Abstract
In the present work, the optimization of a new coating formulation was investigated, taking attention to an industrially focused research approach used for the engineering design of the adsorber. The adsorbent was a composite zeolite or silica-gel based coating applied by using new flexible polymer matrices. The FC-80 formulation represents a good compromise between mechanical stability and absorption capacity. Using the developed coating process, a new compact HEX design was developed to reach the AHP target performance with easy and fast manufacturing. The specific cooling power of the coated heat exchanger was estimated to be about 500 W/kg of adsorbent. The new coated HEX was integrated in a new adsorption chiller and has been tested by a laboratory test-rig under realistic operating conditions. Results of preliminary testing demonstrated that the prototype provides a cooling capacity of around 10 kW with a COP of 0.54.
1. Introduction
Optimization of the adsorbent-heat exchanger (HEX) configuration is a relevant topic to improve the performance and industrial applicability of adsorption heat pumps (AHP). In such a context, several research activities have been focused on developing adsorbent HEXs coated with thin adsorbent layers (typically 0.1–0.3 mm thickness) with suitable adsorption performance and effective coating/metal interface [1,2,3]. In this way, the global heat transfer coefficient is reduced thanks to the reduction of the thermal contact resistance between the adsorbent coating and the heat exchange surface compared to the standard grain-sized configuration [4]. Furthermore, the coating process can be in principle easily scaled at industrial-level [5]. A further advantage of the coating is the corrosion protection effect on the heat exchanger [6] due to the coupled barrier and self-healing properties that can be supplied by the composite zeolite coatings [7]. An exhaustive state-of-art on the subject is presented in a recent publication [8,9,10]. Focusing on the most recent R&D in the field, Calabrese et al. [11] proposed a SAPO34-based coating on aluminum substrates using different silane compounds as a binder (content of 20 wt.%). The adsorbent coatings realized (about 20 µm thick) showed good mechanical strength and adequate adsorption capacity. An evolution of the coating technology is presented in [12], where SAPO34-based coatings were deposited by dip-coating technique on aluminum substrates using a polymer-based binder with a content between 10% and 20% by weight. The adsorbent layers created have a thickness of about 200–250 μm, good mechanical strength and excellent water adsorption capacity thanks to the reduced weight content of the polymeric binder. Do et al. [13] proposed coatings (25–30 μm thick) based on FAPO zeolite deposited by a bar-coating technique on aluminum substrates using epoxy and silicone resins as binders (weight content 5%–15%). Zhu et al. [14] developed a spray-coating technique to prepare an automotive radiator coated with a layer of adsorbing composite material (zeolite 13X impregnated with CaCl2) using an epoxy resin as a binder (25% by weight). The experimental test of the entire coated adsorber returned double specific power to that achieved by using the same adsorbent material in granular form. Kummer et al. [15] has developed a dip-coating technique to create an aluminum finned heat exchanger coated with a layer of MOF (aluminum fumarate) and 23% by weight of silicone binder (polysiloxane). Moreover, in this case, the experimental test of the entire adsorber has produced satisfactory results in terms of mechanical stability and adsorption capacity.
Calabrese et al. [16], developed a macro-porous SAPO34-based coating obtained by a foaming process activated by a suitable silicone agent. The resulting adsorbent foam has an open cell structure which guarantees excellent vapor permeability, with an optimal SAPO34 content of 70% by weight. A further particularly innovative coating technique was recently proposed in [17,18] and involves the realization of a silica gel or SAPO34-based coating with a fibrous morphology by electrospinning technique. The resulting micro-fibrous coatings allow good heat transfer, which offers a high exchange surface area and high permeability, with an overall improvement in both heat and mass transfer efficiencies. Chanda et al. [19] proposed Y zeolite and SAPO-34-based coatings (about 60 μm thick) deposited on aluminum sheets by spray-coating technique by using 30 wt.% attapulgite clay binder. This solution is interesting as inorganic binders are generally more stable thermally and present less outgassing problems during operation. Mechanical strength and flexibility are possible issues compared to coating using organic binders.
Considering that a limit for a wide diffusion of sorption systems is low heat transfer and low volumetric cooling power, Palomba et al. [20] proposed some innovative adsorbers based on microchannel heat exchangers filled in-situ with coated porous zeolite highlighting: for a full-scale adsorber, a volumetric cooling power is 500 kW/m3.
A new interesting approach involves the improvement of the adsorbent dynamic behavior by the enhancement of the mass transfer efficiency, rather than the heat transfer quality. This improvement is achieved through the creation of channels or other preferential routes for vapor diffusion through the adsorbent layer. In this regard, Ammann [21] demonstrated that the creation of vertical channels with a space of 75 μm in SAPO34 adsorbent coatings (0.3–0.5 mm thick) allows doubling the power density compared to the original configuration. A similar approach is proposed in [22] where the creation of cylindrical artificial porosity with a diameter of 50 μm in consolidated activated carbon layers allowed the reduction of the duration of the adsorption cycle by approximately 37–28%. Another important priority of the current R&D in the field regards the development of advanced heat exchangers with low mass, which are compact and that offer high heat exchange surface area [23]. In general, the proper choice of materials and HEX design plays a relevant role in achieving high quality and performance of the adsorber [24]. Usually, it is not easy to define all process parameters and optimize them, due to the large interdisciplinary competence required to guarantee the required performance for the AHP application.
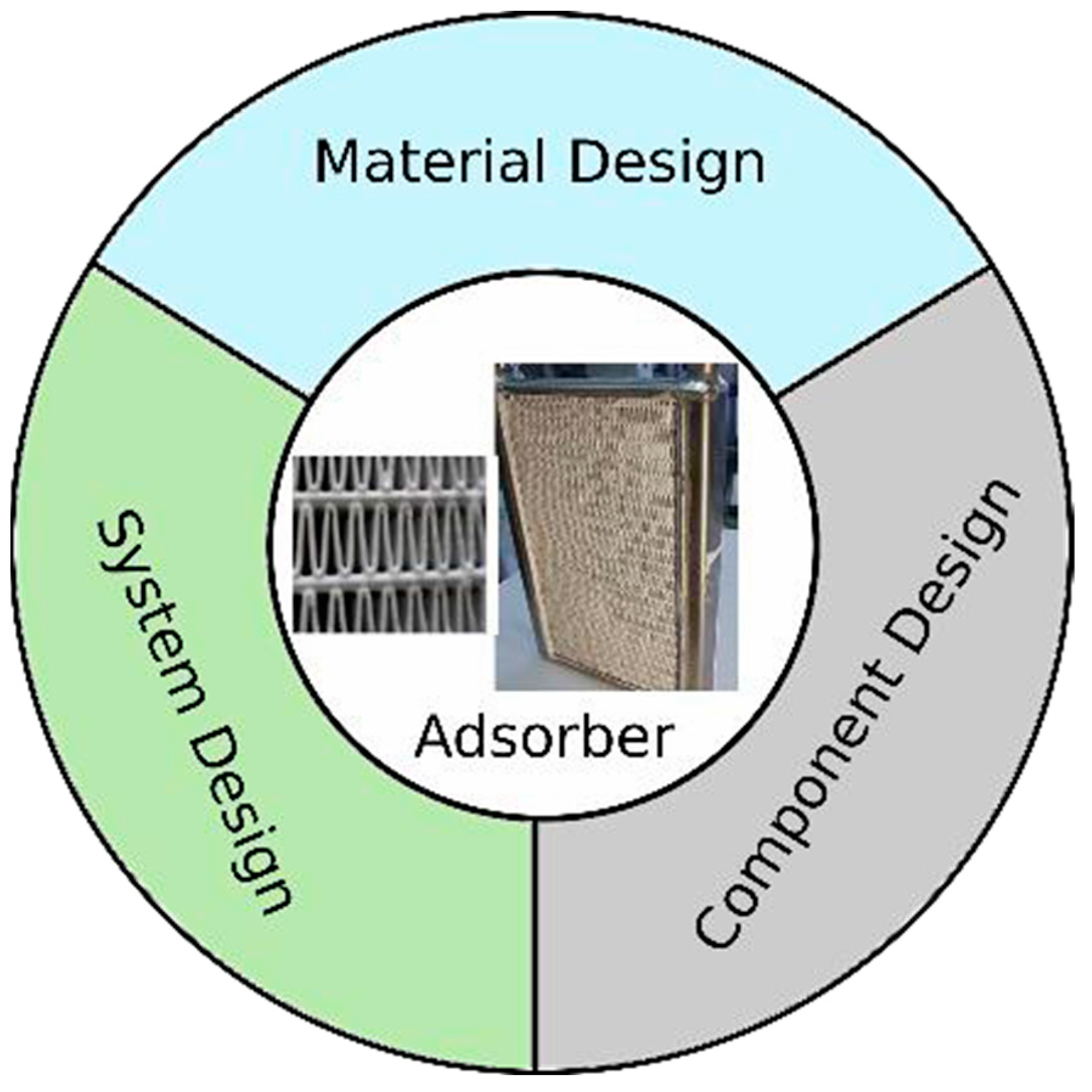
In the present work, the optimization of a new coating formulation, based on improvement of [16], was investigated, taking attention to an industrially focused research approach used for the engineering design of the adsorber. The adsorbent was a composite zeolite or silica gel-based coating applied by using new flexible polymer matrices. Furthermore, to improve the mass flow through the coating, it was tailored to have a porous microstructure by using a water vapor permeable matrix. This choice represented an added value in the design stage as it allowed us to be able to obtain a coating indifferently on open or closed cells, maintaining a high efficiency in the adsorption/desorption cycles of the solid adsorbent material filled in the composite coating. This approach allows to overcome some issues of conventional coatings without potentially compromising the adsorption performance. However, a correct integrated tailoring of the morphology, hygrothermal stability, and adsorption performance is necessary to have an effective and durable coating for the AHP adsorber purpose. To this aim, the adsorber optimization was assessed at different levels (Figure 1):
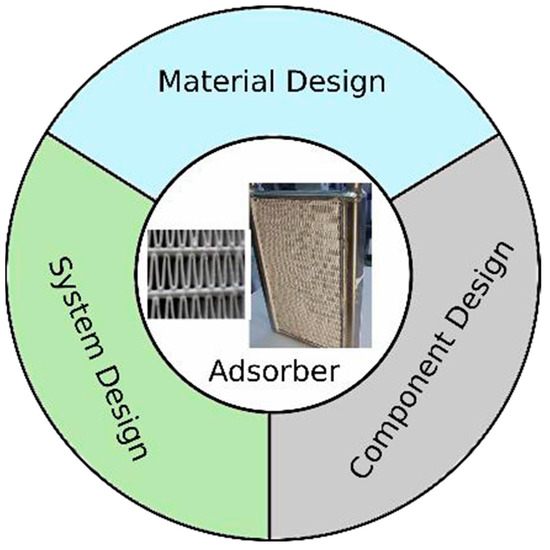
Figure 1.
Scheme of an adsorber design approach.
- Material level: a novel composite zeolite or silica gel-based coating process was developed by using new flexible polymer matrices.
- Component level: using the developed coating process, a new compact HEX design was developed to reach the AHP target performance with easy and fast manufacturing.
- System level: The new coated HEX was integrated in a new adsorption chiller and has been preliminary tested showing high potential.
All these aspects must be considered according to its application and the market in the industrial sector. The design choices must be weighted compatibly with the economic and marketing constraints identified by the industrial economic context and its related growth prospective.
2. Application and Market Study
The market for chillers had a value of USD 9.65 billion in 2018 and is projected to reach USD 13.25 billion in 2026, with an average annual growth rate of 4.1% [25]. The Asian-Pacific region counts for 50% of the world market, with China alone accounting for 30% of sales. The European market is dominated by Italy (3.2% of world market), Germany (2.7%) and France (2.1%) [26]. Italy is also the largest European manufacturer of chillers with around 12% of the world production. At the moment the market is mainly for vapor-compression chillers with a lot of international producers in Japan, China, USA and Europe (Daikin, Mitsubishi, Japan; Carrier, USA; Haier, China; Galetti Group, Climaveneta, RC Group, LU-VE, Italy).
The market of thermally driven chillers is currently more developed for absorption chillers (Yazaki, Japan; Thermax, India; Broad, Shuangliang, China; Baelz, EAW, Germany) working with heat sources in the range of the medium-high temperatures (>90 °C) [27].
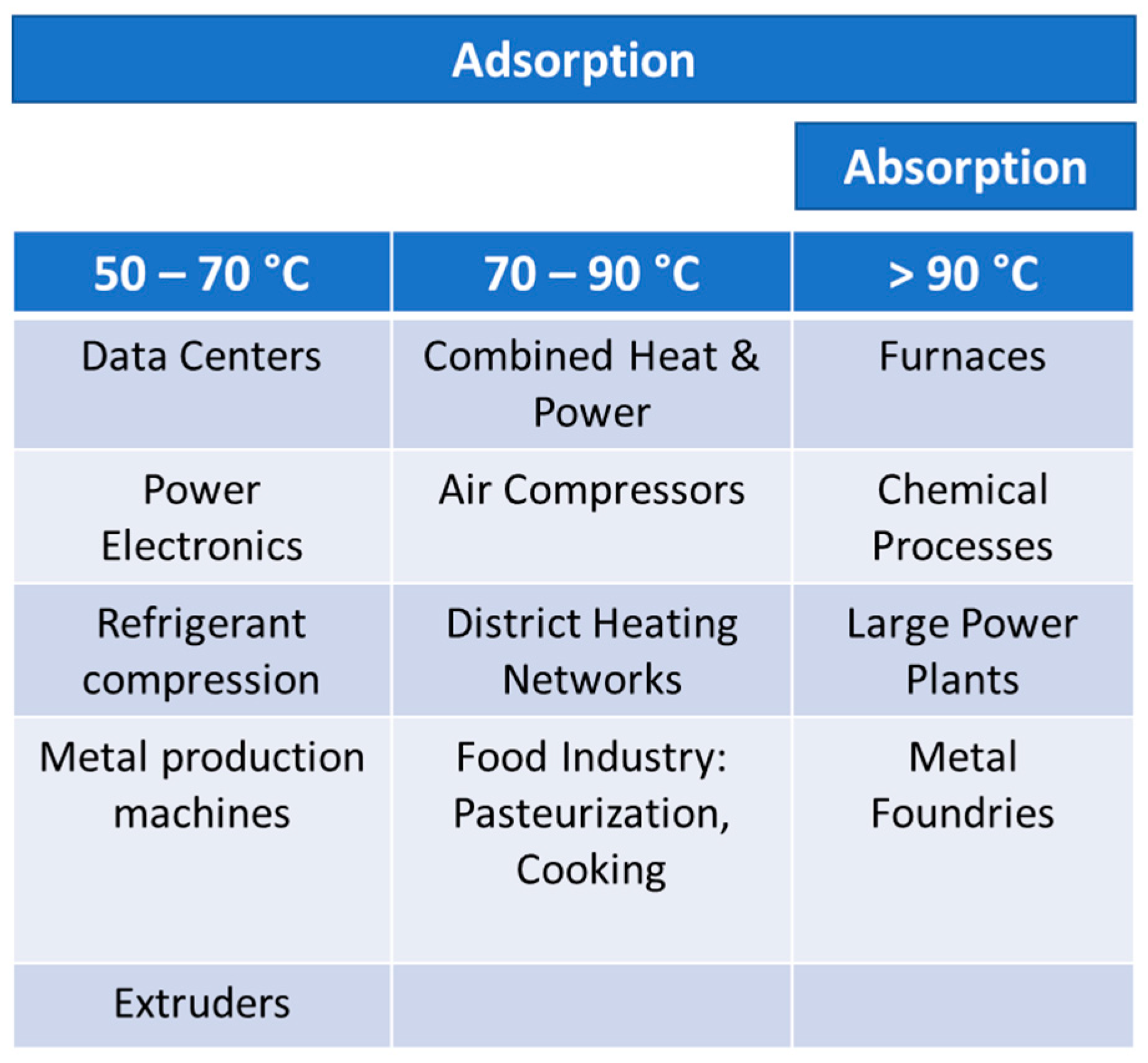
Adsorption chillers are used wherever chilled water is needed for air-conditioning and process cooling and low temperature waste heat (<90 °C) is available (Figure 2). The technology is especially interesting in applications, where waste heat for driving the adsorption chiller is a widely available energy source and it is free. There are potential large-scale sources of waste heat such as:
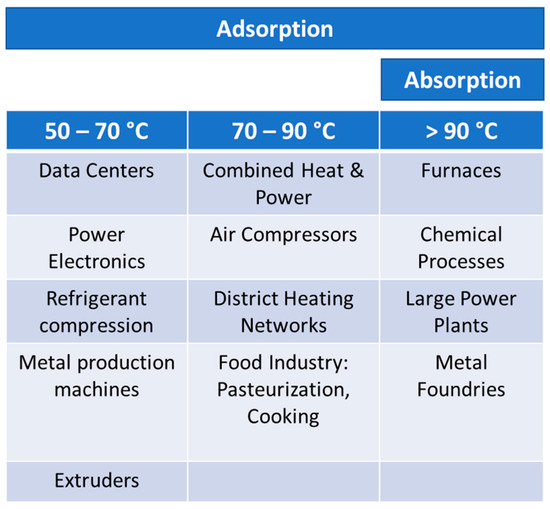
Figure 2.
Application fields for waste heat driven ab/adsorption chillers.
- Industrial Processes: Air compression, Furnaces, Chemical Industry, Pasteurization and Cooking…;
- Electricity generation: CHP plants, Gas engines, Diesel engines, District Heating Networks…;
- Bio-waste incineration and gasification;
- Compression chillers, especially transcritical CO2 compressors used in commercial refrigeration and supermarkets.
- Water-Cooled High-Performance Computing (HPC) data centers.
The global market of thermally driven chillers was valued at USD 1.36 billion in 2016 and is expected to increase to USD 2.18 billion by 2025 with an annual growth rate of 5.30%, which is higher than for compression chillers [28]. The portion of the European market is similar to the compression chiller market.
The subsegment of adsorption chillers is a typical latent market, addressing market opportunities, such as low-temperature heat recovery, which so far has not been covered by absorption chillers. Market size is still low and mainly concentrated in Germany due to the still high equipment cost at around 1000 €/kW and a very generous national funding scheme, with an estimated annual turnover of around EUR 8 million in 2018, which amounts to 3% of the German chiller market. The potential of low-temperature waste heat is large enough to generate a considerable market share for adsorption chillers: in 2015, worldwide primary energy consumption was roughly 150,000 TWh [29,30,31]. Theoretically, using all waste heat generated at a temperature below 100 °C to drive thermal chillers, 10,000 TWh of electricity (equal to the annual electricity production by burning coal) could be saved [29]. The comparison with the global electricity demand of 4200 TWh for refrigeration and air conditioning (17% of the total) and 650 TWh for industrial cooling shows that residual heat is an abundant energy source, which has not been used so far.
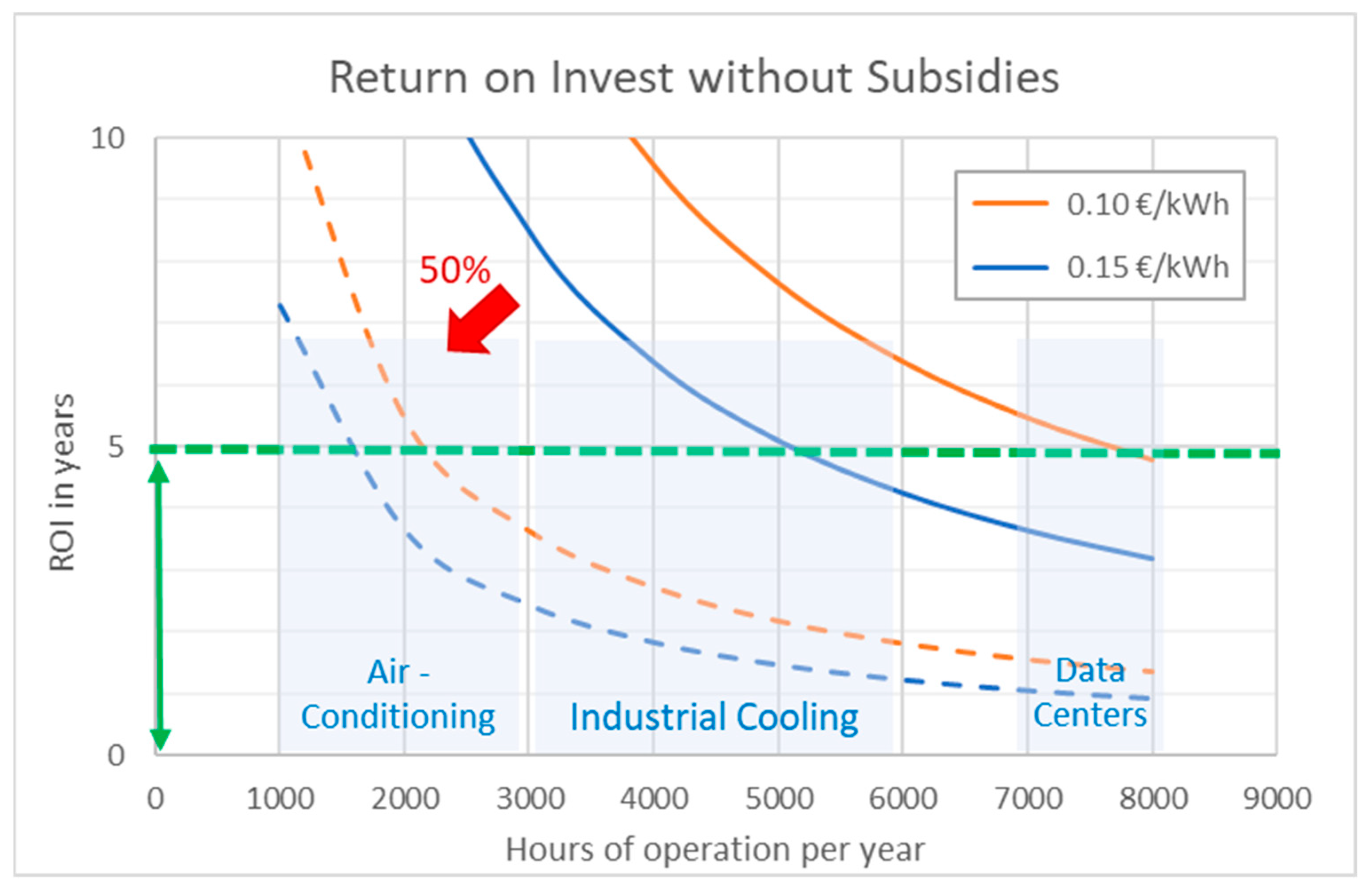
The current price of around EUR 1000/kW for adsorption chillers is high compared to compression chillers, but is compensated by a much lower operating cost, thanks to a significant electricity saving of 60% to 80%. In Germany, with a good funding scheme and comparatively high electricity prices, an attractive ROI of 3 to 5 years may be achieved, but under different market conditions the economic performance of the current products is poor. However, if the machine is operated at least 2500 h/year at an electricity price of 0.15 €/kWh or 3500 h/year at 0.10 €/kWh the ROI could be lower than 3 (Figure 3).
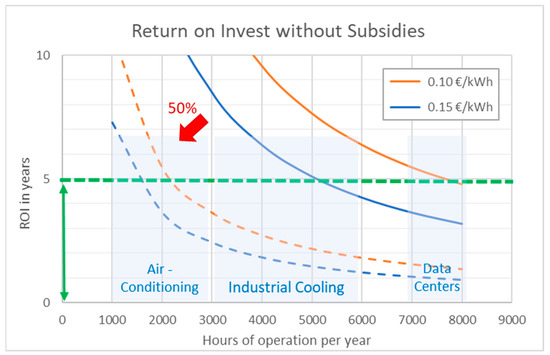
Figure 3.
ROI study for adsorption chillers. Green line ROI of 5 years.
The next generation of adsorption chillers could have a typical price of around 500 €/kW, by a combination of advanced technical measures, cost optimized design and economic measures, light production structure and efficient sales structure. Thanks to the price reduction of 50% compared to the current products on the market, an ROI of adsorption chillers below 3 years will also be achieved in countries without funding. Therefore, we estimate that within the most important European countries (Italy, Germany, and France) a market penetration of 10% of the annual chiller market will be achieved in 2022, which will amount to sales of EUR 90 million.
3. Materials and Methods
Coating Process
The selection of chemicals is relevant to define not only the performance of the coating but also its deposition technology. Furthermore, chemical, physical and mechanical characterizations are relevant aspects that are taken into account during the material level design. The coating technology has been developed within a cooperation between Sorption Technologies GmbH, CNR, University of Messina and University of Reggio Calabria, on the basis of previous studies [32,33]. Porous zeolite filled silicone coating was obtained by using a dehydrogenative coupling reaction between siloxane compounds. The system was composed of two reactants (supplied by Gelest Inc., Morrisville, NY, USA): a poly (methylhydrosiloxane), (PMHS-M.W. 1400–1800) and a silanol terminated polydimethylsiloxane (PDMS-M.W. 18,000) compound containing Tin (II) 2-ethylhexanoate (Sn (II)) d:1.12, M.W. 405.11, 50%) as catalyst. The choice of this type of matrix has been carried out to allow the mass diffusion phenomena to be favored thanks both to a porous structure and the high vapor permeability of the selected silicone matrix [34,35].
At first, SAPO-34 zeolite filler was dispersed under high shear mixing in polydimethylsiloxane (PDMS) for about 60 s. To reduce the solution viscosity, ethanol was added to the mixture as solvent. Then, the PMHS was added in the SAPO-34/PDMS solution and thoroughly mixed for 60 s. Finally, the tin catalyst was added under vigorous mixing. The mixing can be done manually or by using conventional mechanical mixing instruments. Usually, two minutes are enough to obtain a homogeneous slurry. The obtained mixture was poured in a hopper and deposited by spray-coating on the heat exchanger. A drying step at room temperature after coating deposition was required. During this stage, about 20% of the solvent needed to be slowly removed. Usually about 1 h is enough to obtain the proposed solvent evaporation. This stage is mandatory to avoid defects and macro-bubbles during the curing stage. In order to optimize the constituent’s ratio, three different filler contents (in the range 70–90 wt.% of the siloxane matrix) were realized.
To obtain the solidification and the small bubbling formation in the core of the coating, a curing step at low temperature is required (optimum at 80 °C for 24 h). A low curing temperature favors small bubbles and high-density porous coating. A closed cell structure is obtained. High curing temperature favors large bubbles and low-density porous coating. In the optimal preparation process, a post curing at 60 °C for 24 °C was finally applied to guarantee a complete out-gassing of all unreacted compounds.
With this aim, different coating formulations were obtained depending on the deposition procedure (spray coating, dip coating, rolling molding), binder and adsorbent material. Samples with varying binder composition (i.e., rations of binder and filler) were investigated by evaluating the mixing procedure, viscosity, solidification time and curing temperature to obtain a good compromise between adsorption performance and hydro-thermal and mechanical stability. Therefore, the synthesis procedure can be briefly summarized in the four following main steps: (i) preliminary mixing of siloxane matrix compounds is performed under solvent-based solution, (ii) afterward, the solid adsorbent filler was gently added always under mixing until a homogenous slurry is obtained, (iii) the catalyst of the reaction is added, and the slurry is applied on the heat exchanger. Different deposition procedures can be performed such as dip-coating, drop-casting or spray coating, (iv) finally, curing and post-curing processes are required to complete the coating cross-linking and solvent evaporation.
The developed coating process is fast and can be applied in a standard industrial spray coating infrastructure. The chemicals used as binder materials are easy to source and comparatively cheap. The flexible nature of siloxane compounds used as matrix in the composite adsorbent coating layer [34] on the heat exchangers surface permits the avoidance of quality problems due to different thermal expansion between the coated layer and heat exchanger surface. Furthermore, the adsorbent layer is open to diffusion of water vapor [16], but in the meantime, it is hydrophobic to liquid water, avoiding quality problems due to corrosion. Finally, even as the coating process was developed using zeolite as the adsorbent material, other types of solid adsorbent (silica gel, MOF, composite adsorbents) can be coated by the same process.
All samples were coded with a prefix “FC-“ (referred to foamed coating) followed by a number indicating the wt.% of the filler in the composite coating, e.g., the Code FC-80 refers to a composite coating with 80 wt.% filler content and 20% of siloxane matrix (PDMS-PMHS).
4. Results and Discussion
4.1. Composite Coating Performances
All samples were coded with a prefix “FC-“ followed by a number indicating the wt.% of the filler in the composite coating, e.g., the Code FC-80 refers to a composite coating with 80 wt.% filler content and 20% of siloxane matrix (PDMS-PMHS).
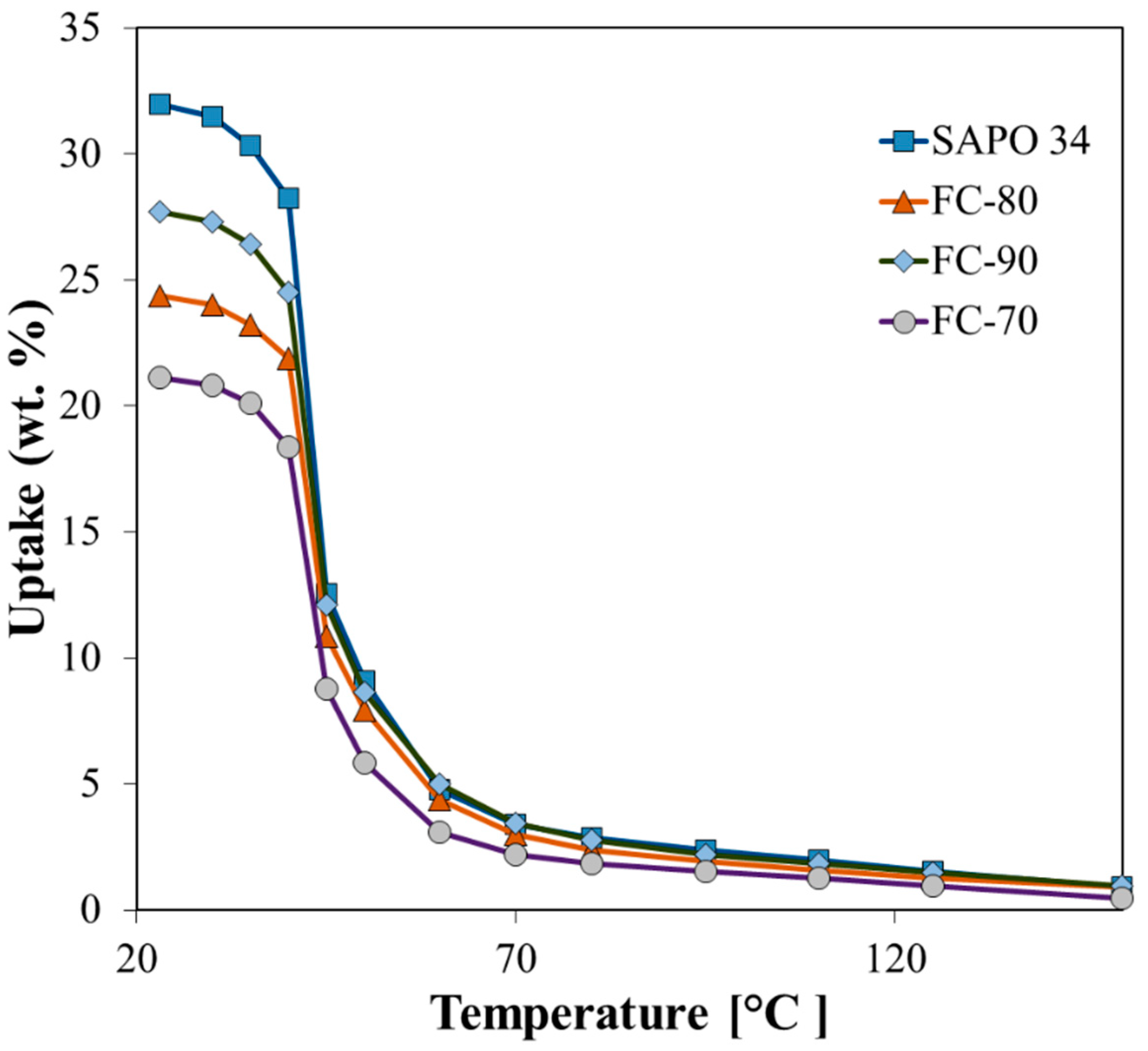
Figure 4 shows an adsorption curve of the flexible porous coating at varying w.t.% SAPO-34 filler compared, as reference, with the SAPO-34 powder. All coatings show a very effective adsorbent capability with an adsorption curve quite similar to the pure SAPO-34 zeolite filler. The maximum adsorption in the coating is observed for FC-90 with an uptake of 27.7%. This value, compatible with 90%wt. of the filler in the formulation, is about 13% lower than pure SAPO-34 powder (31.9%).
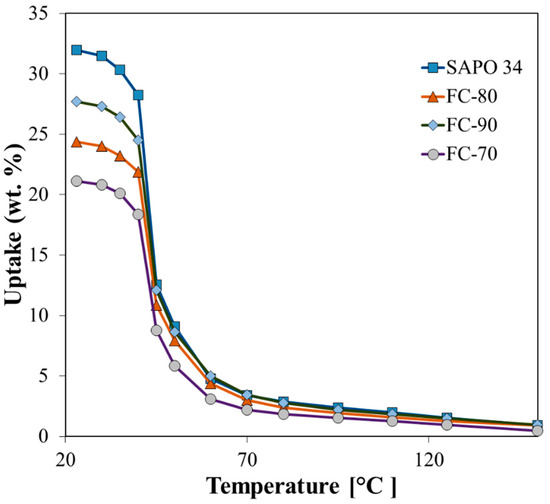
Figure 4.
Water adsorption isobar (11 mbar) of the composite coatings filled with different zeolite filler content compared to pure SAPO-34 powder.
At decreasing zeolite content, the uptake gradually decreases according to the reduced amount of adsorbent material in the coating.
The very similar trend of these curves shows how the siloxane matrix cross-linking does not significantly influence the adsorption capacity of the filler but that, in accordance with the results of the different tests carried out, it stabilizes the structure inside the coating allowing it to reach, when applied to heat exchangers, high efficiency levels. This behavior was observed for several types of fillers, not shown here (zeolites, silica gel…) thus confirming the high flexibility coating formulation according to the present invention. Therefore, this family of coatings is suitable in a wide temperature range for applications of dehumidification, conditioning, or adsorption of water vapor, as a function of the adsorbent filler used to the siloxane matrix. Moreover, the coating, although hydrophilic towards the water in the vapor phase, is hydrophobic toward the water in the aqueous phase; therefore, these hydrophobic properties make its application optimal for systems in which water condensation could occur (reducing corrosion and biofouling issues).
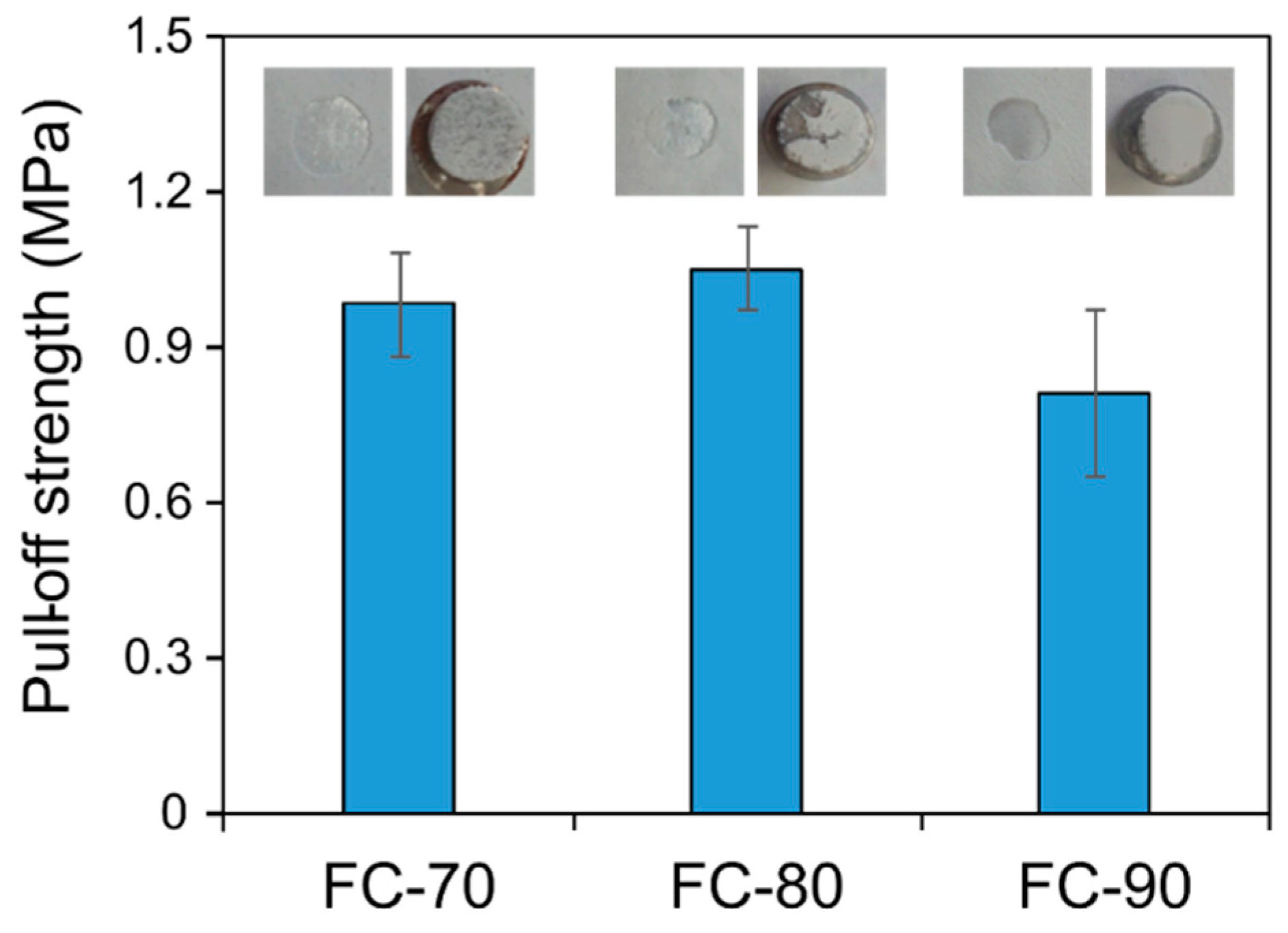
Furthermore, in order to assess the mechanical stability of the coating, pull-off adhesion tests were performed on coatings at varying filler content (70–90%). In Figure 5 the evolution of pull-off adhesion strength at increasing zeolite content is shown. In addition, a reference fracture surface for each batch is also reported. The results indicate that the composite coating exhibits an acceptable adhesion strength, compatible to analogous adsorbent coatings used for analogous application. Maximum adhesion strength was observed for the foamed coating with 80% of filler.
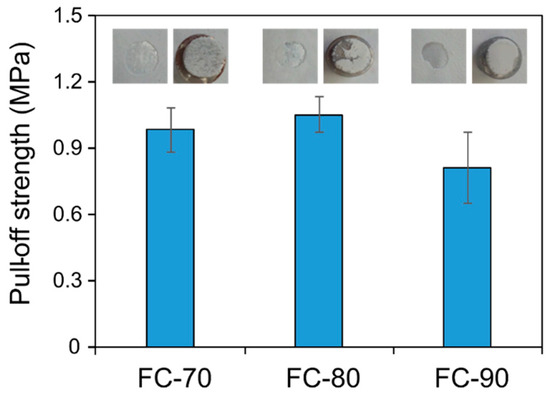
Figure 5.
Pull-off adhesion strength for all composite coatings.
Although from the point of view of the absorption capacity a coating with a higher content of zeolite is the most suitable solution, the results of the adhesion tests suggest different formulations. In fact, an excessive filler content (ZC-90) leads to a significant reduction in the pull-off strength of the composite coating. In particular a strength reduction of 23% in ZC-90 batch compared to ZC-80 was observed. This is attributable to the lower binder content which reduces the cohesive and adhesive strength of the composite material, compromising its mechanical and adhesive stability.
From the fracture surface analysis it is possible to highlight that the fracture evolves from cohesive toward adhesive mode at increasing the filler content. At low SAPO-34 content (FC-70) the pull-off failure mechanism is related to the coupled activation and propagation of cracks in the coating bulk or at the coating/substrate interface. The fracture evolves involving mainly the coating bulk (for FC-70 batch, the cohesive fracture is dominant compared to the adhesive one). This provides an adhesion force at metal/coating interface that is stronger than the coating bulk one (related to the matrix-filler interfacial force). Instead, at high SAPO-34 content (FC-90) the pull-off failure mechanism is mainly ascribed to a low interfacial adhesion with the substrate. In this case, the crack originates and progresses at the interface with the metal, resulting in a premature fracture of the specimen for lower strength values than the other batches.
From this preliminary investigation conducted on the coatings, it is proved that the FC-80 formulation represents a good compromise between mechanical stability and absorption capacity. This batch is identified as the most suitable candidate for the subsequent experimentation on heat exchangers.
4.2. Coated Adsorber
The HEX design was evaluated by combing the target performance of AHP with the deposition capabilities of the coating formulations. Depending on the selected deposition technologies, HEXs of varying shapes (fin distance, thickness and volume) were covered with composite coatings. For all adsorber configurations, a target of an adsorbent density typically ~0.5 g/cm3 was proposed.
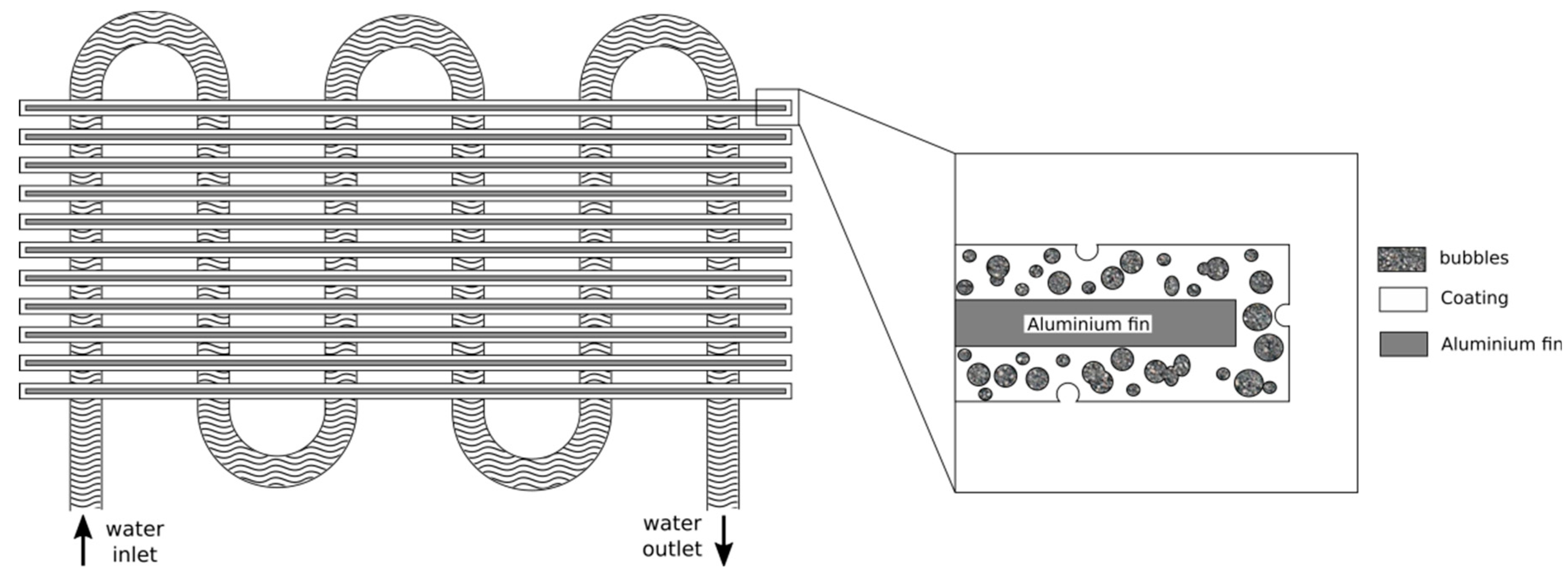
The proposed coating technology allowed us to obtain an almost compatible coating density (0.580 g/cm3). Moreover, the fins surface needs to be designed to offer high chemical affinity between the metal support and the composite adsorbent layer. Possible surface pretreatment can be applied to improve the interaction between the heat exchangers and the adsorbent materials. A scheme of a possible plate heat exchanger coated with the flexible and porous coating is reported in Figure 6.
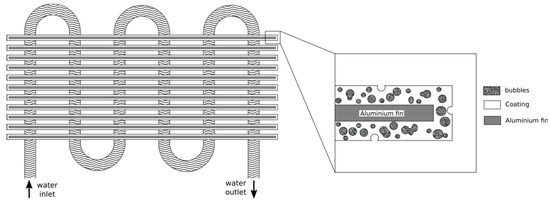
Figure 6.
Scheme of plate heat exchanger coated with a flexible and porous coating.
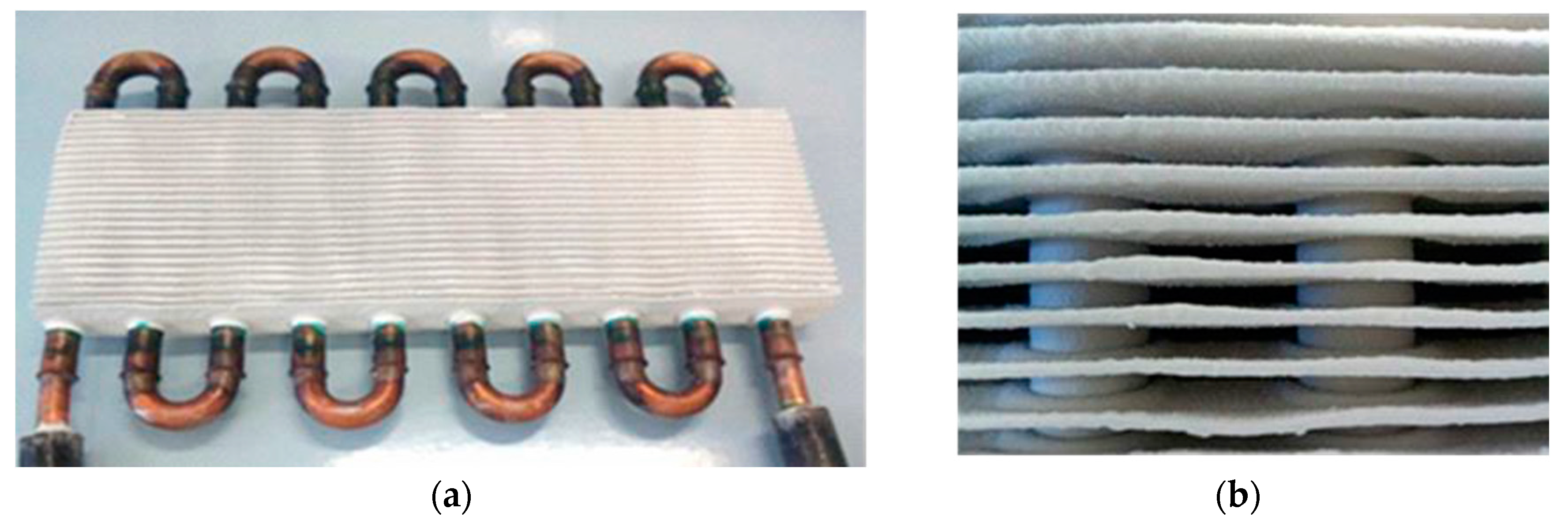
Specific cooling power of the coated heat exchanger was estimated to be about 500 W/kg of adsorbent, based on the adsorption rate and ad/desorption temperature conditions reported in [36] for a SAPO34 coating, which is noticeably higher compared to the same systems employing adsorbing material in the form of granules and pellets. Figure 7 shows an example of coated heat exchanger and the detail of coated fins.
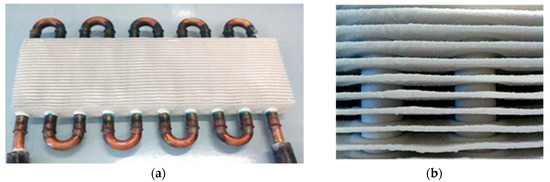
Figure 7.
(a) a coated heat exchanger, (b) detail of coated fins.
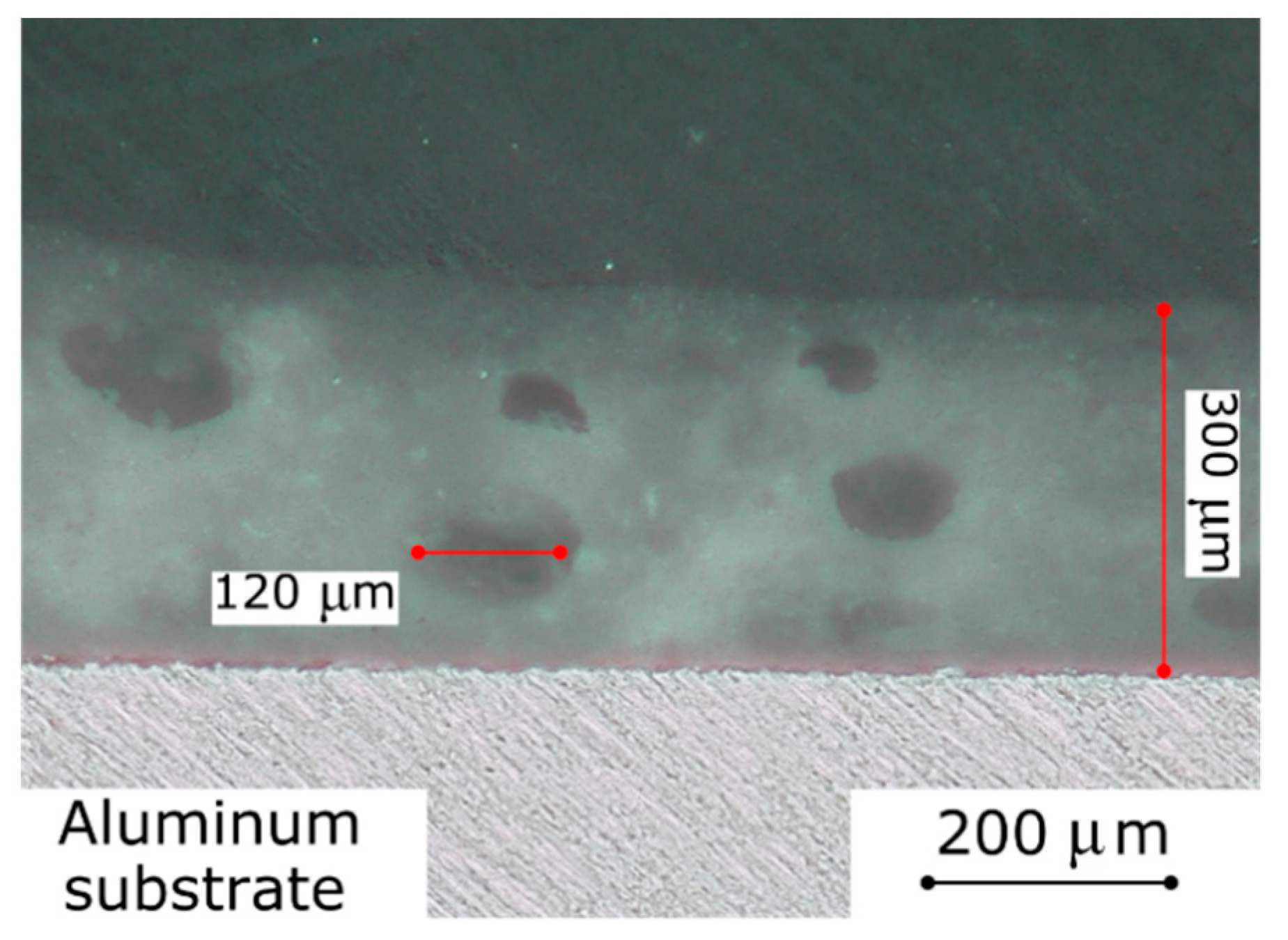
In Figure 8 the cross-section macrography of the composite coating is reported. The material has a homogeneous and crack-free structure. Furthermore, a good adhesion to the aluminum substrate was observed (no delamination areas are identified). From the morphological point of view, closed bubbles are highlighted, with diameters in the range of 60–100 microns. The closed porosity of the foamed coating does not have a harmful effect on the absorption of water vapor as the polymer matrix has been appropriately selected to give a high permeability to water vapor. Consequently, although the solid absorbent is completely embedded in the matrix and the bubbles have a limited interconnection, the water vapor flow is favored thanks to the high permeability of the siloxane matrix. This represents a relevant design advantage which allows defining the most suitable formulation no longer in relation to the coating macro-porosity, but, e.g., its mechanical and hygrothermal stability or adsorption density. The coating thickness obtained by a single dipping procedure was about 0.3 mm, three orders of magnitude higher than conventional coating deposition methods. This represents a key factor to simplify and well manage the coating manufacturing process by finalizing the deposition to obtain a thick adsorbent coating with a high amount of zeolite filler to optimize its adsorption density.
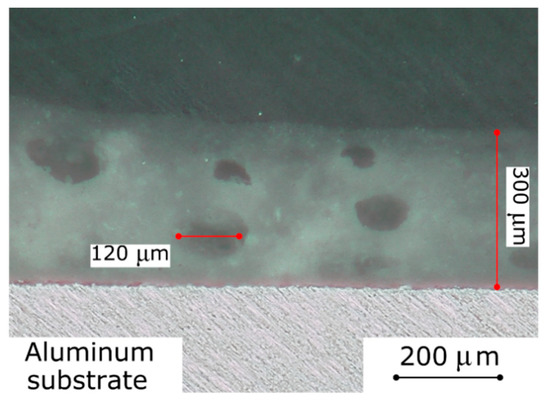
Figure 8.
Macrograph of a zeolite based porous coating.
4.3. The Next Generation Adsorption Chiller
The concept of the new adsorption chiller is based on a standardized packaged system, centered on a modular adsorption chiller (basic module size, target capacity: 25 kW), which is integrated in a predesigned interface to different types of heat sources (industrial waste heat, solar energy, combined heat and power plants). The adsorption chiller unit itself is based on the previously described novel coating process. Components and systems are consistently designed for simplified maintenance processes in the HVAC market. Standardized design procedures integrated to the modular packaged system were addressed to meet the challenge of this new technology for an effective impact on the market.
Using the coating process guarantees a compact design for easy and fast manufacturing. Combination of the coating with advanced manufacturing leads to higher efficiency and considerable price reduction with respect to the current state of the art. The first prototype has been tested in the R&D lab of Sorption Technologies GmbH in Tianjin, China (see Figure 9).
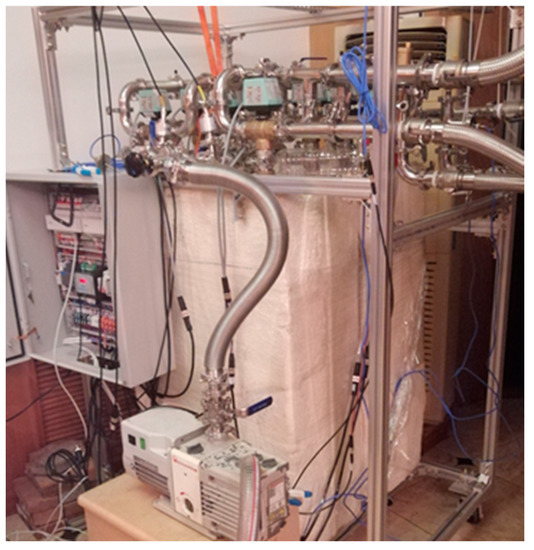
Figure 9.
Photo of the prototype currently being tested at Tianjin, China.
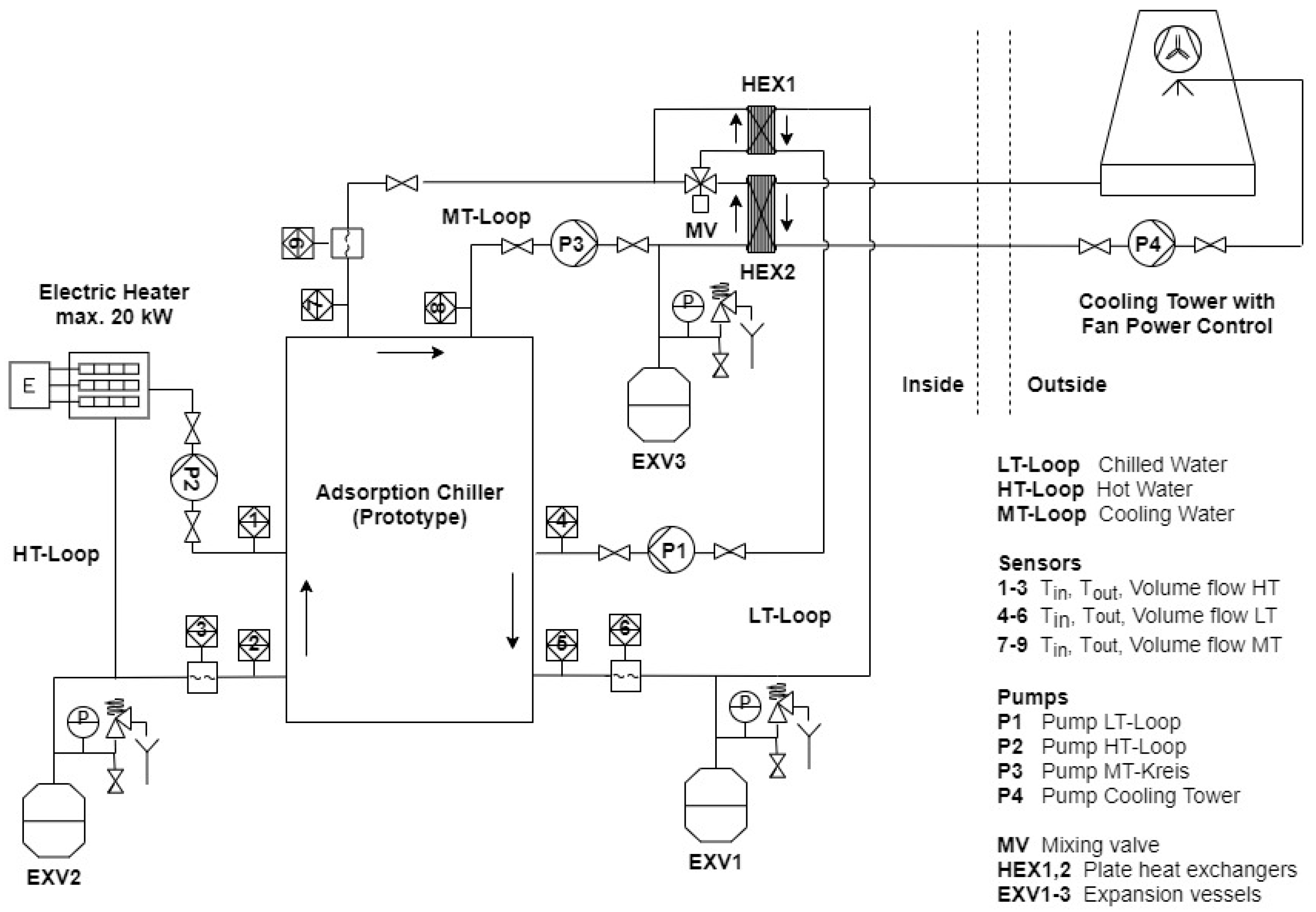
Figure 10 shows the schematic of the experimental set-up to measure the performance of the prototype. As shown in the schematics, the adsorption chiller prototype is connected to the external sinks/sources, consisting of three hydraulic circuits (low-, medium- and high-temperature loops). The heat source used to perform the desorption stage consists of an electric heater with internal PID control (max. capacity 20 kW). The heat sink used to manage energy flows at the temperature levels for evaporation and condensation consists of an open cooling tower (nominal capacity 65 kW) with fan speed control. The experimental set-up is properly equipped with a number of electro-valves, vacuum valves and variable flow circulation pumps, necessary for performing repeated full ad/desorption cycles of the prototype. The test bench is also equipped with: PT1000 DIN 1/3B temperature sensors to monitor the temperature of the inlet/outlet for hot water, chilled water and cooling water; pressure transducers to monitor pressure evolution inside the adsorption prototype; flow meters to monitor water flow inside adsorber, condenser and evaporator. The chilled water temperatures are controlled by a mixing valve. The hot water temperatures are controlled by the PID controller of the electric heater. The cooling water temperatures are controlled by adjusting the fan speed of the cooling tower. A real-time control and data acquisition system for the test bench was realized by SIEMENS Climatix.
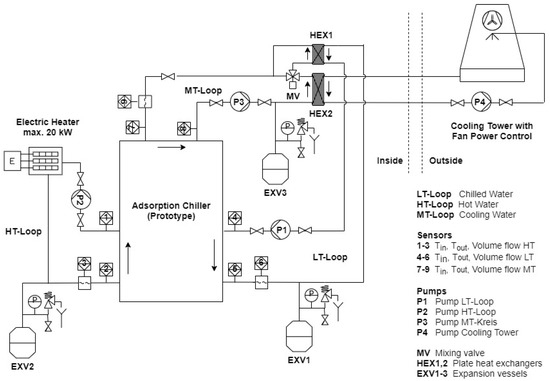
Figure 10.
The experimental set-up to measure the performance of the prototype installed in the laboratory of Sorption Technologies in Tianjin, China.
The experimental activity was focused on assessing the performance of the adsorption prototype in terms of cooling capacity and cooling COP, running repeated full ad/desorption cycles under typical operating conditions of an adsorption chiller driven by a low-temperature (T < 100 °C) heat source. To ensure optimal and repeatable operation, preliminary removal of non-condensable gases inside the vacuum circuits and chambers was performed by means of a vacuum pump.
In the following, the results obtained during a reference test at around 18 kW heating capacity, which yields a cooling capacity of around 10 kW, are presented. Table 1 reports inlet and outlet temperatures (Tin/Tout), volume flows and Capacity (Q) averaged over a full ad/desorption cycle, including heat recovery.

Table 1.
Testing conditions of a reference ad/desorption cycle.
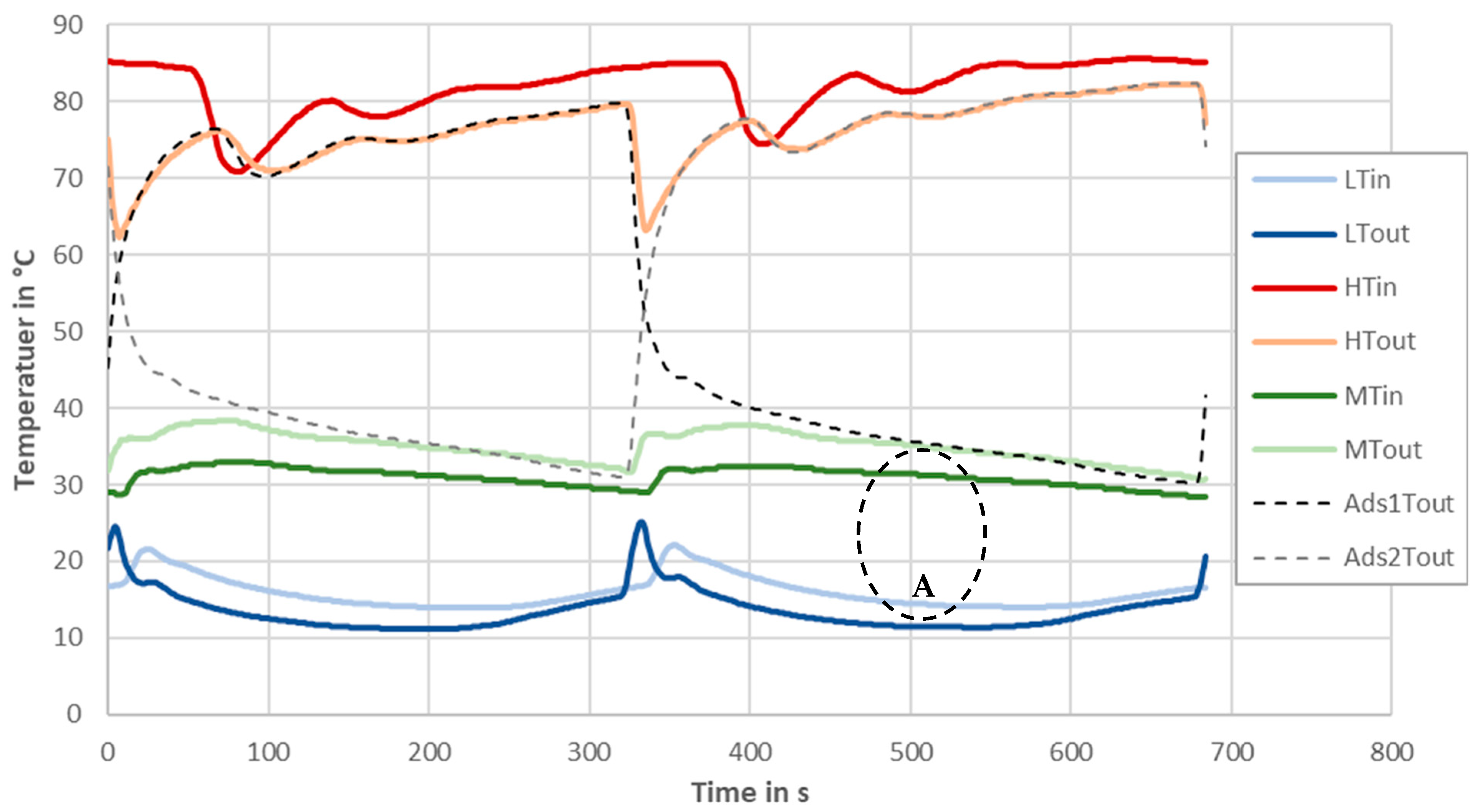
The evaluated capacities lead to a COP of 0.54, which still is slightly below the target value of 0.6. The overall energy balance is positive with 1.1 kW, which means that there are still some losses due to insufficient insulation. Figure 11 shows the inlet and outlet temperature evolutions of hot water, cooling water and chilled water during a complete cycle of the prototype under stationary conditions. Besides the inlet and outlet temperatures of the loops, the outlet temperatures of each adsorber are shown, to monitor the quality of heat recovery. The results obtained confirm that the developed adsorption prototype allows to perform regular ad/desorption cycles swinging between ~30 °C and 80 °C with relatively fast cycle time (about 10 min), thanks to the good heat transfer features. The efficient heat transfer yields also to a small difference in temperature between the external heating/cooling loops and the internal adsorber temperature, as well as fast heating/cooling switching phases. The two adsorbers operate in counter-phases in order to guarantee a quasi-continuous useful cooling effect.
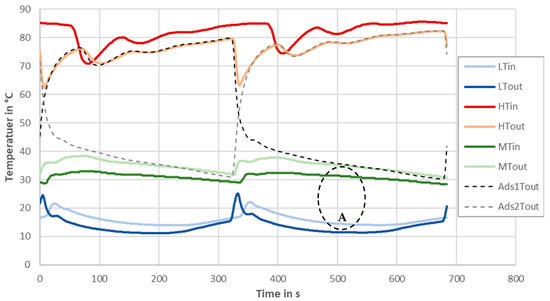
Figure 11.
Example of a full cycle of the prototype. Inlet and outlet temperature evolutions of hot water, cooling water, chilled water and adsorbers.
The peak of the chilled water outlet temperature (point A in Figure 11) is the reason for the loss of cooling capacity during the heat recovery phase. To avoid this issue, an improved prototype is currently being manufactured, which includes an optimized control algorithm and a small amount of storage designed for improving heat recovery.
5. Conclusions
The major task in the design of adsorption chillers is to achieve considerably lower market prices to improve competitiveness with standard compression technology. For this purpose, a new design has been developed by the authors, which is based on a novel type of coating, which may be easily industrialized, and a simple, standardized design of chiller. The FC-80 formulation was identified as a good compromise between mechanical stability and absorption capacity. The specific cooling power of the coated heat exchanger was estimated to be about 500 W/kg of adsorbent, which is noticeably higher compared to the same systems employing adsorbing material in the form of granules and pellets. A new adsorption chiller prototype has been preliminarily tested under realistic conditions by a laboratory test rig, providing a cooling capacity of around 10 kW with a COP of 0.54. First, test results demonstrated that the low manufacturing cost design of the chiller already leads to a good operation of the machine, although the control algorithm and the heat recovery efficiency still need to be optimized.
Author Contributions
Conceptualization, W.M.; methodology, L.C. and W.M.; validation, A.F., L.B. and L.C.; formal analysis, L.C. and A.F.; investigation, L.C. and W.M.; resources, W.M.; data curation, L.C., A.F. and L.B.; writing—original draft preparation, L.C.; writing—review and editing, A.F.; W.M. and L.B.; visualization, L.C.; supervision, W.M.; funding acquisition, W.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Caprì, A.; Frazzica, A.; Calabrese, L. Recent Developments in Coating Technologies for Adsorption Heat Pumps: A Review. Coatings 2020, 10, 855. [Google Scholar] [CrossRef]
- Dawoud, B. Water vapor adsorption kinetics on small and full scale zeolite coated adsorbers; A comparison. Appl. Therm. Eng. 2013, 50, 1645–1651. [Google Scholar] [CrossRef]
- Bendix, P.; Füldner, G.; Möllers, M.; Kummer, H.; Schnabel, L.; Henninger, S.; Henning, H.M. Optimization of power density and metal-to-adsorbent weight ratio in coated adsorbers for adsorptive heat transformation applications. Appl. Therm. Eng. 2017, 124, 83–90. [Google Scholar] [CrossRef]
- Mitra, S.; Muttakin, M.; Thu, K.; Saha, B.B. Study on the influence of adsorbent particle size and heat exchanger aspect ratio on dynamic adsorption characteristics. Appl. Therm. Eng. 2018, 133, 764–773. [Google Scholar] [CrossRef]
- Venegas, T.; Qu, M.; Nawaz, K.; Wang, L. Critical review and future prospects for desiccant coated heat exchangers: Materials, design, and manufacturing. Renew. Sustain. Energy Rev. 2021, 151, 111531. [Google Scholar] [CrossRef]
- Calabrese, L.; Proverbio, E. A brief overview on the anticorrosion performances of sol-gel zeolite coatings. Coatings 2019, 9, 409. [Google Scholar] [CrossRef] [Green Version]
- Calabrese, L. Anticorrosion Behavior of Zeolite Coatings Obtained by In Situ Crystallization: A Critical Review. Materials 2018, 12, 59. [Google Scholar] [CrossRef] [Green Version]
- Pinheiro, J.M.; Salústio, S.; Rocha, J.; Valente, A.A.; Silva, C.M. Adsorption heat pumps for heating applications. Renew. Sustain. Energy Rev. 2019, 119, 109528. [Google Scholar] [CrossRef]
- Saha, B.B.; Uddin, K.; Pal, A.; Thu, K. Emerging sorption pairs for heat pump applications: An overview. JMST Adv. 2019, 1, 161–180. [Google Scholar] [CrossRef] [Green Version]
- Gediz Ilis, G.; Demir, H.; Mobedi, M.; Baran Saha, B. A new adsorbent bed design: Optimization of geometric parameters and metal additive for the performance improvement. Appl. Therm. Eng. 2019, 162, 114270. [Google Scholar] [CrossRef]
- Calabrese, L.; Brancato, V.; Bonaccorsi, L.; Frazzica, A.; Caprì, A.; Freni, A.; Proverbio, E. Development and characterization of silane-zeolite adsorbent coatings for adsorption heat pump applications. Appl. Therm. Eng. 2017, 116, 364–371. [Google Scholar] [CrossRef]
- Calabrese, L.; Bonaccorsi, L.; Bruzzaniti, P.; Proverbio, E.; Freni, A. SAPO-34 based zeolite coatings for adsorption heat pumps. Energy 2019, 187, 115981. [Google Scholar] [CrossRef]
- Do, J.; Park, I.; Kwon, O.K.; Cha, D.; Park, J.; Bae, J. Hydrothermal synthesis and application of adsorbent coating for adsorption chiller. Prog. Org. Coat. 2018, 128, 59–68. [Google Scholar] [CrossRef]
- Zhu, L.Q.; Tso, C.Y.; Chan, K.C.; Wu, C.L.; Chao, C.Y.H.; Chen, J.; He, W.; Luo, S.W. Experimental investigation on composite adsorbent—Water pair for a solar-powered adsorption cooling system. Appl. Therm. Eng. 2018, 131, 649–659. [Google Scholar] [CrossRef]
- Kummer, H.; Jeremias, F.; Warlo, A.; Füldner, G.; Fröhlich, D.; Janiak, C.; Gläser, R.; Henninger, S.K. A Functional Full-Scale Heat Exchanger Coated with Aluminum Fumarate Metal–Organic Framework for Adsorption Heat Transformation. Ind. Eng. Chem. Res. 2017, 56, 8393–8398. [Google Scholar] [CrossRef]
- Calabrese, L.; Bonaccorsi, L.; Bruzzaniti, P.; Frazzica, A.; Freni, A.; Proverbio, E. Adsorption performance and thermodynamic analysis of SAPO-34 silicone composite foams for adsorption heat pump applications. Mater. Renew. Sustain. Energy 2018, 7, 24. [Google Scholar] [CrossRef] [Green Version]
- Malara, A.; Frontera, P.; Bonaccorsi, L.; Antonucci, P.L. Hybrid zeolite SAPO-34 fibres made by electrospinning. Materials 2018, 11, 2555. [Google Scholar] [CrossRef] [Green Version]
- Freni, A.; Calabrese, L.; Malara, A.; Frontera, P.; Bonaccorsi, L. Silica gel microfibres by electrospinning for adsorption chillers. Energy 2019, 187, 115971. [Google Scholar] [CrossRef]
- Chanda, R.; Wang, L.; Schwieger, W. Heat and Mass Transfer Properties of Zeolite Coatings: Comparison of Reactive- and Spray-Coated Systems. Chem. Ing. Tech. 2018, 90, 708–712. [Google Scholar] [CrossRef]
- Palomba, V.; Lombardo, W.; Groβe, A.; Herrmann, R.; Nitsch, B.; Strehlow, A.; Bastian, R.; Sapienza, A.; Frazzica, A. Evaluation of in-situ coated porous structures for hybrid heat pumps. Energy 2020, 209, 118313. [Google Scholar] [CrossRef]
- Ammann, J.; Michel, B.; Studart, A.R.; Ruch, P.W. Sorption rate enhancement in SAPO-34 zeolite by directed mass transfer channels. Int. J. Heat Mass Transf. 2019, 130, 25–32. [Google Scholar] [CrossRef]
- Kraft, O.; Stripf, M.; Hesse, U. Heat and mass transfer in activated carbon composites with artificial macro pores for heat pump applications. Adsorption 2019, 25, 1121–1133. [Google Scholar] [CrossRef]
- Schnabel, L.; Füldner, G.; Velte, A.; Laurenz, E.; Bendix, P.; Kummer, H.; Wittstadt, U. Innovative adsorbent heat exchangers: Design and evaluation. In Innovative Heat Exchangers; Springer International Publishing: Cham, Switzerland, 2017; ISBN 9783319716411. [Google Scholar]
- Tatlier, M. Theoretical investigation of performances of zeolite Y and SAPO-34 coatings for adsorption heat pump applications. Heat Mass Transf. 2021, 57, 975–984. [Google Scholar] [CrossRef]
- Chillers Market Size, Growth | Global Industry Report, 2026. Available online: https://www.fortunebusinessinsights.com/industry-reports/chillers-market-101588 (accessed on 20 January 2020).
- Green Cooling: Homepage. Available online: https://www.green-cooling-initiative.org/ (accessed on 20 January 2020).
- Cabeza, L.F.; Solé, A.; Barreneche, C. Review on sorption materials and technologies for heat pumps and thermal energy storage. Renew. Energy 2017, 110, 3–39. [Google Scholar] [CrossRef] [Green Version]
- Absorption Chiller Market Sales Size Share Forecast 2027. Available online: https://www.coherentmarketinsights.com/market-insight/absorption-chiller-market-1464 (accessed on 20 January 2020).
- Forman, C.; Muritala, I.K.; Pardemann, R.; Meyer, B. Estimating the global waste heat potential. Renew. Sustain. Energy Rev. 2016, 57, 1568–1579. [Google Scholar] [CrossRef]
- Agathokleous, R.; Bianchi, G.; Panayiotou, G.; Arestia, L.; Argyrou, M.C.; Georgiou, G.S.; Tassou, S.A.; Jouhara, H.; Kalogirou, S.A.; Florides, G.A.; et al. Waste heat recovery in the EU industry and proposed new technologies. Energy Procedia 2019, 161, 489–496. [Google Scholar] [CrossRef]
- Papapetrou, M.; Kosmadakis, G.; Cipollina, A.; La Commare, U.; Micale, G. Industrial waste heat: Estimation of the technically available resource in the EU per industrial sector, temperature level and country. Appl. Therm. Eng. 2018, 138, 207–216. [Google Scholar] [CrossRef]
- Calabrese, L.; Bonaccorsi, L.; Freni, A.; Proverbio, E. Synthesis of SAPO-34 zeolite filled macrocellular foams for adsorption heat pump applications: A preliminary study. Appl. Therm. Eng. 2017, 124, 1312–1318. [Google Scholar] [CrossRef]
- Calabrese, L.; Bonaccorsi, L.; Freni, A.; Proverbio, E. Silicone composite foams for adsorption heat pump applications. Sustain. Mater. Technol. 2017, 12, 27–34. [Google Scholar] [CrossRef]
- Calabrese, L.; Bonaccorsi, L.; Bruzzaniti, P.; Freni, A.; Proverbio, E. Morphological and functional aspects of zeolite filled siloxane composite foams. J. Appl. Polym. Sci. 2018, 135, 45683. [Google Scholar] [CrossRef]
- Calabrese, L.; Brancato, V.; Frazzica, A. Experimental evaluation of the hydrothermal stability of a silicone/zeolite composite foam for solar adsorption heating and cooling application. J. Appl. Polym. Sci. 2020, 137, 48311. [Google Scholar] [CrossRef]
- Freni, A.; Bonaccorsi, L.; Calabrese, L.; Caprì, A.; Frazzica, A.; Sapienza, A. SAPO-34 coated adsorbent heat exchanger for adsorption chillers. Appl. Therm. Eng. 2015, 82, 1–7. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).