Abstract
The tanning industry generates significant amounts of solid waste and post-production wastewater, which should be managed in accordance with the principles of the circular economy. Waste is generated at various technological stages of production. This comprises mainly solid waste and leachate. A comprehensive solution to the problem of disposal of this waste is very important from economic and environmental points of view. This work presents research for a technological production line designed for the comprehensive processing of post-production residues. In the present paper, the authors present an analysis related to the possibility of processing leather flesh side (mizdra) as a substrate for methane fermentation. The study showed an increased biogas production from solid waste after enzymatic hydrolysis up to 248 Nm3/Mg. Preliminary research on the system designed for pre-treatment of sewage from the technological line is also presented. The study showed a COD reduction of more than 30%. The possibility of energy management of the solid fraction directly from the processes carried out is demonstrated.
1. Introduction
In the circular economy, it is intended that materials, products and services be kept circulating for as long as possible. A systems-centered approach is employed that encompasses industrial processes and business activities enabling the resources used in such processes and activities to retain their highest value for as long as possible. The objective is to eliminate waste through better design of materials, products and systems according to a rigorous business model [1].
The circular economy (CE) is a major area of focus for European Union (EU) countries. CE goals include economic, social and environmental dimensions. There are primary areas of interest in the development of sustainable economic and environmental policies focusing on recycling, reuse, renewal and remanufacturing of products, components and materials. Additionally, issues related to sustainability and the circular economy are covered, including life cycle assessment, use/utilization and sustainability of products, components and materials for the promotion of their reuse as raw materials or products [2]. Circular economy activities are characterized by action to reduce the negative life-cycle effects of materials, including climate impacts, reduction in the use of harmful materials, decoupling the use of materials from economic growth and meeting the needs of society.
A green production framework is essential for maintaining the environment and developing a sustainable production system [3].
The tanning industry generates significant amounts of solid waste and post-production wastewater, which should be managed according to the principles of the circular economy. Waste is generated at various technological stages of production. The leather industry requires complex chemical operations to transform raw leather into a ready-to-use material. In the process of transformation, the leather industry pollutes the environment to a significant extent, which is why it is considered one of the most polluted and polluting industries [4]. CE practices are essential for environmental protection and sustainable manufacturing practices [5]. In the leather industry supply chain, environmentally friendly leather production processes must be put in place to minimize waste and reuse it [6]. Leather is a valuable by-product of the meat industry [7,8]. Closed-loop manufacturing practices can significantly minimize negative environmental effects. In the existing supply chain of leather manufacturing companies, significant amounts of waste are generated during the manufacturing process [9,10].
The aim of the MIZDRA 2.0 project is to develop, via collaboration between three research units and an industrial partner, rational waste management scenarios to solve the real problem of managing waste from the leather industry. In the project, research is being conducted into biological methods of processing the flesh side, which will result in the following products: collagen hydrolysate, fat, biogas, digestate, treated digestate and organic and mineral-organic fertilizers. Research is also being conducted into thermal methods that will result in products such as briquettes enriched with recovered fat, pellets, biocarbon (from combustion), biocarbon (from pyrolysis) and mineral fertilizers.
The solutions presented will allow current tanneries to deal with the waste generated at each production stage. Rational waste management will not only protect the environment from further pollution, for which there is currently no solution offered to the industry, but will also minimize the high costs that tanneries incur for disposal.
The research carried out in the project follows the circular economy strategy and the waste hierarchy. Some of these studies are described in this article.
2. Materials
Leather industry waste is a significant problem for producers. This includes non-biodegradable waste, such as useless leather fragments and waste from the tanning process that is resistant to biological degradation. Production residues typically account for between 2 and 20% of the weight of tanned leather—more than 2 kg of waste per square meter of finished leather. According to the Central Statistical Office (CSO) of Poland, the leather and leather products sector in Poland generated 55.1 thousand tons of waste in 2019 [11]. The processing of 1 Mg of raw hides produces only about 200 kg of useful product, the rest being waste material [12]. This consists of untanned hide waste, tanned hides and sludge from sewage treatment plants. Another environmental burden is the significant water consumption in tanning processes. Approximately 0.25 Mg of leather is produced per 1 Mg of raw material. This requires the consumption of 15,000–120,000 m3 of water which ultimately generates 15–50 Mg of wastewater and 400–700 kg of solid waste [13]. In addition, tanning is accompanied by the emission of nuisance and harmful volatile substances such as amines aldehydes and hydrocarbons. The number of chemical compounds emitted depends on the treatment and the leather processing technology used in the tannery [14]. Tanning waste is a source of many valuable substances that can be reused. The implementation of a CE strategy and valorization of leather waste will reduce waste management and emission control costs. Tanning residues can be used for the extraction of fats or oils and for the production of biofuels [15]. Waste from the leather industry can be used to produce biodegradable re-tanning agents [4]. The essence of tanning is the penetration of tannin molecules into the skin and the formation of cross-linking bridges between the collagen fibers of the skin and the adsorption of the tannin on the collagen fibers. Many chemical inorganic compounds such as chromium (III), zirconium (IV), aluminum (III), iron (III) and titanium (IV) compounds have the ability to tan. [4] Chromium used in leather tanning is a source of significant pollution, especially the oxidation of chromium Cr3+ to the Cr6+ form, which poses a risk to humans due to its mutagenic and carcinogenic potential. Furthermore, high concentrations of chromium in wastewater can lead to soil and groundwater contamination [16,17]. The application of circular economy (CE) practices can significantly reduce waste and environmental pollution. However, research on CE practices in the context of the leather industry is scarce. Therefore, research in the field of the leather industry can help to develop new strategies to implement CE practices [18].
By-products of the leather industry can serve as secondary flesh sides (nutrients, collagen hydrolysate, fat, biogas and anaerobic post-fermentation waste) in other industries (fertilizers, biofuels, construction, energy and pharmaceuticals) or can be reused in the tanning industry, which is in line with the principles of the circular economy [19].
The technological process of leather processing includes a complicated and complex series of operations aimed at imparting appropriate haptic and visual properties to leather. Various operations result in the generation of waste, which poses a problem for its management. An environmental analysis and review of the technology used in the world with characteristics of individual types of waste and process sewage were conducted in research carried out by M. Sikander [20]. Figure 1 shows an example of a block diagram of the technological process of leather processing with information on the waste generated.
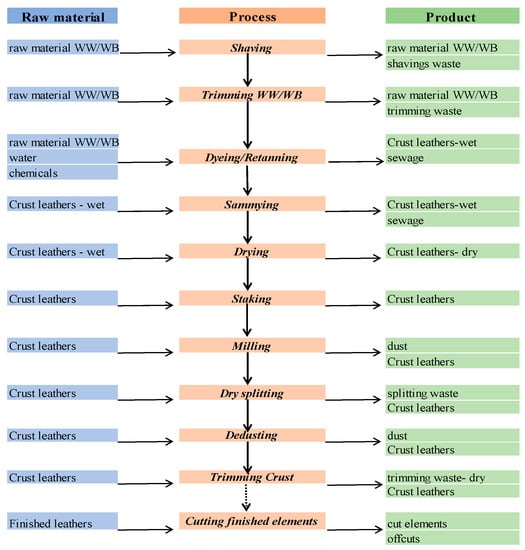
Figure 1.
An exemplary technological diagram of leather processing.
At the very beginning, the raw material in the form of WW (hides from the tanning plant) or WB (hides after chrome tanning) is subjected to shaving. This operation aims to reduce the thickness of the hides by shaving them off with special knives from the flesh side to the required thickness. At this stage, waste is produced in the form of shavings waste, or small pieces of hides. The amount of waste can reach up to 150 Mg per month. After being shaved in this way, hides proceed to the trimming process as wet hides. After the trimming operation, many hides have damaged edges and leather scraps appear which can disrupt the work at later stages. Hence they need to be trimmed and the edge lines of the hides need to be evened out. Trimming waste is already present in the form of larger pieces of hide and the amount varies between 3–4 Mg/month. The moisture content of trimming waste as well as shavings varies between 50–60%. The hides prepared in this way go to the dyeing drum, where dyeing, retanning and fatting of the hides take place with the help of appropriate chemicals. The whole process takes place in an aqueous environment. The amount of water used is about 300 m3/day. Thus, the same amount of wastewater is generated as after the wet process, since all the water is poured into the on-site treatment plant for pretreatment after this operation. In addition, after wastewater treatment, a solid fraction is separated, in which all impurities separated from the liquid fraction are collected. The amount of sludge produced during treatment reaches up to 200 Mg/month. The leathers, after being removed from the drum, go to the sammying stage. This operation is designed to anneal the leathers, squeeze out excess water from the leathers to smooth the surfaces of the hides and facilitate drying. The hides are dried to the moisture content as required. This is followed by staking, the preliminary breaking down of the fibers, where a certain softness is imparted. Unfortunately, this operation does not yield the proper softness required, hence the need for another operation, milling. This involves spinning the leathers in a special drum for the required time, which allows the stiffness of the leathers to be removed and the appropriate softness to be obtained. During this operation the leathers become dusty, so the dust collected during this operation is about 1 Mg per month. This is waste occurring in the smallest amounts. Dry splitting of hides involves removing the de-muscled part again in order to equalize the thickness over the entire surface of the hides. The process is similar to shaving waste. Often the waste is in the form of thin flaps. Splitting quantities are about 2–3 Mg/month.
After this operation the hides become heavily dusty, hence the need for dedusting. Dust adequate for milling is produced at a quantity of 400 kg/month. At the very end of the crust leather process, the leathers are again dry-trimmed. During the whole mechanical process, the edges of the leathers may have been damaged again. The amount of dry trimming is about 1 Mg per month. After all these operations, the hides enter the finishing process where the mechanical treatment of the hides and the imparting of visual and haptic properties take place. After they are finished, the pieces are cut and sent for sewing. Large amounts of waste are also generated at this stage in the form of pieces of leather with a finishing layer in the form of pastes and varnishes—150–200 Mg of waste is generated in this way each month.
The amount of waste at each stage is highly dependent on production. Both the type of raw material and the destination of the skin have a huge impact on the amount. In addition, worker awareness and production errors have an effect on the increase in waste quantity. The waste generated during these stages does not yet have an industrial application, so it poses a big problem for plants needing to deal with it [21,22]. There are many options for processing waste and production residues for energy purposes. In recent years, this form has been gaining popularity, even though the preferred form is recovery and processing for reuse [23]. Like the tanning industry, the coffee industry also has a very negative impact on the environment. There, only about 20% of the processed mass is the actual product and methods are also being sought to solve the negative environmental impact [21,24]. One form of energy waste management is described in a study by Guardia-Puebla et al. [25]. In the case of tannery shavings, it is not possible to conduct methane fermentation without special substrate adaptation, which has been proven in preliminary studies and is also addressed in this article. Studies prove that the pressure fermentation process has a favorable effect on the methane content of biogas compared to standard methane fermentation [26,27,28]. Thus, more substrate is likely to be degassed and this is a form of energetic residue management. Therefore, it was decided to use this form of gasification of tannery shavings.
Direct combustion is also not feasible due to the presence of heavy metals (mainly chromium (III) and chromium (VI), cadmium, copper, mercury and lead) [20,29,30], although methods are being developed for combustion under strictly controlled conditions using emission reduction devices. A study by Wei Ding et al. [30] presented the development of methods to reduce the presence of heavy metals. The researchers propose the use of a proprietary aldehyde-based biomass tanning agent, which would similarly reduce the biological activity of the material and agents used to date. Another important study was prepared by M. Conde et al. [31]. Their LCA study shows an 83% reduction in environmental impact from leather tanning when using pine bark meal as a tanning agent. Another impact reduction study is presented as part of an article by Uddin et al. [32]. They obtained a reduction in the salinity of tannery wastewater after using clerodendron leaf paste instead of traditional tanning solutions. The study did not show any loss of the leather’s performance properties
Management of the solid fraction of the digestate is a popular procedure used in industrial-scale biogas plants. The most common solution is to use it as a fertilizer [33]. Other popular methods (after centrifugation or water separation) are briquetting [34] and pelleting [35]. It was decided to conduct a study on briquetting due to its lower energy requirements.
3. Methodology
As part of the ongoing MIZDRA 2.0 project on the development of technologies for rational management of bovine shavings from leather processing, a process line was designed for the management of shavings from leather processing and post-production wastewater.
A study of the yield of biogas from mizdra with chrome was carried out so that it might be used as a substrate for the methane fermentation process Sewage was tested in a membrane installation to reduce COD. Research is also being conducted using thermal methods to produce products such as briquettes and pellets.
Preliminary studies conducted on mizdra (flesh side) show that it is a difficult material to manage due to its lack of desirable properties and long decomposition period in the environment. In order to adapt the material for management, a technological system was designed (Figure 2). The material received from the leather processing plant is subjected to de-crushing treatment before being fed into the fermentation reactor. In a specially designed pilot-scale installation, equipment, actuators, material and workmanship were provided specifically for carrying out this process on difficult materials. Factors of difficulty included fairly low moisture content, fairly high solid fraction, possible pulp foaming and possible sedimentation. A screw pump was installed in the reactor to pump materials with significant dry matter content, as well as pneumatically-driven ball valves to minimize the inertia associated with changing the position of the valve. In addition, pressure digestion was initiated to increase biogas yield. A co-substrate with a very high water content was used in this system.
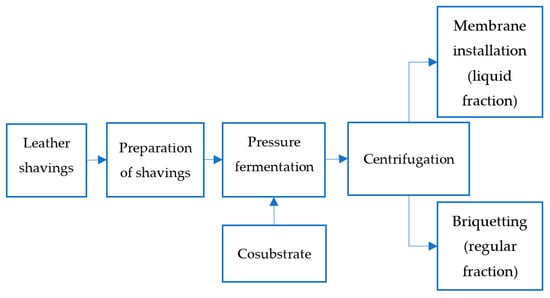
Figure 2.
Scheme of the system for managing the post-production residue of the leather tanning process.
The residue after the process was drained from the fermenter and then poured into an automatically controlled basket centrifuge with a heating and speed control function where centrifugation and partial evaporation took place. The screen of the spinning basket was smaller in size than the solid fraction of the digestate, so the phases were separated from each other. The liquid fraction was directed to the membrane plant. There the process of COD (Chemical Oxygen Demands) reduction took place, so the liquid was converted to a form with low reactivity in the environment. Further research on the application of the leachate is being studied by other scientific units participating in the project. The solid fraction after centrifugation in the pilot test system had 30–50% water content. However, it was still too high in moisture content, so research is underway to reduce the moisture content of the material or to also use another material with lower moisture content. The briquette obtained had a reduced volume in relation to the material received from the leather processing plant. Managing it further is the task of other research units within the framework of the project.
3.1. Goal and Scope of the Study
The purpose of this paper is to present current research in the field of tannery waste management. The research was carried out within the framework of the MIZDRA 2.0. project and included research in the field of methane fermentation, reduction of pollutants in the production line wastewater and verification of mizdra as a potential energy source.
3.2. Mizdra Substrate Research
In order to determine the feasibility of using mizdra as a substrate in the methane digestion process, biogas yield tests were performed on chrome-free (light)-sample 1 and on chromium (blue)-sample 2 (Figure 3).
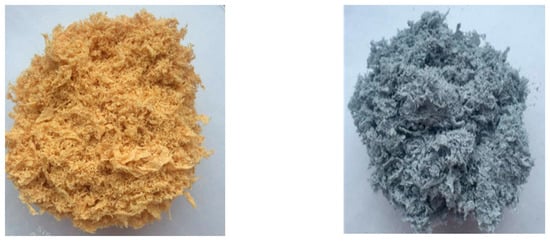
Figure 3.
Shaving waste samples 1 and 2.
The substrate did not require special preparation for analysis and testing of biogas yield. It was used in its native form, as it was delivered from the company.
A baseline analysis of the resulting material was performed (Table 1), as well as biogas yield tests under optimal conditions for mesophilic bacteria on a sample of mizdra without and with chromium. Biogas production was negligible (Table 2). The amount of biogas extracted was so small that it was not enough to perform biogas composition analysis (the required minimum was 300 mL for the 5000 GE analyzer). The substrate did not undergo methane fermentation (though this almost occurred). Probably, this is due to the chemical structure of the flesh (small pieces, leather chips) which is not an easy material to digest. Moreover, for production purposes, leather is preserved with various chemicals to protect it from mold and bacterial growth. The biogas yield tests were performed in accordance with DIN 38414 [36].

Table 1.
Parameters of shaving waste.
Table 2.
Research results on mizdra biogas yield.
Since the substrate did not undergo methane fermentation in the native form, the material determined to be chromium-free was subjected to preliminary enzymatic analysis. An amount of mizdra was weighed into six 500 mL fermenters such that the calculated initial load was close to 4.5–5.0 kg ODM/m3×d in each. Enzyme was added at a rate of 1 mL/digester to 3 of the 6 bioreactors. To the other 3, 1 mL of deionized water was added instead of enzyme. A 24-h incubation in the fermenters with the enzyme added resulted in a visual effect of flesh break down to a very fine suspension and a partial dissolution of the flesh (Figure 4). In fermenters where the enzyme was not present, the appearance of the mizdra did not change and it remained as a suspension with stacked large particles and without signs of dissolution in water.

Figure 4.
Mizdra after enzymatic hydrolysis.
The results obtained indicated that only after enzymatic hydrolysis (proteolysis) did the flesh yield methane fermentation. As a result of hydrolysis, a substrate was obtained, the organic matter of which fermented about 47%, thus giving nearly 250 Nm3 of biogas from 1 Mg, with as much as 76% being methane. For non-hydrolyzed mizdra, the fermentation yielded such a negligible amount of biogas that it was not even enough to perform a single biogas composition analysis with a biogas analyzer (which needs about 250–300 mL of gas to stabilize readings). Biogas from the hydrolyzed fizz contained an average of about 180 ppm H2S, but at the beginning of fermentation, at the peak, hydrogen sulfide concentrations reached 600 ppm (Table 3).
Table 3.
Parameters of different kinds of leather shavings.
The research is continuing in dynamic form in a laboratory fermenter with Vc = 120 L designed within the framework of the ongoing project and will be described in the articles to come.
3.3. Sewage Generated during Tanning Processes
The wastewater generated during tanning processes is a very specific type of industrial waste due to its high contaminants and rich composition. This results in the need for intensive treatment according to the requirements imposed on plants. The selection of appropriate pretreatment technology is a key step in their neutralization. Tanneries, as plants that are producers of such wastewater, are required to pretreat it. Depending on the stage of leather processing, the composition of tannery wastewater varies. The general division of tannery wastewater is as follows: wet workshop wastewater, wastewater from the tanning process, wastewater from leather dyeing and greasing and wastewater from the leather finishing stage. The most important parameters monitored in tannery wastewater are COD, BOD (biochemical oxygen consumption) and total chromium. Table 4 shows the composition of the various pollutant parameters in the wastewater for the different stages of the wet leather processing workshop as presented by the Committee on the Environment of the International Union of Leather Engineers and Technicians.
Table 4.
Values set by the Committee on the Environment of the International Union of Leather Engineers and Technicians.
In the case of COD, the total amount can reach up to 230 kg/Mg of raw leather [21,24]. Table 5, on the other hand, shows example results after analyzing raw wastewater from the dyeing and tanning process. The amount of COD is as high as 8.000–14.000 mg/L resulting in high pollution. The amount of chromium varies between 14–40 mg/L. These quantities do not comply with the requirements, which forces the plant to treat them heavily and poses a serious problem in dealing with this kind of wastewater. Analysis of tannery wastewater shows that 75% of the load from BOD and COD is generated in the wet workshop. The largest amounts of pollutants produced 45% of COD and 50% of BOD and 60% of suspended matter is discharged from liming (liming) and de-liming (unhairing). The key issue on which the degree of wastewater contamination depends is the type of leathers in the process and the amount and type of chemicals used. After an average calculation, it was shown that the standard process of leather processing adds approx. 500 kg of chemicals/1 Mg of raw leather [39]. Dyes added during dyeing and do-tanning have a large impact on the increase in COD and BOD, as well as the release of bioavailable organic halogens. On the other hand, if the amount of dye used in the process exceeds 10 ppm in the wastewater, it results in a change in its color which becomes visible even to the human eye. The amount of dye used depends on the plant’s production capacity andon market trends [40]. Wastewater, however, is generated not only in the wet workshop but also during leather finishing. Although this is mostly a question of mechanical processing, large amounts of water are also consumed, resulting in the generation of wastewater. Such wastewater is rich in pigments, varnishes as well as solvents, which are based on polymers and coagulants. Due to the high content of chemicals, an environmental hazard arises and this requires special wastewater management [41]. In the experiments, it was estimated that during the effective consumption of chemicals in the process, the content of chemicals in the finished product is 15% and thus up to 85% goes into the wastewater [42]. Carriers of pollutants in the wastewater of tanning and dyeing can be, for example, formic acid, sodium formate, soda (carbonate), chromium +3—as chromium sulfate, organic dyes that do not contain heavy metals, detergents and emulsions of natural fats. In addition, the wastewater may contain larger amounts of organic suspended solids, which include pieces of leather and leather dust from operations prior to the wet workshop. The advantage of this type of suspension is that it does not undergo putrefactive processes, since it comes from hides, which are resistant to bacteria [43].
Table 5.
An examples of analysis results from the dying and tanning process.
3.4. Treatment of the Liquid Fraction (Sewage) Generated during the Tanning Process
The purpose of the pilot study was to make an initial analysis of the feasibility of using membrane processes to pretreat wastewater generated in the leather tanning process by removing organic and inorganic contaminants present in colloidal form and reducing COD levels by a minimum of 30%. For the study, two types of process wastewater were used at an amount of about 10 L for the leachate from the process bath (A) taken downstream of the treatment plant (B) operating in the plant. For the leachate collected, dry weight was determined using the weight method and COD content was determined (Table 6).
Table 6.
Parameters of the liquid fraction.
The tests were carried out on an installation equipped with two independent filtration modules allowing the simultaneous use of two ceramic membranes with different separation limits (cut-off). The installation is equipped with a rotameter that allows real-time measurements of the feed flux rate and flow meters for measuring the filtrate/permeate flux (Figure 5).
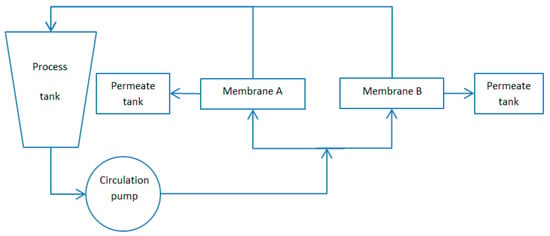
Figure 5.
General scheme of the process in a membrane plant.
The tests were conducted in a batch cycle with partial concentrate return to the process tank.
The installation has a circulating pump control system that allows the operating parameters to be shaped, such as the flow rate and feed velocity, as well as the operating pressures in particular. Each time, all the raw material (about 10 L) was introduced into the process tank. The process was carried out at a temperature in a range of 45–50 °C. During the process, permeates from 2 membranes with selected separation boundaries (A and B) were separately discharged. The process was carried out until the raw material was completely concentrated. The volume of the remaining concentrate was derived from the dead volume of the test plant (about 0.8 L) (Figure 6).
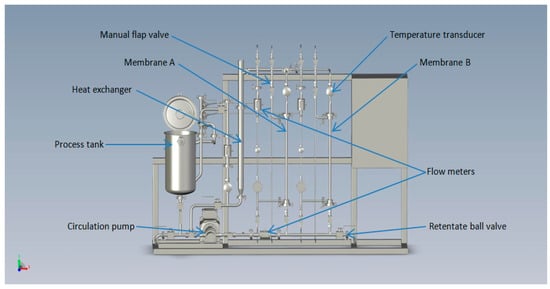
Figure 6.
Scheme of the process in a membrane plant.
Approximately 12 times the concentration of the input raw material was obtained. Four membranes with the following separation limits were used to test effluent A (Table 7): MF—0.14 um, UF—3, 15 and 300 kD. For testing effluent B (Table 8), two membranes with the following separation limits were used, UF—3 and 300 kD.
Table 7.
The parameters of sewage A.
Table 8.
The parameters of sewage B.
Membrane filtration tests conducted confirmed the possibility of reducing COD levels by a minimum of 30%. The trials also showed the possibility of a significant (at least 12-fold) reduction in effluent volume. All permeates obtained were clear and contained no suspended solids or colloids.
3.5. Thermal Treatment of Tannery Shavings
There are many methods of biological waste thermal management. These methods are used interchangeably depending on the properties of the waste, including ash composition and properties and flue gas composition. Thermal conversion methods can be divided into three basic processes: pyrolysis, gasification and incineration. The basic distinguishing feature of these processes is the proportion of oxygen in the process. The determinant of this feature is the excess air coefficient (λ), which is defined as the ratio of the amount of air supplied in a given process to the mass of air resulting from the combustion stoichiometry. Depending on the excess air ratio, the process products are flue gas and ash (combustion), generator gas and char/ash (gasification) and pyrolysis gas and char (pyrolysis) [44,45]. Each of these methods has its advantages as well as limitations. However, regardless of the method of waste conversion, the first stage of disposal is the evaporation of moisture from the waste. The moisture content of tannery waste varies greatly from waste in an air-dry state and possible, e.g., blanking, through waste with a moisture content of about 50%, such as shavings, to waste in which the bulk of the mass is water, such as sewage containing 70% water. High humidity has a negative effect on the process of combustion, gasification and pyrolysis. In the case of combustion and gasification, which are autothermal processes, high humidity may, in extreme cases, lead to the inability to maintain the process without additional heat from the outside and may also affect the level of pollutant emissions [46,47].
In the case of pyrolysis, high moisture content significantly reduces the dynamics of the process. The most widespread and well-known method of thermochemical disposal of waste is incineration. In chemical terms, this is a series of rapidly occurring oxidation reactions, accompanied by a large amount of released energy. This process usually requires a low complexity of installation and the level of recovery of the chemical energy of the waste is simple and is characterized by high efficiency. The limitations of the process are undesirable phenomena such as pollutant emissions, fuel liquefaction, ash liquefaction and problems with combustion in the case of slow heat propagation into the fuel bed [48,49].
These phenomena may occur for certain types of waste which require the use of a more complicated combustion process or the replacement of combustion with another thermochemical process. In the case of the utilization of tannery waste, there is a risk associated with a change in the degree of oxidation of chromium in the solid residue after combustion (ash) as a result of excess air affecting Cr(III) at high temperatures. One serious limitation in waste incineration may be the composition and properties of the ash produced as a result of combustion. The main difficulty in conducting the process is the formation of ash with high levels of fragmentation that do not agglomerate into larger structures, as a result of which ash particles are entrained together with the flue gas stream. A further related phenomenon is also the entrainment of particles of unburned fuel in the exhaust stream [50,51,52]. Another undesirable property of ash may be low flow temperature, which results in ash sticking to the elements of heating devices, reducing their efficiency and in extreme cases preventing their further operation. In the case of tannery waste, the composition of the ash can vary significantly depending on the tanning methods and the type of waste being incinerated, for example, the presence or absence of chromium, as well as the iron content (iron is not present in the shavings and is the main ash component in the sewage). The presence of metals causing a low ash pour point is limited to calcium, which is added as a milk of lime in certain leather tanning variants. Due to the variability of waste in terms of shape and moisture content, some types of thermal equipment seem to be difficult to use, such as fluidized bed boilers [53].
Gasification of tannery waste is a rather poorly described technique for utilization in the literature. Due to the low potential of the syngas obtained in the gasification process of tannery waste, it is rather the first stage of combustion and not the actual gasification [54].
The property of the fuel that significantly hinders gasification is the low heat conduction coefficient through the tannery waste bed. In the case of co-current gasification, the heat is transferred to the fresh fuel only by conduction and, in the case of low thermal conductivity, co-current gasification is very unstable and difficult to operate [54]. For countercurrent gasification, convection is a mechanism of heat conduction, apart from conduction itself, thanks to which the gasification of tannery waste in countercurrent reactors is possible. The main limitation of this type of device is the high proportion of tars in the generator gas and the emission of unwanted protein breakdown compounds in the gas.
Due to severe limitations in the combustion and gasification of tannery waste, the most advantageous method seems to be waste pyrolysis, followed by the combustion of both pyrolysis gases and solid residue. The authors propose the use of a two-stage thermal utilization process consisting of waste pyrolysis (first stage of the process) carried out by diaphragm heating of the fuel during its transport to the burner in which the fuel is burned (second stage of the process) (Figure 7).
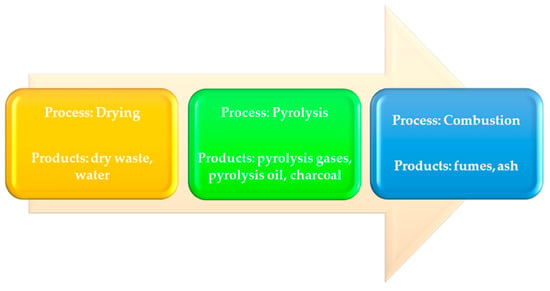
Figure 7.
Diagram of thermal management of tannery waste.
Pyrolysis is an endothermic process, but in the proposed solution the energy balance of the entire process is positive and the heat needed for pyrolysis comes from the flue gases resulting from the combustion of pyrolysis products. Waste pyrolysis without a further incineration step would not be energetically justified and the gaseous and liquid products obtained as a result of pyrolysis have no potential value and cannot be used in other processes. Char from tannery waste can potentially be used for the production of activated carbons or biochar used for energy purposes, which is shown in work on the use of other biological waste for the purpose of obtaining bio-chars [55,56,57].
There is also work in which the authors use char from biomass waste as a potential filtration material [58,59]. The main benefit of pyrolysis of tannery waste before incineration is the improvement of its properties, such as thermal conductivity. During pyrolysis, components that have a low energy value are released from the waste and their separation before combustion leads to greater combustion dynamics in the final device.
4. Discussion
Environmental problems and hazards are a motivation for change in environmental strategy towards the development of so-called clean production realized, inter alia, by preventing or reducing the amount of pollution produced and producing reusable products. According to the principles of clean production, new, full-value products should be created from the waste generated. Most existing waste management technologies allow the disposal of only one or at most a few waste groups. In the case of waste generated in leather tanning processes, many different wastes with different properties are generated during the various production stages. The management of tannery by-products is a significant problem for leather producers. A comprehensive solution to the problem of disposal of this waste is very important from an economic and environmental point of view [60,61]. The generation of such huge amounts of various types of waste during the entire technological process generates high costs for the plant. These quantities even reach more than 100 Mg per month for a single type of waste. Due to the lack of disposal technology, tanning plants pay high amounts of money to customers for disposal. Unfortunately, this does not solve the problem, as it becomes an environmental hazard. This type of waste is diverse due to the form in which it occurs as well as its qualitative composition, which will begin to make it difficult to dispose of it optimally and reasonably cheaply. This requires a customized approach [62,63]. In addition, disposal prices continue to rise due to decreasing space in landfill sites specially adapted for their storage, as well as ever-tightening regulations. In the coming years, demand for automotive leather is expected to grow rapidly and continuously, which will result in increased production of not only leather but also waste. The results obtained and the technologies developed are expected to bring both environmental and financial benefits to companies. The research conducted in the MIZDRA 2.0 project in the field of waste management (solid and liquid fractions) is comprehensive and is still ongoing.
Author Contributions
Conceptualization, E.W.-J.; Data curation, E.W.-J., M.C., S.S. and P.B.; formal analysis, E.W.-J. and S.S.; funding acquisition, E.W.-J. and P.B.; investigation, E.W.-J., M.C., S.S. and P.B.; methodology, E.W.-J. and S.S.; project administration, E.W.-J., resources, E.W.-J. and M.C.; software, E.W.-J. and M.C.; supervision, E.W.-J., S.S. and M.C.; validation, E.W.-J., visualization, E.W.-J. and M.C.; writing—original draft preparation, E.W.-J., M.C., S.S., P.B. and P.K.; writing—review and editing, E.W.-J., M.C., S.S., P.B. and P.K. All authors have read and agreed to the published version of the manuscript.
Funding
This study is carried out within the project nr POIR.04.01.04-00-0071/20–00 entitled: “Development of technologies for rational management of bovine shavings from leather processing (MIZDRA 2.0)” co-financed by the National Centre for Research and Development from the Smart Development Operational Program, Action 4.1.4 “Application Projects”.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript; or in the decision to publish the results.
References
- MacArthur, E. The Circular Economy Concept—Regenerative Economy. Foundation. 2015. Available online: https://ellenmacarthurfoundation.org/ (accessed on 20 November 2022).
- Husgafvel, R.; Linosalmi, L.; Sakaguchi, D.; Hughes, M. How to advance sustainable and circular economy-oriented public procurement—A review of the operational environment and a case study from the Kymenlaakso region in Finland. In Circular Economy and Sustainability; Elsevier: Amsterdam, The Netherlands, 2020; pp. 227–277. [Google Scholar] [CrossRef]
- Gigli, S.; Landi, D.; Germani, M. Cost-benefit analysis of a circular economy project: A study on a recycling system for end-of-life tyres. J. Clean. Prod. 2019, 229, 680–694. [Google Scholar] [CrossRef]
- Sathish, M.; Madhan, B.; Rao, J.R. Leather solid waste: An eco-benign raw material for leather chemical preparation. A circular economy example. Waste Manag. 2019, 87, 357–367. [Google Scholar] [CrossRef] [PubMed]
- Sfez, S.; De Meester, S.; Vlaeminck, S.E.; Dewulf, J. Improving the resource footprint evaluation of products recovered from wastewater: A discussion on appropriate allocation in the context of circular economy. Resour. Conserv. Recycl. 2019, 148, 132–144. [Google Scholar] [CrossRef]
- Moktadir, A.; Ahmadi, H.B.; Sultana, R.; Zohra, F.-T.; Liou, J.J.; Rezaei, J. Circular economy practices in the leather industry: A practical step towards sustainable development. J. Clean. Prod. 2020, 251, 119737. [Google Scholar] [CrossRef]
- Stahel, W.R. Circular economy: A new relationship with our goods and materials would save resources and energy and create local jobs. Nature 2016, 531, 435–438. [Google Scholar] [CrossRef] [PubMed]
- Swanson, D.A. Beyond the Mountains: Commodifying Appalachian Environments; The Unversity of Georgia Press: Athens, GA, USA, 2018. [Google Scholar]
- Hidalgo, D.; Martín-Marroquín, J.M.; Corona, F. A multi-waste management concept as a basis towards a circular economy model. Renew. Sustain. Energy Rev. 2019, 111, 481–489. [Google Scholar] [CrossRef]
- Hu, J.; Xiao, Z.; Zhou, R.; Deng, W.; Wang, M.; Ma, S. Ecological utilization of leather tannery waste with circular economy model. J. Clean. Prod. 2011, 19, 221–228. [Google Scholar] [CrossRef]
- Materials Management in 2019; Statistic Poland: Warszawa, Poland, 2020; ISSN 1506-6886.
- Kanagaraj, J.; Velappan, K.C.; Babu, N.K.; Sadulla, S. Solid wastes generation in the leather industry and its utilization for cleaner environment—A review. J. Sci. Ind. Res. 2006, 37, 541–548. [Google Scholar] [CrossRef]
- Fela, K.; Wieczorek-Ciurowa, K.; Konopka, M.; Woźny, Z. Present and prospective leather industry waste disposal. Pol. J. Chem. Technol. 2011, 13, 53–55. [Google Scholar] [CrossRef]
- Šánek, L.; Pecha, J.; Kolomazník, K.; Bařinová, M. Biodiesel production from tannery fleshings: Feedstock pretreatment and process modeling. Fuel 2015, 148, 16–24. [Google Scholar] [CrossRef]
- Ory, F.G.; Rahman, F.U.; Katagade, V.; Shukla, A.; Burdorf, A. Assessment of Exposure to Chemical Agents and Ergonomie Stressors in Tanneries in Kanpur, India. Am. Ind. Hyg. Assoc. J. 1997, 58, 732–739. [Google Scholar] [CrossRef] [PubMed]
- Famielec, S. Chromium concentrate recovery from solid tannery waste in a thermal process. Materials 2020, 13, 1533. [Google Scholar] [CrossRef] [PubMed]
- Tasca, A.L.; Puccini, M. Leather tanning: Life cycle assessment of retanning, fatliquoring and dyeing. J. Clean. Prod. 2019, 226, 720–729. [Google Scholar] [CrossRef]
- Pringle, T.; Barwood, M.; Rahimifard, S. The challenges in achieving a circular economy within leather recycling. Procedia CIRP 2016, 48, 544–549. [Google Scholar] [CrossRef]
- Chojnacka, K.; Skrzypczak, D.; Mikula, K.; Witek-Krowiak, A.; Izydorczyk, G.; Kuligowski, K.; Bandrów, P.; Kułażyński, M. Progress in sustainable technologies of leather wastes valorization as solutions for the circular economy. J. Clean. Prod. 2021, 313, 127902. [Google Scholar] [CrossRef]
- Sikander, M.; Kumar, L.; Naqvi, S.A.; Arshad, M.; Jabeen, S. Sustainable practices for reduction of environmental footprint in tanneries of Pakistan. Chem. Environ. Eng. 2021, 4, 100161. [Google Scholar] [CrossRef]
- Iwanowski, J.; Persz, T. Garbarstwo cz. I; Wydawnictwo Przemysłu Lekkiego i Spożywczego: Warszawa, Poland, 1965. [Google Scholar]
- European Commission (EC). Integrated Pollution Prevention Control (IPPC). Reference Document on Best Available Techniques for the Tanning of Hides and Skins; EC-IPPC: Rome, Italy, 2003. [Google Scholar]
- Puentener, A. Risk Assessment of Leather Dyestuffs. J. Soc. Leather Technol. Chem. 1998, 82, 1. [Google Scholar]
- Iwanowski, J.; Persz, T. Garbarstwo cz. II; Wydawnictwo Przemysłu Lekkiego i Spożywczego: Warszawa, Poland, 1966. [Google Scholar]
- Guardia-Puebla, Y.; Llanes-Cedeño, E.; Domínguez-León, A.V.; Arias-Cedeño, Q.; Sánchez-Girón, V.; Morscheck, G.; Eichler-Löbermann, B. Dynamic modelling of an anaerobic reactor treating coffee wet wastewater via multiple regression model. J. Water Land Dev. 2021, 50, 229–239. [Google Scholar] [CrossRef]
- Merkle, W.; Baer, K.; Lindner, J.; Zielonka, S.; Ortloff, F.; Graf, F.; Kolb, T.; Jungbluth, T.; Lemmer, A. Influence of pressures up to 50bar on two-stage anaerobic digestion. Bioresour. Technol. 2017, 232, 72–78. [Google Scholar] [CrossRef]
- Lemmer, A.; Merkle, W.; Baer, K.; Graf, F. Effects of high-pressure anaerobic digestion up to 30 bar on pH-value, production kinetics and specific methane yield. Energy 2017, 138, 659–667. [Google Scholar] [CrossRef]
- Bär, K.; Merkle, W.; Tuczinski, M.; Saravia, F.; Horn, H.; Ortloff, F.; Graf, F.; Lemmer, A.; Kolb, T. Development of an innovative two-stage fermentation process for high-calorific biogas at elevated pressure. Biomass Bioenergy 2018, 115, 186–194. [Google Scholar] [CrossRef]
- Muralidharan, V.; Palanivel, S.; Balaraman, M. Turning problem into possibility: A comprehensive review on leather solid waste intra-valorization attempts for leather processing. J. Clean. Prod. 2022, 367, 133021. [Google Scholar] [CrossRef]
- Ding, W.; Liu, H.; Remón, J.; Jiang, Z.; Chen, G.; Pang, X.; Ding, Z. A step-change toward a sustainable and chrome-free leather production: Using a biomass-based, aldehyde tanning agent combined with a pioneering terminal aluminum tanning treatment (BAT-TAT). J. Clean. Prod. 2022, 333, 130201. [Google Scholar] [CrossRef]
- Conde, M.; Combalia, F.; Baquero, G.; Ollé, L.; Bacardit, A. Exploring the feasibility of substituting mimosa tannin for pine bark powder. An LCA perspective. Clean. Eng. Technol. 2022, 7, 100425. [Google Scholar] [CrossRef]
- Uddin, M.; Hasan, J.; Mahmud, Y.; Uddin, N.; Rahman, K.T.; Nishad, I.J.A.; Shamsuddin, S. A cleaner goatskin preservation with leaf paste and powder: An approach for salinity remediation in tannery wastewater. Clean. Eng. Technol. 2021, 6, 100357. [Google Scholar] [CrossRef]
- Skibko, Z.; Romaniuk, W.; Borusiewicz, A.; Porwisiak, H.; Lisowski, J. Use of pellets from agricultural biogas plants in fertilisation of oxytrees in Podlasie, Poland. J. Water Land Dev. 2021, 51, 124–128. [Google Scholar] [CrossRef]
- Myczko, A.; Sawiński, R.; Wrzesińska-Jędrusiak, E.; Aleszczyk, Ł.; Łaska, B. Prosumer biogas installations for the sanitation of slurry and post-production residues from agricultural. Woda Sr. Obsz. Wiej. 2019, 19, 19–36. [Google Scholar]
- Herkowiak, M.; Wrzesińska-Jędrusiak, E.; Łaska-Zieja, B.; Waliszewska, B.; Myczko, A. Energetyczne wykorzystanie pofermentu z biogazowania gnojowicy świńskiej. Przemysł Chem. 2020, 99, 848–851. [Google Scholar] [CrossRef]
- DIN 38414; German Standard Methods for the Examination of Water, Waste Water and Sludge. Deutsche Einheitsverfahrenzur Wasser. Deutsches Institut fur Normung E.V. (German National Standard): Berlin, Germany, 2017.
- European Commission (EC) 2013. Available online: https://eippcb.jrc.ec.europa.eu/reference/tanning-hides-and-skins (accessed on 20 November 2022).
- Black, M.; Canova, M.; Rydin, S.; Scalet, B.M.; Roudier, S.; Delgado Sancho, L. Best Available Techniques (BAT) Reference Document for the Tanning of Hides and Skins: Industrial Emissions Directive 2010/75/EU (Integrated Pollution Prevention and Control); Publications Office of the European Union: Luxembourg, 2013; ISBN 978-92-79-32947-0. [Google Scholar] [CrossRef]
- Duperriez, F.; Poncet, T.; Lety, R.; Kulińska, I.; Kosińska, K.; Mikulska, H.; Prygiel, M.; Sadowski, T. Przewodnik Wprowadzania Systemu Zarządzania Środowiskowego w Garbarniach; AFNOR: Paris, France, 2009; Available online: http://www1.ips.lodz.pl/www/przewodniki/przewodnik_garbarnie.pdf (accessed on 20 November 2022).
- Serna-Jiménez, J.A.; Luna-Lama, F.; Caballero, Á.; Martín, M.; Chica, A.F.; Siles, J.Á. Valorisation of banana peel waste as a precursor material for different renewable energy systems. Biomass Bioenergy 2021, 155, 106279. [Google Scholar] [CrossRef]
- Khajuria, A.; Atienza, V.A.; Chavanich, S.; Henning, W.; Islam, I.; Kral, U.; Liu, M.; Liu, X.; Murthy, I.K.; Oyedotun, T.D.T.; et al. Accelerating circular economy solutions to achieve the 2030 agenda for sustainable development goals. Circ. Econ. 2022, 1, 100001. [Google Scholar] [CrossRef]
- Basu, P. Biomass Gasification and Pyrolysis: Pratical Design and Theory; Academic Press: Cambridge, MA, USA, 2010; ISBN 9780080961620. [Google Scholar] [CrossRef]
- Čespiva, J.; Niedzwiecki, L.; Vereš, J.; Skřínský, J.; Wnukowski, M.; Borovec, K.; Ochodek, T. Evaluation of the performance of the cross/updraft type gasification technology with the sliding bed over a circular grate. Biomass Bioenergy 2022, 167, 106639. [Google Scholar] [CrossRef]
- Piersa, P.; Unyay, H.; Szufa, S.; Lewandowska, W.; Modrzewski, R.; Ślężak, R.; Ledakowicz, S. An Extensive Review and Comparison of Modern Biomass Torrefaction Reactors vs. Biomass Pyrolysis—Part 1. Energies 2022, 15, 2227. [Google Scholar] [CrossRef]
- Mekonnen, B.A. Thermal efficiency improvement and emission reduction potential by adopting improved biomass cookstoves for sauce-cooking process in rural Ethiopia. Case Stud. Therm. Eng. 2022, 38, 102315. [Google Scholar] [CrossRef]
- Najser, T.; Gaze, B.; Knutel, B.; Verner, A.; Najser, J.; Mikeska, M.; Chojnacki, J.; Němček, O. Analysis of the Effect of Catalytic Additives in the Agricultural Waste Combustion Process. Materials 2022, 15, 3526. [Google Scholar] [CrossRef] [PubMed]
- Yin, C.; Rosendahl, L.A.; Kær, S.K. Grate-firing of biomass for heat and power production. Prog. Energy Combust. Sci. 2008, 34, 725–754. [Google Scholar] [CrossRef]
- Szufa, S.; Piersa, P.; Junga, R.; Błaszczuk, A.; Modliński, N.; Sobek, S.; Marczak-Grzesik, M.; Adrian, Ł.; Dzikuć, M. Numerical modeling of the co-firing process of an in situ steam-torrefied biomass with coal in a 230 MW industrial-scale boiler. Energy 2023, 263, 125918. [Google Scholar] [CrossRef]
- Demirbas, A. Potential applications of renewable energy sources, biomass combustion problems in boiler power systems and combustion related environmental issues. Prog. Energy Combust. Sci. 2005, 31, 171–192. [Google Scholar] [CrossRef]
- Knutel, B.; Gaze, B.; Wojtko, P.; Dębowski, M.; Bukowski, P. Multifaceted Analysis of the Use of Catalytic Additives for Combustion with Hemp Pellets in a Low-Power Boiler. Energies 2022, 15, 2034. [Google Scholar] [CrossRef]
- Marczak-Grzesik, M.; Piersa, P.; Karczewski, M.; Szufa, S.; Ünyay, H.; Kędzierska-Sar, A.; Bochenek, P. Modified fly ash-based adsorbents (MFA) for mercury and carbon dioxide removal from coal-fired flue gases. Energies 2021, 14, 7101. [Google Scholar] [CrossRef]
- Lin, W.; Dam-Johansen, K.; Frandsen, F. Agglomeration in bio-fuel fired fluidized bed combustors. Chem. Eng. J. 2003, 96, 171–185. [Google Scholar] [CrossRef]
- Dudyński, M.; Dudyński, K.; Kluska, J.; Ochnio, M.; Kazimierski, P.; Kardaś, D. Gasification of leather waste for energy production: Laboratory scale and industrial tests. Int. J. Energy Res. 2021, 45, 18540–18553. [Google Scholar] [CrossRef]
- Kazimierski, P.; Hercel, P.; Kardaś, D. Dynamics of movement and heat transfer for biomass particles in downdraft gasifier—Experimental measurements with the use of radiographic methods. Fuel Process. Technol. 2020, 210, 106555. [Google Scholar] [CrossRef]
- Kazimierski, P.; Januszewicz, K.; Godlewski, W.; Fijuk, A.; Suchocki, T.; Chaja, P.; Barczak, B.; Kardaś, D. The Course and the Effects of Agricultural Biomass Pyrolysis in the Production of High-Calorific Biochar. Materials 2022, 15, 1038. [Google Scholar] [CrossRef] [PubMed]
- Piersa, P.; Szufa, S.; Czerwińska, J.; Ünyay, H.; Adrian, Ł.; Wielgosinski, G.; Obraniak, A.; Lewandowska, W.; Marczak-Grzesik, M.; Dzikuć, M.; et al. Pine Wood and Sewage Sludge Torrefaction Process for Production Renewable Solid Biofuels and Biochar as Carbon Carrier for Fertilizers. Energies 2021, 14, 8176. [Google Scholar] [CrossRef]
- Januszewicz, K.; Kazimierski, P.; Klein, M.; Kardaś, D.; Łuczak, J. Activated Carbon Produced by Pyrolysis of Waste Wood and Straw for Potential Wastewater Adsorption. Materials 2020, 13, 2047. [Google Scholar] [CrossRef]
- Marczak-Grzesik, M.; Budzyń, S.; Tora, B.; Szufa, S.; Kogut, K.; Burmistrz, P. Low-Cost Organic Adsorbents for Elemental Mercury Removal from Lignite Flue Gas. Energies 2021, 14, 2174. [Google Scholar] [CrossRef]
- Ławińska, K.; Szufa, S.; Modrzewski, R.; Obraniak, A.; Wężyk, T.; Rostocki, A.; Olejnik, T. Obtaining Granules from Waste Tannery Shavings and Mineral Additives by Wet Pulp Granulation. Molecules 2020, 25, 5419. [Google Scholar] [CrossRef]
- Ławińska, K.; Lasoń-Rydel, M.; Gendaszewska, D.; Grzesiak, E.; Sieczyńska, K.; Gaidau, C.; Epure, D.-G.; Obraniak, A. Coating of Seeds with Collagen Hydrolysates from Leather Waste. Fibres Text. East. Eur. 2019, 27, 59–64. [Google Scholar] [CrossRef]
- Ławińska, K.; Modrzewski, R.; Obraniak, A. Comparison of Granulation Methods for Tannery Shavings. Fibres Text. East. Eur. 2020, 28, 119–123. [Google Scholar] [CrossRef]
- Ławińska, K.; Obraniak, A.; Modrzewski, R. Granulation Process of Waste Tanning Shavings. Fibres Text. East. Eur. 2019, 27, 107–110. [Google Scholar] [CrossRef]
- Sathish, M.; Aravindhan, R.; Raghava Rao, J.; Sreeram, K.J. Best Practices for Sustainable Leather Manufacturing. CSIR-Central Leather Research Institute, India. 2021. IUE Commission International Union of Leather Technologists and Chemists Societies (IULTCS). Available online: https://iultcs.org/commissions/iue-environment-commission (accessed on 10 November 2022).







Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).