


Waste Heat Recovery in Automotive Paint Shop via Organic Rankine Cycle and Thermal Energy Storage System—Selected Thermodynamic Issues




Abstract
1. Introduction
2. Waste Heat Emissions at Paint Shop during Automotive Manufacturing Process
2.1. General Description of the Automotive Manufacturing Process
2.2. Waste Heat Emissions in the Process of a Paint Shop
3. Methodology
3.1. The Model of Waste Heat Recovery Employing ORC and TES
3.2. Selection of the TES Materials
4. Results and Discussion
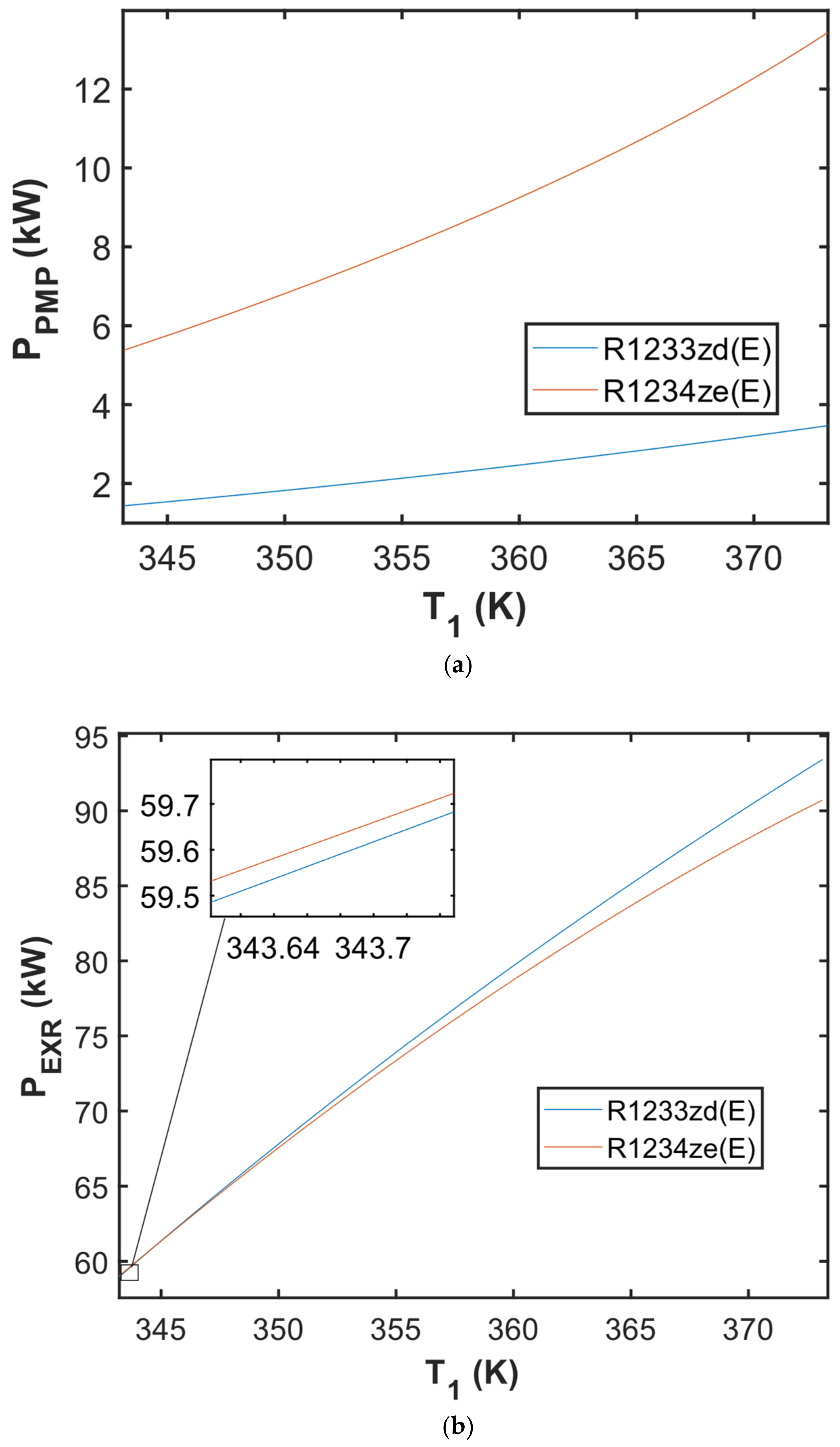
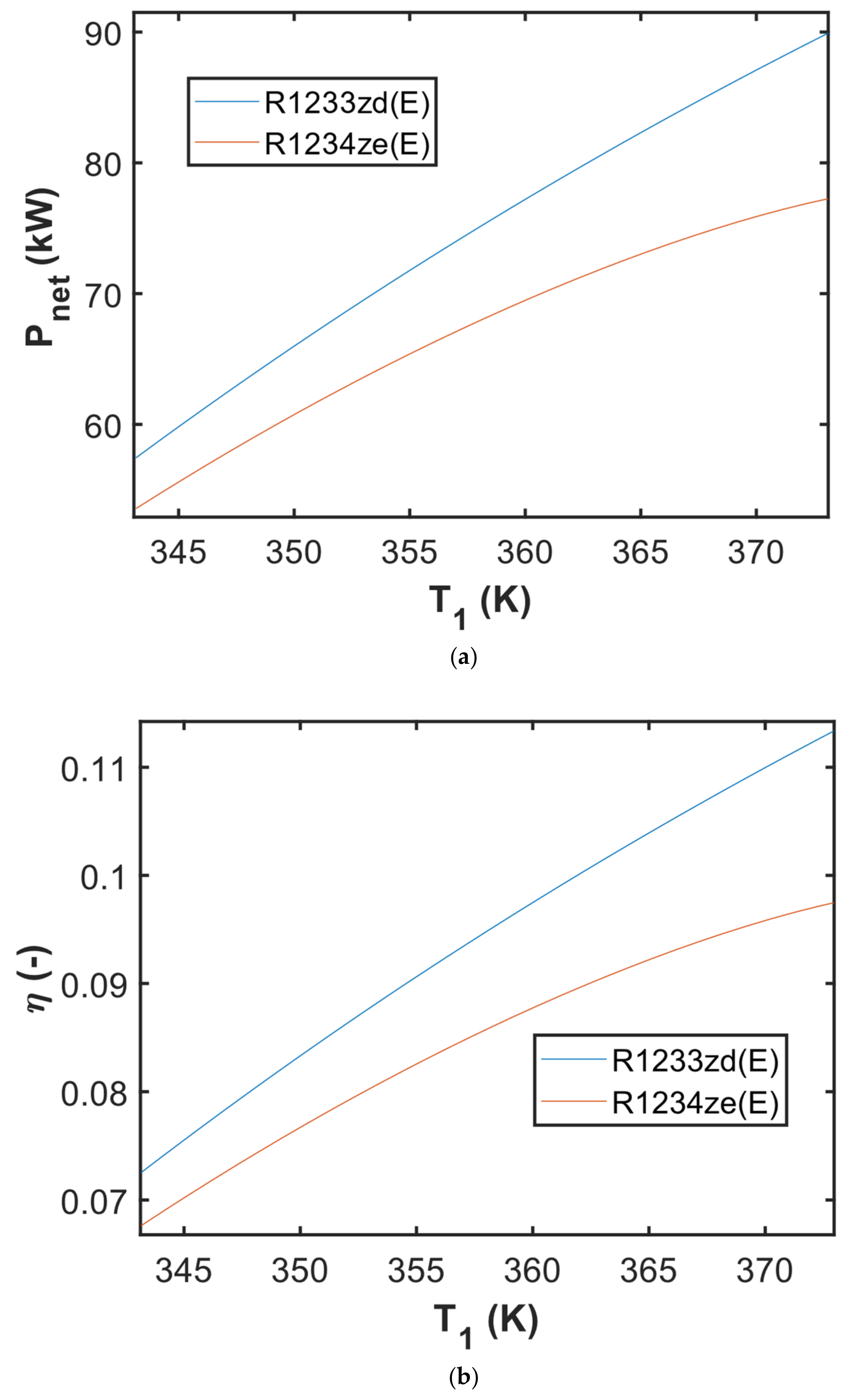
4.1. The Net Power Output and Efficiency of the ORC System
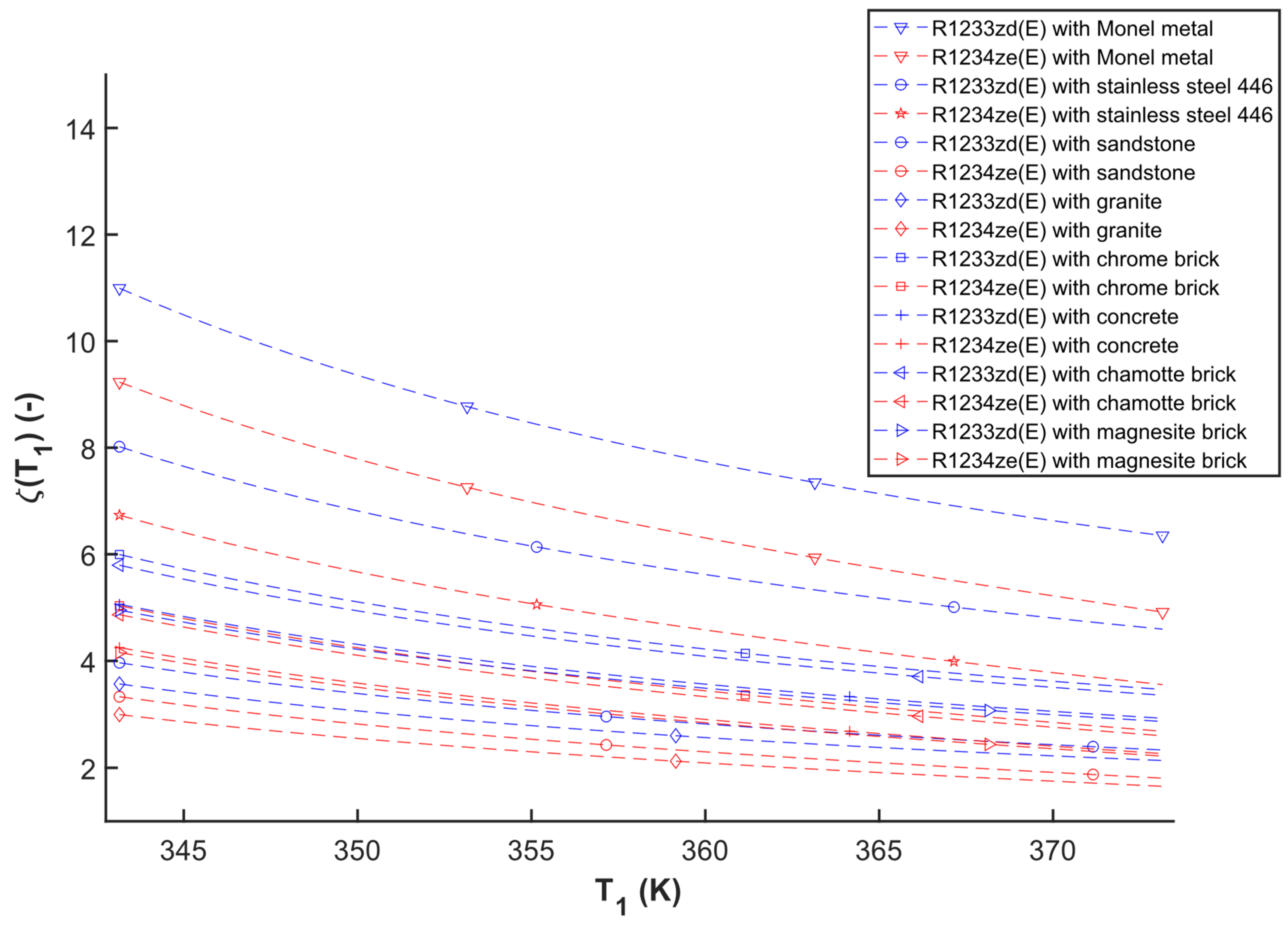
4.2. Sizing TES for TES-Evaporator
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclatures
| A | Total area of thermal energy storage (m2) |
| C | The specific heat capacity (J/kg∙K) |
| h | The specific enthalpy (J/kg) |
| L | Total length of thermal energy storage (m) |
| m | mass (kg) |
| Mass flow rate (kg/s) | |
| P | Power (Watt) |
| T | Temperature (K) |
| Q | Heat transfer (J) |
| Heat transfer rate (Watt) | |
| V | Volume (m3) |
| Greek letters: | |
| Efficiency (-) | |
| Density (kg/m3) | |
| Charging/discharging times (s) | |
| Dimensionless storage mass parameter (-) | |
| Subscripts: | |
| 1,2,3,4 | Process in the cycle |
| CDS | Condenser |
| CH | Charging |
| DE | Discharging |
| EXR | Expander |
| HE | TES-evaporator |
| is | Isentropic process |
| ORC | Organic Rankine cycle |
| PMP | Pump |
| re | Real process |
| SR | Surroundings |
| ST | Storage |
| WF | Working fluids |
| Abbreviations: | |
| BIW | Body-in-white |
| CED | Cathodic electrodeposition |
| CFD | Computational fluid dynamic |
| CSP | Concentrated solar power |
| DSC | Differential scanning calorimetry |
| GWP | Global warming potential |
| ODP | Ozone depletion potential |
| ORC | Organic Rankine cycle |
| RTO | Regenerative thermal oxidizer |
| TES | Thermal energy storage |
| VOC | Volatile organic compound |
References
- Kolasiński, P.; Rogosz, B. A review on industrial waste heat sources and recovery methods. In Proceedings of the 32nd International Conference on Efficiency, Cost, Optimization, Simulation and Environmental Impact of Energy Systems, ECOS 2019, Wrocław, Poland, 23–28 June 2019. [Google Scholar]
- Tchanche, B.F.; Lambrinos, G.; Frangoudakis, A.; Papadakis, G. Low-grade heat conversion into power using organic Rankine cycles—A review of various applications. Renew. Sustain. Energy Rev. 2011, 15, 3963–3979. [Google Scholar] [CrossRef]
- Lecompte, S.; Huisseune, H.; van den Broek, M.; Vanslambrouck, B.; de Paepe, M. Review of organic Rankine cycle (ORC) architectures for waste heat recovery. Renew. Sustain. Energy Rev. 2015, 47, 448–461. [Google Scholar] [CrossRef]
- Fatigati, F.; Vittorini, D.; Wang, Y.; Song, J.; Markides, C.N.; Cipollone, R. Design and Operational Control Strategy for Optimum Off-Design Performance of an ORC Plant for Low-Grade Waste Heat Recovery. Energies 2020, 13, 5846. [Google Scholar] [CrossRef]
- Saadon, S.; Mohd Nasir, N.A. Performance and Sustainability Analysis of an Organic Rankine Cycle System in Subcritical and Supercritical Conditions for Waste Heat Recovery. Energies 2020, 13, 3035. [Google Scholar] [CrossRef]
- Giampieri, A.; Ling-Chin, J.; Taylor, W.; Smallbone, A.; Roskilly, A.P. Moving towards low-carbon manufacturing in the UK automotive industry. Energy Procedia 2019, 158, 3381–3386. [Google Scholar] [CrossRef]
- Giampieri, A.; Ling-Chin, J.; Ma, Z.; Smallbone, A.; Roskilly, A.P. A review of the current automotive manufacturing practice from an energy perspective. Appl. Energy 2020, 261, 114074. [Google Scholar] [CrossRef]
- Iglauer, O.; Zahler, C. A New Solar Combined Heat and Power System for Sustainable Automobile Manufacturing. Energy Procedia 2014, 48, 1181–1187. [Google Scholar] [CrossRef]
- Zahler, C.; Iglauer, O. Solar Process Heat for Sustainable Automobile Manufacturing. Energy Procedia 2012, 30, 775–782. [Google Scholar] [CrossRef][Green Version]
- Hanafizadeh, P.; Khaghani, A.; Shams, H.; Saidi, M.H. Heat recovery of exhaust gas in automotive paint ovens. In Proceedings of the 23rd International Conference on Efficiency, Cost, Optimization, Simulation, and Environmental Impact of Energy Systems, ECOS 2010, Lausanne, Switzerland, 14–17 June 2010; Volume 5, p. 381. [Google Scholar]
- Chang, D.-S.; Cheng, K.-P.; Wang, R. Developing low temperature recovery technology of waste heat in automobile factory. Energy Sci. Eng. 2018, 6, 460–474. [Google Scholar] [CrossRef]
- Trimpe, J., Jr. Waste Heat Recovery of Industrial Regenerative Thermal Oxidizer (RTO), a Case Study. Master’s Thesis, University of Kentucky, Lexington, KY, USA, 2021. [Google Scholar]
- Adamkiewicz, A.; Nikończuk, P. Waste heat recovery from the air preparation room in a paint shop. Arch. Thermodyn. 2019, 40, 229–241. [Google Scholar] [CrossRef]
- Grujicic, M.; Sellappan, V.; He, T.; Seyr, N.; Obieglo, A.; Erdmann, M.; Holzleitner, J. Total Life Cycle-Based Materials Selection for Polymer Metal Hybrid Body-in-White Automotive Components. J. Mater. Eng. Perform. 2009, 18, 111–128. [Google Scholar] [CrossRef]
- Hirsch, J. Recent development in aluminium for automotive applications. Trans. Nonferrous Met. Soc. China 2014, 24, 1995–2002. [Google Scholar] [CrossRef]
- Streitberger, H.-J.; Dossel, K.-F. Automotive Paints and Coatings; John Wiley & Sons: Weinheim, Germany, 2008; ISBN 3527309713. [Google Scholar]
- Akafuah, N.K.; Poozesh, S.; Salaimeh, A.; Patrick, G.; Lawler, K.; Saito, K. Evolution of the Automotive Body Coating Process—A Review. Coatings 2016, 6, 24. [Google Scholar] [CrossRef]
- Talbert, R. Paint Technology Handbook; CRC Press: Boca Raton, FL, USA, 2007; ISBN 1420017780. [Google Scholar]
- Li-ping, C. Analysis of the Influence of Car Body Structure on the Pretreatment & Electrophoresis Process. Shanghai Coat. 2011, 8, 27–28. [Google Scholar]
- Sankara Narayanan, T.S.N. Surface pretretament by phosphate conversion coatings—A review. Rev. Adv. Mater. Sci. 2005, 9, 130–177. [Google Scholar]
- Hayashi, H.; Ishii, M. Development of 3-Wet Paint System with Improved Appearance-Paint Design Based on Transfer Mechanism of Unevenness from Under Layers; SAE Technical Paper; SAE International: Warrendale, PA, USA, 2014. [Google Scholar]
- Schoff, C.K. Craters and Other Coatings Defects: Mechanisms and Analysis. In Protective Coatings; Wen, M., Dušek, K., Eds.; Springer International Publishing: Cham, Switzerland, 2017; pp. 403–425. ISBN 978-3-319-51627-1. [Google Scholar]
- Rao, P.P. A heat exchanger analogy of automotive paint ovens. Appl. Therm. Eng. 2013, 61, 381–392. [Google Scholar] [CrossRef]
- Bell, I.H.; Wronski, J.; Quoilin, S.; Lemort, V. Pure and Pseudo-pure Fluid Thermophysical Property Evaluation and the Open-Source Thermophysical Property Library CoolProp. Ind. Eng. Chem. Res. 2014, 53, 2498–2508. [Google Scholar] [CrossRef]
- Phad, C.B.; Jaware, V.B. Analysis of heat recovery from primer oven exhaust in paint shop. Int. J. Eng. Res. Technol. 2017, 6, 250–257. [Google Scholar]
- Smith, I.K.; Stosic, N.; Kovacevic, A. Power Recovery from Low Grade Heat by Means of Screw Expanders; Elsevier: Amsterdam, The Netherlands, 2014; ISBN 1782421904. [Google Scholar]
- Hammerschmid, A.; Stallinger, A.; Obernberger, I.; Piatkowski, R. Demonstration and evaluation of an innovative small-scale biomass CHP module based on a 730 kWel screw-type steam engine. In Proceedings of the 2nd World Conference and Exhibition on Biomass for Energy, Industry and Climate Protection, Rome, Italy, 10–14 May 2004. [Google Scholar]
- Öhman, H.; Lundqvist, P. Screw expanders in ORC applications, review and a new perspective. In Proceedings of the 3rd International Seminar on ORC Power Systems, Brussels, Belgium, 12–14 October 2015. [Google Scholar]
- Pawlik, M.; Strzelczyk, F. Elektrownie; Wydawnictwo Naukowe PWN: Warszawa, Poland, 2016; ISBN 978-83-01-18954-9. [Google Scholar]
- Hsu, S.-W.; Chiang, H.-W.D.; Yen, C.-W. Experimental Investigation of the Performance of a Hermetic Screw-Expander Organic Rankine Cycle. Energies 2014, 7, 6172–6185. [Google Scholar] [CrossRef]
- Nikolov, A.; Brümmer, A. Investigating a Small Oil-Flooded Twin-Screw Expander for Waste-Heat Utilisation in Organic Rankine Cycle Systems. Energies 2017, 10, 869. [Google Scholar] [CrossRef]
- Kolasiński, P. Experimental and modelling studies on the possible application of heat storage devices for powering the ORC (organic rankine cycle) systems. Therm. Sci. Eng. Prog. 2020, 19, 100586. [Google Scholar] [CrossRef]
- Sarbu, I.; Sebarchievici, C. A Comprehensive Review of Thermal Energy Storage. Sustainability 2018, 10, 191. [Google Scholar] [CrossRef]
- Dincer, I.; Rosen, M. Thermal Energy Storage: Systems and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2002; ISBN 0471495735. [Google Scholar]
- Douglas, T.B.; Dever, J.L. Enthalpy and specific heat of four corrosion-resistant alloys at high temperatures. J. Res. Natl. Bur. Stand. 1955, 54, 15–19. [Google Scholar] [CrossRef]
- Abdulagaov, I.M.; Abdulagatova, Z.Z.; Kallaev, S.N.; Omarov, Z.M. Heat-capacity measurements of sandstone at high temperatures. Geomech. Geophys. Geo-Energy Geo-Resour. 2019, 5, 65–85. [Google Scholar] [CrossRef]
- Miao, S.Q.; Li, H.P.; Chen, G. Temperature dependence of thermal diffusivity, specific heat capacity, and thermal conductivity for several types of rocks. J. Therm. Anal. Calorim. 2014, 115, 1057–1063. [Google Scholar] [CrossRef]
- Kostowski, E. Przepływ ciepła; Wydawnictwo Politechniki Śląskiej: Gliwice, Poland, 2010. [Google Scholar]
- Pan, J.; Zou, R.; Jin, F. Experimental Study on Specific Heat of Concrete at High Temperatures and Its Influence on Thermal Energy Storage. Energies 2017, 10, 33. [Google Scholar] [CrossRef]
- Györke, G.; Deiters, U.K.; Groniewsky, A.; Lassu, I.; Imre, A.R. Novel classification of pure working fluids for Organic Rankine Cycle. Energy 2018, 145, 288–300. [Google Scholar] [CrossRef]
- Lemmon, E.; Huber, M.; McLinden, M. NIST Standard Reference Database 23: Reference Fluid Thermodynamic and Transport Properties-REFPROP, Version 9.1; National Institute of Standards and Technology: Gaithersburg, MD, USA,, 2013. [Google Scholar]
- Weiß, A.P. Volumetric expander versus turbine–which is the better choice for small ORC plants. In Proceedings of the 3rd ASME ORC Conference, Brussels, Belgium, 12–14 October 2015; pp. 1–10. [Google Scholar]
- Imran, M.; Usman, M.; Park, B.-S.; Lee, D.-H. Volumetric expanders for low grade heat and waste heat recovery applications. Renew. Sustain. Energy Rev. 2016, 57, 1090–1109. [Google Scholar] [CrossRef]
- Badr, O.; O’Callaghan, P.W.; Hussein, M.; Probert, S.D. Multi-vane expanders as prime movers for low-grade energy organic Rankine-cycle engines. Appl. Energy 1984, 16, 129–146. [Google Scholar] [CrossRef]
- Kolasiński, P. Application of volumetric expanders in small vapour power plants used in distributed energy generation—Selected design and thermodynamic issues. Energy Convers. Manag. 2021, 231, 113859. [Google Scholar] [CrossRef]
- Dumont, O.; Dickes, R.; Lemort, V. Experimental investigation of four volumetric expanders. Energy Procedia 2017, 129, 859–866. [Google Scholar] [CrossRef]
- Kolasiński, P.; Daniarta, S. Sizing the thermal energy storage (TES) device for organic Rankine cycle (ORC) power systems. In Proceedings of the MATEC Web of Conferences; EDP Sciences: Les Ulis, France, 2021; Volume 345. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Subprocess | Operating Temperature (K) | Fluid/Materials |
|---|---|---|
| Pre-degreasing | 318.15–322.15 | Hot water |
| Degreasing | 313.65–319.25 | Degreaser water |
| Phosphating | 313.65–319.25 | Phosphate zinc solution |
| Parameter | Units | Value |
|---|---|---|
| Voltage (direct current) | V | 300–450 |
| Minimum current density | A/m2 | 0.8 |
| Bath temperature | K | 301.15–306.15 |
| The conductivity of the bath (at 293.15 K) | µS/cm2 | 1200–1800 |
| Conductivity of the wet film | nS/cm2 | 1.5–3.0 |
| Layer | Process | Time (Seconds) | Temperature (K) |
|---|---|---|---|
| Basecoat | Ambient flash off | 120 | 296.15 |
| Flash-off | 300 | 348.15 | |
| Air seal | 60 | 296.15 | |
| Cooling | 120 | 296.15 | |
| Air seal | 30 | 296.15 | |
| Clear coat | Ambient flash-off | 480 | 296.15 |
| Oven | 1800 | 423.15 | |
| Cooling | 360 | 296.15 |
| Process | Temperature (K) | The Use and Potential Recovery Based on the Review [7] |
|---|---|---|
| Boiler exhaust gases | 503.15–573.15 [7] | The boiler generates steam for the painting process. This boiler’s potential recovery is to reuse the boiler exhaust gases to warm the feed water or recover the steam for other uses. |
| Regenerative thermal oxidizer (RTO) system | 443.15–473.15 [7] | The purpose of the method is to offer thermal oxidation of volatile organic compounds (VOCs) found in exhaust air. The potential recovery is to produce hot water for heating (or cooling) space or process. |
| Paint curing oven (bake oven) | 403.15–453.15 [16] | The drying and curing of the paint components is the aim of the operation. The potential recovery is to produce hot water for heating (or cooling) space or process. |
| Flash-off drying booth | 343.15–363.15 [16] | The process is designed to allow for partial paint drying during the main painting process. Warm water for heating (space or process), cooling (adsorption cooling), and air preheating for space are all possibilities for recovery. |
| Air compressor | 313.15–323.15 [7] | It is utilized in a variety of applications throughout the painting process. The potential recovery is to offer warm water for space heating, liquid desiccant, heat pumps, and air preheating for space heating. |
| Chilled water | 313.15–318.15 [7] | It is employed in the air conditioning and paints cooling processes. Warm water for space heating, liquid desiccant, heat pumps, and air preheating for space heating are all possible recoveries. |
| Exhaust ventilation air | 296.15–299.15 [7] | The procedure is utilized to supply air conditioning for the structure as well as for the painting process. Preheating, precooling the air, and various methods of recovery are possible. |
| Name of TES Materials | T (K) | C0 | Refs. | |
|---|---|---|---|---|
| Monel metal | 273.15–573.15 | 422.8668 | 0.1842 | [35] |
| Stainless steel 446 | 273.15–773.15 | 451.3370 | 0.4497 | [35] |
| Sandstone | 308–550 | [36] | ||
| Granite | 300–1200 | [37] | ||
| Chrome brick | 293.15–1973.15 | 800 | 0.3 | [38] |
| Concrete | 300–600 | 957.55 | 0.3403 | [39] |
| Chamotte brick | 293.15–1623.15 | 880 | 0.23 | [38] |
| Magnesite brick | 293.15–1923.15 | 1050 | 0.3 | [38] |
| Name of Working Fluid | CAS No. [24] | Type of Working Fluid [40] | ASHRAE Class [41] | ODP [41] | GWP [41] | Tboiling (K) | Tcrit (K) [24] | Ttriple (K) [24] | pcrit (MPa) [24] |
|---|---|---|---|---|---|---|---|---|---|
| R1233zd(E) | 102687-65-0 | ACNMZ | A1 | n/a | 1 | 291.4 | 439.6 | 195.1 | 3.6 |
| R1234ze(E) | 29118-24-9 | ACNMZ | A2L | n/a | 6 | 254.1 | 382.5 | 168.6 | 3.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Daniarta, S.; Kolasiński, P.; Rogosz, B. Waste Heat Recovery in Automotive Paint Shop via Organic Rankine Cycle and Thermal Energy Storage System—Selected Thermodynamic Issues. Energies 2022, 15, 2239. https://doi.org/10.3390/en15062239
Daniarta S, Kolasiński P, Rogosz B. Waste Heat Recovery in Automotive Paint Shop via Organic Rankine Cycle and Thermal Energy Storage System—Selected Thermodynamic Issues. Energies. 2022; 15(6):2239. https://doi.org/10.3390/en15062239
Chicago/Turabian StyleDaniarta, Sindu, Piotr Kolasiński, and Barbara Rogosz. 2022. "Waste Heat Recovery in Automotive Paint Shop via Organic Rankine Cycle and Thermal Energy Storage System—Selected Thermodynamic Issues" Energies 15, no. 6: 2239. https://doi.org/10.3390/en15062239
APA StyleDaniarta, S., Kolasiński, P., & Rogosz, B. (2022). Waste Heat Recovery in Automotive Paint Shop via Organic Rankine Cycle and Thermal Energy Storage System—Selected Thermodynamic Issues. Energies, 15(6), 2239. https://doi.org/10.3390/en15062239