
Numerical Study of Heat Transfer in a Gun Barrel Made of Selected Steels




Abstract
:1. Introduction
1.1. Determination of the Heat Transfer Coefficient and Gas Temperature
1.2. Thermophysical Properties of Selected Barrel Steels
2. Initial Boundary Value Problem
2.1. Temperature Distibution in the Cannon Barrel for a Single Shot
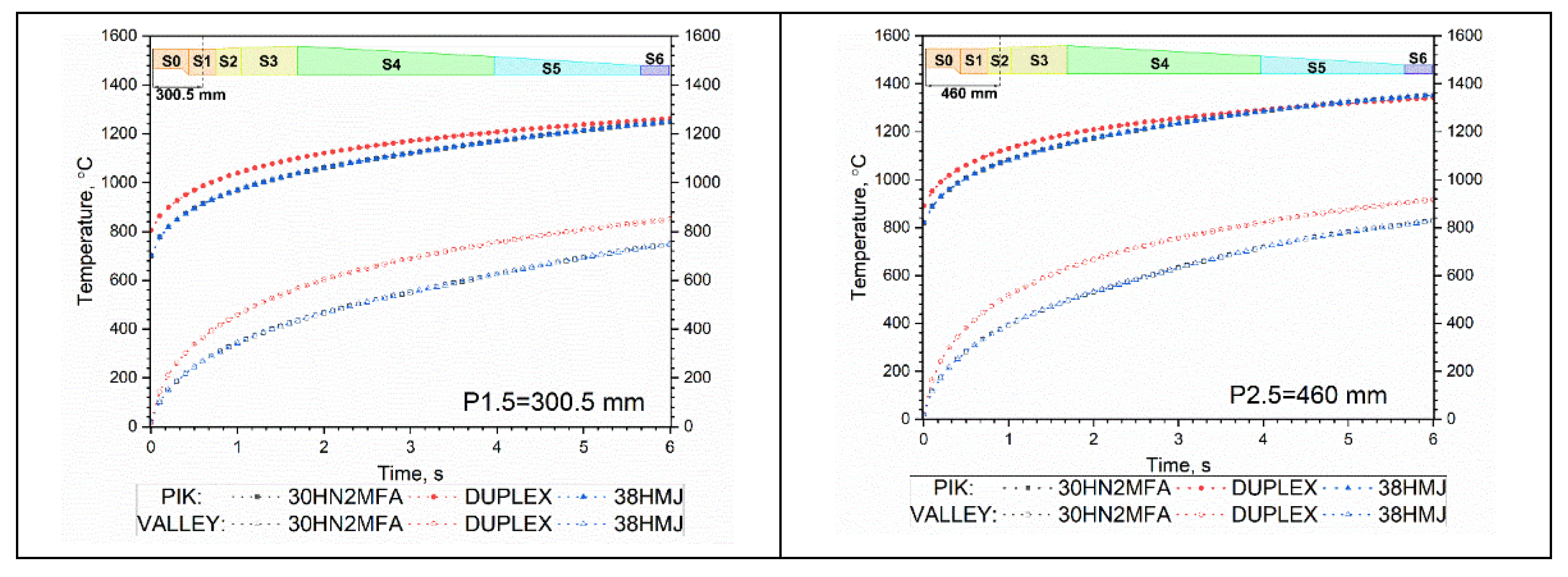
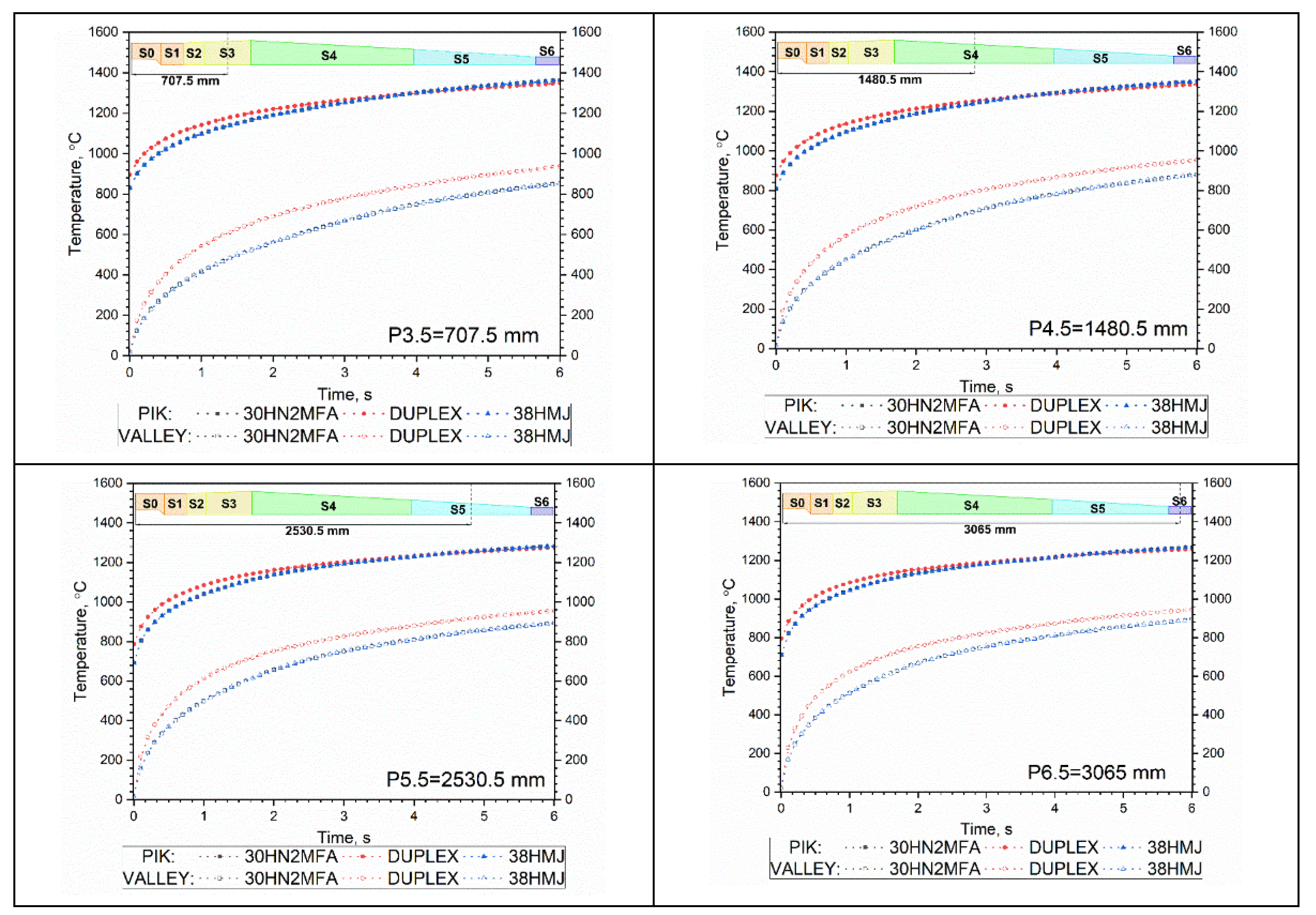
2.2. Temperature Distibution in the Cannon Barrel for a Series of Seven Shots
2.3. Temperature Distibution along the Barrel Thickness for a Series of Seven Shots
2.4. Temperature Distibution in the Cannon Barrel for a Series of Sixty Shots
3. Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| cs | J·kg−1·K−1 | specific heat of the barrel steel |
| cp | J·kg−1·K−1 | isobaric specific heat of the propellant gases |
| cv | J·kg−1·K−1 | isochoric specific heat of the propellant gases |
| f | J·kg−1 | “force” of the propellant |
| H | J | enthalpy of the propellant gases flowing out from the barrel |
| K | - | constant of coefficient of secondary works |
| ks | W·m−1·K−1 | thermal conductivity of the barrel steel |
| kp | W·m−1·K−1 | thermal conductivity of propellant gases |
| l | m | travel of the projectile in the barrel |
| lm | m | total distance travelled by the projectile along the barrel bore |
| m | kg | mass of the projectile |
| mp | kg | mass of the propellant |
| p | Pa | pressure of propellant gases in the barrel |
| p0 | Pa | shot start pressure |
| Q | J | heat from combustion of the propellant |
| r1 | m∙Pa−1·s−1 | coefficient of linear law of burning rate |
| R | J·kg−1·K−1 | gas constant of the propellant gases |
| s | m2 | cross-sectional area of the barrel bore |
| S1 | m2 | initial surface of grain of the propellant |
| t | s | time |
| T | K | temperature of propellant gases in the barrel |
| T1 | K | isochoric flame temperature of the propellant |
| U | J | internal energy of propellant gases in the barrel |
| v | m∙s−1 | velocity of the projectile |
| V0 | m3 | volume of the empty canon chamber |
| W | J | sum of works of the propellant gases |
| w | m∙s−1 | velocity of the gases |
| zp | - | fraction of mass burned of the propellant |
| Greek letters | ||
| γ | - | adiabatic index of the gunpowder gases |
| μ | Pa·s | dynamic viscosity of the gunpowder gases |
| - | fraction of mass of the propellant which flowed out from the barrel | |
| η | m3∙kg−1 | covolume of the propellant gases |
| κ1, λ1 | - | shape coefficient of the propellant grain |
| Λ1 | m3 | initial volume of grain of the propellant |
| ρs | kg∙m−3 | density of the barrel steel |
| ρ | kg∙m−3 | density of propellant gases |
| ρp | kg∙m−3 | density of the propellant |
| φ | - | coefficient of the secondary works |
References
- Feng, G.-T.; Zhou, K.-D.; Zhang, Y.-Q.; He, L.; Li, J.-S.; Wang, J. The Study of Gun Barrel’s Two-Dimensional Nonlinear Thermal Conduction. Int. J. Thermophys. 2019, 40, 37. [Google Scholar] [CrossRef]
- Stiefel, L. (Ed.) Gun Propulsion Technology; American Institude of Aeronautics and Astronautics: Washington, WA, USA, 1988; ISBN 0930403207. [Google Scholar]
- Cote, P.J.; Rickard, C. Gas–metal reaction products in the erosion of chromium-plated gun bores. Wear 2000, 241, 17–25. [Google Scholar] [CrossRef]
- Sopok, S.; Rickard, C.; Dunn, S. Thermal–chemical–mechanical gun bore erosion of an advanced artillery system part one: Theories and mechanisms. Wear 2005, 258, 659–670. [Google Scholar] [CrossRef]
- Sopok, S.; Rickard, C.; Dunn, S. Thermal–chemical–mechanical gun bore erosion of an advanced artillery system part two: Modeling and predictions. Wear 2005, 258, 671–683. [Google Scholar] [CrossRef]
- Ahmad, I. The Problem of Gun Barrel Erosion: An Overview. In Gun Propulsion Technology; Stiefel, L., Ed.; American Inst. of Aeronautics and Astronautics: Washington, WA, USA, 1988; pp. 311–356. ISBN 0930403207. [Google Scholar]
- Ebihara, W.T.; Rorabaugh, D.T. Mechanisms of Gun-Tube Erosion and Wear. In Gun Propulsion Technology; Stiefel, L., Ed.; American Inst. of Aeronautics and Astronautics: Washington, WA, USA, 1988; pp. 357–376. ISBN 0930403207. [Google Scholar]
- Baracuti, A.J. Wear-Reduction Additives-Role of Propellant. In Gun Propulsion Technology; Stiefel, L., Ed.; American Inst. of Aeronautics and Astronautics: Washington, WA, USA, 1988; pp. 377–412. ISBN 0930403207. [Google Scholar]
- Mishra, A.; Hameed, A.; Lawton, B. A Novel Scheme for Computing Gun Barrel Temperature History and Its Experimental Validation. J. Press. Vessel Technol. 2010, 132, 061202. [Google Scholar] [CrossRef]
- Dębski, A.; Koniorczyk, P.; Leciejewski, Z.; Preiskorn, M.; Surma, Z.; Zmywaczyk, J. Analysis of Heat Transfer in a 35 mm Barrel of an Anti-Aircraft Cannon. Probl. Mechatron. Armament Aviat. Saf. Eng. 2016, 7, 71–86. [Google Scholar] [CrossRef]
- Koniorczyk, P.; Sienkiewicz, J.; Zmywaczyk, J.; Dębski, A.; Zieliński, M.; Preiskorn, M. Effect of Microstructure on Thermophysical Properties of Heat-Treated Duplex Steel. Materials 2021, 14, 6043. [Google Scholar] [CrossRef] [PubMed]
- Koniorczyk, P.; Zmywaczyk, J.; Dębski, A.; Zielinski, M.; Preiskorn, M.; Sienkiewicz, J. Investigation of Thermophysical Properties of Three Barrel Steels. Metals 2020, 10, 573. [Google Scholar] [CrossRef]
- Koniorczyk, P.; Zmywaczyk, J.; Dębski, A.; Zieliński, M.; Cegła, M. (Eds.) Investigations of thermal diffusivity and thermal expansion for three types of the barrel steel. In Proceedings of the Thermophysics 2019: 24th International Meeting of Thermophysics and 20th Conference REFRA, Smolenice, Slovakia, 22–24 October 2019; AIP Publishing: Melville, NY, USA, 2019. [Google Scholar]
- Zhen, W.; Jin, W. Heat Transfer Simulation of Large Caliber Gun Barrel. In IOP Conference Series: Earth and Environmental Science; IOP Publishing: Philadelphia, PA, USA, 2020; Volume 546, p. 42039. [Google Scholar]
- Clutter, J.K.; Shyy, W. Computation of High-Speed Reacting Flow for Gun Propulsion Applications. Numer. Heat Transf. Part A Appl. 1997, 31, 355–374. [Google Scholar] [CrossRef]
- Akçay, M.; Yükselen, M.A. Unsteady Thermal Studies of Gun Barrels During The Interior Unsteady Thermal Studies of Gun Barrels during The Interior Ballistic Cycle with Non-Homogenous Gun Barrel Material Thermal Characteristics. J. Therm. Sci. Technol. 2014, 34, 75–81. [Google Scholar]
- Yong-Hai, W. Analysis of the Temperature Field of a Gun Tube Based on Thermal-Solid Coupling. Res. J. Appl. Sci. Eng. Technol. 2013, 5, 4110–4117. [Google Scholar] [CrossRef]
- Hill, R.D.; Conner, J.M. Transient Heat Transfer Model of Machine Gun Barrels. Mater. Manuf. Process. 2012, 27, 840–845. [Google Scholar] [CrossRef]
- Ryan, H.; Logan, M. Methodology for Transient Thermal Analysis of Machine Gun Barrels Subjected to Burst Firing Schedules. Available online: https://nts.com/content/uploads/2017/12/Methodology-for-Transient-Thermal-Analysis-of-Machine-Gun-Barrels-Subjected-to-Burst-Firing-Schedules.pdf (accessed on 28 February 2022).
- Ding, C.; Liu, N.; Zhang, X. A mesh generation method for worn gun barrel and its application in projectile-barrel interaction analysis. Finite Elem. Anal. Des. 2017, 124, 22–32. [Google Scholar] [CrossRef]
- Chen, H.; Yue, Z.; Ren, D.; Zeng, H.; Wei, T.; Zhao, K.; Yang, R.; Qiu, P.; Chen, L.; Shi, X. Thermal Conductivity during Phase Transitions. Adv. Mater. 2018, 31, 1806518. [Google Scholar] [CrossRef] [PubMed]
- Yoon, J.; Park, J.; Park, J. Numerical Simulation and Design of a High-Temperature, High-Pressure Fluid Transport Pipe. Appl. Sci. 2020, 10, 5890. [Google Scholar] [CrossRef]
- Sheu, T.W.H.; Lee, S.-M. Numerical Study of Two-Dimensional Solid-Gas Combustion through Granulated Propellants. Numer. Heat Transf. Part A. Appl. 1995, 27, 395–415. [Google Scholar] [CrossRef]
- Leciejewski, Z.; Koniorczyk, P.; Dębski, A.; Preiskorn, M.; Surma, Z.; Zmywaczyk, J. Heat Transfer Calculations in Barrel Cover of 35 mm Naval Armament System Gun. Probl. Mechatron. Armament Aviat. Saf. Eng. 2018, 9, 53–70. [Google Scholar] [CrossRef]
- Wiśniewski, S. Wydawnictwo Naukowe PWN. Wymiana Ciepła, 61th ed.; Wydawnictwo Naukowe PWN: Warszawa, Poland, 2017; ISBN 9788301194437. [Google Scholar]
- Opлoв, Б.B.; Maзинг, Г.Ю. Тepмoдинaмuчecкue u Баллиcтичecкue Ocнoвы Пpoeктиpoвaня Paкeтных Двuгameлeй нa Mвepдoм Moплuвe; Maшинocтpoениe: Мocквa, Рoссия, 1968. (In Russian) [Google Scholar]
- Carlucci, D.E. Ballistics: Theory and Design of Guns and Ammunition, 2nd ed.; CRC Press: Hoboken, NJ, USA, 2013; ISBN 9781466564374. [Google Scholar]
- Serebryakov, M.E. Internal Ballistics of Gun Systems and Solid Rockets; Oborongiz: Moscow, Russia, 1962. [Google Scholar]
- John, C. Theory of the Interior Ballistics of Guns; John Wiley & Sons: New York, NY, USA, 1950. [Google Scholar]
- Fikus, B.; Surma, Z.; Trebinski, R. Preliminary Application Correctness Assessment of Physical Burning Law in Interior Ballistics Phenomena Modeling in Small-Caliber Guns. In Proceedings of the 31st International Symposium on Ballistics, Hyderabad, India, 4–8 November 2019; DEStech Publications: Lancaster, UK, 2019. ISBN 978-1-60595-610-7. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Quantities and Units | Values |
|---|---|
| m, kg | 0.380 |
| mp, kg | 0.376 |
| s, m2 | 9.98 × 10−4 |
| V0, m3 | 373 × 10−6 |
| lm, m | 2.9342 |
| K | 1.04 |
| f, J·kg−1 | 1.071 × 106 |
| η, m3∙kg−1 | 1.064 × 10−3 |
| γ | 1.2 |
| R, J·kg−1·K−1 | 340 |
| ρp, kg∙m−3 | 1600 |
| r1, m∙Pa−1·s−1 | 0.597 × 10−9 |
| S1, m2 | 134.4 × 10−6 |
| Λ1, m3 | 75.2 × 10−9 |
| κ1 | 0.755 |
| λ1 | 0.159 |
| p0, Pa | 30 × 106 |
| 30HN2MFA | 38HMJ | DUPLEX 2205 | |||
|---|---|---|---|---|---|
| T [°C] | k [W·m−1·K−1] | T [°C] | k [W·m−1·K−1] | T [°C] | k [W·m−1·K−1] |
| 54.2 | 35.9 | 50.9 | 30.0 | 52.0 | 13.3 |
| 149.1 | 37.3 | 149.0 | 33.6 | 149.1 | 15.3 |
| 250.0 | 36.0 | 250.0 | 34.4 | 249.8 | 17.0 |
| 352.0 | 33.8 | 351.3 | 33.0 | 351.7 | 17.8 |
| 453.3 | 30.9 | 453.4 | 30.7 | 457.0 | 18.1 |
| 553.6 | 27.2 | 553.6 | 27.4 | 553.6 | 18.7 |
| 651.1 | 19.7 | 654.7 | 22.5 | 654.7 | 20.0 |
| 704.4 | 17.1 | 704.5 | 19.4 | 704.2 | 20.8 |
| 723.0 | 16.0 | 741.0 | 16.4 | 744.2 | 21.4 |
| 743.3 | 15.8 | 762.6 | 19.3 | 762.9 | 21.6 |
| 763.0 | 17.1 | 782.7 | 20.9 | 782.6 | 21.8 |
| 783.1 | 18.7 | 802.8 | 23.2 | 802.5 | 22.2 |
| 802.8 | 19.3 | 811.9 | 24.4 | 811.7 | 22.3 |
| 822.9 | 19.5 | 821.8 | 25.4 | 821.7 | 22.4 |
| 842.8 | 19.7 | 842.3 | 26.3 | 842.3 | 22.7 |
| 904.9 | 20.3 | 904.7 | 27.8 | 904.7 | 23.7 |
| 1004.3 | 20.6 | 1004.2 | 28.9 | 1004.1 | 25.9 |
| 30HN2MFA | 38HMJ | DUPLEX 2205 | |
|---|---|---|---|
| T [°C] | cp [J·g−1·K−1] | cp [J·g−1·K−1] | cp [J·g−1·K−1] |
| 38 | 0.440 | 0.458 | 0.417 |
| 70 | 0.462 | 0.485 | 0.442 |
| 100 | 0.475 | 0.502 | 0.462 |
| 150 | 0.492 | 0.525 | 0.492 |
| 200 | 0.505 | 0.543 | 0.515 |
| 250 | 0.517 | 0.559 | 0.534 |
| 300 | 0.528 | 0.574 | 0.548 |
| 350 | 0.539 | 0.587 | 0.559 |
| 400 | 0.550 | 0.598 | 0.567 |
| 450 | 0.560 | 0.609 | 0.572 |
| 500 | 0.569 | 0.618 | 0.576 |
| 550 | 0.579 | 0.626 | 0.579 |
| 600 | 0.589 | 0.634 | 0.582 |
| 650 | 0.598 | 0.640 | 0.584 |
| 700 | 0.607 | 0.645 | 0.588 |
| 750 | 0.616 | 0.650 | 0.594 |
| 800 | 0.625 | 0.653 | 0.602 |
| 850 | 0.634 | 0.656 | 0.614 |
| 900 | 0.642 | 0.657 | 0.629 |
| 991 | 0.658 | 0.658 | 0.668 |
| 30HN2MFA | 38HMJ | DUPLEX 2205 | |||
|---|---|---|---|---|---|
| T [°C] | T [°C] | T [°C] | |||
| 50 | 7.77 | 50 | 7.66 | 50 | 7.74 |
| 100 | 7.75 | 100 | 7.65 | 100 | 7.72 |
| 200 | 7.72 | 200 | 7.62 | 200 | 7.69 |
| 400 | 7.65 | 400 | 7.55 | 250 | 7.67 |
| 600 | 7.59 | 600 | 7.48 | 300 | 7.65 |
| 700 | 7.55 | 780 | 7.42 | 350 | 7.63 |
| 720 | 7.55 | 795 | 7.41 | 400 | 7.61 |
| 725 | 7.55 | 800 | 7.42 | 450 | 7.60 |
| 730 | 7.55 | 820 | 7.43 | 500 | 7.58 |
| 735 | 7.55 | 830 | 7.43 | 550 | 7.56 |
| 740 | 7.55 | 840 | 7.43 | 600 | 7.54 |
| 750 | 7.57 | 850 | 7.43 | 650 | 7.52 |
| 765 | 7.58 | 860 | 7.43 | 700 | 7.49 |
| 770 | 7.59 | 870 | 7.42 | 750 | 7.47 |
| 775 | 7.59 | 880 | 7.42 | 800 | 7.45 |
| 785 | 7.59 | 890 | 7.42 | 850 | 7.43 |
| 800 | 7.58 | 900 | 7.41 | 900 | 7.40 |
| 900 | 7.53 | 1000 | 7.37 | 1000 | 7.34 |
| 1060 | 7.46 | 1060 | 7.34 | 1060 | 7.32 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zieliński, M.; Koniorczyk, P.; Surma, Z.; Zmywaczyk, J.; Preiskorn, M. Numerical Study of Heat Transfer in a Gun Barrel Made of Selected Steels. Energies 2022, 15, 1868. https://doi.org/10.3390/en15051868
Zieliński M, Koniorczyk P, Surma Z, Zmywaczyk J, Preiskorn M. Numerical Study of Heat Transfer in a Gun Barrel Made of Selected Steels. Energies. 2022; 15(5):1868. https://doi.org/10.3390/en15051868
Chicago/Turabian StyleZieliński, Mateusz, Piotr Koniorczyk, Zbigniew Surma, Janusz Zmywaczyk, and Marek Preiskorn. 2022. "Numerical Study of Heat Transfer in a Gun Barrel Made of Selected Steels" Energies 15, no. 5: 1868. https://doi.org/10.3390/en15051868
APA StyleZieliński, M., Koniorczyk, P., Surma, Z., Zmywaczyk, J., & Preiskorn, M. (2022). Numerical Study of Heat Transfer in a Gun Barrel Made of Selected Steels. Energies, 15(5), 1868. https://doi.org/10.3390/en15051868