Abstract
The authors propose a new method of predictive replacements of belt sections in a conveyor belt loop with their refurbishment based on their condition recognized by specially designed diagnostic devices: DiagBelt and BeltSonic. Selection of the moment for belt replacement is made on the basis of forecasted state of its wear, when steel cable failure density exceeds the selected threshold or the percentage of belt covers abrasion exceeds the permissible level. The use of double belt refurbishment extends the total belt operation time, but without diagnostics, the reconditioning success rate is relatively low. Visual inspection allows only an uncertain assessment of cable condition. New devices give precise assessment of their condition and allow the selection of a non-linear rate of belt condition based on consecutive scans. The assessed condition of the cables is the key factor in successful belt refurbishment and obtained cost savings. Additionally, diagnostics can help extend belt life. Identified failures can be repaired in order to prevent accelerated belt degradation. The use of diagnostics in the current replacement strategy significantly improves the economic efficiency of belt reconditioning. The reuse of the belt core ensures efficient use of resources and reduces the level of waste, which fits into the circular economy.
1. Introduction
In the era of rising conveyor belt prices and broken supply chains of the valuable components required for their production, the waiting time for deliveries of large quantities of belts may surprise the users of belt conveyors. The risk of production losses due to downtimes can be reduced by implementing a policy of predictive replacements based on their diagnosed condition with the reconditioning of disassembled belts. Refurbishment of conveyor belts is becoming once again popular, because having sections of belts at different stages of their reconditioning significantly shortens the waiting time for delivery and reduces the risk of production losses due to the lack of spare belts for the necessary replacement. Reusing the core of the belt is in harmony with the principles of the circular economy. We reduce the need for valuable raw materials and lower the amount of waste that is not easily recycled. In the era of widely developed diagnostic systems, it is possible to properly monitor the technical condition of the facility on an ongoing basis and make decisions about sending parts in for recondition. In order to fully assess the technical condition of a conveyor belt, it is necessary to know the condition of its core (damage distribution and its intensity) and to know its thickness over the entire belt surface (and not only at several points).
In Poland, belt refurbishment is provided only for steel cord belts. Testing the core condition of textile belts is more expensive, and the belts themselves are cheaper and less durable, so the cost-effectiveness of core diagnostics is lower. Textile belts are not actually reconditioned at present, which further reduces the cost-effectiveness of core diagnostics. To assess the technical condition of the core of the steel cord belts, magnetic methods can be used. Such a method is used and developed at the Wrocław University of Technology in the DiagBelt and DiagBelt + systems for the lignite mine Bełchatów. The image of the condition of the core damage should be enriched with the measurement of the belt thickness over the entire surface. The ultrasonic method used in the BeltSonic system can measure the thickness of all kinds and types of belts, including textile belts. The processes of friction of the excavated material against the belt, rollers and the side structure apply to the entire route. Wiping intensification occurs at the point of feed (impact and acceleration of the excavated material) and at the places of friction against seals and cleaning devices, as well as at the idlers/rollers that ensure the straight running of the belt. The frictional wear processes are also influenced by the parameters of the excavated material, the belt structure (e.g., the abrasion resistance of covers and its hardness) and the method of operation (belt speed, length, efficiency, degree of use, inclination, etc.). Therefore, monitoring the thickness of the conveyor belts is very important. As the covers are torn off, the damage energy threshold for the lumps decrease, which causes the core damage rate to accelerate. Both devices were built at Wrocław University of Science and Technology in order to obtain a complete image of the belt damage condition and to learn about the regularities of its wear processes. Both devices (DiagBelt and BeltSonic) allow for non-destructive testing of the belt (NDT) while the conveyor is in motion. Other tests carried out at the Belt Transport Laboratory (LTT) provide a view of changes in the strength parameters of samples cut from belts and splices, which complements the assessment of complex changes caused by the operation of the belt in various conditions.
Conveyor belts widely used in the industry can be divided into two main categories: steel cord (higher strength) core belts and textile core belts. The structure of the St-type (steel cord) conveyor belt is shown schematically in Figure 1.
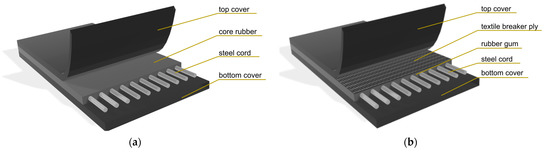
Figure 1.
Conveyor belt with steel cords (a) cords without a breaker ply; (b) and with a breaker ply.
The conveyor belt is one of the most expensive elements of a belt conveyor [1]. It is also subjected to intense forces and processes that cause its degradation. These include catastrophic failures such as longitudinal cuts and broken splices, as well as continuous fatigue processes [2] and friction processes ubiquitous along the route and at many points. Each of its fragments is also subject to the cyclical process of destroying its covers and the core by numerous hits of the material at the place of delivery and at the discharge points. The sections of the belts and the splices in the loop form a series system (from the point of view of the reliability theory), and damage to each of the elements of this system causes failure and downtime for all conveyors throughout the entire line [3]. Key conveyors are, therefore, often reserved so that failures do not cause downtime and production losses. The issues of belt diagnostics and predictive replacements based on the diagnosed condition of sections and splices for reconditioning can significantly reduce these risks. The wear of the conveyor belts cannot be avoided. However, this process can be significantly slowed down. For this purpose, it is necessary to know all the factors affecting the rate of belt wear, such as: belt parameters, construction of the discharge [4,5], parameters of the transported material [6], construction of the conveyor [7,8,9,10,11], as well as working conditions and intensity of use [12,13,14], including the quantity and energy of the falling lumps of spoil at the transfer points [15,16]. Figure 2 shows these factors in the form of a diagram linking causes and effects (wear of the belt), grouping the factors causing belt wear into groups related to: belt parameters, transfer points, transported material (product), working environment conditions environmental, operational & design [17].
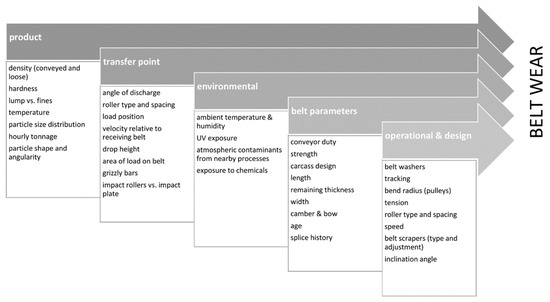
Figure 2.
Diagram–factors influencing the wear of conveyor belts [17].
At Wrocław University of Science and Technology, as a result of the implementation of two projects financed by NCBiR (project LIDER X no. 0227/L-10/2018 [18] and project POIR.01.01.01-00-1194/19-00 [19]), two diagnostic systems were devised, which allow assessment of the technical condition of conveyor belts without interfering with the structure of the tested object (non-destructive testing).
2. Diagnostic Systems
In order to assess the technical condition of conveyor belts and make a decision regarding the necessity to refurbish a conveyor belt, it is necessary to know both the condition of the core of the conveyor belt and the thickness of its covers. The DiagBelt diagnostic system developed at the Wrocław University of Technology uses the magnetic method to assess the technical condition of the core with steel cords, and the system called BeltSonic uses the differential measurement method to determine the thickness of the measured object. Both of these systems are installed around a moving conveyor belt (as shown in Figure 3). The system for diagnosing the core of the conveyor belt (DiagBelt) requires the installation of magnets (marked in blue in the figure) and a measuring head (marked in green in the figure). The BeltSonic system has two measuring heads installed parallel to each other on both sides of the conveyor belt (marked in purple in the figure).
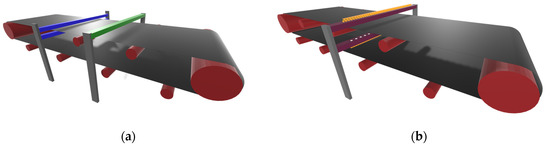
Figure 3.
Diagnostic systems (a) DiagBelt system (core diagnostics); (b) BeltSonic system (belt thickness measurement).
The BeltSonic system is used to measure the thickness and evaluate changes in the transverse and longitudinal profiles of various types of conveyor belts. The operation of the system is based on the concept of differential measurement. Above and below the tested object, there are measuring heads on which ultrasonic sensors are installed. Knowing the distance between the heads and the collected data from both sensors, it is possible to unequivocally determine the thickness of the tested object (Figure 4). The description of the system operation and its design parameters are provided in detail in [20].
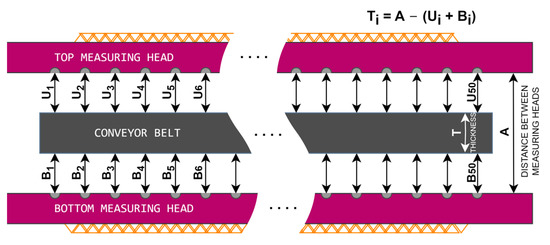
Figure 4.
Differential measurement implemented in the BeltSonic system.
Measurement with the BeltSonic system allows the determination of the average and minimum values of the thickness of the tested section of the belt, as well as an indication of the percentage loss of its surface. Measurements taken at a time interval determine the rate at which the belt wears off. Appropriate analysis of the results of individual sections (or shorter sections of the conveyor belt) and the reference of the thickness measured to the nominal thickness of the conveyor belt allows the user to obtain an image of the wear of the individual sections of the tested object. Figure 5 shows an example of a belt wipe measurement map (average percentage loss of the original belt thickness calculated for the entire area of the section between splices) of a developed belt loop consisting of thirteen sections.

Figure 5.
Conveyor belt loop map with sections–assessment of the percentage loss in relation to the original thickness of the conveyor belt section–BeltSonic system.
The DiagBelt + system works on the same principle as the DiagBelt system [21] used so far. It detects and records changes in the magnetic field that occur in the place of the belt splice or in the places where the belt core is damaged [22,23]. The most common type of damage is corrosion of the lines, with the lines being cut or missing in a given section of the belt. The system consists of a measuring head (in which coils that detect the change of the magnetic field are installed), two permanent magnet strips used to magnetize the core, a tachometer and a data acquisition module. The operation of the system is described in [21,24].
The image of damage obtained thanks to measurements made with the DiagBelt + system (or the DiagBelt system earlier) allows for an assessment of the degree of damage to the core of the belt, as well as a verification of the correctness of the splice and its technical condition. Due to the number of damages and their density for a given section of the belt and the damage characteristics (their shape and belonging to particular categories), it is possible to determine which section of the belt needs to be repaired. Figure 6 shows an example of a signal recorded by the DiagBelt + system, on the basis of which, the damage analysis is then performed.

Figure 6.
Visualization of measurement data–DiagBelt + system.
A component of the diagnostic system is a computer program that, based on measurement data, generates a report assessing the technical condition of the tested object. Among the many readable parameters and drawings (number of damage, number of splices, belt length), the system generates a map of the tested conveyor belt, taking into account all sections of the belt loop, on which (after determining the thresholds) the condition of a given section can be visually assessed, because the color on the map corresponds to the damage density. An example of a map that can be generated from the system is shown in Figure 7.

Figure 7.
Map of the aggregated measure of wear (here the average density of damage per 1 m for the entire section of the belt) for the developed belt loop–assessment of the technical condition of the core of the conveyor belt–image from the DiagBelt system.
The distribution of the recorded damage on the histograms visible in the report allows a determination of which part of the belt is most susceptible to defects. Figure 8 shows the histogram of the number of defects along the length of the belt obtained in the data analysis, and Figure 9 shows the distribution of defects on the successive measurement channels (cross section of the belt).
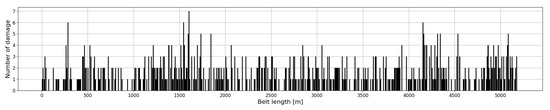
Figure 8.
Distribution of damage over the belt length-width of the histogram interval is 10 m.
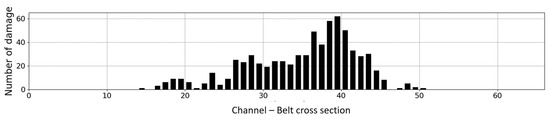
Figure 9.
The occurrence of damage on successive measurement channels.
3. Research Results and Further Plans for DiagBelt and BeltSonic Systems Development
3.1. DiagBelt and DiagBelt+
Numerous tests carried out with the DiagBelt diagnostic system, performed not only in the laboratory but also in industrial conditions, have shown that a magnetic measuring system is well suited to obtain information about the condition of the belt, showing a two-dimensional image of the condition of the belt core and the splices of the belts with the steel cords core. The resulting image can be easily analyzed in order to detect dangerous concentrations of damage and indicate the belt fragments in need of replacement. Built-in algorithms for digital processing of signals read from measurement coils allow for the development of complete damage statistics and the generation of various aggregated damage measures-such as the density and area of damage. They allow for the plotting of damage histograms on the cross-section and along the belt axis for selected fragments of the belt and entire sections (from splice to splice), and for the creation of a database of joints’ images to assess the structure of their implementation and the current condition. The comparison of several scans of the belt made at different times allows for an assessment of the pace of changes taking place [25]. New steel cord failures appear between subsequent measurements, and the existing ones increase in size. The damage intensity is not linear, and more and more serious damage occurs with the same efficiency and the same stream of transported material in a unit of time. This is because the share of lumps with energy exceeding the critical value causing damage increases, due to the fact that as the belt wears down, the energy limit values decrease. Work is underway on the incorporation of non-linear mechanisms for the prediction of the remaining belt time and automatic qualification of various types of damage on the basis of their 2D image with the use of artificial neural networks (artificial intelligence) [22,26,27].
3.2. Beltsonic
As part of the LIDER X project [20], the first in Poland mobile device for continuous measurement of the thickness of the belt during its operation and the assessment of its transverse and longitudinal profile, was built. Thanks to the obtained measurement data, it is possible not only to determine thickness or profile, but also to detect some damage (visible as cover deformation). The advantage of the device is the ability to determine the thickness of the conveyor belt regardless of its type and construction of its core. The operating frequency of the system components allows for the measurement with a frequency of 100 Hz, which means the longitudinal resolution of the measurement 10 mm for each 1 m/s of belt speed. The cross-section resolution of the measurements performed depends on the arrangement of the measuring sensors on the measuring head and is 50 mm. This means that with a conveyor belt speed of 5 m/s, measurements are taken at the nodes of the 50 × 50 mm measuring grid.
Information on the total wear of the cover rubber does not provide complete information on the level of wear of individual covers of the conveyor belt. It is known from practice that the top cover is worn to a much greater extent than the bottom cover. Thanks to the use of two measuring heads placed above and below the tested conveyor belt, it is possible to obtain information about the wear of individual covers in relation to the least-used space on a given cross-section. Figure 10 shows the cross profile through the conveyor belt. The red color marks the thickness of the conveyor belt, assuming that the bottom cover is not abraded, the black color marks the position of both belt covers, read from the sensors, which indicates uneven wear of the conveyor belt under test.

Figure 10.
Conveyor belt thickness and individual cover wear.
A new algorithm is under construction for the optimal selection the belt dismantling moments and their direction to refurbishment using information from both systems and improved classification of failures (aim of two PhD thesis). At the moment, only the forecasted moments of exceeding the selected threshold values by the average failures density and their area is used (the earliest of both).
4. The Rising Importance of Belt Diagnostics at Uncertain Times
The turmoil of the world’s markets, which cause the increase in the prices of new conveyor belts and their long delivery times, means that their users pay more attention to their use and have to plan their belt replacements in advance [28]. It becomes necessary to develop a strategy for repair and preventive belt replacement so that the waiting time for their replacement does not cause production downtime and the user is not surprised by the necessity of incurring a large expenditure to ensure the continuity of the transport system’s operation [29]. That is why the importance of using belt diagnostics is growing, not only allowing for an inventory to be made of the current state of belt sections and splices in the loops mounted on conveyors, but also for the determination of the optimal moments for replacing their most worn-out and failure-threatening parts [30]. Such possibilities, combined with the possibility of using the reconditioning of worn sections of belts, the popularity of which is growing again, allows for a significant extension of the life of the belts without the need to purchase new ones. The strategy of repair and replacement of predictive sections of the belts based on their diagnosed condition not only significantly reduces the costs of the current use of conveyors due to the increased durability of the belts, but also allows for planning the replacement well in advance, without exposing the company to unexpected expenses and losses caused by unplanned stops. Production losses may result not only from the downtime necessary to eliminate the consequences of a failure, but also from the waiting time for the delivery of new belts to replace the damaged one. Cyclic scanning of the belts to determine the condition of the strings in the core (DiagBelt) and the determination of the thickness of the belt on its entire surface and the condition of the edges (BeltSonic) allow not only for a determination of the current state (indication of fragments requiring current repairs), but also for a determination of the non-linear pace occurring in changes and the prediction of the moment at which the condition qualifying the belt for replacement in the adopted replacement strategy will be reached. The widespread shift away from reactive strategies to predictive strategies based on the diagnosed condition (preventive replacements after reaching the condition qualifying for replacement) eliminates the need for extensive inventory for purchases planned well in advance. Belt servicing and rebuilding contracts reduce the risk of intervention purchases at high prices and long lead times.
Despite the existence of certain general regularities in the process of belt wear, confirmed by tests at the Wrocław University of Technology, the rate of changes in the condition of the belts should be determined individually for each user. Particular conveyors and the transported material differ significantly, just as the intensity of their use and the level of service vary. Only after determining the individual pace of changes, is it possible to correctly define the moments for necessary replacements in an individually selected strategy of their replacement, and to properly plan the budget and place orders. It is also worth taking advantage of regular reconditioning of the dismantled sections of belts, as this allows for a reduction of the stock of new belts and reduces the frozen working capital. Having sections of belts at various stages of the reconditioning process protects the user against a possible shortage of belts for sudden replacement and shortens the waiting time for delivery. Good forecasts of the moments and lengths of the replaced belts also allow for their purchase without the pressure of coercion, which strengthens the negotiating position when purchasing and gives the opportunity to lower the price.
It is also important to use the core of the belt with steel cords several times in the belt reconditioning process, which is in line with the idea of the circular economy. In this way, we extend the total working time of the belt core, which saves the scarce resources used in the production of the belt. In the process of using the belts, some of the covers are irretrievably lost, which are worn or torn out. To slow down this process to abrasive properties and the frequency of large and sharp-edged lumps in the transported output, we select belts with appropriate abrasion and puncture resistance [3,6,15,16,31]. We also reach for belts with breaker plies or install rollers or anti-impact beams that dampen the energy of falling solids [32] and reduce the number of strokes that destroy the core with an energy exceeding the limit values for a given type of belt and support. We also select appropriate constructions of chutes, ensuring the required throughput at low impact energy [31,32]. After the covers are milled to even out the thickness of the belt, we replace the covers with new, raw rubber, which is re-vulcanized with the old core, creating a belt after the first or second reconditioning. The resulting milling saws are used to produce other rubber products, so that no part of the belt is wasted. The core of the belt can be used no more than two (previously even three) times, because subsequent vulcanization reduces the adhesion of the rubber to the lines, which reduces the strength of the splices, and these are the weakest links in the loop [3,33]. Worn belts after two reconditions (as well as worn tires) must also be disposed of, which requires creative and ecological solutions, due to the scale of the problem.
The development of a strategy for cyclical diagnostics and predictive belt replacements based on the diagnosed condition becomes a necessity for users who want to avoid problems with ensuring the continuity of their transport systems.
It pays to start regular belt diagnostics [34]. The first diagnostic scan (examination of the condition of the belt core and measurement of its thickness over the entire surface) is an inventory of the condition of all sections of the belts and splices in the loop on the conveyors along with the determination of their length and the location of all damage and abrasions [35]. Thanks to this, a reference base is created, against which, the dynamic changes of the belt condition will be determined over time: changes in the length of sections and splices, increases in the number of defects (their density and concentration) and changes in their size (damage surface and its density), as well as further abrasions of the belt thickness on of the entire surface with time (the rate of changes in the volume of the abraded belt-dynamic changes in the area of abrasions and changes in the thickness of the belt in 2D and 3D images).
Belt wear rate changes are not linear over the life of the belt. As the degradation of the belt condition progresses, the rate of change increases. Acceleration occurs because the increasing abrasion of the covers reduces the limit value of the energy of the lumps of the transported material, which, falling at the points of the feed, causes damage to the core, punctures through the holes and cracks in the rubber. Along with the decreasing thickness of the rubbing belt, an increasing fraction of the transported material causes an increasing number of various types of damage per time unit, the distribution of which reflects the concentration of impacts and the method of belt rubbing. The distribution of the flow of impacts and abrasions is usually not uniform over the entire surface of the belt and does not have to be symmetrical, which is a consequence of improperly selected structures of chutes and methods of feeding the spoil [4], the belt converging along the route, the location of cleaning devices and their pressure on the belt, the idlers/rollers centering the belt run, or turning it over to the other side, etc. Observation of damage distribution and belt wear method obtained by monitoring the belt condition is valuable information that allows for corrections, causing changes in the energy of lumps and their speed, as well as the method of sealing and cleaning the belt. As a consequence of the modernization introduced, it is possible to obtain a flatter and more symmetrical distribution of damage and even belt wear, which can have a significant impact on the extension of its service life until replacement, and on the reduction of operating costs, which means significant savings. The profitability of diagnostics results not only from a better forecast of replacement times, which allows for an increase of the success rate of reconditioning (more belts sent for reconditioning are successfully refurbished, thus ensuring the reuse of the belt core), as well as for actively reacting to irregularities in the way it wears out.
The selected rate of change curve [36] of various belt wear indicators (number of defects, their density, the surface and its density, the wear area, the volume of the rubbed belt, changes in transverse and longitudinal profiles, etc.) allows for an estimation of the future condition of the belt. On this basis, it is possible to determine the moment of its disassembly, allowing e.g., the successful reconditioning of the belt. In order for the reconditioning to be successful, the core of the belt must not be excessively damaged, as this reduces the adhesion of the cover rubber to the core, and the belt after reconditioning may not meet the required standards allowing it to be used under given conditions.
In order to illustrate the benefits of diagnostics, we will present a hypothetical calculation of the economic effects caused by the implementation of diagnostics resulting in an increase in working time by 10%, and an increase in the reconditioning success rate from 70% to 76%.
5. Estimation of Examples of Benefits from Implementing Belt Diagnostics and Their Replacement for the Purpose of Recondition
In Poland (and not only), belt reconditioning in brown coal mining has been carried out for a long time (there were three belt refurbishment plants in all opencast mines in Turów, Konin and Bełchatów) [30]. In the mid-1980s, belt durability testing was started, and computer-aided belt management was devised to make rational repair and replacement decisions based on the expected age of the belt on a given conveyor. The universality of reconditioning resulted from the high costs of components for the production of belts imported for foreign currency. Currently, in the era of interrupted supply chains, extension of the delivery time of components and finished belts and their rising prices, reconditioning is again becoming popular, and is being carried out not only by domestic belt users in lignite mines, but also by other users, including from outside Poland. Currently, reconditioning is carried out by the company Bestgum [37], which has many years of experience in belt refurbishment (since the 1980s) and enormous production capacity due to providing services for the nearby brown coal mine Bełchatów, which uses hundreds of kilometers of conveyors. Mine Bełchatów, in cooperation with the Wrocław University of Technology as part of the NCBiR project, implements DiagBelt + diagnostic device for better selection of the optimal moments of disassembly of used belts and increase the success rate of their reconditioning based on the accurately diagnosed condition of the core. Currently conducted visual inspections of the condition of the belt and the use of calendar working time (downloaded from the Taśma program) when making decisions about replacement do not allow for this. The high variability in the true level of damage to the core of the disassembled belts (recognized after taking of the covers in the refurbishment plant) contributes to the relatively low success rate of recondition. The use of magnetic diagnostics should significantly improve steel cords condition identification of belts operating on conveyors.
The profitability of reconditioning based on the diagnosed condition will be demonstrated below based on hypothetical life data and the projected increase in reconditioning success rate. The presented data illustrate the belt replacement policy with double reconditioning of all disassembled used belts for a hypothetical mine exploiting 100 km of belts. We will conduct the analysis by following the history of the 100 m long section of the new belt.
5.1. Refurbishment Success Rate Estimation
Let’s assume that only 76% of new belts are successfully refurbished after 8 years of their operation. Belts after the first reconditioning are replaced after 7 years (87.5% of the new belt operating time) and only 62% are successfully refurbished. After the second reconditioning, the belts are used for another 6 years (75% of the operating time of the new belt) and then they are sent to waste (utilized). Thus, the core of the belts refurbished twice is operated for a total of 21 years (=8 + 7 + 6 years). Unfortunately, only 47.12% (=76% × 62%) of new belts are refurbished two times. The overall success rate of the reconditioning (ratio of the length of the refurbished belt to the length of the belts sent for recondition) is thus, approx. 70%. We will calculate it for a hypothetical 100 m long section of the new belt, which the mine has purchased and used, reconditioning all disassembling belts two times. The length of the belt from this section sent for reconditioning is 176 m (=100 m of used new belt + 76 m of belt after the first recondition). However, only 123 m were successfully reconditioned (=76 m of used new belts + 47.12 m of used belts after the 1st recondition). The reconditioning success rate is, therefore, 69.95% (=123.12 m/176 m).
5.2. Average Operating Time Calculation
What is the average durability we achieve with a double reconditioning policy? In order to find the answer to this question, it is necessary to analyze how long the core of the belt has been in operation for each part of the 100 m long section of the new belt. Since the success rate for the reconditioning of used new belts is 76%, 24 m have been in operation for only 8 years. This is the part of the belt that could not be successfully refurbished because its core was too worn. Of the 76 m of belt that has been reconditioned and further used, 62% can be refurbished after their dismantling. This means that 28.88 m is scrapped after 15 years of service (=8 + 7 years). The rest (47.12 m) works another 6 years and is sent to waste after 21 years. The average working time for this replacement and reconditioning policy is, therefore, 16.15 years. The double reconditioning policy, therefore, doubles belts’ service life.
5.3. Estimation of Profitability of Belts Replacement Strategy with Recondition
The annual cost of operating 1 mb of a new belt is about $32/year (=$255/m/8 years). The weighted average cost of operating 1 mb of belt reconditioned only once is therefore $25.50/m (=[$255/m + $127.5/m]/15 years), and after two reconditions, $24.29/m (=[$255/m + 2 $127.5/m]/21 years). It was assumed that the cost of reconditioning is 50% of the purchase price of a new belt ($225/m) and is $127.5/m, regardless of whether the belt is refurbished for the first time or for the second time. Thus, it can be seen that the cost of the annual operation of the refurbished belts drops significantly two times, compared to the new belts, to 76.19% of the operating costs of the new belt, and to 80% after the first recondition. The savings resulting from reconditioning are, therefore, significant, despite the assumption that once refurbished, belts work shorter by 12.5% compared to new belts, and the belts reconditioned twice, by as much as 25%. However, the average annual cost of using 1 m of belts in the double reconditioning policy is higher, as reconditioning losses should be taken into account (the reconditioning index is not 100%, but 76% and 62% respectively). The weighted average cost of using 1 m of belts, including incomplete reconditioning of disassembled belts, is $ 26.46/meter. Of the 100 m section of the new belt, 24% could not be refurbished and the cost of operating 24 m of belts was $31.88/m/year, 28.88% were reconditioned only once and the cost of their operation was $25.50/m/year (28.88 m of belts were not reconditioned for the second time) and only 47.12% were refurbished two times, which reduced their operating costs to $24.29/m/year. Thus, the weighted average cost of operation costs the mine $26.46/m and was 17% lower than the cost of operating new belts ($31.88/m/year).
Is this scale of savings worth pursuing a preventive replacement policy with double reconditioning? Lignite mines have been pursuing this policy for several dozen years. Therefore, there must be economic arguments behind it. In the 1980s, the lack of foreign currency meant that the import of belts was very expensive, so reconditioning of belts in their own plants was a very good solution. Today, difficulties in acquiring new belts (rising prices, shortages of components and long waiting times for order fulfillment) again contribute to the increase in the popularity of the practice, especially since this policy is in line with the circular economy. However, there are also economic arguments.
In the profitability analysis, decreasing durability of belts and success rates in reconditioning after subsequent disassembly of new and refurbished belts only once were assumed. A relatively low level of the reconditioning success rate of 76% was also assumed for the reconditioning of used new belts and 62% for the used belts after the first recondition. A pessimistic decrease in durability after subsequent reconditions was also assumed (by 12.5% and 25% after the first and the second recondition, respectively). Therefore, it is difficult to accuse the estimates made of excessive optimism. Belt remanufacturing companies believe that remanufactured belts can achieve the same operating time as new belts. The adopted pessimistic assumptions increase the credibility of the significant economic effects achieved. It turns out that the estimated savings are around $5.2/m/year. For every 100 km of belts in use, this represents a total savings of $0.52 million per year, and until recently, there were around 500 km of belts installed in the lignite mines. Annual savings amounted to several million dollars a year.
5.4. Leading Role of Lignite Mines in Belt Maintenance and Cost Reductions
Savings on belt reconditioning are one of the reasons for the fact that lignite mining has about a 30–40% lower cost than hard coal excavation in Poland. Caring for the belt to be removed preventively in a condition that allows for reconditioning to be carried out increases the general culture of belt conveyor operations, increases belt durability and eliminates various hazards in the operation of conveyors, thanks to frequent checking of its condition and operating conditions. Lignite mines, as some of the first in the world, introduced separate departments dealing only with belts, as the first to implement computer-aided belt management (already in the mid-1980s) and magnetic diagnostics of the core condition in 2000. Thus, we not only kept up with global trends, but also set them. Contitech, a leading belt manufacturer, has recently introduced internet application Conti + for collecting, standardizing and processing technical information related to conveyor belts, their maintenance and inspections are carried out by technical personnel in the field [38]. Already in the mid-1980s in Poland, such a solution had been implemented, and in all mines: Taśma program is in operation at brown coal mine Bełchatów, the Sufler program at brown coal mine Turów [39], and then the “Komputerowa Karta Taśm” (“Computer belt score card”). The Konin mine used a program developed at the Poltegor Institute. Magnetic diagnostics of belts was implemented in Poland relatively late. Magnetic diagnostics were used in brown coal mine Turów around 2000, while the first systems in Australia were used in the early 1980s [40,41]. The magnetic technique was used in Poland to investigate damage to hoisting ropes in underground coal mines, but despite various attempts to provide services for belt conveyors with a belt [42,43,44], these devices were not implemented in opencast mines. The measurement lines used aggregate data in a 40 cm wide belt (the heads for testing rubber balance ropes are of this width), which made it necessary to perform many measurement cycles and to compose signals from them. The 40 cm data aggregation is too coarse to indicate the exact location of the damage on the 2250 mm wide belt used in lignite mining. Late implementation of magnetic diagnostics also resulted from low labor costs in Poland compared to Western countries, as well as from the lack of access to diagnostic devices and their high prices. Many users preferred to conduct visual inspection rather than use automatic scanning. Fortunately, this situation has changed, and now, for many years, Wrocław University of Science and Technology has developed its own diagnostic devices and native software to support decision-making about belt replacement based on the diagnosed condition of the belts. Research is also ongoing to predict the time remaining before replacement based on the condition analysis from several previous scans. For example, mobile devices are being developed, as installing such solutions permanently on conveyors significantly increases the investment costs of implementation (the number of devices corresponds to the number of conveyors selected for monitoring). The same work can be done with one mobile device, but with a mobile device, continuous information about the condition of the conveyor belt would be lacking. It would not allow real-time monitoring and would make it difficult to detect sudden failures.
5.5. Improved Profitability of Proposed Strategy with NDT Diagnostics
Understanding the condition of the core of the conveyor belt during its operation and predicting the moment of reaching the state qualifying it for disassembly for reconditioning, which becomes possible after determining the rate of changes in its condition in several tests, will significantly increase the success rates of reconditioning. It also contributes to the extension of the belt operation time, as it allows for the identification of damage which requires repair that is invisible to the naked eye, and for the replacement of belt fragments with a high concentration of damage earlier than the rest of the belt, which will extend the average working time of the entire section. The assumption that the use of diagnostics will extend the life of the belts by 10% is not overly optimistic, as is the improvement of the reconditioning success rates by only 6 percentage points (from 76% to 82% and from 62% to 69%), which improves the overall reconditioning success rate by 6.19 percentage points from 69.95% to 76.14% (8.85%). Nevertheless, such a small improvement in durability and indicators, which is a very cautious forecast of the effects of the implementation of diagnostics, brings significant savings. Using the previously described calculations for the changed indicators and belt durability, the operating costs are lower by $2.86/m/year compared to the policy of preventive replacements without diagnostics. This gives a savings of 285 thousand dollars per year for every 100 km of belts used. This allows for the financing of the purchase and the implementation of diagnostic devices at the Bełchatów lignite mine Branch from several months of savings, especially since 50% of eligible costs are reimbursed by the National Center for Research and Development (NCBiR).
For plants with a shorter length of used belts, an alternative may be to sign service contracts for belt diagnostics and repair, replacement of sections and splices and their reconditioning, as the benefits of regular diagnostics provided by a specialized company pay off just as quickly. For example, for a belt costing $212.50/m with an estimated life of 10 years, the cost of annual operation is $21.25/m/year. The cost of accurate scanning of the belt condition with a magnetic system (e.g., DiagBelt system in a mesh every 2.5 × 5 cm) and/or ultrasonic thickness measurement on the entire surface of the BeltSonic system (in a mesh every 5 × 5 cm) should not exceed from a few to several percent of the annual costs of its operation for one measurement. Such service can pay off from the annual savings in terms of working time extension (e.g., by 10%), not to mention implementing a replacement policy to recondition it. Here, the total savings can reach the value of several dozen PLN/m per year. For brown coal mines, diagnostics with belt reconditioning brings savings of $8.50/m/year. The longer the belt loops are scanned or the greater their length on many conveyors, the lower the unit scanning costs will be. However, it should be remembered that starting diagnostic tests not only allows for an inventory of the condition of all sections and splices, but also extends the durability or brings additional savings from the implementation of reconditioning.
Above all, however, it reduces the risk of unexpected failure and replacement of the belt with a new one in emergency mode, as well as the consequences of incurring losses due to downtime and/or waiting for the delivery of a new belt. The first diagnostic scans and thickness measurements allow for the dispelling of doubts related to the condition of the belt along its entire length with high resolution after several years of its operation with the knowledge of its condition limited to external damage detected during visual inspection. The implementation of diagnostics provides the basis for the optimal selection of periods between subsequent examinations, depending on the age of the belt and the detected threats. It allows for the conducting of rational (planned) management of belts based on their diagnosed condition by ordering maintenance services for repairs, replacements, splicing and reconditioning of belts, as well as the preparation of a budget for future activities, including indication of optimal moments for replacement of belt fragments with new ones or directing them to reconditioning. Precise indication of the moments of exchange (their prediction) is possible after determining the pace of changes taking place in the belt. That is why it is so important to start diagnostics, because without them, it will not be possible to dispel the uncertainties related to the condition of the belt core and take further economically rational actions.
6. Conclusions
The authors propose in the paper a new belt maintenance strategy: predictive belt replacements and their refurbishment based on their condition identified by new diagnostic devices specifically developed for this purpose.
The use of the DiagBelt system for detecting damage to the core of the conveyor belt and the BeltSonic device for measuring the thickness of the conveyor belt gives a complete picture of the technical condition of the monitored conveyor belt loop and allows for the determination of the rate of changes in their condition over time during several cyclical measurements. This allows for the implementation of predictive belt replacement based on the diagnosed condition of the belts in the proposed replacement strategy, and allows for a rational and quantified selection of the best moment for their dismantling. Taking advantage of the possibility for refurbishment of the disassembled parts of belts that have reached the level of wear qualifying them for reconditioning increases the working time of full sections, reducing the uncertainty related to the possibility of much more expensive replacements in emergency mode and the risk of production losses related to downtime and waiting for the delivery of a new belt.
In times of various turbulences on the belt market causing their price increase, difficulties with the supply of components for their production and extended delivery periods, the implementation of belt diagnostics is extremely profitable, especially when we combine its implementation with reconditioning. For large users, it is profitable to purchase devices and use them on their own. For smaller users, it is profitable to implement regular scans conducted by specialized companies. Service contracts can reduce uncertainty in condition identification and repair services, and timely reconditioning of disassembled belts can reduce the inventory of new belts and the risk of emergency downtime and waiting for new belts, eliminating the specter of production losses. In order to avoid problems with ensuring continuous production of transport systems, it is worth implementing a policy of predictive replacement of fragments of used belts based on their diagnosed condition in order to direct them for refurbishment. Detailed calculations indicate that the annual savings from its implementation should cover the related investments costs.
Production of new belts requires several costly components, such as natural rubber, carbon black, steel, and zinc. Double refurbishment of the most expensive part of the belt (steel cord core) not only saves money, resources and time, it also saves energy spent on the extraction of raw materials, their transport (from various locations) and core formation in a vulcanizing plant, which uses a lot of electric energy. The multiple use of the belt core in the reconditioning process used in lignite mines in Poland for decades can be viewed from the point of view of the currently fashionable circular economy. It turns out that, also in this respect, mines were the forerunners of the idea of saving resources and reducing waste on an industrial scale. Every year, tens of kilometers of belts are reconditioned at the Bestgum plant. Monitoring the condition of their core and measuring thickness may increase the belt life and the proportion of reconditioned belts in mines, thus reducing the proportion of unsuccessful reconditions belts treated as waste due to precise selection of their dismantling times. Recognition of the core condition during belt diagnostic scanning and thickness measurements should allow for the successful reconditioning of almost all disassembled belt sections. Transport of disassembled belts to the refurbishment plant, their preparation for reconditioning (milling of covers) and then their ineffective reconditioning (including hot vulcanization) due to excessive damage of belt cores discovered only after the belt covers have been milled, is a pure waste of energy. The introduction of NDT diagnostics could help to avoid such losses of money and energy.
Author Contributions
Conceptualization, R.B., L.J. and A.K.-B.; methodology, M.B., A.R. and D.O.; software, R.B., D.O. and A.R.; validation, R.B. and L.J.; economic and formal analysis, L.J. and M.B.; investigation, R.B., A.K.-B., D.O., A.R. and M.B.; resources, M.B. and L.J.; data curation, R.B., L.J. and A.K.-B.; writing—original draft preparation, A.R. and D.O.; writing—review and editing, M.B., L.J., R.B. and A.K.-B.; visualization, A.R.; supervision, L.J.; project administration, R.B.; funding acquisition, A.K.-B. All authors have read and agreed to the published version of the manuscript.
Funding
This work is supported by NCBiR: LIDER X program number: 0227/L-10/2018, and partly by project no. POIR.01.01.01-00-1194/19.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Acknowledgments
The authors would like to thank the brown coal mine Belchatow for providing conveyor belt for tests.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Köken, A.; Lawal, A.; Moshood, O.; Ozarslan, A. A comparative study on power calculation methods for conveyor belts in mining industry. Int. J. Min. Reclam. Environ. 2021, 36, 26–45. [Google Scholar] [CrossRef]
- Hardygóra, M.; Komander, H.; Błażej, R.; Jurdziak, L. Method of predicting the fatigue strength in multiplies splices of belt conveyors. Maint. Reliab. 2012, 14, 171–175. [Google Scholar]
- Bajda, M.; Błażej, R.; Jurdziak, L. Partial replacements of conbeyor belt loop analysis with regard to its reliability. In Proceedings of the International Multidisciplinary Scientific GeoConference, SGEM, Sofia, Bulgaria, 29 June 2017–5 July 2017. [Google Scholar]
- Doroszuk, B.; Król, R. Analysis of conveyor belt wear caused by material acceleration in transfer stations. Min. Sci. 2019, 26, 189–201. [Google Scholar]
- Wakler, P.; Doroszuk, B.; Król, R. Analysis of ore flow through longitudinal belt conveyor transfer point. Maint. Reliab. 2020, 22, 536–543. [Google Scholar]
- Fedorko, G.; Molnar, V.; Zivcak, J.; Dovica, M.; Mikušová, N. Failure analysis of textile rubber conveyor belt damaged by dynamic wear. Eng. Fail. Anal. 2013, 36, 103–114. [Google Scholar] [CrossRef]
- Król, R.; Gładysiewicz, L.; Kisielewski, W.; Kaszuba, D. New quality standards of testing idlers for highly effective belt conveyors. In Proceedings of the World Multidisciplinary Earth Sciences Symposium, Prague, Czech Republic, 11–15 September 2017. [Google Scholar]
- Król, R.; Kisielewski, W.; Kaszuba, D.; Gładysiewicz, L. Testing belt conveyor resistance to motion in underground mine conditions. Int. J. Min. Reclam. Environ. 2017, 31, 78–90. [Google Scholar] [CrossRef]
- Gładysiewicz, L.; Król, R.; Kisielewski, W. Measurements of loads on belt conveyor idlers operated in real conditions. Measurement 2019, 134, 336–344. [Google Scholar] [CrossRef]
- Bortnowski, P.; Gładysiewicz, L.; Król, R.; Ozdoba, M. Energy efficiency analysis of copper ore ball mill drive systems. Energies 2021, 14, 1786. [Google Scholar] [CrossRef]
- Boslovyak, P.; Lagerev, A. Optimization of the conveyor transport cost. IFAC-Pap. 2019, 52, 397–402. [Google Scholar] [CrossRef]
- Krysa, Z.; Bodziony, P.; Patyk, M. Discrete Simulations in Analyzing the Effectiveness of Raw Materials Transportation during Extraction of Low-Quality Deposits. Energies 2021, 14, 5884. [Google Scholar] [CrossRef]
- Bzinkowski, D.; Ryba, T.; Siemiątkowski, Z. Rucki, M. Real-time monitoring of the rubber belt tension in an industrial conveyor. Mech. Eng. 2022, 3, 1–10. [Google Scholar]
- Hrabovský, L.; Fries, J. Transport Performance of a Steeply Situated Belt Conveyor. Energies 2021, 14, 7984. [Google Scholar] [CrossRef]
- Bajda, M.; Hardygóra, M. Laboratory tests of operational durability and energy-efficiency of conveyor belts. In Proceedings of the IOP Conference Series: Earth and Environmental Science, Wroclaw, Poland, 28 November 2018. [Google Scholar]
- Andrejiova, M.; Grincova, A.; Marasova, D. Measurement and Simulation of Impact Wear Damage to Industrial Conveyor Belts. Wear 2016, 368, 400–407. [Google Scholar] [CrossRef]
- Webb, C.; Sikorska, J.; Khan, R.; Hodkiewicz, M. Developing and evaluating predictive conveyor belt wear models. Data-Cent. Eng. 2020, 1, e3. [Google Scholar] [CrossRef]
- BeltSonic. Available online: https://beltsonic.pwr.edu.pl (accessed on 25 August 2022).
- DiagBelt+. Available online: https://diagbeltplus.pwr.edu.pl (accessed on 25 August 2022).
- Kirjanów-Błażej, A.; Błażej, R.; Kozłowski, T.; Rzeszowska, A. Innovative diagnostic device for thickness measurement of conveyor belts in horizontal transport. Sci. Rep. 2022, 12, 7212. [Google Scholar] [CrossRef]
- Błażej, R.; Jurdziak, L.; Kozłowski, T.; Kirjanów-Błażej, A. The Use of Magnetic Sensors in Monitoring the Condition of the Core in Steel Cord Conveyor Belts-Tests of the Measuring Probe and the Design of the DiagBelt System. Measurement 2018, 123, 48–53. [Google Scholar] [CrossRef]
- Olchówka, D.; Rzeszowska, A.; Jurdziak, L.; Błażej, R. Statistical Analysis and Neural Network in Detecting Steel Cord Failures in Conveyor Belts. Energies 2021, 14, 3081. [Google Scholar] [CrossRef]
- Kirjanów-Błażej, A.; Błażej, R.; Jurdziak, L.; Kozłowski, T. Core damage increase assessment in the conveyor belt with steel cords. Diagnostyka 2017, 18, 93–98. [Google Scholar]
- Błażej, R.; Jurdziak, L.; Kirjanów-Błażej, A.; Kozłowski. Evaluation of the quality of steel cord belt splices based on belt condition examination using magnetic techniques. Diagnostyka 2015, 16, 59–64. [Google Scholar]
- Kirjanów-Błażej, A. Model of Core Damage Development of Steel Cord Conveyor Belts. Ph.D. Thesis, Wroclaw University of Science and Technology, Wroclaw, Poland, 2018. [Google Scholar]
- Kirjanów-Błażej, A.; Rzeszowska, A. Conveyor Belt Damage Detection with the Use of a Two-Layer Neural Network. Appl. Sci. 2021, 11, 5480. [Google Scholar] [CrossRef]
- Žvirblis, T.; Petkevicius, L.; Bzinkowski, D.; Vaitkus, D.; Vaitkus, P.; Rucki, M.; Kilikevičius, A. Investigation of deep learning models on identification of minimum signal length for precise classification of conveyor rubber belt loads. Adv. Mech. Eng. 2022, 14, 1–11. [Google Scholar] [CrossRef]
- Jurdziak, L. The Method of Determining the Distribution of the Working Time of a Conveyor Belt and Its Use for Belt Forecasting. Ph.D. Thesis, Wroclaw University of Science and Technology, Wroclaw, Poland, 1996. [Google Scholar]
- Liu, X.; He, D.; Lodewijks, G.; Pang, Y. Integrated decision making for predictive maintenance of belt conveyor systems. Reliab. Eng. 2019, 188, 347–351. [Google Scholar] [CrossRef]
- Jurdziak, L. Determination of optimum time for the replacement of conveyor belts meant for reconditioning. In Proceedings of the XXII. International Symposium APCOM, Berlin, Germany, 1 January 1990. [Google Scholar]
- Marasova, D.; Andrejiova, M.; Grincova, A. Dynamic Model of Impact Energy Absorption by a Conveyor Belt in Interaction with the Support System. Energies 2021, 15, 64. [Google Scholar] [CrossRef]
- Komander, H.; Hardygóra, M.; Bajda, M.; Komander, G.; Lewandowicz, P. Assessment methods of conveyor belts impact resistance to the dynamic action of a concentrated load. Maint. Reliab. 2014, 16, 579–584. [Google Scholar]
- Bajda, M.; Błażej, R.; Jurdziak, L. Analysis of changes in the length of belt sections and the number of splices in the belt loops on conveyors in an underground mine. Eng. Fail. Anal. 2019, 101, 436–446. [Google Scholar] [CrossRef]
- Zhironkin, S.; Szurgacz, D. Mining Technologies Innovative Development: Industrial, Environmental and Economic Perspectives. Energies 2022, 15, 1756. [Google Scholar] [CrossRef]
- Fedorko, G. Application Possibilities of Virtual Reality in Failure Analysis of Conveyor Belts. Eng. Fail. Anal. 2021, 128, 105615. [Google Scholar] [CrossRef]
- Błażej, R.; Domański, A.; Jurdziak, L.; Martyna, M. Prognozy zmian stanu rdzenia taśm typu St na podstawie czasu pracy odcinków taśm i długości przenośnika. Min. Sci. 2014, 21, 5–14. [Google Scholar]
- Bestgum. Available online: http://bestgum.pl/uslugi-wulkanizacyjne (accessed on 28 August 2022).
- Contiplus. Available online: https://contiplus.net/landing-index (accessed on 28 August 2022).
- Brzeziński, W.; Jurdziak, L.; Kawalec, W.; Wieczorek, W. The SUFLER system in the Turów brown coal mine. In Proceedings of the Basic Problems of Mine Transport., Szklarska Poręba, Poland, 18 April 1988. [Google Scholar]
- Harrison, A. A new development in conveyor belt monitoring. Aust. Mach. Prod. Eng. 1980, 32, 1–17. [Google Scholar]
- Harrison, A. Non-destructive testing of industrial steel cord conveyor belt. Process. Eng. 1980, 8, 22–23. [Google Scholar]
- Mazurek, P.; Kwaśniewski, J.; Roskosz, M.; Siwoń-Olszewski, R. The use of a magnetic flux leakage in the assessment of the technical state of a steel wire rope subjected to bending. J. Konbin 2018, 48, 493–513. [Google Scholar] [CrossRef]
- Witos, M.; Zieja, M.; Żokowski, M.; Kwaśniewski, J.; Iwaniec, M. NDE of mining ropes and conveyors using magnetic methods. In Proceedings of the International Symposium on Structural Health Monitoring and Nondestructive Testing, Saarbrűcken, Germany, 4–5 October 2018. [Google Scholar]
- Martyna, R.; Martyna, M. Polish technology for testing wire ropes of the largest rope devices in the world. Nondestruct. Test. Diagn. 2017, 4, 11–16. [Google Scholar]










Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).