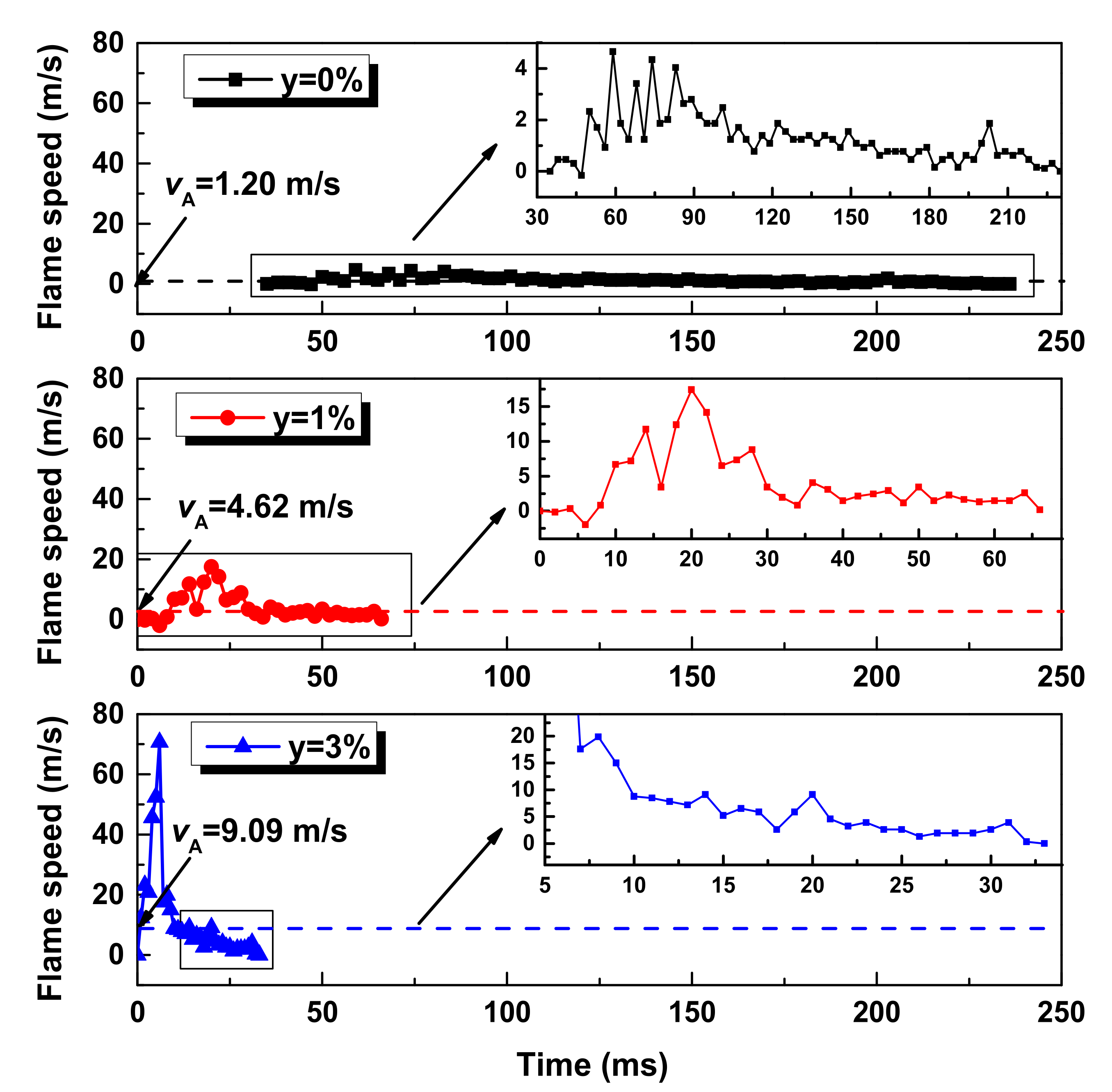
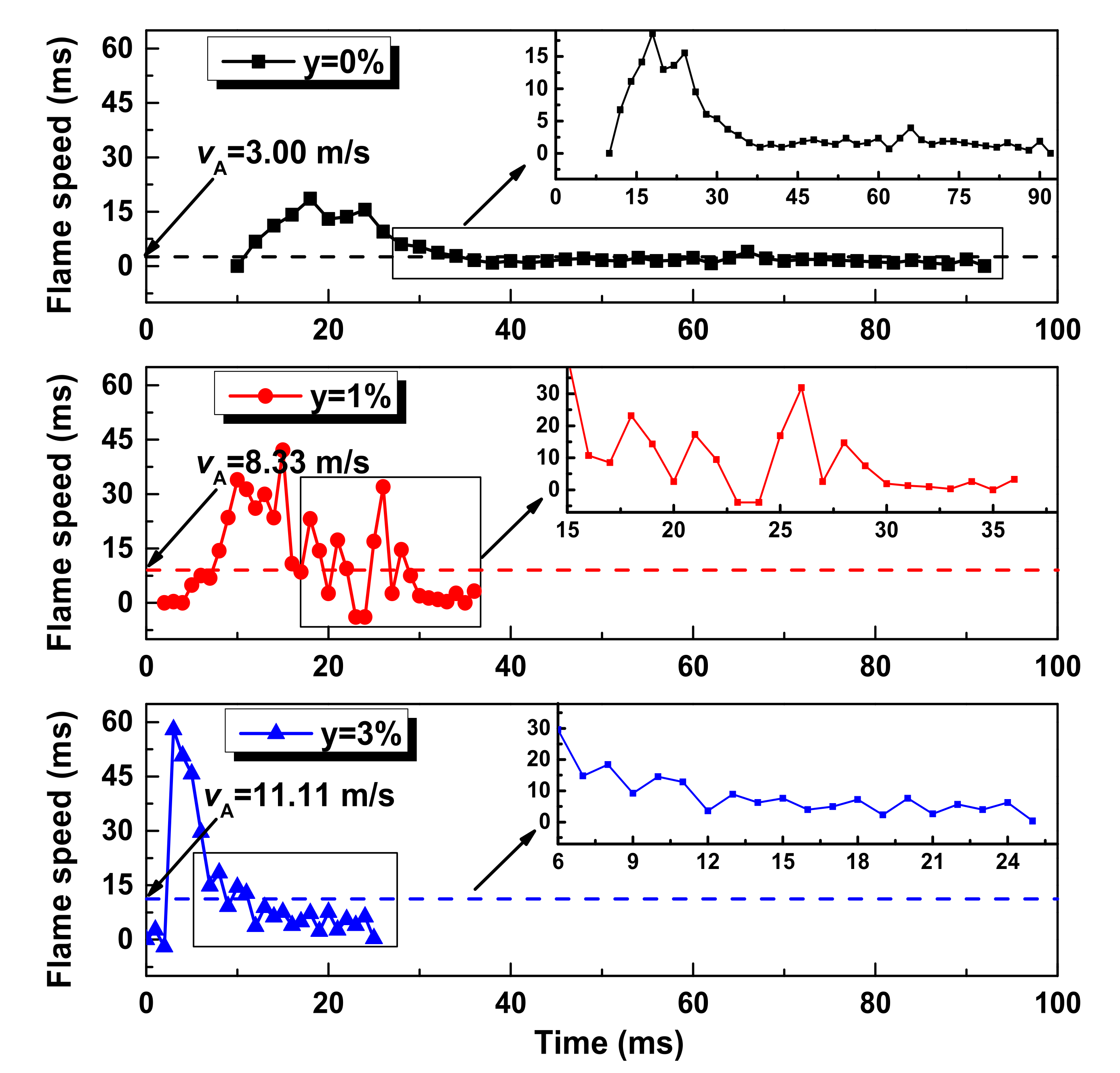
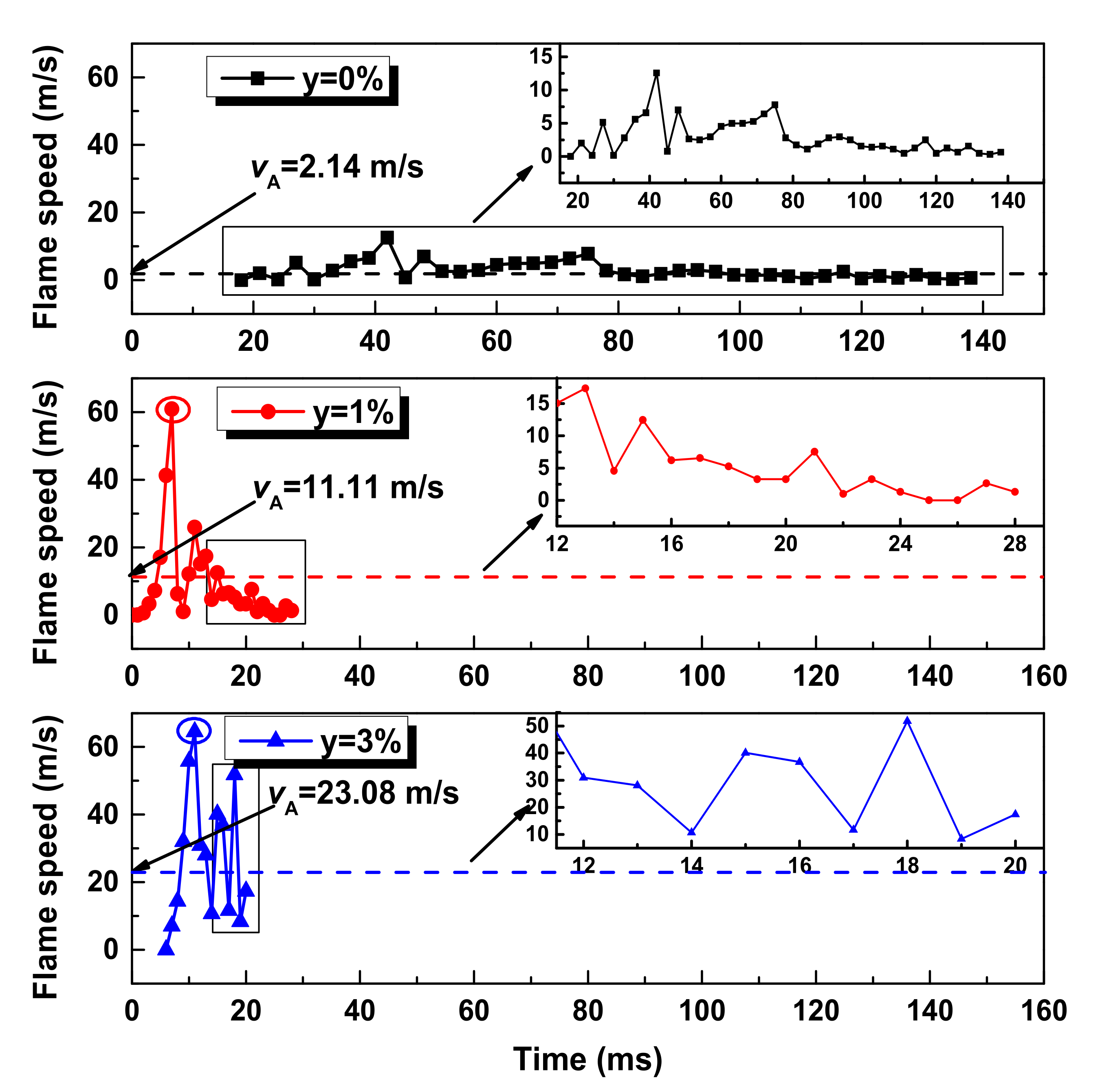
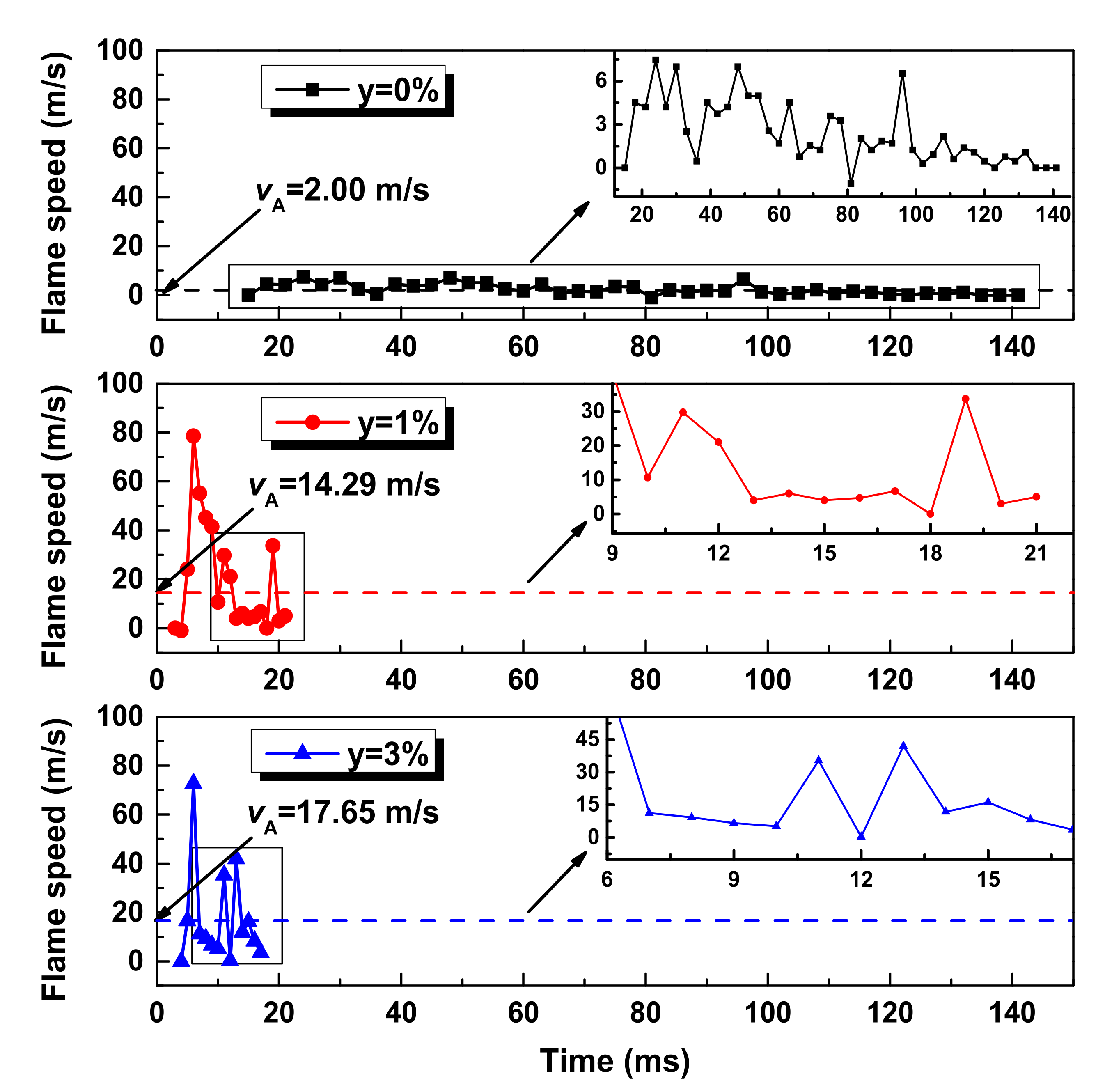
3.2.2. Variation in Flame Propagation Velocity
3.3. Flame Propagation Mechanism of Ethylene/Polyethylene Hybrid Explosion
4. Conclusions
- The flame brightness, flame structure continuity and average flame propagation velocity of polyethylene dust explosion increased first and then decreased with the increase in polyethylene dust concentration, and reached its maximum at 400 g/m3. The flame propagation velocity curves with time all had obvious fluctuation characteristics. The fluctuation range of flame propagation velocity with time was large in the early stage of explosion, and the flame propagation velocity was stable at low speed in the later stage.
- The flame brightness, flame front continuity and average flame propagation velocity of polyethylene dust explosion increase with the addition of ethylene, and increase further as the ethylene concentration increases from 1% to 3%. The flame propagation velocity with time for the ethylene/polyethylene hybrid explosion also presented the characteristics of pulsation, and the pulse amplitude was improved by the increase in ethylene concentration.
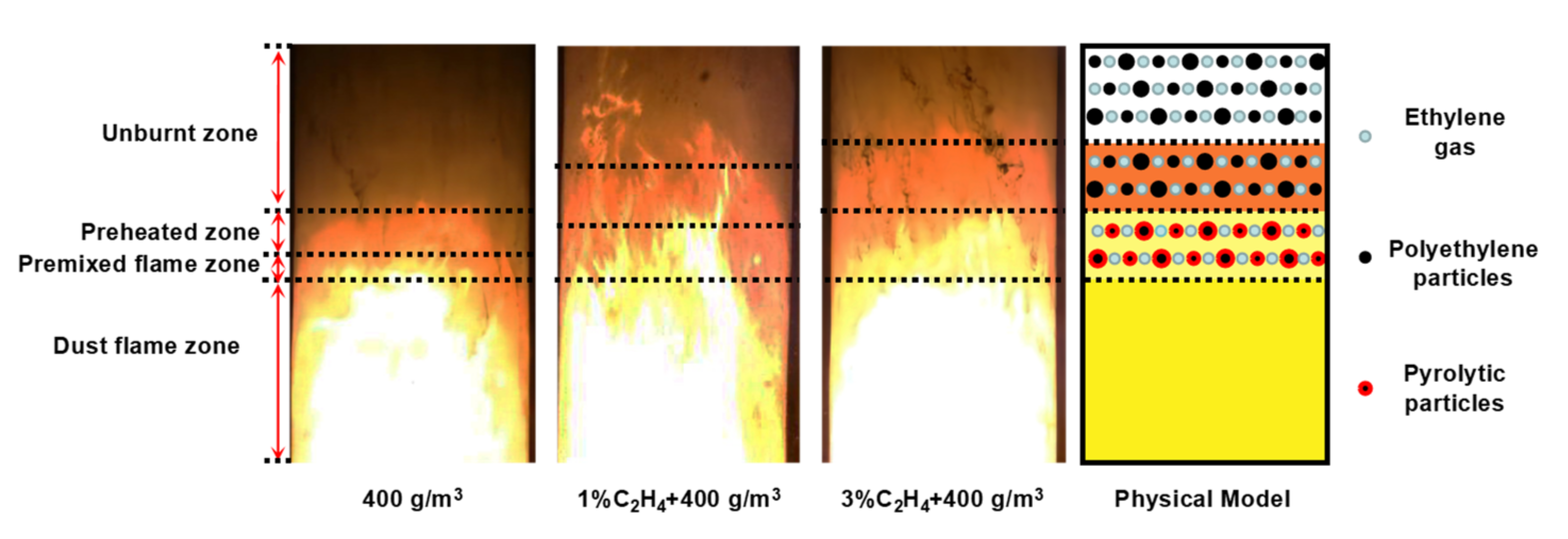
- The explosion flame of polyethylene dust and ethylene/polyethylene hybrid mixture both included four zones during the propagation process, which were denoted as the unburned zone, preheated zone, premixed flame zone and dust flame zone. For pure polyethylene dust explosion, the thicknesses of the premixed flame zone and preheated zone were relatively small. After adding ethylene, the thicknesses of the premixed flame zone and preheated zone increased significantly, and the thickness was improved by the increase in ethylene concentration.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mazur, K.; Jakubowska, P.; Romańska, P.; Kuciel, S. Green high density polyethylene (HDPE) reinforced with basalt fiber and agricultural fillers for technical applications. Compos. Part B Eng. 2020, 202, 108399. [Google Scholar] [CrossRef]
- Okhotnikova, E.S.; Ganeeva, Y.M.; Frolov, I.N.; Yusupova, T.N.; Fazylzyanova, G.R. Structural characterization and application of bitumen modified by recycled polyethylenes. Constr. Build Mater. 2022, 316, 126118. [Google Scholar] [CrossRef]
- Sahi, S.; Djidjelli, H.; Boukerrou, A. Study of the properties and biodegradability of the native and plasticized corn flour-filled low density polyethylene composites for food packaging applications. Mater. Today Proc. 2021, 36, 67–73. [Google Scholar] [CrossRef]
- Pang, L.; Cao, J.; Ma, R.; Zhao, Y.; Yang, K. Risk assessment method of polyethylene dust explosion based on explosion parameters. J. Loss Prev. Proc. Ind. 2021, 69, 104397. [Google Scholar] [CrossRef]
- Guan, S.J. Analysis of the cause of “2. 23” detonation in Liaoyang and the preventive method. Fire Sci. Technol. 2002, 5, 83–85. [Google Scholar]
- Lin, S.; Liu, Z.; Qian, J.; Zhao, H.; Ali, M.; Gu, Z. Inertant effects and mechanism of Al(OH)3 powder on polyethylene dust explosions based on flame propagation behavior and thermal analysis. Fire Saf. J. 2021, 124, 103392. [Google Scholar] [CrossRef]
- Addai, E.K.; Gabel, D.; Kamal, M.; Krause, U. Minimum ignition energy of hybrid mixtures of combustible dusts and gases. Process Saf. Environ. 2016, 102, 503–512. [Google Scholar] [CrossRef]
- Addai, E.K.; Addo, A.; Abbas, Z.; Krause, U. Investigation of the minimum ignition temperature and lower explosion limit of multi-components hybrid mixtures in the Godbert-Greenwald furnace. Process Saf. Environ. 2017, 111, 785–794. [Google Scholar] [CrossRef]
- Song, S.; Cheng, Y.; Wang, W.; Wang, Z.; Zhang, B. Explosion behaviors of hybrid C2H2/CaC2 dust in a confined space. J. Hazard. Mater. 2021, 416, 125783. [Google Scholar] [CrossRef]
- Denkevits, A.; Hoess, B. Hybrid H2/Al dust explosions in Siwek sphere. J. Loss Prev. Proc. Ind. 2015, 36, 509–521. [Google Scholar] [CrossRef]
- Guo, C.; Shao, H.; Jiang, S.; Wang, Y.; Wang, K.; Wu, Z. Effect of low-concentration coal dust on gas explosion propagation law. Powder Technol. 2020, 367, 243–252. [Google Scholar] [CrossRef]
- Kim, W.; Anraku, S.; Endo, T.; Choi, K. Flammability and flame propagation of propane/L-leucine powder hybrid mixtures. Powder Technol. 2020, 372, 694–702. [Google Scholar] [CrossRef]
- Song, S.; Cheng, Y.; Meng, X.; Ma, H.; Dai, H.; Kan, J.; Shen, Z. Hybrid CH4/coal dust explosions in a 20-L spherical vessel. Process Saf. Environ. 2019, 122, 281–287. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, H.; Chen, C.; Wang, P.; Xu, L. Experimental study to assess the explosion hazard of CH4/coal dust mixtures induced by high-temperature source surface. Process Saf. Environ. 2021, 154, 60–71. [Google Scholar] [CrossRef]
- Gan, B.; Li, B.; Jiang, H.; Zhang, D.; Bi, M.; Gao, W. Ethylene/polyethylene hybrid explosions: Part 1. Effects of ethylene concentrations on flame propagations. J. Loss Prev. Proc. Ind. 2018, 54, 93–102. [Google Scholar] [CrossRef]
- Ji, W.; Yan, X.; Sun, H.; Yu, X.; Yu, J. Comparative analysis of the explosibility of several different hybrid mixtures. Powder Technol. 2018, 325, 42–48. [Google Scholar] [CrossRef]
- Pang, L.; Cao, J.; Zhao, Y.; Yuan, C.; Yang, K.; Zhang, Z. Minimum ignition energy of LDPE dust/ethylene hybrid mixture. J. Loss Prev. Proc. Ind. 2021, 72, 104546. [Google Scholar] [CrossRef]
- Yu, J.L.; Ji, W.T.; Sun, H.L.; Yan, X.Q.; Yu, X.Z. Explosibility of hybrid mixtures ethylene and polyethylene dust. CIESC J. 2017, 68, 4841–4847. [Google Scholar] [CrossRef]
- Gan, B.; Gao, W.; Jiang, H.; Li, Y.; Zhang, Q.; Bi, M. Flame propagation behaviors and temperature characteristics in polyethylene dust explosions. Powder Technol. 2018, 328, 345–357. [Google Scholar] [CrossRef]
- Pang, L.; Ma, R.; Hu, S.; Lv, P.; Yang, K. Flame propagation of local LDPE dust cloud in a semi-open duct. Exp. Therm. Fluid Sci. 2019, 101, 209–216. [Google Scholar] [CrossRef]
- Yu, J.L.; Hou, Y.J.; Yan, X.Q.; Ji, W.T.; Yu, X.Z.; Wang, Y.B. Experimental study on flame propagation characteristics of polyethylene dust explosion under closed chamber. CIESC J. 2019, 70, 1227–1235. [Google Scholar] [CrossRef]
- Pang, L.; Zhao, Y.; Yang, K.; Zhai, H.; Lv, P.; Sun, S. Law of variation for low density polyethylene dust explosion with different inert gases. J. Loss Prev. Proc. Ind. 2019, 58, 42–50. [Google Scholar] [CrossRef]
- Wang, Y.; Lin, C.; Qi, Y.; Pei, B.; Wang, L.; Ji, W. Suppression of polyethylene dust explosion by sodium bicarbonate. Powder Technol. 2020, 367, 206–212. [Google Scholar] [CrossRef]
- Zhang, Y.; Pan, Z.; Yang, J.; Chen, J.; Chen, K.; Yan, K.; Meng, X.; Zhang, X.; He, M. Study on the suppression mechanism of (NH4)2CO3 and SiC for polyethylene deflagration based on flame propagation and experimental analysis. Powder Technol. 2022, 399, 117193. [Google Scholar] [CrossRef]
- Gan, B.; Li, B.; Jiang, H.; Zhang, D.; Bi, M.; Gao, W. Ethylene/polyethylene hybrid explosions: Part 2. effects of polyethylene particle size distributions on flame propagations. J. Loss Prev. Proc. Ind. 2018, 55, 134–143. [Google Scholar] [CrossRef]
- Li, M.; Xu, J.; Wang, C.; Wang, B. Thermal and kinetics mechanism of explosion mitigation of methane-air mixture by N2/CO2 in a closed compartment. Fuel (Guildford) 2019, 255, 115747. [Google Scholar] [CrossRef]
- Chen, X.; Gao, W.; Yang, M.; Jiang, H.; Zhang, Z.; Zhang, K. Experimental investigation on PMMA dust explosion venting at elevated static activation pressure. Powder Technol. 2021, 392, 402–411. [Google Scholar] [CrossRef]
- Yan, X.; Yu, J.; Gao, W. Flame behaviors and pressure characteristics of vented dust explosions at elevated static activation overpressures. J. Loss Prev. Proc. Ind. 2015, 33, 101–108. [Google Scholar] [CrossRef]
- Yang, M.; Jiang, H.; Chen, X.; Gao, W. Characteristic evaluation of aluminum dust explosion venting with high static activation pressure. Process Saf. Environ. 2021, 152, 83–96. [Google Scholar] [CrossRef]
- Yu, J.L.; Ji, W.T.; Yan, X.Q.; Yu, X.Z.; Hou, Y.J. Flame propagation characteristics of lycopodium dust explosion under explosion pressure accumulation conditions. Explos. Shock. Wave 2019, 39, 159–165. [Google Scholar] [CrossRef]
- Tan, F.G. Hazard analysis and countermeasures of dust explosion of polyolefin. Petrochem. Saf. Environ. Prot. Technol. 2005, 21, 21–24. [Google Scholar]
- Sun, J.; Dobashi, R.; Hirano, T. Concentration profile of particles across a flame propagating through an iron particle cloud. Combust. Flame 2003, 134, 381–387. [Google Scholar] [CrossRef]
- Gao, W.; Mogi, T.; Rong, J.; Yu, J.; Yan, X.; Dobashi, R. Motion behaviors of the unburned particles ahead of flame front in hexadecanol dust explosion. Powder Technol. 2015, 271, 125–133. [Google Scholar] [CrossRef]
- Ji, W.; Wang, Y.; Yang, J.; He, J.; Wen, X.; Wang, Y. Methods to predict variations of lower explosion limit associated with hybrid mixtures of flammable gas and dust. Fuel 2022, 310, 122138. [Google Scholar] [CrossRef]
- Wei, L.; Su, M.; Wang, K.; Chen, S.; Ju, Y.; Zhao, S.; Kong, X.; Chu, Y.; Wang, L. Suppression effects of ABC powder on explosion characteristics of hybrid C2H4/polyethylene dust. Fuel 2022, 310, 122159. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ji, W.; Yang, J.; Wang, Y.; He, J.; Wen, X.; Wang, Y. Flame Propagation Characteristics of Hybrid Explosion of Ethylene and Polyethylene Mixture under Pressure Accumulation. Energies 2022, 15, 4786. https://doi.org/10.3390/en15134786
Ji W, Yang J, Wang Y, He J, Wen X, Wang Y. Flame Propagation Characteristics of Hybrid Explosion of Ethylene and Polyethylene Mixture under Pressure Accumulation. Energies. 2022; 15(13):4786. https://doi.org/10.3390/en15134786
Chicago/Turabian StyleJi, Wentao, Jingjing Yang, Yang Wang, Jia He, Xiaoping Wen, and Yan Wang. 2022. "Flame Propagation Characteristics of Hybrid Explosion of Ethylene and Polyethylene Mixture under Pressure Accumulation" Energies 15, no. 13: 4786. https://doi.org/10.3390/en15134786