1. Introduction
Nowadays, the reduction of energy consumption is a common trend, having its sources not only in environmental aspects. In addition, the steadily increasing prices of energy boost customers’ readiness to save energy usage. This trend is recognized by manufacturing companies that provide electrical devices. In particular, companies belonging to the household appliance industry can be interested in reducing energy consumption because their products usually have high-cost energy use, and consequently, the total savings resulting from energy reduction can be relatively greater.
The reduction of energy consumption is broadly described so far in the context of buildings-, transport-, and environment-related issues. Modeling and prediction of building energy consumption are presented in [
1,
2,
3,
4,
5,
6]. Evaluation and reducing energy consumption in the field of transport are considered in [
7,
8,
9,
10,
11]. The reduction of energy consumption in transport is often linked to environment-related issues [
12,
13,
14,
15,
16] that are also considered in the context of ecological legislation and economic development [
17,
18,
19].
An aspect of reducing energy consumption in households mainly refers to analyzing domestic activities and providing models for understanding resident behavior [
20,
21,
22,
23,
24,
25,
26]. In turn, research related to energy consumption in a company mainly refers to modeling energy consumption within manufacturing systems, including machine tools and production planning and scheduling [
27,
28,
29,
30,
31]. An aspect of reducing energy consumption in household appliances through changes at the product design stage has not yet been investigated. This is a motivation for developing an approach to support the R&D department by providing information on improvement opportunities in product design, for which energy consumption could be reduced in both stages: product usage and manufacturing.
Predicting energy consumption is crucial in energy planning, management, and savings. Data-driven models provide a practical approach to predicting energy consumption, and their usage has increased in recent years [
32,
33,
34,
35,
36,
37,
38]. These models are mainly based on statistical and machine learning algorithms. Statistical algorithms include multiple linear regression, ordinary least squares regression, autoregressive models, autoregressive integrated moving average, Bayesian regression, polynomial regression, exponential regression, case-based reasoning, and k-nearest neighbors [
32]. In turn, machine learning algorithms mainly refer to the use of artificial neural networks, support vector machines, and evolutionary computations [
35,
36]. The ability of artificial neural networks (ANNs) to identify complex nonlinear relationships make ANNs the suitable tool to predict energy consumption. As a result, ANNs are one of the most commonly used tools dedicated to predicting and modeling the overall energy consumption [
34]. This study also presents the use of ANNs comparing their results with regression analysis. The selection of these parametric models results from their ability to provide the relationships between energy consumption and factors affecting energy consumption. These relationships are needed not only to predicting energy consumption but also to identifying possible changes of energy reduction. The latter task is related to simulations that requires the specification of variables, constraints, and effective techniques to search for a set of solutions in the search space. The admissible solutions are often sought using the brute-force search [
39] or mixed integer linear programming [
40,
41]. However, the decision problems related to the vast search space of possible solutions require techniques that enable the significant reduction of the search space. One of these techniques is constraint propagation and backtracking applied in constraint programming, which can be successfully used for solving a problem specified as a constraint satisfaction problem. So far, there is a lack of using this technique for simulations of reducing energy consumption, which is a motivation for its application.
This study proposes a method dedicated to the use of parametric models to identify relationships between product parameters and energy consumption. Relationships identified by regression analysis and artificial neural networks are further used to find possibilities of changing product specification toward reducing energy consumption. Simulations of reducing energy consumption are performed using a constraint programming technique. Before using this technique, the problem of reducing energy consumption should be defined as a constraint programming problem, which is specified by variables, their domains, and constraints. Moreover, the proposed method estimates the total product cost to identify the most promising product concept. The novelty of this research is two-fold: specifying a model of new product development and company’s resources as a set of variables and constraints, and developing a method dedicated to predicting energy consumption, as well as identifying improvement opportunities at the stage of product design toward reducing energy consumption in product usage and its manufacturing. Consequently, the proposed method allows R&D specialists to obtain information of possibilities, if there are any, for reducing the cost related to energy consumption in manufacturing and product usage to the desired level.
The paper is organized as follows:
Section 2 presents a literature review, including description of product life cycle stages, reducing energy consumption in the product life cycle, and a reverse approach to improve new product performance. A method of predicting energy consumption and identifying possible changes at the product design stage are presented in
Section 3. The applicability of the proposed approach is illustrated in
Section 4.
Section 3 and 4 have a similar structure consisting of three parts: predicting the cost of a new product, predicting energy consumption of a new product in the stage of manufacturing and product usage, and simulations for reducing energy consumption. Finally, the conclusion and further research are presented in
Section 5.
2. Literature Review
2.1. Product Life Cycle Stages
The product life cycle is usually divided into four stages: new product development, production, usage (including eventual after-sales service), and recycling/disposal [
42,
43,
44,
45]. Each of these stages generates costs that can be considered from the perspective of company, users, and society [
42,
46]. As product design affects the whole product life cycle and the mentioned costs, new product development is one the most important business processes.
New product development (NPD) consists of activities related to market research, product concept generation, concept selection, product design, tests of prototypes, and commercialization. The design process consists of conceptual design, embodiment design, detailed design, and production systems development [
47]. The phase of market research can initiate the process of new product development or it can be carried out simultaneously during prototyping and detailed design. After assessing market, customer needs, and competitors, an R&D team usually creates a set of product concepts that should be evaluated and reduced to the most promising ideas. Concept selection can base on cost/benefit analysis, anticipated sales, resources required (including material, labor, and energy usage), etc. The further activities of NPD refer to product design, prototype creation and tests, trial production, quality analysis, and market testing. Product launch initiates stages related to production ramp-up, product usage, and finally, disposal. Commercialization is often related to appropriate promotional activities such as advertising campaigns that are strictly linked to product features.
The next stage of the product life cycle is related to production that includes the cost of materials, labor, and energy. Additional costs in this stage can be referred to defective products, maintenance, storage, and transportation.
In the stage of product usage, costs can be divided into two groups regarding company and customer perspectives. The first group includes the warranty cost related to after-sales service and spare parts. From the customer perspective, the cost of product usage depends on a product type, and it can be referred to transportation, storage, maintenance, and energy needed to product usage.
The stage of product recycling/disposal includes costs related to retrieving the product from the user, disassembling products to separate components, identifying materials of component parts, and reprocessing materials or disposing waste [
46]. These costs are paid by a company or customer in the form of recycling dues according to environmental legislation. Nevertheless, product recycling/disposal (including packaging) costs also refer to society in the aspect of waste, pollution, and health damages.
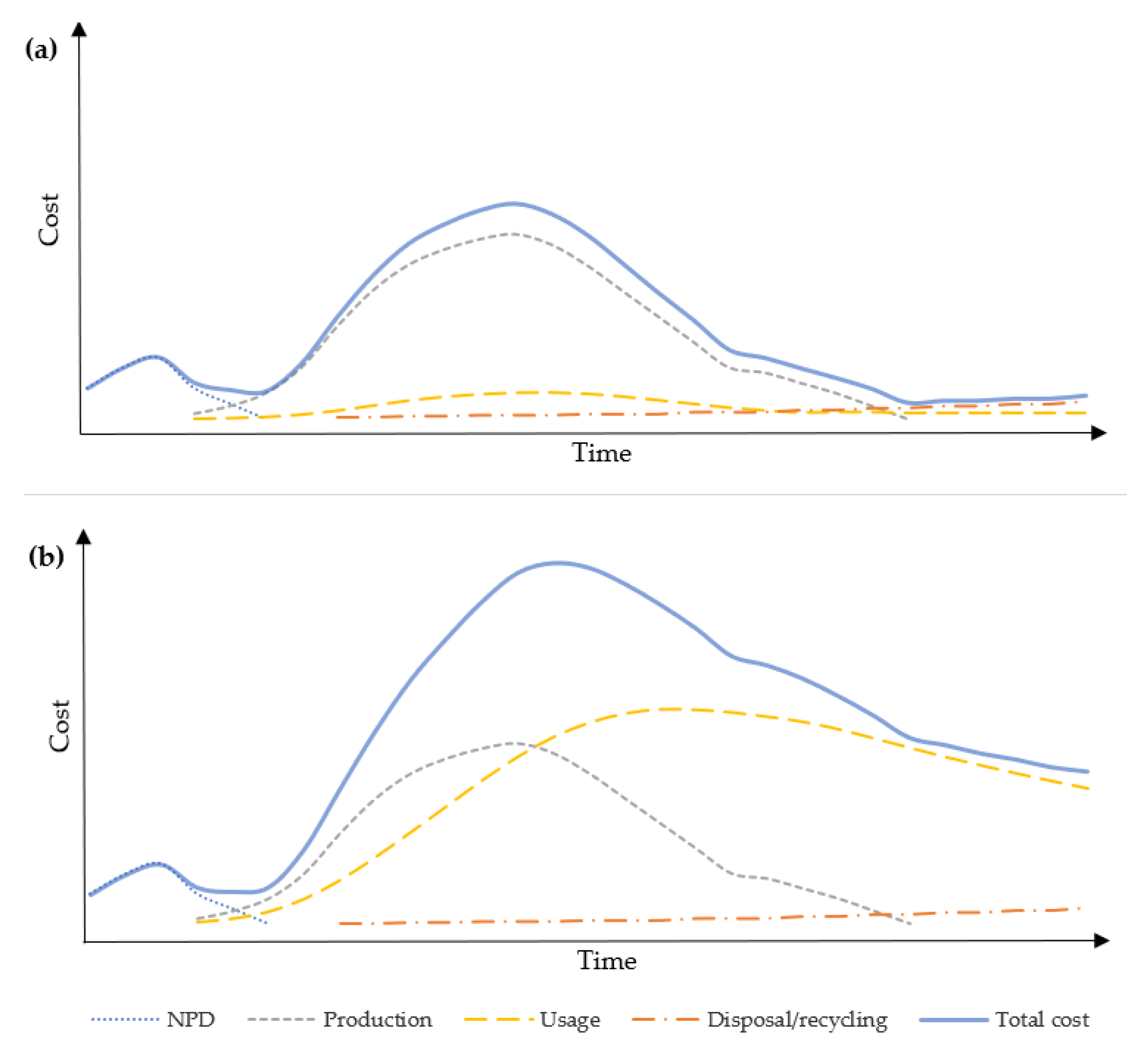
Figure 1 illustrates the cost related to product life cycle stages for two cases: (a) a low-cost product usage, and (b) a high-cost product usage. An example of the first case can be furniture products, for which failure rate is usually low. An example of the second case are electronic products, which complexity affects the increase in failure rate, and for which energy usage is a characteristic feature. This study further considers the second case, where is reasonable to reduce energy consumption in the stage of product usage.
It is noteworthy that different product life cycle stages are usually controlled by three actors: suppliers (who provide raw materials), manufacturers (who control the production process and packaging), and customers (who use the product and are often responsible for product maintenance, and recycling/disposal) [
48]. These actors have the impact on energy usage and environmental costs.
2.2. Reducing Energy Consumption in the Product Life Cycle
The increment of ecological awareness in society has forced companies to consider also an environmental aspect occurring in the product life cycle. Consequently, responsibility of designers/manufacturers presently refers not only to issues related to manufacturing and product reliability, but also to environmental issues, including energy needed to product usage and disposal.
Both product and processes can be sources of environmental damages and costs. Manufacturing processes can introduce harmful residues into the environment [
48]. Gaseous, liquid, and solid residues released in the production process, as well as packaging, and products themselves (in the stage of their usage and recycling/disposal) increase environmental costs. A need of minimizing these costs is a trigger to improve the new product development process, particularly by changes in the stage of product design that affects the further stages, from manufacturing and maintaining, up to recycling/disposal.
The environmental consequences of a product through its whole life cycle can be identified using a life cycle assessment (LCA) method that can also search for opportunities to obtain environmental improvements [
48]. An entire assessment of extraction and processing of raw materials, manufacturing, distribution, product usage, and its recycling/disposal (including energy needed in these stages) is extremely time consuming, and many scholars have used simplified or partial LCA methodologies for obtaining the early forecast of the environmental impact of a product [
45].
Reducing energy consumption is a part of manufacturing sustainability that can be linked to changes in technology and materials used in the production process. A prerequisite for energy reduction is data collection of present energy consumption in an accurately way, and development of simulation models of manufacturing system energy consumption in order to analyze different production scenarios [
49,
50,
51]. Production planning for sustainable manufacturing systems often refers to improvements of daily schedules and job sequencing plans in order to minimalize the cost of energy through reducing peak times, maximize the usage of renewable energy and reducing dependency on the power grid [
52,
53], or designing the architecture of a manufacturing system toward reducing its energy consumption [
51].
Customer relationship management (CRM) systems are very useful in identifying interactions with customers, including their satisfaction with used products [
54,
55]. CRM systems register customer complaints, including product reliability, durability, maintenance, and energy usage [
56,
57,
58]. Then, CRM databases can be used to improve business processes related to the whole product life cycle, from design (e.g., customer requirements identification, design scheme configuration and optimization), production (e.g., shop floor scheduling, quality control), maintenance and service (e.g., fault identification and diagnosis, predictive maintenance, spare part service), up to remanufacturing and recycling [
59].
Sustainable manufacturing aims to positively affect economic and environmental aspects regarding a product, considering issues related to recycling, remanufacturing, reuse, and redesign. Improvements of the product development process can then be proposed using a reverse approach.
2.3. A Reverse Approach to Improve New Product Performance
A reverse approach can refer to many aspects of product development. Some studies consider a reverse approach from the perspective of reverse engineering or reverse logistics [
60,
61,
62,
63,
64,
65,
66]. The use of reverse engineering in the design process aims to reduce the time and costs of manufacturing products, using computer-aided design models [
60]. In turn, reverse logistics is the process of planning, implementing, and controlling backward flows of materials, in-process inventory, packaging and finished goods, from a manufacturing, distribution or use point, to a point of recovery or proper disposal [
63]. The reverse approach can also refer to the aspect of cost, and identification of changes, by which the target cost is obtained. This approach is known as target costing, and it works backward from the price that customers are willing to pay, to find the product cost, by which the company reaches the desired profit [
48].
Target costing is used most effectively in the design and development stage, in which the features of the product and its costs can be still fairly easy to adjust. The reverse approach in the aspect of reducing costs through changes in the design and development stage has been considered in [
67]. The reverse approach requires the use of simulation toward identifying the possible solutions, if there are any, within the specified model that includes variables, their domains, and constraints related to the specific problem.
Simulation is widely used in industry to reduce the duration of the design stage, including physical testing required to ensure product and process reliability [
68,
69]. Seow et al. [
70] proposed a simulation model to support the modeling of energy consumption within manufacturing systems dedicated to identifying the impact of various manufacturing parameters on energy reduction. Rodger et al. [
71] combined an LCA and manufacturing system simulation in the aspect of renewable energy supply and product sustainability. A review of energy simulation tools dedicated to the manufacturing sector is presented in [
72,
73]. Simulations requires specification of several parameters that are used to obtain the results, and specific techniques for reducing the search space to accelerate calculations, which is particularly important by the vast search space. The reduction of search space can be effectively performed using a constraint programming technique [
74].
3. A Method for Reducing Energy Consumption in the Product Life Cycle
The proposed method is dedicated to R&D specialists who are responsible for developing new products, including generating concepts of new products, their evaluation, selecting the most promising NPD projects, product design, and prototype tests. Especially, this method supports the R&D department in identifying opportunities to reduce energy consumption in the production and usage stage of the product life cycle through changes implemented into a new product during its design stage. Consequently, the proposed method can be useful for products related to a high-cost energy use, particularly in the stage of product usage that is usually much longer than the production stage (see
Figure 1b). These products are provided, for example, by companies belonging to the household appliance industry. An example of these products can be refrigerators, washer dryers, washing machines, ovens, air conditioners, irons, water heater, etc.
The proposed method involves a few aspects regarding data acquisition, and techniques related to data analysis and simulations. The data is acquired from enterprise databases (e.g., enterprise resource planning (ERP), computer-aided design (CAD), computer-aided engineering (CAE), computer-aided manufacturing (CAM), customer relationship management (CRM) systems), market research (e.g., information from potential customers about a new product concept, and its functionalities), and employees (e.g., information from R&D employees about technological limitations). Techniques used to data analysis are dedicated to three areas. The first area is related to prediction of the product cost, including the cost of energy consumption. The second area refers to using different parametric models to predicting energy consumption in the stage of production and product usage. The third area is addressed to simulations related to reduction of energy consumption. A framework of the above-mentioned three areas is presented in
Figure 2.
The dotted lines in
Figure 2 indicate information addressed to the R&D department that refers to predictions of the potential of a new product, energy consumption and related costs in the production and product usage stage, and changes that can be introduce in the NPD process to reduce energy consumption of a new product.
3.1. Predicting the Cost of a New Product
Predicting the cost of a new product is extremely important at the early stage of the NPD process to exclude development of products, for which the cost is too high for accepting by customers. This evaluation can also be used to the comparison of product concepts, and reducing a project portfolio to the most promising NPD projects.
There are many techniques dedicated to evaluation the product cost. Three of them—analogical, parametric, and analytical are mentioned most often [
75,
76]. Analogy-based techniques predict the cost of new products using similarity to previous products. Parametric techniques use estimation models (functions) that include a set of variables that significantly affect the product cost. In turn, analytical techniques evaluate the product cost by decomposing product development into elementary tasks with known cost. Consequently, the latter technique can be effectively used in the final stage of product development, in which the product and the manufacturing process are well defined [
75].
In this study, predicting the cost of a new product is performed using an analogical technique that is based on the similarity between the past or existing product and a new one. A similarity analysis requires the selection of a few product features that have a significant impact on the product cost (e.g., the number of components, functionalities, materials, and time used in the production process). The similarity function is determined as follows:
where
is the value of the
i-th feature for the new product and
is the value of the
i-th feature for the previous product.
The real values of the i-th feature and should be normalized within the range from 0 to 1. The most similar product(s) to a new product is selected using the similarity value that is calculated as the arithmetic average of similarity functions for i features.
The data from a similarity analysis are acquired from the above-mentioned enterprise databases, such as ERP, CAD, and CRM systems. Enterprise databases contain the data related to past or existing products, including their specification, costs, and sales performance. Obviously, previous products should belong to the same product line as a new product to receive reliable results.
A similarity analysis can be used not only to select the most similar products and to evaluate the potential cost and sales of a new product, but also to retrieve information from the database about problems that occurred within the development of the past similar product, and solutions used to tackle these problems. In this context, a similarity analysis can be referred to case-based reasoning that is widely used in product design, among other things, to reduce the time needed to complete a new product project [
77].
3.2. Predicting Energy Consumption of a New Product
Energy consumption depends on many factors related to product specification. In the production stage, energy consumption is related to the number of components to processing and assembling, the amount and density of material used, and technological processes. In the usage stage, energy consumption can be referred to product features and its functionalities. For example, energy consumption of a washing machine depends on the spin speed, wash time, weight of the laundry, water amount for heating, and the number of washing programs provided by a manufacturer. These product parameters can be used to identify relationships in the form of parametric models that are further used to cost estimation and simulations toward reducing energy consumption.
There are many parametric techniques that can be used to identify estimation models, including regression analysis and computational intelligence [
78]. The latter includes artificial neural networks (ANNs), fuzzy logic systems, and genetic algorithms, as well as the hybrid systems, for example, neural fuzzy and genetic fuzzy systems. The use of regression analysis is related to the following advantages: it is relatively easy to implement, and it requires less computational power compared to computational intelligence [
3]. However, regression models can fail in identifying the nonlinear complex patterns among the data [
79]. Therefore, many researchers use computational intelligence techniques to predicting energy consumption, and compare them with regression analysis [
79,
80,
81,
82,
83]. ANNs have been trained to overcome the limitation of the traditional methods to solve complex approximation and classification problems [
80]. Their properties included high generalization capability, robust design, and ability to handle the incomplete data and to train and tune their parameters depending on a dataset and learning algorithm [
84]. The use of ANNs offers advantages over ability to learn and identification of complex nonlinear relationships. In this study, two parametric techniques are used to predicting energy consumption: regression analysis and artificial neural networks.
Regression analysis allows for finding a functional relationship (model or equation) among dependent (response) variables and independent (predictor) variables [
3]. In this study, the following multiple linear regression is used:
where
y is the predicted value of energy consumption,
α0 is called the
y-intercept or the initial value,
αi is related to regression coefficients (parameters), and
Xi refers to
n predictor variables.
The results obtained by the linear model are compared with nonlinear models related to polynomial regression (3) and artificial neural networks (4).
Figure 3 presents a typical structure of a three-layer feedforward neural network that is used in this study to predict energy consumption. The input nodes are related to the factors affecting energy consumption at the stage of manufacturing and product usage, and the output provides the prediction of energy consumption. In turn, hidden nodes process the information received by the input nodes using nonlinear transfer functions.
The model of a feedforward neural network can be written in the following form:
where
n is the number of input nodes,
m is the number of hidden nodes,
αj are weights from the hidden to output nodes,
βij are weights from the input to hidden nodes, and
f is a sigmoid transfer function that in this study is the logistic function:
The most commonly used learning algorithm is based on error backpropagation that belongs to the supervised learning method. At the beginning of the learning phase, all weights in the ANN are initialized as small random values. The dataset is divided into a training and testing set to check generalization capabilities of the ANN. These sets include input-output pairs related to historical data that are used by the learning algorithm. The input-output pairs are used to adjust the weights in the ANN to minimize the sum squared error (SSE) that indicates the difference between the real and the desired values over all output neurons and all learning patterns. After computing SSE, the backpropagation algorithm computes the corrections for updating the weights [
85].
As mentioned above, the dataset is divided into training and testing sets to verify the quality of estimation models. The results for different estimation models are compared using the mean absolute percentage error (MAPE) as follows:
where
xt is the actual value,
pt is the predicted value, and
n is the number of observations (input-output pairs).
Moreover, the results are obtained using k-fold cross-validation and presented as the average of k-folds. Cross-validation is a resampling method in which the different subsets of data are used to train and test an estimation model within k iterations. Energy consumption is predicted using a parametric model with the least error in the testing set. The identified relationships can be further used for simulations for reducing energy consumption.
3.3. Simulations for Reducing Energy Consumption
The main aim of simulations is to identify the possibilities of changes at the early stage of product development, by which energy consumption can be reduced. In this study, a constraint satisfaction problem (CSP) formalism is used to create a simulation environment. The CSP can be specified as the following triplet:
where:
V
is a set of n variables {V1, V2, …, Vn};
D
is a set of discrete domains {D1, D2, …, Dn} related to V;
C
is a set of m constraints {C1, C2, …, Cm}.
In the CSP formalism, a finite and discrete domain of values is associated with each variable, and a constraint is specified as a relationship related to a subset of the set of variables. The CSP formalism allows the user to find a solution, if there is any, to produce one solution or all solutions, and membership of a value of the variable in a given solution or all solutions. The solution of the CSP refers to a task in which all constraints are satisfied. This task is performed by learning mechanisms that solve the CSP by storing information deemed useful for pruning the search space [
86]. Originally, the CSPs belonged to the field of operational research, but currently, they are closely related to artificial intelligence, improving algorithmic techniques for their better suited to real-life problems [
67].
The problem of reducing energy consumption through incorporating changes in the product design stage can be formulated in terms of the CSP. A set of input variables has been specified in an arbitrary way, according to a literature review [
44,
87] and the authors’ experiences. The selection of input variables for evaluating energy consumption in the production process is related to two criteria: their significant impact on energy consumption, and their controllability. The latter feature refers to possibilities of changes that could be incorporated at the product design stage toward reducing energy consumption in the production stage. A set of solutions of the CSP (i.e., possible changes in product specification) depends on the number of variables, their domains, and constraints. The latter can refer to limitations regarding the technological process (e.g., the minimal density of material used in manufacturing), scarce resources (including the R&D budget that limits the number of NPD projects), and relationships between input variables and energy consumption (specified as parametric models). Constraints link variables and limit a set of admissible solutions.
The problem formulation in terms of a CSP allows the company to obtain answers to the following questions:
What will the energy consumption be for a new product in the stage of production and product usage?
Is there a possibility for incorporating changes in product design to reduce energy consumption, and if yes, what changes are admissible?
In this study, the CSP is solved using a constraint programming (CP) technique that employs constraint propagation and search algorithms. There is much easier to find a solution to a CSP after constraint propagation or to show that the CSP does not have a solution [
88]. Constraint propagation enables repeatedly reducing domains and/or constraints during its performance. As a result, the constraint propagation algorithm reduces a given CSP to an equivalent form that satisfies some local consistency notion [
89]. The CP technique is particularly effective in comparison to an exhaustive search that finds a solution if one exists, but its performance is proportional to the number of admissible solutions. Consequently, an exhaustive search tends to grow very quickly as the size of the problem increases, which limits its usage in solving many practical problems [
90].
The reliability of the developed method for predicting and reducing energy consumption can be considered from the dataset and knowledge discovery perspective. The dataset perspective embraces access to past product specifications, including the data related to energy consumption in the stage of manufacturing and product usage. The knowledge discovery perspective refers to the selection of suitable input variables and a technique of data preprocessing, data mining, and presentation of the results. If a company registers the product and manufacturing specifications in its databases and hires a knowledge engineer who manages the knowledge discovery process, then there is high reliability in using the proposed method. The proper selection of input variables improves the quality of predictions of parametric models compared to the analogy-based technique. The effectiveness of the developed method has been verified by comparing the parametric model results with the average value of energy consumption. Moreover, the proposed method uses the identified relationships to simulations toward searching for improvement opportunities in product design to reduce energy consumption. The effectiveness of using the developed method could also be considered from a cost-benefit perspective, in which the cost of acquired information would be compared with benefits, for example, in the economic aspect. However, this aspect has not been verified in this study.
4. An Illustrative Example of the Proposed Approach
An example consists of three parts: predicting the total cost of a new product (including the cost of energy needed to manufacture the product), predicting energy consumption in the single product usage, and simulations of reducing energy consumption through possible changes in the design product stage. To illustrate the utility of the proposed method, this study considers the product line related to a washer-dryer combo.
4.1. Predicting the Cost of a New Product
The unit cost of a new product is calculated using an analogical method of cost estimation. The analogical method is based on the data related to the specification and performance of existing products that are stored in enterprise databases. The product specification includes parameters related to product design, material properties, and the production process. In turn, product performance includes figures regarding costs, sales volume, and profits related to the specific product.
The similarity between a new product and existing products is calculated according to (1) using product parameters such as the number of washing programs, the number of components, the amount of materials, and the time needed to process and assemble. The selected cases related to existing products belong to the same product line as a new product, i.e., the washer-dryer combo.
Table 1 presents the parameters chosen for calculating the similarity function (
SF) and similarity value (
SV), which is the average of similarity functions for all parameters.
The similarity value is calculated for each existing product that belongs to the same product line as a new product.
Table 2 presents a few existing products that are the most similar to a new one and that are sorted in descending order with respect to their similarity values.
The cost of a new product is projected by assuming the costs for the most similar existing product. The use of the above-presented approach allows the decision maker to receive information not only about the costs but also about the sales volume and potential problems that can occur during the design and testing of a new product.
4.2. Predicting Energy Consumption of a New Product
4.2.1. The Production Stage
Energy consumption in the production stage depends on factors regarding product features (e.g., the density of materials), technological processes, and energy effectiveness of machines used in the production process. It is assumed that the following factors affect the energy consumption of manufacturing the product (V1, in kWh):
V
2
—
amount of material used per product (in kg);
V
3
—
density of material used per product (in kg/m3);
V
4
—
time needed for material processing per product (min);
V
5
—
time needed to assemble the product (min);
V
6
—
number of defective products (per 1000 manufacturing products).
The relationships between energy consumption in manufacturing a single product and the number of defective products have the following form:
The above relationships were identified using multiple linear regression (MLR), nonlinear regression (polynomial model, NLR), and artificial neural networks (ANNs). Artificial neural networks were trained using gradient descent with momentum and adaptive learning rate backpropagation (ANN-GDX) and Levenberg–Marquardt (ANN-LM) backpropagation.
The dataset consists of 22 existing products belonging to the same product line as a new product. The data were divided into a training set (18 cases) and a testing set (4 cases) to evaluate the quality of an estimation model. The experiments were performed using 5-fold cross-validation, and the results were calculated as the average of these folds. The results of the above-mentioned linear and nonlinear estimation models were compared to the average (AVG) of an output variable (energy consumption). The quality of an estimation model was measured using the mean absolute percentage errors (MAPEs). The optimal number of hidden neurons in ANNs was selected using the trial-and-error approach. The MAPEs were calculated as the average of 20 simulations for each structure of an ANN with a number of hidden neurons from 5 to 20.
Table 3 presents the MAPEs in the learning set, testing set, and mean for different estimation models.
The results of experiments indicate that quality estimation for all linear and nonlinear models outperforms the average of an output variable. Moreover, nonlinear models have fewer MAPEs than linear regression models, and they reach a similar level of MAPEs. In the learning set, the least MAPE was generated for the ANN-LM model. However, this model generated a larger MAPE in the testing set, which can result from the overlearning effect of ANN-LM, leading to worse generalization ability and, consequently, to decreasing quality estimation. The best result of estimation in the testing set was reached using the ANN-GDX model, which particularly outperforms the results for the average and linear regression models. As a result, the ANN-GDX model was used to estimate energy consumption in the production stage.
Estimating energy consumption of manufacturing a new product reaches 37.8 kWh, which is calculated using Formula (9) and the following values of input variables: V2 = 85, V3 = 210, V4 = 80, V5 = 20, V6 = 3. The energy cost of manufacturing the product (V8, in €) is calculated using the energy consumption of manufacturing the product (V1) and the unit price of electricity (V7), which reaches €0.23 per 1 kWh.
4.2.2. The Product Usage
Energy consumption during product usage depends on many factors that can be referred to as product features (the range of functionalities, materials, and components used) and user behavior (chosen parameters related to product usage). In the case of a washer-dryer combo, energy consumption of the single product usage (V9, in kWh) is related to the following factors:
V
10
—time of the wash cycle (spinning time);
V
11
—water amount used per wash cycle;
V
12
—rotating speed (revolutions per minute);
V
13
—temperature of heating water;
V
14
—temperature of drying clothes;
V
15
—load capacity;
V
16
—motor power;
V
17
—weight of the drum and counter.
Energy consumption of the single product usage is identified as follows:
The R&D department acquires the data about energy consumption for a new product during the stage of testing products. The dataset consists of 22 products belonging to the same product line as a new product. The experiments were performed by the same assumptions and estimation models as in the previous subsection for estimating the energy consumption of manufacturing a new product.
Table 4 presents the MAPEs in the learning set, testing set, and mean for different estimation models.
The results of the experiments are similar to the example from the previous subsection. The quality estimation for all linear and nonlinear models outperforms the average of an output variable. Similarly, nonlinear models have fewer MAPEs than linear regression models, and they reach a similar level of MAPEs. Moreover, the least error of estimation in the testing set was reached using the ANN-GDX model, and it was chosen for estimating energy consumption.
The R&D department evaluates parameters of a new product (V10, …, V17) that are further used to predict energy consumption. For example, the energy consumption of the single product usage reaches 3.2 kWh for the following values of input variables: V10 = 60, V11 = 55, V12 = 1200, V13 = 40, V14 = 55, V15 = 6, V16 = 1200, V17 = 12. The energy cost of the single product usage (V19, in €) is calculated using energy consumption within product usage (V9) and the unit price of electricity (V18) that reaches €0.25 per 1 kWh. In the next section, the possibility of reducing energy consumption is sought.
4.3. Simulations for Reducing Energy Consumption
4.3.1. The Production Stage
Simulations were performed using a CP technique that requires the specification of domains related to variables and constraints. The latter includes relationships identified by parametric estimation models. The aim of simulations is to check the possibility of reducing energy consumption through changes within the following controllable variables: material density (V3) and time needed for material processing per product (V4). Especially, material density can be easily controlled in the production process, reducing the number of defective products through increasing product quality. Consequently, the smaller number of defective products reduces energy consumption and the overhead cost that includes, among others, the cost related to defective products.
The results of experiments indicate that the increment of material density decreases the number of defective products. The strength of this relationship was determined according to (10). Domains for the above-mentioned variables are as follows:
D3 = {210, …, 220},
D4 = {75, …, 85}.
Table 5 presents a few possibilities for changes that reduce energy consumption and the costs related to manufacturing.
The results of simulations presented in
Table 5 indicate that the increment of material density from 210 to 220 kg/m
3 influences reducing the number of defective products (from 3 to 2) and, consequently, reducing energy consumption on average at 1.65 kWh (from 37.5 to 35.9 kWh), the energy cost at €0.35, and the overhead cost at €1.8. Moreover, the material cost increases at €3.9 after the increment of material density, and the production cost differs depending on the time needed for material processing. It is noteworthy that the increment of the total cost is the same for the increment of material density from 210 to 211 and from 210 to 220 kg/m
3. The presented simulations can be a starting point for further analysis toward identifying conditions by which the desired energy consumption or the total cost of manufacturing a new product is reached. The additional analysis can also refer to changes in the time needed for material processing depending on material density.
4.3.2. The Product Usage
The aim of simulations refers to checking the possibility of reducing energy consumption within product usage. Simulations are performed using two variables related to the temperature of heating water (
V13) and drying clothes (
V14) in the washer-dryer combo. Domains for these variables are as follows:
D13 = {35, …, 40},
D14 = {50, …, 55}.
Table 6 presents a few simulations related to changes in values of the above-mentioned variables that can lead to the reduction of energy consumption.
Simulations presented in
Table 6 indicate that the change in the temperature of drying clothes at one grade has a stronger impact on energy consumption than the change in the temperature of heating water. The presented simulations can be a starting point for further analysis toward identifying conditions by which the desired energy consumption of the product is reached. For example, in the case of the reduction of energy consumption at 15% (below 2.72 kWh), the first admissible result has the following values:
V13 = 33,
V14 = 47. Another direction of analysis can refer to the use of a new line of heat pumps in the washer-dryer, which have higher energy effectiveness measured through the rate of temperature change and energy consumption.
It is noteworthy that there can be an enormous number of admissible solutions that influences the time needed to find all solutions. The application of constraint programming can significantly reduce the computational time compared to an exhaustive search, which is especially useful in a vast search space of possible solutions [
67].
5. Conclusions
The presented approach supports R&D specialists in identifying opportunities for changes in product design toward reducing energy consumption in product life cycle stages regarding product usage and its manufacturing. Predicting energy consumption was performed using parametric models related to regression analysis and artificial neural networks. Input variables include product specification and its manufacturing process, whereas an output variable refers to energy consumption. The results indicate that nonlinear models improve the quality of estimation compared to linear models. In particular, ANNs provide the most reliable predictions of energy consumption. On the other hand, the build of an ANN and its training and testing is more complex than the use of regression analysis. The identified relationships were used not only to predict energy consumption but also to search for improvement opportunities at the stage of product design toward reducing energy consumption in product usage and manufacturing. These relationships can be complex and include many factors affecting energy consumption, for example, the increase in material density can reduce the number of defective products and after-sales service regarding complaints, and as a result, it can reduce energy consumption related to manufacturing defective products.
The main contributions of this study include the specification of the proposed energy consumption model in terms of a constraint satisfaction problem that facilitates finding all admissible solutions (if there are any) to the energy reduction problem. This specification enables using a constraint programming technique for a time-effective reduction of the search space size and, consequently, supports the interactiveness of the proposed approach. Moreover, a CSP formalism facilitates the development of a knowledge base that includes facts, constraints, and relationships specified, for example, as if-then rules. Another advantage of the proposed approach refers to the possibility of specifying other problems in terms of a CSP. For instance, a project selection problem can be formulated as a CSP. The project portfolio selection can then refer to factors related not only to financial product performance but also to energy consumption in the whole product life cycle and other environmental issues.
Solving a constraint satisfaction problem of reducing energy consumption, R&D specialists obtain information about all possible improvement opportunities in product design. These opportunities can be surprising for them, particularly in the case of new directions of research. On the other hand, the enormous number of solutions can exceed human abilities to the interpretation of the results. The direction of future research can then be addressed as a way of specifying domains toward reducing the number of admissible solutions, for example, through the specification of granularity. Another direction of future research includes the use of information obtained from potential customers about their purchasing preferences. The information about desirable product features, functionalities, energy consumption, and acceptable cost allows R&D specialists to satisfy customers’ expectations and increase the probability of success of a new product. Identifying customers’ needs could be performed using online reviews [
91]. From the perspective of energy consumption, customers could indicate functionalities that could be removed or reduced and the cost that they are able to accept by energy-reducing solutions incorporated into a new product.
The managerial implications include not only support for R&D specialists in identifying possible improvements of a new product toward reducing energy consumption but also top management support in identifying possible changes within the production process that could reduce the energy cost. Moreover, the proposed approach provides information for policymakers about the range of reducing energy consumption, which can affect a company’s strategy regarding environmental issues. Policymakers’ awareness of environmental concerns can result in reducing environmental burdens associated with the production process and increasing positive customers’ perception of corporate social responsibility.
The use of parametric modeling requires collecting enough amounts of data related to similar products, which can be seen as a limitation of the proposed approach. Moreover, the specification of parameters to build and learn ANNs, as well as the implementation of constraint programming techniques, can also be seen as an additional limitation. This limitation can be an incentive to develop a decision support system that could reduce the difficulties of using the proposed approach by decision makers. The decision support system should facilitate the user to select an appropriate dataset and data mining technique, visualize and interpret the results, and enable changes of parameters for the simulation.
The future applications of the proposed approach can be extended to research in other fields. Firstly, in various areas of energy consumption, for example, in residential, transport, and environmental-related applications. Secondly, in the field of solving decision problems, for example, the selection of the most promising product line, market segmentation, and company strategy.








{kind=link}
{kind=link}
{kind=link}