
Life Test Optimization for Gas Turbine Engine Based on Life Cycle Information Support and Modeling †


Abstract
:1. Introduction
2. Problem Definition
- 1.
- To define the efficiency criteria of the GTE life tests.
- 2.
- To choose the main parameters of the GTE LC that will be applied in the GTE model.
- 3.
- To choose simulation software and design a GTE model of the LC.
- 4.
- To implement the series of computer-based simulations within the defined plan of experiments.
- 5.
- To find the optimal values of the life test parameters based on the LC simulation.
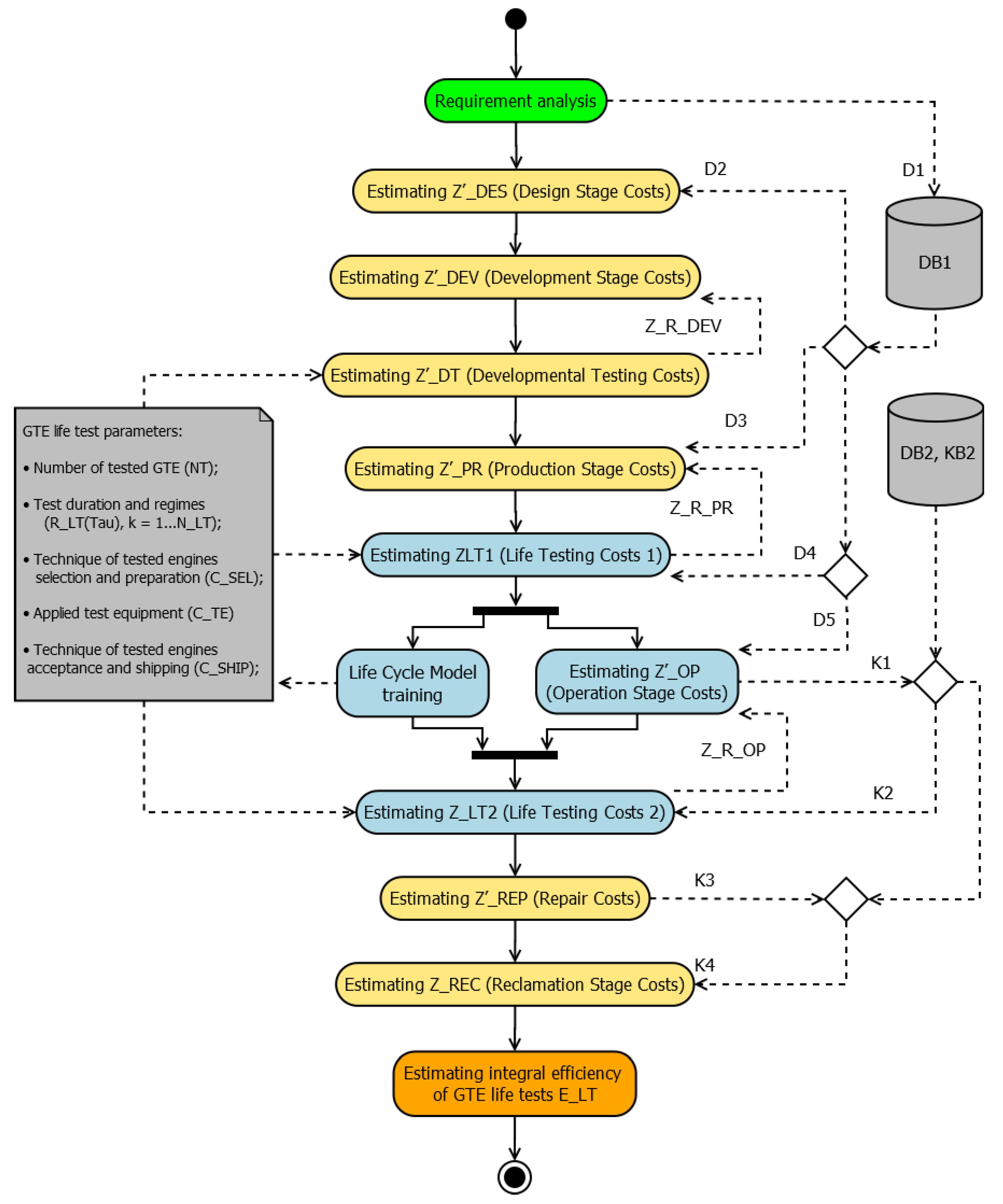
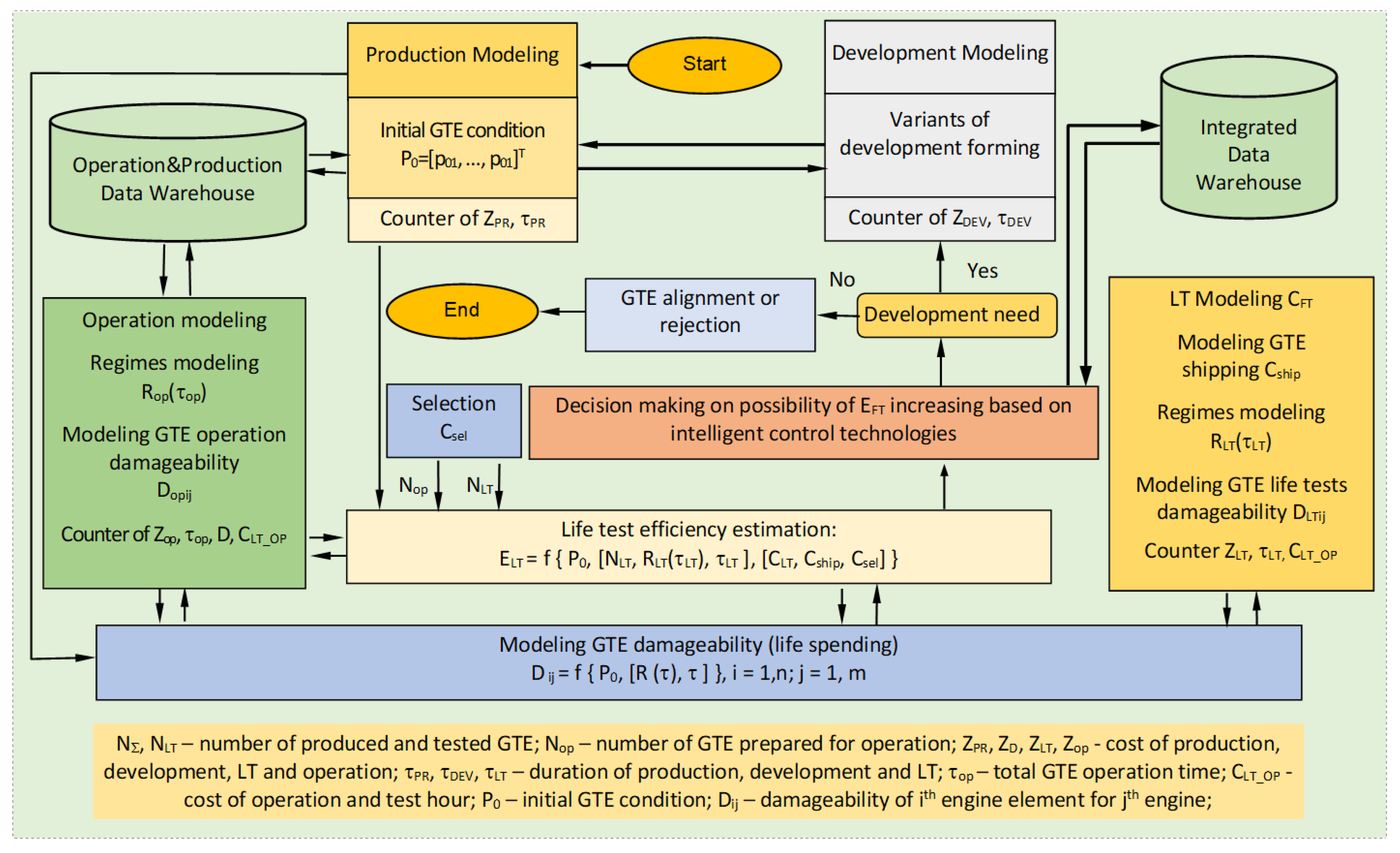
3. Building Statistical Model of GTE Life Cycle
- Some parameters of GTE batch selection and preparation of chosen GTE for testing CSP = [cSP1, …, cSPυ]Т;
- Characteristics of acceptance and shipment of engine processes based on testing results CCAS = [cCAS1, …, cCASξ]Т);
- Performance of special test equipment CE = [cE1, …, cEμ]Т and others.
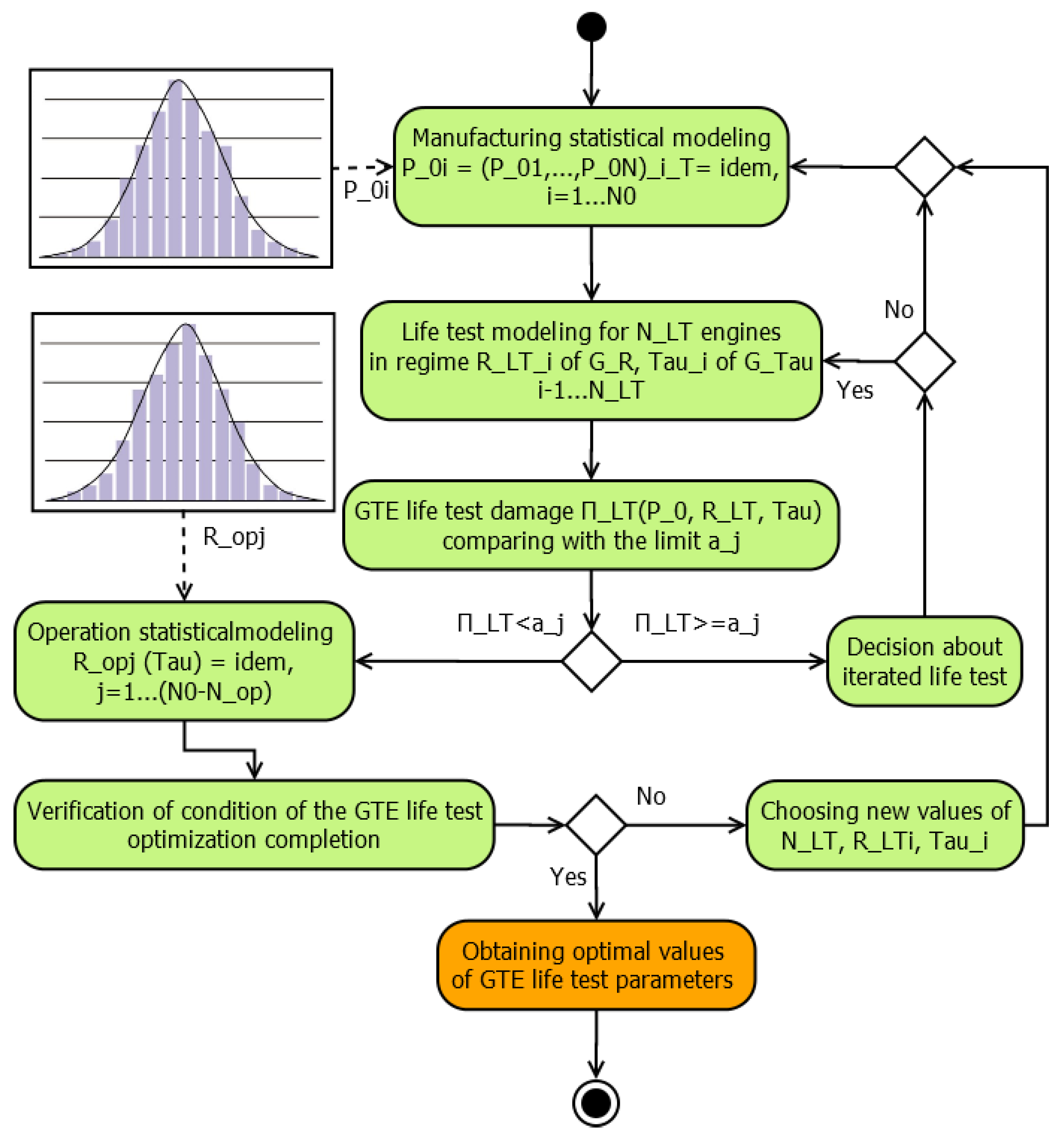
4. GTE Life Test Optimization
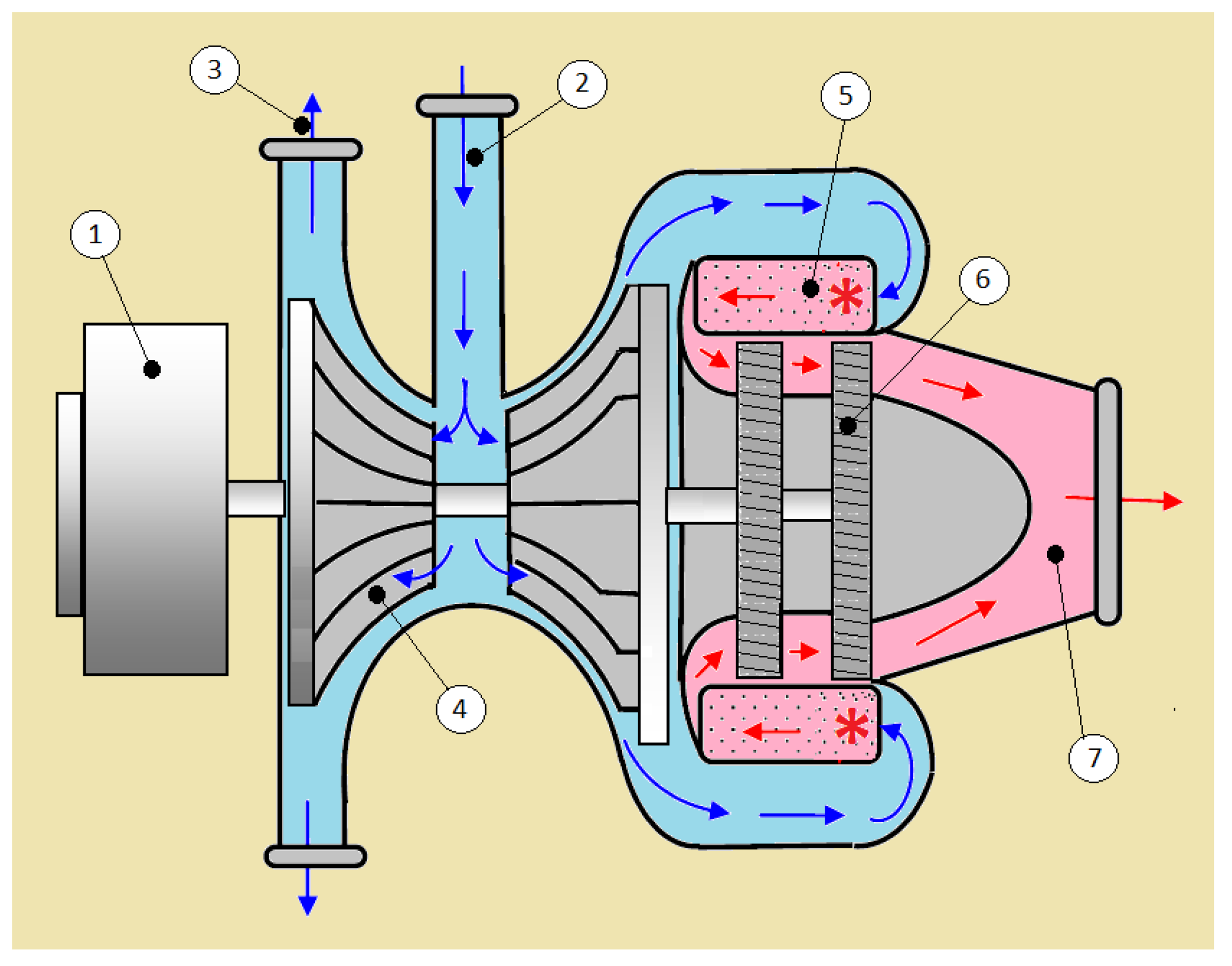
5. Case Study
- Air starting of aircraft propulsion engines at airfields;
- The supply of compressed air to air-driven devices in flight during emergency use in the case of failure of the main energy sources;
- The power supply of the aircraft onboard network with AC and DC power on the ground and in flight in case of failure of the main power sources.
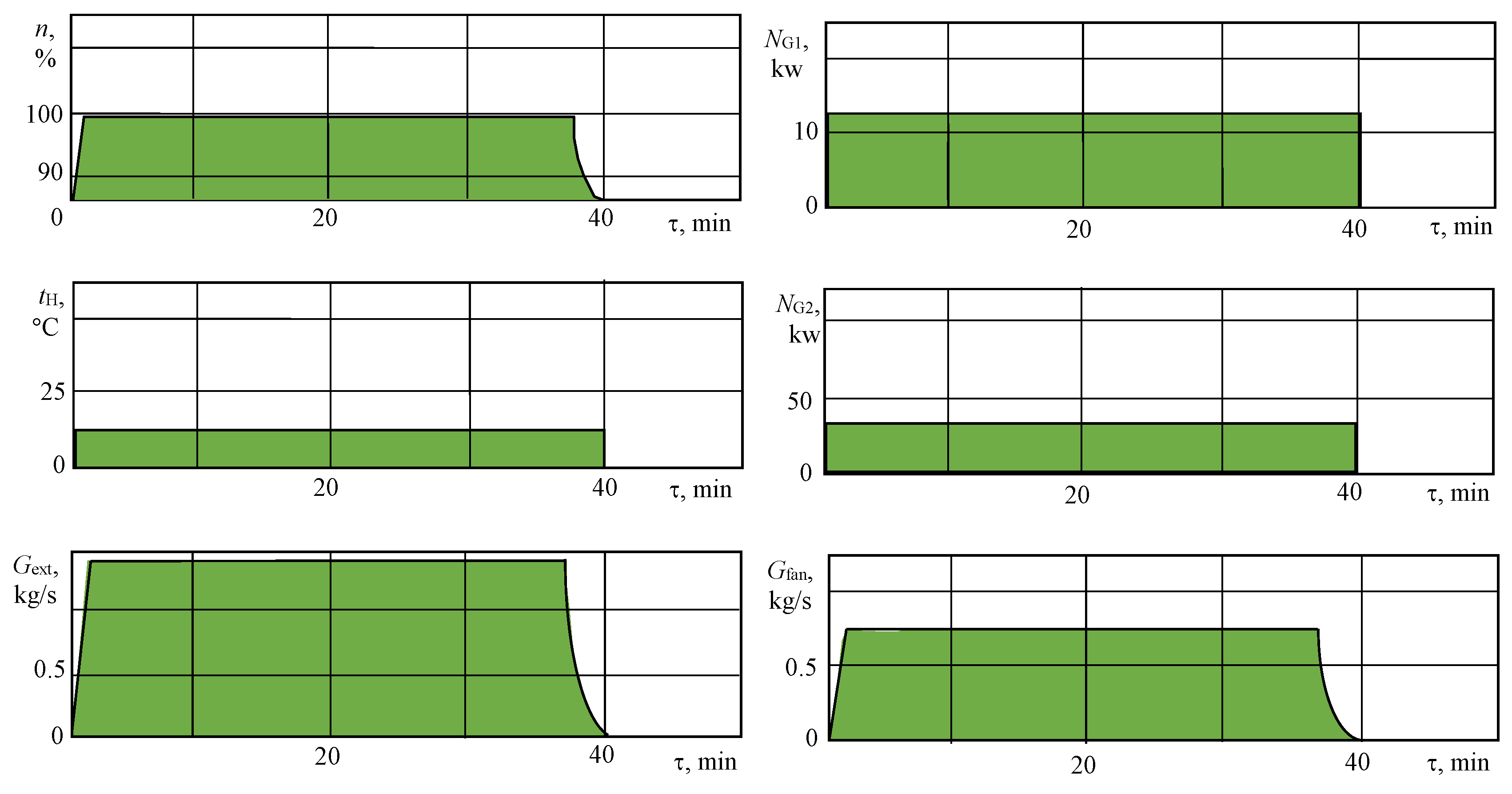
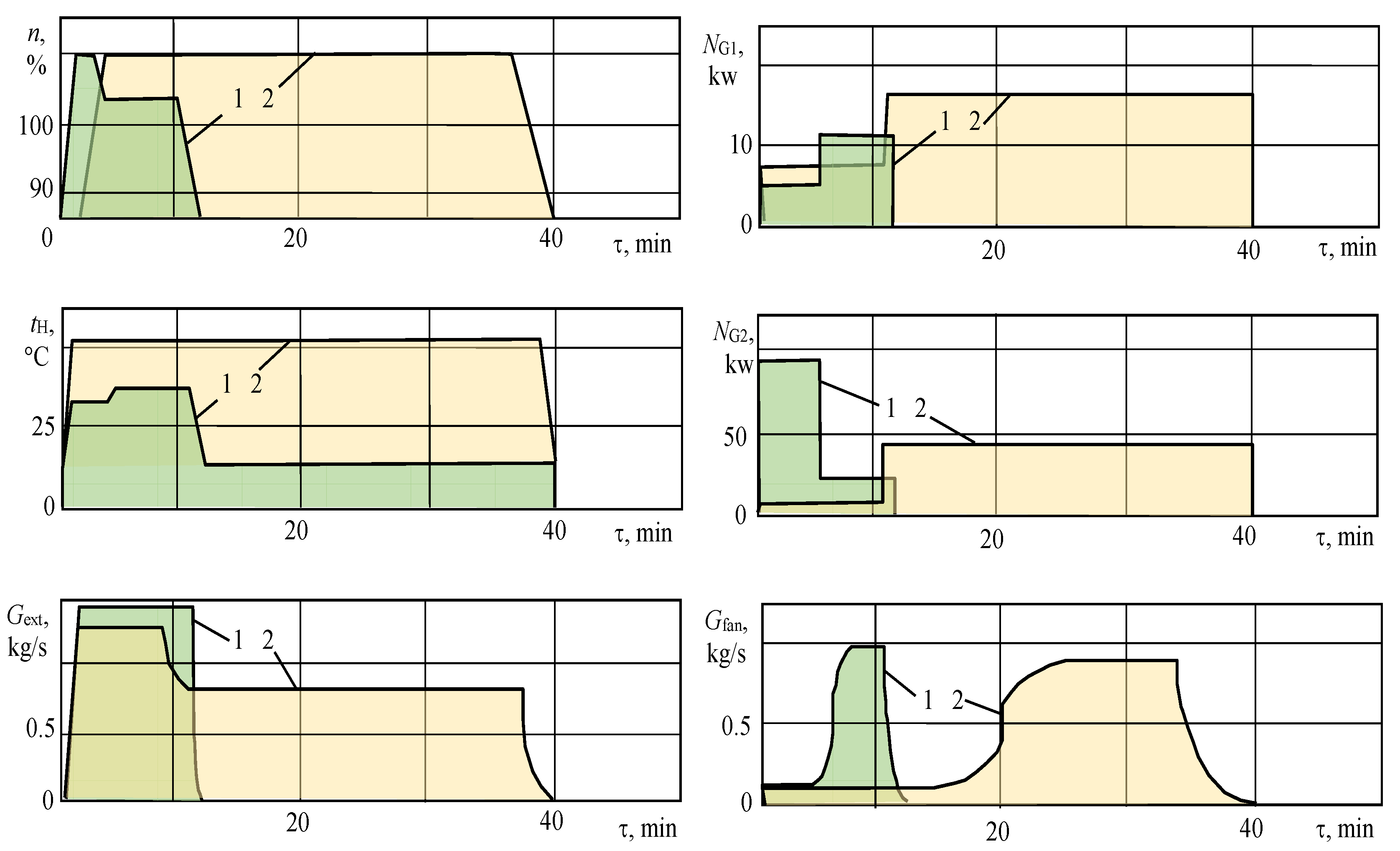
- Relative rotational speed of the rotor n, %;
- Engine inlet temperature tн, °C;
- Air consumption taken from the compressor Gext, kg/s;
- Fan air consumption Gfan, kg/s;
- AC and DC generators’ useful power NG1 and NG2, kw.
- The duration of the experimental tests was compared. Herewith, the maximum allowable difference in the damageability of the engine components in serial and experimental tests was set to the same value: (δD*i)exp = (δD*i)ser = 20%;
- The difference between the accumulation of damage by engine components was compared with the same test time (τLT.exp = τLT.ser).
- Damageability model of the radial thrust bearing:
- Damageability model of the turbine’s first stage rotor blade:
- Damageability models of auxiliary fan bearing, drive gear of the reducer, DC generator, and AC generator:
- The limits of the values of the parameters of the loading mode:
- Test and operational hour cost:
- Possible number of presenting for test engines (NLT∈1…3).
6. Results and Discussion
7. Conclusions
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| ELT | Integral efficiency of the engine life tests |
| Z’DES | Design stage costs |
| Z’DEV | Development stage costs |
| Z’DT | Development testing costs |
| Z’PR | Production stage costs |
| Z’PT1 | Life testing costs |
| Z’OP | Operation stage costs |
| Z’PT2 | Optimized life testing costs |
| Z’REP | Repair stage costs |
| Z’REC | Reclamation stage costs |
| ZR.DEV | Additional development costs related to risks of incorrect life tests |
| ZR.PR | Additional production costs related to risks of incorrect life tests |
| ZR.OP | Additional operation costs related to risks of incorrect life tests |
| P0 | Vector of initial state parameters related to production (strength, wear resistance, geometry, etc.) |
| NLT | Number of tested engines |
| RLTς | Modes of life test loading, ς = 1, NLT |
| τLTς | Duration of life test loading, ς = 1, NLT |
| NOP | Number of operating engines |
| ROPk | Modes of the operation loading, k = 1, NOP |
| τOP | Loading time during operation, k = 1, NOP |
| CSP | Parameters of GTE batch selection and preparation of chosen GTE for testing |
| CCAS | Characteristics of GTE acceptance and shipment based on test results |
| CE | Quality parameters of the test equipment used |
| DLT | Engine damageability during life tests |
| DOP | Engine damageability during operation |
| КA | Life test acceleration factor |
| Abbreviations | |
| GTE | Gas turbine engine |
| LC | Life cycle |
| LT | Life test |
| APU | Auxiliary power unit (R4) |
References
- Klyatis, L.M. Trends in Development of Accelerated Testing for Automotive and Aerospace Engineering; Elsevier: Amsterdam, The Netherlands, 2020; p. 39. ISBN 978-0-12-818841-5. [Google Scholar] [CrossRef]
- Yang, G. Life Cycle Reliability Engineering, 1st ed.; John Wiley & Sons: New York, NY, USA, 2007; p. 544. [Google Scholar] [CrossRef]
- Soares, C. Gas Turbines: A Handbook of Air, Land and Sea Applications; Elsevier: Amsterdam, The Netherlands, 2015. [Google Scholar]
- MacIsaac, B.; Langton, R. Gas Turbine Propulsion Systems; John Wiley & Sons: New York, NY, USA, 2011; p. 328. [Google Scholar]
- Yang, G.; Zaghati, Z. Accelerated life tests at higher usage rates: A case study. In Proceedings of the Reliability and Maintainability Symposium, Newport Beach, CA, USA, 23–26 January 2006; pp. 313–317. [Google Scholar] [CrossRef]
- Mislick, G.K.; Nussbaum, D.A. Cost Estimation: Methods and Tools (Wiley Series in Operations Research and Management Science); John Wiley & Sons: New York, NY, USA, 2015; p. 340. ISBN 978-1-118-53613-1. [Google Scholar]
- Mattingly Jack, D. Elements of Propulsion: Gas Turbines and Rockets; AIAA Inc.: Reston, VA, USA, 2006; p. 928. [Google Scholar]
- Farokhi, S. Aircraft Propulsion; John Wiley & Sons: New York, NY, USA, 2014; p. 1048. [Google Scholar]
- Gishvarov, A.; Ageev, G.; Davydov, M. Justification of program for accelerated periodic tests of aircraft turbogenerator—alternating current source. In Proceedings of the 2019 International Conference on Electrotechnical Complexes and Systems (ICOECS), Ufa, Russia, 21–25 October 2019; pp. 1–4. [Google Scholar] [CrossRef]
- Jaw, L.C.; Mattingly, J.D. Aircraft Engine Control Design, System Analysis, and Health Monitoring; AIAA Inc.: Reston, VA, USA, 2009. [Google Scholar]
- Guichvarov, A.; Kondratieva, N. Technical and economic assessment of aircraft engines fatigue testing on base of simulation modeling. In Proceedings of the 37th AIAA/ASME/SAE/ASEE Joint Propulsion Conference and Exhibit, Salt Lake City, UT, USA, 8–11 July 2001; AIAA-2001-3817. [Google Scholar]
- Gupta, B.C. Statistical Quality Control: Using MINITAB, R, JMP and Python; Wiley & Sons: New York, NY, USA, 2021; p. 400. ISBN 978-1-119-67171-8. [Google Scholar]
- Montgomery, D.C. Introduction to Statistical Quality Control, 8th ed.; Wiley & Sons: New York, NY, USA, 2019; p. 768. ISBN 978-1-119-39930-8. [Google Scholar]
- Kondratyeva, N.; Valeev, S. Fatigue Test Optimization for the Aircraft Engine Based on the Life Cycle Information Support and Modeling. In Proceedings of the 6th International Conference on Industrial Engineering (ICIE 2020), Sochi, Russia, 18–22 May 2020; Radionov, A.A., Gasiyarov, V.R., Eds.; Lecture Notes in Mechanical Engineering. Springer: Cham, Switzerland, 2021; pp. 410–418. [Google Scholar] [CrossRef]
- Gurevich, O.S. Aviation GTE Automatic Control Systems: Encyclopedic Reference; Gurevich, O.S., Ed.; Torus Press: Moscow, Russia, 2011. [Google Scholar]
- Yang, G.; Zaghati, Z. Two-dimensional reliability modeling from warranty data. In Proceedings of Reliability and Maintainability Symposium, Seattle, WA, USA, 28–31 January 2002; pp. 272–278. [Google Scholar] [CrossRef]
- Yang, G.; Zaghati, Z. Reliability and robustness assessment of diagnostic systems from warranty data. In Proceedings of the Reliability and Maintainability Symposium, Los Angeles, CA, USA, 26–29 January 2004; pp. 146–150. [Google Scholar] [CrossRef]
- Yang, G.; Zaghati, Z. Robust reliability design of diagnostic systems. In Proceedings of the Reliability and Maintainability Symposium, Tampa, FL, USA, 27–30 January 2003; pp. 35–39. [Google Scholar] [CrossRef]
- Jianguo, S.; Vasilyev, V.; Ilyasov, B. Advanced Multivariable Control Systems of Aeroengines; Sun, J., Vasilyev, V., Ilyasov, B., Eds.; BUAA Press: Beijing, China, 2005. [Google Scholar]
- Vasilyev, V.; Valeyev, S.; Sun, J. Identification of Complex Technical Objects on the Basis of Neural Network Models and Entropy Approach. In Proceedings of the 9th World Multi-Conference on Systemics, Cybernetics and Informatics, Orlando, FL, USA, 10–13 July 2005; Volume 9, pp. 89–93. [Google Scholar]
- Ilyasov, B.; Vasilyev, V.; Valeev, S. Design of Multi-Level Intelligent Control Systems for Complex Technical Objects on the Basis of Theoretical-Information Approach. Acta Polytech. Hung. 2020, 17, 137–150. [Google Scholar] [CrossRef]
- Kulikov, G.G.; Thompson, H.A. Dynamic Modelling of Gas Turbines: Identification, Simulation, Condition Monitoring and Optimal Control, Advances in Industrial Control; Springer: London, UK, 2014. [Google Scholar]
- Kulikov, G.G.; Arkov, V.Y.; Abdulnagimov, A.I. Markov modelling for energy efficient control of gas turbine power plant. In IFAC Proceedings Volumes; Elsevier: Amsterdam, The Netherlands, 2010; Volume 43, pp. 63–67. [Google Scholar]
- Zagitova, A.; Kondratyeva, N.; Valeev, S. Information Support of Gas-Turbine Engine Life Cycle Based on Agent-Oriented Technology. In the Proceedings of the 5th International Conference on Industrial Engineering (ICIE), Sochi, Russia, 25–29 March 2019; pp. 469–476. [Google Scholar] [CrossRef]
- Inozemtsev, A.; Petrochenkov, A.; Kazantsev, V.; Shmidt, I.; Sazhenkov, A.; Dadenkov, D.; Gribkov, I.; Ivanov, P. The Fuzzy Logic in the Problems of Test Control of a Bypass Turbojet Engine Gas Generator. Mathematics 2022, 10, 484. [Google Scholar] [CrossRef]
- Arkhipov, A.; Ravikovich, Y.; Kholobtsev, D.; Shakhov, A. Calculation and Experimental Study of Low-Cycle Fatigue of Gas Turbine Engines Booster Drum. Inventions 2022, 7, 49. [Google Scholar] [CrossRef]
- Cruz-Manzo, S.; Panov, V.; Zhang, Y. Gas Path Fault and Degradation Modelling in Twin-Shaft Gas Turbines. Machines 2018, 6, 43. [Google Scholar] [CrossRef]
- Zaccaria, V.; Fentaye, A.D.; Kyprianidis, K. Assessment of Dynamic Bayesian Models for Gas Turbine Diagnostics, Part 2: Discrimination of Gradual Degradation and Rapid Faults. Machines 2021, 9, 308. [Google Scholar] [CrossRef]
- Fentaye, A.D.; Zaccaria, V.; Kyprianidis, K. Aircraft Engine Performance Monitoring and Diagnostics Based on Deep Convolutional Neural Networks. Machines 2021, 9, 337. [Google Scholar] [CrossRef]
- Sause, M.G.R.; Jasiūnienė, E. Structural Health Monitoring Damage Detection Systems for Aerospace; Springer: Cham, Switzerland, 2021; p. 284. ISBN 978-3-030-72194-7. [Google Scholar] [CrossRef]
- Valeev, S.; Kondratyeva, N. Design of Nonlinear Control of Gas Turbine Engine Based on Constant Eigenvectors. Machines 2021, 9, 49. [Google Scholar] [CrossRef]
- Zhu, S.-P.; Yue, P.; Yu, Z.-Y.; Wang, Q. A Combined High and Low Cycle Fatigue Model for Life Prediction of Turbine Blades. Materials 2017, 10, 698. [Google Scholar] [CrossRef] [PubMed]
- Peitz, S.; Dellnitz, M.A. Survey of Recent Trends in Multiobjective Optimal Control—Surrogate Models, Feedback Control and Objective Reduction. Math. Comput. Appl. 2018, 23, 30. [Google Scholar] [CrossRef]
- Ji, S.; Han, X.; Hou, Y.; Song, Y.; Du, Q. Remaining Useful Life Prediction of Airplane Engine Based on PCA–BLSTM. Sensors 2020, 20, 4537. [Google Scholar] [CrossRef] [PubMed]
- Klyatis, L.M.; Anderson, E.L. Reliability prediction and Testing Textbook; John Wiley & Sons: New York, NY, USA, 2018; p. 272. ISBN 978-1-119-41193-2. [Google Scholar]
- GT Auto Tuner: First System Worldwide to Leverage Physics and Reinforcement Learning to Optimize Gas Turbine Operation. Available online: https://www.siemensenergy.com/global/en/offerings/services/digital-services/gt-autotuner.html (accessed on 16 August 2022).
- Valeev, S.; Kondratyeva, N. Process Safety and Big Data; Elsevier: Amsterdam, The Netherlands, 2021; p. 302. [Google Scholar] [CrossRef]
- Gatter, T.; Giegerich, R.; Saule, C. Integrating Pareto Optimization into Dynamic Programming. Algorithms 2016, 9, 12. [Google Scholar] [CrossRef]
- Zhang, C.; Wei, J.; Jing, H.; Fei, C.; Tang, W. Reliability-Based Low Fatigue Life Analysis of Turbine Blisk with Generalized Regression Extreme Neural Network Method. Materials 2019, 12, 1545. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Wang, Y.; Chen, J.; Zhang, X. Study on energy management strategy and dynamic modeling for auxiliary power units in range-extended electric vehicles. Appl. Energy 2017, 194, 363–375. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter (Description) | Given Value |
|---|---|
| Cycles of loading | 3000 cycles |
| Stage of testing duration | 50 h |
| Cycle time | 40 min |
| Number of testing stages | 40 stages |
| The number of cycles per stage | 30 cycles |
| Total testing time | 2000 h |
| Engine Part | Level of the Engine Elements Damageability Equivalence δDi, % | ||
|---|---|---|---|
| Serial Periodical Test | Experimental Test (δDi)LT = (δDi)OP | Experimental Test (τLT.exp = τLT.ser) | |
| Turbine rotor blade | 47 | 95 | 100 |
| Radial thrust bearing | 45 | 13 | 100 |
| Auxiliary fan bearing | 171 | 142 | 100 |
| Drive gear of the reducer | 29 | 18 | 46 |
| DC generator | 110 | 110 | 48 |
| AC generator | 105 | 112 | 50 |
| Periodic Tests | δDi, % | τLT, Hours | CLT_OP, c.u. |
|---|---|---|---|
| Serial | 29.8 | 2000 | 380.1 |
| Experimental (δDi)LT = (δDi)OP | 29.5 | 608 | 159.7 |
| Experimental (τLT.exp = τLT.ser) | 1.1 | 2000 | 377.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Valeev, S.; Kondratyeva, N. Life Test Optimization for Gas Turbine Engine Based on Life Cycle Information Support and Modeling. Energies 2022, 15, 6874. https://doi.org/10.3390/en15196874
Valeev S, Kondratyeva N. Life Test Optimization for Gas Turbine Engine Based on Life Cycle Information Support and Modeling. Energies. 2022; 15(19):6874. https://doi.org/10.3390/en15196874
Chicago/Turabian StyleValeev, Sagit, and Natalya Kondratyeva. 2022. "Life Test Optimization for Gas Turbine Engine Based on Life Cycle Information Support and Modeling" Energies 15, no. 19: 6874. https://doi.org/10.3390/en15196874
APA StyleValeev, S., & Kondratyeva, N. (2022). Life Test Optimization for Gas Turbine Engine Based on Life Cycle Information Support and Modeling. Energies, 15(19), 6874. https://doi.org/10.3390/en15196874