3.1. Evaluation of Plant Origin By-Products as Lightweight Aggregates
In the production process of building materials, the properties of aggregates have an important role. To save time and resources, visual assessment can sometimes make important observations (
Figure 4).
Different components of HS1 can be seen in
Figure 4. From a visual point of view, it mostly consists of shives (
Figure 4) with a rough surface and potentially large surface area. Such a surface should promote adhesion to the binder. A closer look shows how shives consist of a denser part (outside the stem) and parts with a more porous structure (inside the stem). During the processing of hemp plants (fibre extraction), the stems have been broken; thus, shives more likely present an irregular plate shape. Their porous structure possibly indicates high water absorption.
The presence of short hemp strands (fibres) has also been observed. They are relatively short and fine. Too high a content of fibres could cause some problems during the bio-composite production process related to the mixing and ensuring of a homogeneous structure.
Aside from the shive particles and fibres, HS1 has some irregular plate shapes, very thin and quite brittle particles of the hemp plant cuticle, particles of another plant origin (
Figure 4) and very few straw particles.
Like HS1, HS2 also consists mainly of shives (
Figure 4). At the same time, it is obvious that HS2 has some dense flake shape particles (
Figure 4) that in appearance resemble straw. In the case of HS1, there were just a few such particles all over the package. In HS2, such particles are very visible. Denser particles could cause lower water absorption, as well as denser compaction and thus lower thermal conductivity.
The FS (
Figure 4) has more fibres compared to HS1 and HS2. The high fibre content in aggregate composition can cause problems with the composite mixing process. Bundles can be formed during fibre mixing with a binder, so the resulting material (bio-composite) could not be mixed evenly, and its structure may be inhomogeneous. Studied plant origin by-products are quite different from each other in view alone. The different origins and behaviour of components could impact the way these materials behave as aggregates in bio-composites.
In
Figure 5, 3-D models of studied plant origin by-products are presented. All samples have been placed into sample holders with compacted density. From the results of X-ray µCT, the most potentially appropriate plant origin by-products for usage as aggregates are HS (HS1 and HS2, respectively). Voids of HS1 and HS2 are, respectively, 65.02% and 69.26% of bulk volume, while FS presents 83.33% of the bulk volume occupied by voids.
As mentioned before, HS1 and HS2 mostly consist of hemp shive particles. Shive particles in both cases (HS1 and HS2) are quite porous, which is mainly caused by capillaries. The denser part of the shive particle (outside the stem) has capillaries with a diameter of about 15–70 µm (HS1) and 15–80 µm (HS2). The inner stem part of the shives has an open porous structure and a diameter of up to 50 µm.
The straw particles have a dense surface that covers the capillaries and inside the void. A closer look at the microstructure of straw particles using X-ray µCT proves the statement made above that these particles (straw particles) could reduce the water absorption ability of bulk HS. While shive particles can absorb water through their capillaries and open porous structure, straw particles can absorb water through capillaries and inside the void. So these particles may absorb water only through the edges of particles, while shive particles can absorb water through the edges and the surface of the inner stem.
In the case of FS shive particles, the microstructure is relatively similar to the microstructure of hemp shive particles. They essentially consist of a 220–230 µm thick part with capillaries (outside the stem) and a porous part (inside the stem).
As mentioned above, HS1, HS2 and FS mostly consist of shives. Following the results presented in
Table 2, HS1 mainly consists of shives (96.69%) (
Figure 4) with dimensions ranging from 1–25 mm. Compared to the other two shive-based plant origin by-products (HS2 and FS, respectively), HS1 has the lowest content of fibres at 0.76% and the lowest content of particles < 1 mm at 0.33%). Additionally, HS1 has 1.70% of hemp skins and leaves.
HS2 presents longer shives (
Figure 4) in its composition (with the longest dimension being 40 mm) compared to HS1 and FS. In addition to shives, HS2 also contains 2.49% of fibres, 2.39% of skins and leaves and 2.00% of particles < 1 mm. Compared to HS1, HS2 has many more straw particles (8.80% in total with sizes from 1–15 mm).
The FS has the highest number of fibres compared to HS1 and HS2, as well as the highest number of skins, leaves and seeds (4.00%) and particles < 1 mm (6.00%) (
Table 2,
Figure 4). It presents shives with the longest dimension being 40 mm. Unlike HS1 and HS2, the FS does not have dense flake shape particles in its composition. Above 1 mm, the particle size distribution of FS is evenly distributed, but particles from 1 to 10 mm (8.37%) account for a significantly lower percentage compared to HS1 (59.35%) and HS2 (43.02%).
Figure 6 shows the cumulative particle size distribution of studied plant origin by-products. In the graph, skins, leaves, seeds and fibres have not been considered. Particle size distribution is one of the most important characteristics of aggregates. Thus, cumulative particle size distribution curves are very common indicators by which to choose aggregates for building material production. At the same time (highly visible in this study), this curve does not represent the true situation.
Figure 4 presents that particles can be significantly different in the points of shape, structure and surface along with size distribution.
The bulk density and compacted bulk density of studied plant origin by-products are given in
Figure 7a. After compaction, the bulk density increases by 18–45% depending on the type of plant origin by-product. The lowest changes in the bulk density caused by compaction are presented by FS (26%, respectively) while HS2 presents the highest bulk density changes caused by compaction (38%). The compacted bulk density reflects more accurately the true situation in the industry and the material production process compared to the bulk density. Thus, compacted bulk density was used for testing thermal properties as well as for bio-composite production.
The percentage of humidity absorption of the studied plant origin by-products examined by mass is as follows:
HS1: 5.05%.
HS2: 4.92%.
FS: 5.90%.
The behaviour of the kinetic water absorption, depending on the duration of the immersion time, can be seen in
Figure 7b. For all studied plant origin by-products, very intense water absorption was observed during the first hour of immersion in water. The above statement that the straw particles of HS2 presented in
Figure 4 could reduce water absorption has been confirmed by the results of the water absorption.
Figure 7b shows that from all three plant origin by-products, HS2 presents the lowest water absorption after 48 h of immersion, 456% (while HS1 is 584% and FS is 497%). Within 48 h (the duration of immersion time), the highest water absorption is presented by HS1 (584%).
When plant origin by-products are considered as aggregates, it is important to make sure that these aggregates will not absorb water from the binder during the mixing and curing. For each type of binder that is used for bio-composite production, the amount of water in the composition and its role in the hardening of the binder and the formation of the basic matrix of the binder is different. However, for all binders, water is an important component. Thus, the possibility of water absorption by aggregates from the binder should be minimised. A common option is to wet the plant origin aggregates [
45] for bio-composite production from HS and lime binder. In the mentioned study, water is added to HS (1:1 to 1.25:1 by mass) before adding HS to the binder.
To characterise the thermal properties of studied plant origin by-products in this study, thermal conductivity and specific heat capacity have been determined. Measured thermal conductivity λ of analysed plant origin by-products are within the range from 0.042 to 0.045 W/(m∙K) (
Table 3), which is close to the literature data [
46,
47,
48]. The measured specific heat capacity for all the samples is in the relatively narrow range of 1240–1330 J/kg·K (
Table 3) and is not depending on density due to cp rationing to mass. Specific heat capacity for similar natural materials is in the range of 1200–1700 J/kg·K [
46,
47,
48], which agrees with measured values. As shown in
Table 3, studied plant origin by-products have thermal diffusivity in a range from 0.308 to 0.330 mm
2/s.
No matter how ecologically and environmentally friendly the use of plant origin particles in the production of bio-composites can be, we must consider the serious risks of low bio-deterioration. As plant origin by-products consist of carbohydrates, i.e., sugars and cellulose, they serve as a source of nutrients for various microorganisms, including fungi (moulds and yeasts) [
49].
Table 4 shows the results (mould growth on the surface of studied plant origin by-products) of bio-deterioration of studied plant origin by-products. According to the results, HS2 presents mould growth earlier than HS1 and FS. However, by the test on Day 21, all three plant origin by-products are covered by different types of moulds (
Figure 8).
It is not clear why the moulds develop earlier on HS2, but the mould growth on shive particles might be reduced by mineralisation pre-treatment before their use in the preparation of bio-composites by reducing the number of free sugars on the surface of the particles [
50,
51].
First, mould that resembled net threads was detected. Mould growth became clearly visible to the naked eye on Day 7 in the case of HS2 and on Day 10 in the cases of HS1 and FS, when mould that resembled net threads had grown in thicker layers. Mould needs nutrients to grow, which explains the more intense mould growth concentrated at the cut ends of shives. Shives by themselves contain sugars and cellulose which are the main nutrients for mould [
49]. HS have some free sugars on their surface that promote mould growth, but later mould needs more nutrients, so it concentrates on the cut ends where it is easier to reach nutrients from the shive structure.
3.2. Behaviour of Plant Origin By-Products in Bio-Composites
To evaluate the potential of plant origin by-product usage in the production of building materials, studied plant origin by-products have been used for bio-composite production (
Figure 9). Obtained materials were produced by combining studied plant origin by-products (as lightweight aggregates) and potato starch (as binding material). In all cases, the minimal possible amount of binding material was used to ensure a more visible effect of lightweight aggregates on the properties of the resulting bio-based building material. The amount of binding material was accepted as the smallest possible when obtained bio-composite samples (plate-shaped with dimensions 250 mm × 250 mm × 50 mm) were able to withstand self-load when based on the perimeter of a plate-shaped sample. The obtained bio-composites can be seen in
Figure 9.
As the starch binder is transparent, the binder on the surfaces of obtained bio-composites is not visible to the naked eye (
Figure 9). In the case of all samples, aggregates are mainly oriented in the horizontal direction of plates, which can be explained by the bio-composite preparation process. As shown in
Figure 10, the structure of obtained bio-composites is homogenous. In all cases, shive particles in bio-composites are oriented parallel to the principal plane.
The material density of obtained bio-composites is given in
Figure 11a. As shown in the graph, all three shive-based bio-composites present a relatively similar bulk density. They are, respectively, BC-HS1 (208 kg/m
3), BC-HS2 (208 kg/m
3) and BC-FS (215 kg/m
3).
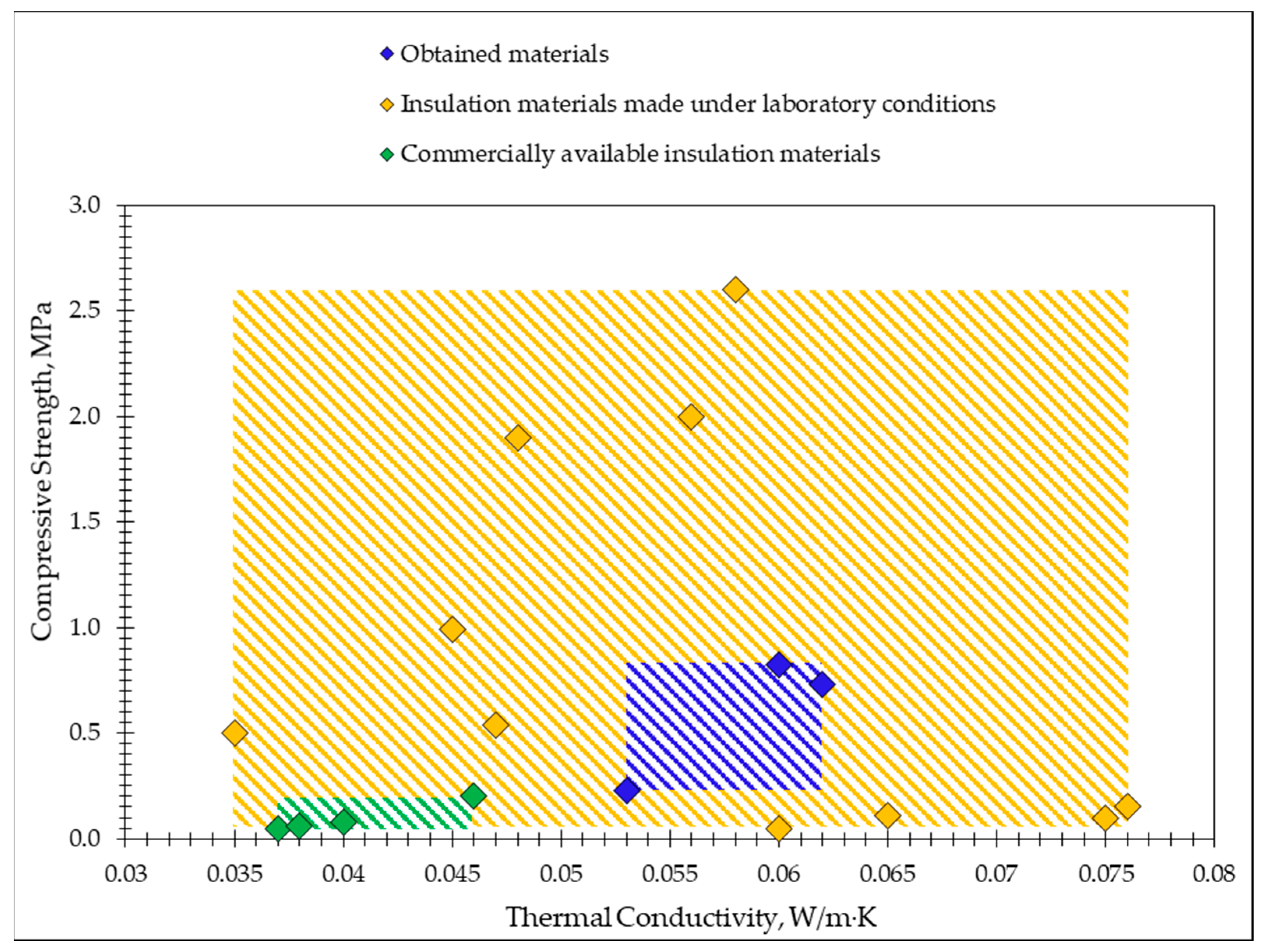
Obtained bio-composites present compressive strength from 0.22 to 0.82 MPa depending on which plant origin by-product was used (
Figure 11b). As shown in
Figure 11, there is no relation between bulk density and the compressive strength of studied bio-composites. Although BC-HS1 and BC-HS2 present the same bulk densities (as with HS1 and HS2), compressive strength is different for 0.09 MPa (HS1 is 0.82 MPa and HS2 is 0.73 MPa). As a percentage of the total compressive strength of the samples (HS1 and HS2), this is a noteworthy difference that can be explained by the different properties of these two plant origin by-products used in bio-composite production as aggregates. This difference can be explained by the different compositions of HS1 and HS2, as HS1 has 0.52% of grass straw particles (1–10 mm) in its composition, while HS2 has 8.80% (1–15 mm) (
Figure 4,
Table 2). The straw particles have a smooth surface and quite a brittle structure, compared to shive particles. These particles cannot provide compressive strength as high as that of shive particles.
In addition, the compressive strength difference of shive-based bio-composites (BC-HS1, BC-HS2 and BC-FS) could be affected by the fibre content in the plant origin by-product (
Table 2). The higher fibre content causes lower compressive strength. In the case of BC-FS, compressive strength is lower (0.23 MPa), but fibre content in FS is the highest (5.98%). HS1 presents the lowest fibre content (0.76%) and BC-HS1 the highest compressive strength (0.82 MPa) (
Table 2).
Obtained bio-composites present thermal conductivity in the range 0.053–0.062 W/(m∙K) (
Table 5) and specific heat capacity in the range 1250–1450 J/kg·K (
Table 5). As shown in
Table 5, obtained bio-composites have thermal diffusivity in a range of 0.197–0.216 mm
2/s.
Table 6 shows the results of the bio-deterioration of studied bio-composites. Following Sedlbauer, bio-composites obtained in this study can be defined as I category substrate for mould growth potential. This means that studied bio-composites are biologically recyclable building materials with a potentially high risk of mould growth on the surface at conditions of RH > 75% and temperatures ranging from 5–40 °C [
52].
Table 6 shows how mould growth develops from the first day and that it is much more pronounced than in the case of plant origin by-products (
Table 4,
Figure 12).
First, mould was detected that resembled net threads. Mould growth became clearly visible to the naked eye on Day 7 in the case of HS2 and on Day 10 in the cases of HS1 and FS, when moulds that resembled net threads had grown in a thicker layer. As mould needs nutrients to grow, this explains the more intense mould growth concentrated at the cut ends of shives. Shives by themselves contain sugars and cellulose, the main nutrients for mould [
49]. HS have some free sugars on their surface that promote mould growth, but later mould needs more nutrients, so it concentrates on the cut ends where it is easier to reach nutrients from the shive structure.





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}