1. Introduction
Every year increasing amounts of biomass are used for the production of bioenergy in the European Union. In 2017 the share of directly used renewable energy sources (RES) in the total amount of energy consumed by the industry in the EU-28 was 9%. Biomass was the only RES with a considerable share in energy consumption (the share of solid biomass among the RES used in the industry amounted to 93%, the share of municipal waste 3%, and the share of biogas 2%) [
1]. According to the European Environment Agency, biomass for combustion has the greatest potential among renewable energy sources in Poland [
2]. This forecast results from the availability of biomass and its cost-effectiveness as a fuel. The cost-effectiveness of biomass also results from its price and the low costs of investment in biofuel combustion installations. Every year in the European Union, there is growing interest in renewable energy generated from solid biofuels. The share of renewable energy generated from solid biofuels in the European Union is about 45%, whereas it is 76.6% in Poland [
3].
There are various types of biomass, including forest biomass, energy crops, and waste biomass [
4]. Biomass can be used for the production of liquid biofuels (methanol, ethanol), gas biofuels (methane), and solid biofuels (pellets and briquettes). The cheapest and simplest method of generating energy from biomass is usually to use it for the production of plant-derived solid biofuels for combustion. This solution also enables the generation of energy from all organic matter contained in biomass. The following types of biomass are distinguished: forest biomass, energy plant biomass, and waste biomass [
4]. However, when it comes to the methods of biomass management, we can distinguish the production of liquid biofuels (methanol, ethanol), gas (methane), and solid biofuels (pellets and briquettes). The use of biomass for the production of plant-derived solid biofuels for combustion is usually the cheapest and simplest solution to obtain energy. The cost-effectiveness of burning solid biofuels results from the low costs of installations used for this process [
5]. Biomass is a highly available fuel with a neutral effect of carbon dioxide emission if we assume that the amount of carbon dioxide emitted in the combustion process is absorbed by subsequent generations of plants as a result of photosynthesis [
6,
7]. When assessing the suitability of a particular biomass for combustion to generate energy, it is necessary to know its quality and calorific value [
8]. The knowledge of basic parameters, i.e., the moisture content, heat of combustion, calorific value, and ash content, enables the assessment of whether a particular biomass can be used for combustion [
9].
Biomass is widely available in Poland due to the high percentage of forest areas and agricultural land. Therefore, the first Strategy for the Development of Renewable Energy Sources in Poland assumed that the development of the renewable energy industry would mainly be based on solid biofuels. At the time, the potential of biofuels was estimated at about 465.1 PJ, including the surplus of biomass from agriculture (195 PJ), forestry (158.6 PJ), pomiculture (57.6 PJ), and industrial wood waste (53.9 PJ) [
10]. Energy crops are defined as plants with the following characteristics: rapid weight gain, low cost and energy input, and easy processing into solid, liquid, or gaseous fuels [
11]. Jarosz [
12] estimated the potential of energy crop biomass in Poland at 1269.2 TJ·year
−1.
Anaerobic digestion (AD) is another method of biomass management. The development of the biogas sector in Poland forces the owners of agricultural biogas plants to search for new substrates to keep their investments profitable [
13]. The cup plant (
Silphium perfoliatum L.) might be a suitable substrate for biogas plants.
So far, the cup plant (
Silphium perfoliatum L.) was used as an ornamental and honey plant. However, due to its high yield of biomass per hectare, it was recently used as an energy crop [
14] from which a solid biofuel, i.e., pellets for direct combustion, are developed. That is one of the methods of using this plant to generate energy. Another method may be anaerobic digestion, the cup plant may be an alternative to maize silage [
15]. Due to the fact that
Silphium perfoliatum L. is a perennial plant, the cost of its cultivation is lower. Harvesting at the end of the flowering season results in a very high yield, i.e., about 15 Mg of fresh weight per hectare [
16].
Due to the high content of lignocellulosic substances in plant biomass, pretreatment is necessary in order to increase biodegradability during anaerobic digestion. The structure of lignocellulosic fibres, whose main components are cellulose, hemicellulose, and lignin, which may constitute about 90% of dry matter [
17]. Extrusion or comminution may be applied as pretreatment methods to handle lignocellulosic biomass through anaerobic digestion [
18]. Thanks to these pretreatment methods, agricultural biogas plants will be able to use agricultural substrates with high methane efficiency [
19,
20]. Pretreatment (comminution) can also be used to grind materials for the paper and pulp industry [
21].
The advantage of mechanical treatment is its minimal influence on the environment because it does not involve the use of externally supplied compounds, such as chemical compounds, water or microorganisms [
22]. It is easy to apply these pretreatment technologies in biogas installations. However, the high cost of machines and devices (extruders, autoclaves, and microwaves) is a disadvantage.
The aim of this study was to determine the possibility of using biomass for energy production in the combustion and anaerobic digestion processes by comparing the energy balance of biomass preparation processes (pelletization, extrusion) with the methane fermentation and combustion of Silphium perfoliatum L. The study discusses two methods of biomass handling: combustion of soil fuels and anaerobic digestion, and compares the energy balances of these processes.
2. Materials and Methods
2.1. Substrates Used in Study
Lignocellulosic biomass from a Silphium perfoliatum L. plantation was used in the study. Plant pieces of less than 5 cm in length were supplied by the Plant Breeding and Acclimatisation Institute in Radzików, Poland. Before anaerobic digestion, the biomass was comminuted and extruded. The biomass did not undergo any pretreatment before combustion.
2.2. Substrate Pretreatment
The biomass of cup plants was comminuted into smaller pieces with a MUT-160A impact-disc mill (Metalchem Gliwice, Gliwice, Poland) at the Micronisation Laboratory of the Institute of Inorganic Chemistry in Gliwice, Poland. The material was comminuted at the minimum efficiency of the device, which did not exceed 20 dm3·h−1. Given the low bulk density of the comminuted material, this resulted in a capacity of about 2 kg·h−1. The comminution resulted in different shares of fractions of individual substrates.
The lignocellulosic substrates were extruded with an S45-12 extruder (Metalchem Gliwice, Gliwice, Poland) at the Department of Cereal Technology, Institute of Plant-Derived Food Technology, Poznań University of Life Sciences, Poland [
23]. The extruder capacity was about 70 kg·h
−1, endless screw rotational speed 60 rpm, extruder motor power 10 kW, electric heaters power 3 kW, the ratio of the length to the diameter of the working chamber 12:1, matrix nozzle diameter 12.6 mm.
The Silphium perfoliatum L. biomass was extruded when the dry matter content was below 70%. If there was a higher dry matter content, the substrate burnt. If there was a lower dry matter content, the substrate boiled.
The
Silphium perfoliatum L. biomass was extruded at temperatures of 150 °C (SY150) and 175 °C (SY175). The extruder chamber temperature of 150 °C ± 5 °C resulted from the fact that thermal hydrolysis of hemicelluloses occurs at higher temperatures [
24]. The upper-temperature limit of 175 °C ± 5 °C was determined during the tests. At higher temperatures, the combustion of lignocellulosic biomass took place. In consequence, the extruder nozzle was blocked, and the content of organic dry matter changed.
Table 1 show the technological parameters of the process, such as the temperature inside the extruder chamber and the residence time of the lignocellulosic substrates in the extruder chamber. The residence time of the material in the extruder chamber was not set, but it was measured.
2.3. Physicochemical Tests of Substrates
The following physicochemical parameters of the substrates were determined in the tests: dry matter content, organic dry matter content, pH value, granulometric composition, and the chemical composition of the lignocellulosic raw material (lignin, cellulose, holocellulose, and hemicellulose).
The dry matter was determined according to the EN ISO 18134-3:2015 standard [
25]. The substrate samples were dried in a SUP-18G drying oven at 105 °C ± 5 °C until a constant weight was achieved.
The organic dry matter of the substrate was determined according to the BS EN 12879:2000 standard [
26]. The substrate samples were burnt in a Lenton AF 11/6b muffle furnace at 550 °C ± 25 °C until a constant weight was achieved.
The pH value was measured with the potentiometric method according to the BS EN 12176:1998 standard [
27]. The pH value in the substrate samples was measured with an Elmetron CP-411 meter with an ERH-111 combination electrode and a temperature sensor with a Pt-1000B resistor to compensate the pH value depending on the temperature of the sample.
The granulometric composition of the comminuted lignocellulosic materials was determined according to the PN-R-04032:1998 standard [
28]. Individual fractions of the comminuted plant material were measured with the sieve method. Samples of the material were separated into granulometric fractions in a special set of sieves placed on a mechanical shaker. Due to the physicochemical properties of the materials (low density), the weight of the sample was 100 g. The mesh openings had the following dimensions: 1.25 mm, 0.8 mm, 0.25 mm, 0.1 mm, and 0.045 mm.
The chemical composition of the lignocellulosic raw material (lignin, cellulose, holocellulose, and hemicellulose) was determined according to the Polish standard PN-92/P-50092 for plant material. The following methods were used to measure the content of individual components [
29]:
moisture content—the gravimetric method;
lignin content—the Tappi method;
cellulose content—the Seifert method;
holocellulose content—with sodium chlorite in a Soxhlet extractor;
hemicellulose content—by subtracting the cellulose content from the holocellulose content;
content of minerals—according to the DIN 51731 [
30].
The results of three measurements of the dry matter content, organic dry matter content, and the chemical composition of the lignocellulosic raw material were averaged. Additionally, the content of lignocellulosic compounds was calculated in relation to the dry weight of the raw material (each time, the moisture content was taken into account).
2.4. Anaerobic Digestion
The basic physicochemical parameters of the lignocellulosic biomass were determined at the Department of Biosystems Engineering, Poznań University of Life Sciences, Poland, where the biomass was also anaerobically digested.
Figure 1 show a side view of the digester chambers. Glass digesters with a capacity of 2 dm
3 were placed in a water jacket (the temperature of mesophilic digestion was adjusted at 39 °C ± 1 °C). The biogas produced in the process was stored in 5 dm
3 cylindrical plexiglass tanks, filled with a neutral liquid, which prevented gases, mainly carbon dioxide, from dissolving in them. The level of the liquid decreased as the amount of produced gas increased.
The experiments were based on the German DIN 38414-8 standard [
33] and VDI 4630 technological rules [
34]. The biogas mixture was prepared to allow for the ratio of organic dry matter of the substrate and organic dry matter of the inoculum [
35]. This quotient could not be greater than 0.5. The organic dry matter content of the inoculum amounted to 1.5–2% of the fresh weight (m/m).
The anaerobic digestion process continued until it ceased (daily volume of biogas produced below 1% of the total volume). The weight of the biogas mixture in all the samples was identical, i.e., 1200 g.
The concentrations of methane, carbon dioxide, hydrogen sulphide, ammonia, and oxygen in the biogas were measured with a certified Geotech GA5000 gas analyzer. The cumulative amounts of biogas and methane produced in the process were calculated with the MS Excel software and converted from dm3·g−1 to m3·Mg−1. Finally, they were expressed as m3·Mg−1 in relation to the fresh weight and dry organic matter. Each time the biogas efficiency of the substrates subjected to and not subjected to comminution and extrusion was tested in three replicates.
2.5. Heat of Combustion and Calorific Value
The moisture content was determined with the gravimetric method in accordance with the EN ISO 18134-3:2015 standard [
25]. The method consists of measuring the loss of mass resulting from the evaporation of water during drying at temperatures of 105–110 °C. The moisture content was measured in three samples (
Figure 2). The weight of wet and dry samples was measured with an accuracy of 0.01 g.
The heat of combustion and the calorific value were measured with a calorimeter (
Figure 3). In order to measure the values of these parameters, tablets weighing about 1 g were developed from comminuted wood samples. The tablets were placed in the crucible, which was part of the calorimeter bomb. The sample was ignited with a resistance wire, which touched at least two spots of the sample. The heat of combustion measurement procedure consisted of the complete combustion of a sample of the material in an oxygen atmosphere, under pressure in the calorimeter bomb immersed in a water jacket. Simultaneously, the increase in the water temperature was measured.
The test was based on the DIN 51900-2:2003-05 standard for testing solid and liquid fuels, measurement of the heat of combustion in a bomb calorimeter, and calculation of the calorific value [
36].
The following formula was used to calculate the calorific value:
where:
Qia—the calorific value in the analytical state [J·g−1],
Qsa—the heat of combustion of the fuel in the analytical state [J·g−1],
P—the heat of vaporization of water at 25 °C = 2.442 [kJ·g−1],
Wa—the moisture content in the sample [%],
Hw—the conversion factor of hydrogen to water = 8.94,
Ha—the hydrogen content in the sample [%].
The values of the heat of combustion and moisture content were used in the formula. The hydrogen content of 6.05% was measured with a CHN628 elemental analyzer in accordance with the ISO 29541:2010 standard [
37].
2.6. Energy Balance–Methods of Calculation
The energy balance of the anaerobic digestion of the pre-treated cup plants was calculated according to the methodology described by Witaszek et al. [
32]. The energy input was determined on the basis of the power parameters and the efficiency of devices necessary to conduct simulated technological processes. The amount of energy that could be generated was determined on the basis of the biogas efficiency tests and the calorimetric test (
Figure 4).
The MB11C impact mill was used as an example to calculate the energy balance of comminution.
Table 2 show the specifications of the mill.
The single-screw METALLOKOMPLEKT E-1000 extruder (grain extruder, Kharkiv, Ukraine) was used for the calculation of the extrusion energy balance.
Table 3 show the technical specifications of the extruder.
Table 4 show the output of the impact mill and extruder in relation to the organic dry matter of the substrates.
The performance of the devices was calculated in relation to dry organic matter as follows:
where:
Wo.d.m. [Mg·h−1]—device efficiency related to dry organic matter,
Wp [Mg·h−1]—device efficiency (according to the manufacturer),
Xd.m. [-]—percentage of dry matter in total weight of the product divided by 100,
Xo.d.m. [-]—percentage of dry organic matter in dry matter of the product divided by 100.
3. Results
3.1. Basic Physicochemical Parameters
The comminution of cup plants with the laboratory mill resulted in the following fractions of individual substrates (
Table 5).
After the communition of cup plants, the share of fractions sized 0.8–1.25 mm was the largest, i.e., 60.5%.
Table 6 show the values of basic physicochemical parameters of the substrates used for testing the effect of communition and extrusion.
As a result of mechanical processing, the dry matter content contained increased in a substrate-dependent manner. The comminuted substrates had a higher percentage of dry matter because water evaporated from them when the temperature in the milling chamber increased.
As a result of extrusion, the dry matter content also increased in a substrate-dependent manner. The substrates had a higher content of dry matter because the high temperature in the extruder chamber caused water to evaporate during the process. The highest increase in the dry matter content from 66.56 to 90.34% was noted for the cup plants extruded at 175 °C.
Table 7 show the maximum concentrations of hydrogen sulphide and ammonia in the biogas produced by the anaerobic digestion of the comminuted and extruded substrates as well as the substrates which did not undergo any pretreatment. The maximum concentrations were observed during the first half of the digestion process.
The comminution of cup plants resulted in the highest daily concentration of hydrogen sulphide in biogas. Neither the comminuted nor the non-comminuted cup plants yielded ammonia during the anaerobic digestion. The extrusion of cup plants at 150 °C resulted in the highest daily concentration of hydrogen sulphide in biogas. The cup plants which had not undergone the pretreatment did not produce ammonia during the anaerobic digestion.
The content of lignocellulosic compounds (lignins, celluloses, and holocelluloses) in the extruded cup plants was measured. The high temperature and pressure during the extrusion process caused changes in the chemical composition of the biomass.
Table 8 show the percentage of lignocellulosic compounds in the non-extruded substrates and the substrates extruded at 150 °C and 175 °C. The results of two measurements of the content of lignocellulosic compounds were averaged.
The change in the lignin content in the samples before and after the extrusion was minimal, i.e., 1.91%. The cellulose content in all the substrates decreased as the extrusion temperature increased. The highest increase in the cellulose content, i.e., 9.89%, was noted in the cup plants extruded at 175 °C. Additionally, the hemicellulose content decreased in all the extrudates as the extrusion temperature increased. The highest increase of 4.19% was observed after the extrusion of cup plants at 175 °C.
3.2. Energy Effects of Pre-Treatment
Changes in the output related to the fresh weight do not indicate a more effective course of the substrate digestion process, but this information is important for biogas plant investors.
As a result of the comminution and extrusion, the dry matter content increased in all the substrates (water evaporation). The components of dry matter, or more specifically, organic dry matter were the compounds responsible for digestion. Therefore, the cumulative methane production per fresh weight unit increased by several dozen per cent. The comminution of cup plants increased the methane efficiency by 52.6%, whereas the extrusion at 150 °C and 175 °C increased the yield of methane by 37.5% and 90.4%, respectively.
Changes in the yield per dry matter content showed the real effect of the pretreatment. The values referring to the comminuted substrates express the increase in the percentage of cumulative methane production in relation to the substrates which did not undergo this pretreatment. The increase in the digestion efficiency per organic dry matter unit (
Figure 5 and
Figure 6) indicates the real influence of the comminution and extrusion of cup plants.
The comminution of cup plants caused the methane yield per organic dry matter content to increase by 33.4%. The extrusion of cup plants at 175 °C resulted in the highest increase in the methane yield per organic dry matter content, i.e., 51.4%. The extrusion of cup plants at 150 °C increased the methane yield by 42.8%.
3.3. Pretreatment of Substrates–Comparison of Energy Effects
In order to assess the usefulness of comminution and extrusion, it is necessary to compare the amount of energy consumed by the pretreatment with the amount of energy generated in the increased production of methane. The energy balance of comminution and extrusion was always calculated for 1 Mg of organic dry matter. The mill and extruder efficiency values were taken from
Table 4. The power of the extruder was 90 kW, whereas the power of the mill was 15 kW. The energy value of methane was assumed at 9.56 kWh·m
−3, whereas the electrical efficiency of the cogeneration engine was assumed at 45%.
The energy balances of the comminution with the MB11C impact mill and extrusion with the E-1000 extruder were compared to select the most energy-efficient pretreatment of the plant substrates (
Figure 7).
The comparison of the energy effects of comminution with the MB11C impact mill and extrusion with the E-1000 extruder showed that the cup plants extruded at 175 °C yielded as much as 107 kWh per Mg, the comminuted substrates yielded 88.5 kWh per Mg, whereas the substrates extruded at 150 °C yielded only 36.5 kWh per Mg.
3.4. Energy Effects of Using Silphium perfoliatum L. for Biogas Production
3.4.1. Anaerobic Digestion of Silphium perfoliatum L.
The following processes were included in the energy balance: the comminution of raw material with the MB11C impact mill and the use of biogas for the production of electricity and heat in a cogeneration system. The calculations showed that the cup plant comminution process would consume 54.68 kWh·Mg−1.
The biogas yield test showed that 261.28 m
3 of methane could be produced from 1 Mg of extruded biomass. The amount of electricity and heat that could be generated was calculated on the basis of information about the volume of methane produced, its calorific value of 9.56 kWh·m
−3 and the assumptions that it was possible to use 45% of this energy to produce electricity and 30% to produce heat [
38], which was not used for the anaerobic digestion process. The calculations showed that 1124 kWh of electricity and 749.35 kWh of heat could be generated from 1 Mg of extruded raw material.
After deducting the electricity consumed by extrusion, the calculations showed that 1069.32 kWh of electricity and 749.35 kWh of heat could be generated (
Table 9,
Figure 8).
3.4.2. Anaerobic Digestion of Silphium perfoliatum L. Extruded at 150 °C
The following processes were included in the energy balance: the extrusion of raw material at 150 °C and the use of biogas for the production of electricity and heat in a cogeneration system. The calculations showed that the extrusion of cup plants at 150 °C would consume 147.5 kWh·Mg−1.
The biogas yield test showed that 206.02 m3 of methane could be produced from 1 Mg of extruded biomass. The amount of electricity and heat that could be generated was calculated on the basis of information about the volume of methane produced, its calorific value of 9.56 kWh·m−3, and the assumptions that it was possible to use 45% of this energy to produce electricity and 30% to produce heat, which was not used for the anaerobic digestion process. The calculations showed that 886.3 kWh of electricity and 590.87 kWh of heat could be generated from 1 Mg of extruded raw material.
After deducting the electricity consumed by extrusion, the calculations showed that 738.8 kWh of electricity and 590.87 kWh of heat could be generated (
Table 10,
Figure 9).
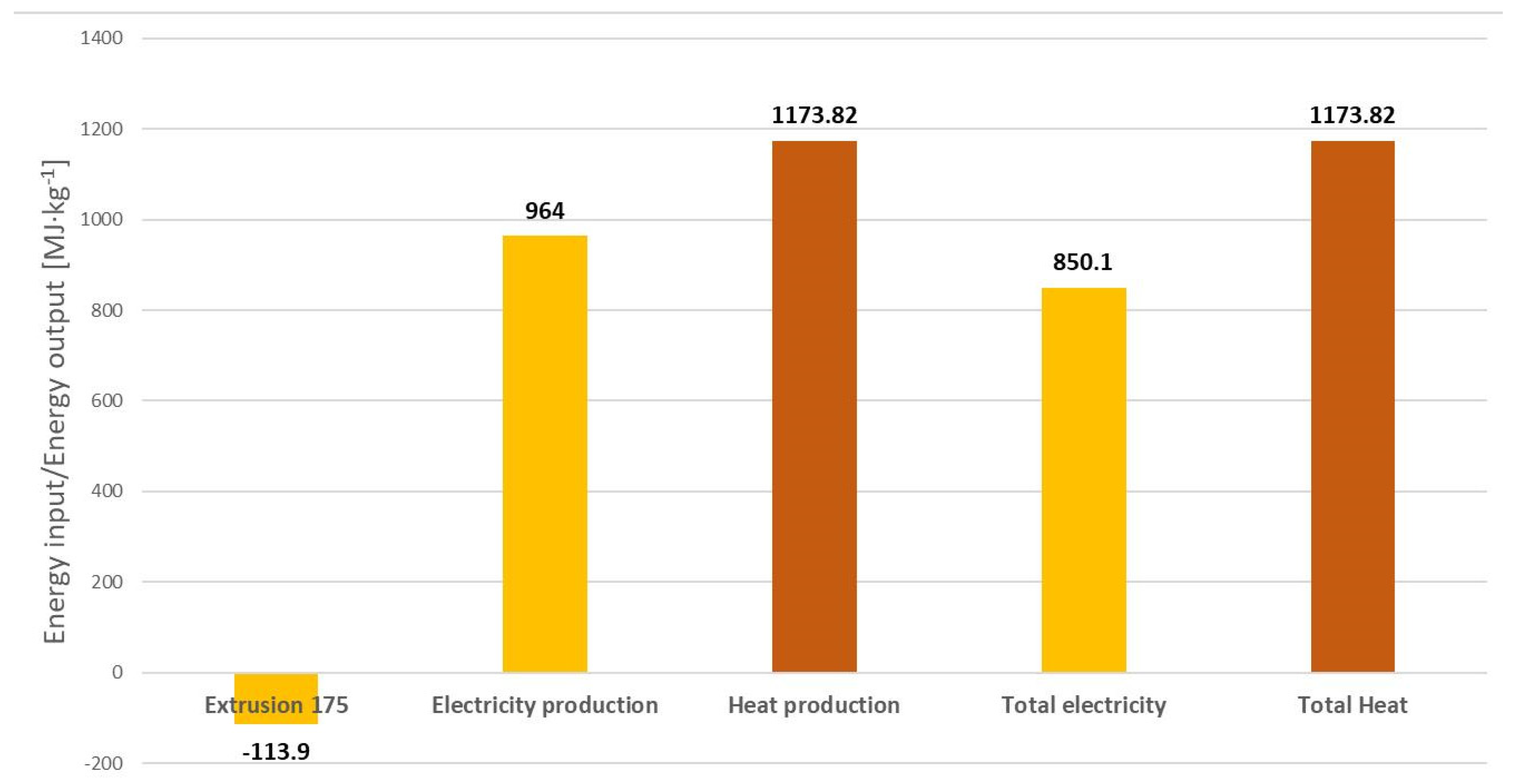
3.4.3. Anaerobic Digestion of Silphium perfoliatum L. Extruded at 175 °C
The following processes were included in the energy balance: the extrusion of raw material at 175 °C and the use of biogas for the production of electricity and heat in a cogeneration system. The calculations showed that the extrusion of cup plants at 175 °C would consume 113.9 kWh·Mg−1.
The biogas yield test showed that 224.09 m3 of methane could be produced from 1 Mg of extruded biomass. The amount of electricity and heat that could be generated was calculated on the basis of information about the volume of methane produced, its calorific value of 9.56 kWh·m−3, and the assumptions that it was possible to use 45% of this energy to produce electricity and 30% to produce heat, which was not used for the anaerobic digestion process. The calculations showed that 964 kWh of electricity and 641.35 kWh of heat could be generated from 1 Mg of extruded raw material.
After deducting the electricity consumed by extrusion, the calculations showed that 850.1 kWh of electricity and 641.35 kWh of heat could be generated (
Table 11,
Figure 10).
3.5. Energy Effects of Using Silphium perfoliatum L. for Combustion
The heat of combustion measured in the calorimetric test was 15.58 MJ·kg
−1. The calorific value of the cup plants at a moisture content of 7.15% was 14.08 MJ·kg
−1 (
Figure 11).
The following processes were included in the energy balance: drying, comminution, fuel formation (pelletizing), and combustion. The pelletization process increases the biomass bulk density; therefore, reducing transportation and storage costs. In addition, providing better material feeding with less dust formation [
39].
Due to the fact that the moisture content of the Silphium perfoliatum L. sample was 60%, it was necessary to determine the amount of energy necessary to dry the sample to a moisture content of 15%. The raw material moisture content of about 15% is necessary for the fuel formation process, and it also facilitates comminution. The calculations showed that 5.15 MJ (1432 kWh·Mg−1) was necessary to dry 1 kg of the raw material due to the high energy consumption of the drying process.
The aforementioned MB11C impact mill was used for the calculations of the comminution process (
Table 3). The calculations showed that the comminution process required 0.135 MJ·kg
−1 (37.5 kWh·Mg
−1). The energy consumption of the pelletizing process was determined for a granulator with a power of 22 kW and a capacity of about 450 kg·h
−1. The pelletizing of the comminuted raw material consumed 2.88 MJ·kg
−1 (800 kWh·Mg
−1).
The
Silphium perfoliatum L. calorific value of 14.08 MJ·kg
−1 and the biomass boiler efficiency of 80% were the values used to calculate the amount of energy generated in the combustion process. The combustion of the cup plants could generate 11.26 MJ·kg
−1 (3127.78 kWh·Mg
−1). The energy gain from the processing of the cup plants into solid fuel and the combustion of this fuel would amount to 3095 MJ·kg
−1 (858.28 kWh·Mg
−1) (
Table 12 and
Figure 12).
3.6. Error Analysis
The daily production of biogas was assessed by reading the neutral liquid level on the tank scale. One line on the scale corresponded to 10 cm
3 of volume. The daily biogas production was read with this accuracy. When the amount of gas was smaller than 400 cm
3, it was not removed because the analysis of its composition would be considerably burdened with error. The daily biogas production on the next day was determined by reading the total volume from several days and subtracting the volume read the day before. The possible error in the assessment of the cumulative amount of biogas should be understood as the product of the reading error and the number of readings followed by the removal of biogas and its analysis (
Table 13).
4. Discussion
The comminution and extrusion of biomass facilitate the decomposition of lignocellulosic material by anaerobic bacteria. As a consequence of these pretreatment processes, more biogas is produced. Machining reduces the size of particles of processed material, which increases the specific surface area affected by microorganisms [
40,
41]. The degree of cellulose polymerization decreases, lignins become disintegrated, whereas celluloses and hemicelluloses are released. Machining combined with thermal processing (extrusion, steam explosion, irradiation) causes the initial hydrolysis of polysaccharides into simple sugars.
However, these processes require energy inputs that should be deducted from possible energy gains. The authors’ earlier study on maize silage showed that despite the higher biogas yield obtained from extruded material, the energy balance of this technology was negative [
32].
A lower amount of energy is generated from biogas because not all organic matter, especially lignin, is decomposed. Apart from that, machining causes an increase in temperature, which may result in the formation of anaerobic digestion inhibitors (furfural, hydroxymethylfurfural, levulinic acid, carboxylic acids). However, this inhibition occurs only at the beginning of anaerobic digestion because anaerobic bacteria are able to acclimatize in this environment [
42].
Combustion results in the thermal decomposition of all matter, thanks to which more energy is produced. Biogas is a cleaner fuel than solid biofuels because methane is mainly combusted, and there are no mineral components which could be emitted during the combustion of solid biofuels [
43]. Moreover, biogas is usually used in cogeneration systems, which simultaneously produce electricity and heat. Solid biofuels, such as pellets, are primarily used for the production of heat in central heating boilers. Electricity transmission is much easier, cheaper, and has lower losses than heat transmission [
44].
Depending on the method of preparation of the input material (no pretreatment, comminution, extrusion at 150 °C, extrusion at 175 °C), the yield of methane from the cup plants amounted to 204 m
3·Mg
−1 for the untreated raw material, 251 m
3·Mg
−1 for the comminuted raw material, 244 m
3·Mg
−1 for the raw material extruded at 150 °C, and 255 m
3 Mg
−1 for the raw material extruded at 175 °C. Gansberger et al. [
16] noted a methane yield of 260 m
3·Mg
−1 in their study on
Silphium perfoliatum L. However, they did not observe any influence of pretreatment on the methane yield. There was a certain difference in the methane yield caused by the site from which the raw material sample originated. There was a similar difference in the study conducted by von Cossel M. et al. [
45], where the methane yield from
Silphium perfoliatum L. amounted to 253.5 m
3·Mg
−1.
The heat of combustion of
Silphium perfoliatum L. amounted to 15.58 MJ·kg
−1, which was a satisfactory level for a solid biofuel. This value was lower than the heat of combustion of other plant fuels, such as camelina straw 18.50 MJ·kg
−1, crambe straw 17.94 MJ·kg
−1 [
46] or miscanthus 18–20 MJ·kg
−1 [
47], and for giant knotweed and Virginia mallow were 19.97 MJ·kg
−1 and 19.68 MJ·kg
−1 [
48]. This means that
Silphium perfoliatum L. is not a better fuel for combustion than other biomass fuels.
Bury et al. [
49] assessed the possibility of growing
Silphium perfoliatum L. as an energy crop. The researchers conducted a three-year study and noted the following results of the heat of combustion of cup plants: 14.59 MJ·kg
−1 in the first year, 16.52 MJ·kg
−1 in the second year, and 17.68 MJ·kg
−1 in the third year. The results of the heat of combustion of
Silphium perfoliatum L. in our study were comparable with other authors’ findings.
5. Conclusions
The study showed that Silphium perfoliatum L. could be used for energy production both as a raw material for solid fuel and for anaerobic digestion.
The energy balance simulation showed that 1069 kWhe of electricity could be generated through the anaerobic digestion of 1 Mg of Silphium perfoliatum L. comminuted with an impact mill, 738.8 kWhe from 1 Mg of the raw material extruded at 150 °C, and as much as 850.1 kWhe from 1 Mg of the raw material extruded at 175 °C.
At the same time, the energy balance simulation showed the amount of heat that could be generated in the anaerobic digestion process. The calculations showed that 749.35 kWht of heat could be produced from 1 Mg of the raw material comminuted with an impact mill, 590.87 kWht from 1 Mg of the raw material extruded at 150 °C, and 641.35 kWht from 1 Mg of the raw material extruded at 175 °C.
The energy balance of the combustion of biofuel in the form of cup plant pellets showed that 858.28 kWht of heat could be produced from 1 Mg of the raw material. In comparison with the expected amount of heat from the biogas-powered cogeneration system, the combustion of solid biofuel generated a relatively low amount of heat due to the high energy consumption of the drying process and the agglomeration of the raw material for pellet production.
The approximate input of thermal energy for heating the digestion chamber was taken into account in the energy balance simulation. However, the amount of electricity consumed by the operation of the stirrers was not taken into account due to the multitude of designs and the resulting differences in energy inputs, which should additionally be divided into multiple digestions.
The production of thermal energy is constrained by its transmission. By contrast, the electricity generated in the anaerobic digestion process can be transmitted without significant losses. This is an unquestionable advantage that speaks in favour of using the cup plant biomass for biogas production. Additionally, due to the high moisture content in the raw material used in our study, anaerobic digestion is a more energy-efficient process.
Renewable energy production is one of the greatest challenges. Biomass is a suitable material to produce energy in the context of solid, liquid, and gaseous biofuels. For this reason, attention should be paid to the need to conduct research on not only the selection of new substrates but also the methods of their treatment.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}