
Relation between Scale-Up and Life Cycle Assessment for Wet Grinding Process of Pumice


Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Preparation for Grinding
2.2. Bond Method
2.3. Hardgrove Method
2.4. Laboratory Wet Grinding Method
2.5. Nonlinear Parameter Estimation and Dimensional Analysis
2.6. Life Cycle Assessment Method
2.7. Scale-Up Method
3. Research Results
3.1. Results in Laboratory Dry Bond Mill
3.2. Results in Laboratory Wet Stirred Media Mill
3.3. Median Particle Size and Specific Grinding Work
3.4. Scale-Up for Stirred Media Mill
3.5. Life Cycle Model for Wet Grinding Process
3.6. Connection between Life Cycle Model and Scale-Up
4. Discussion
5. Conclusions
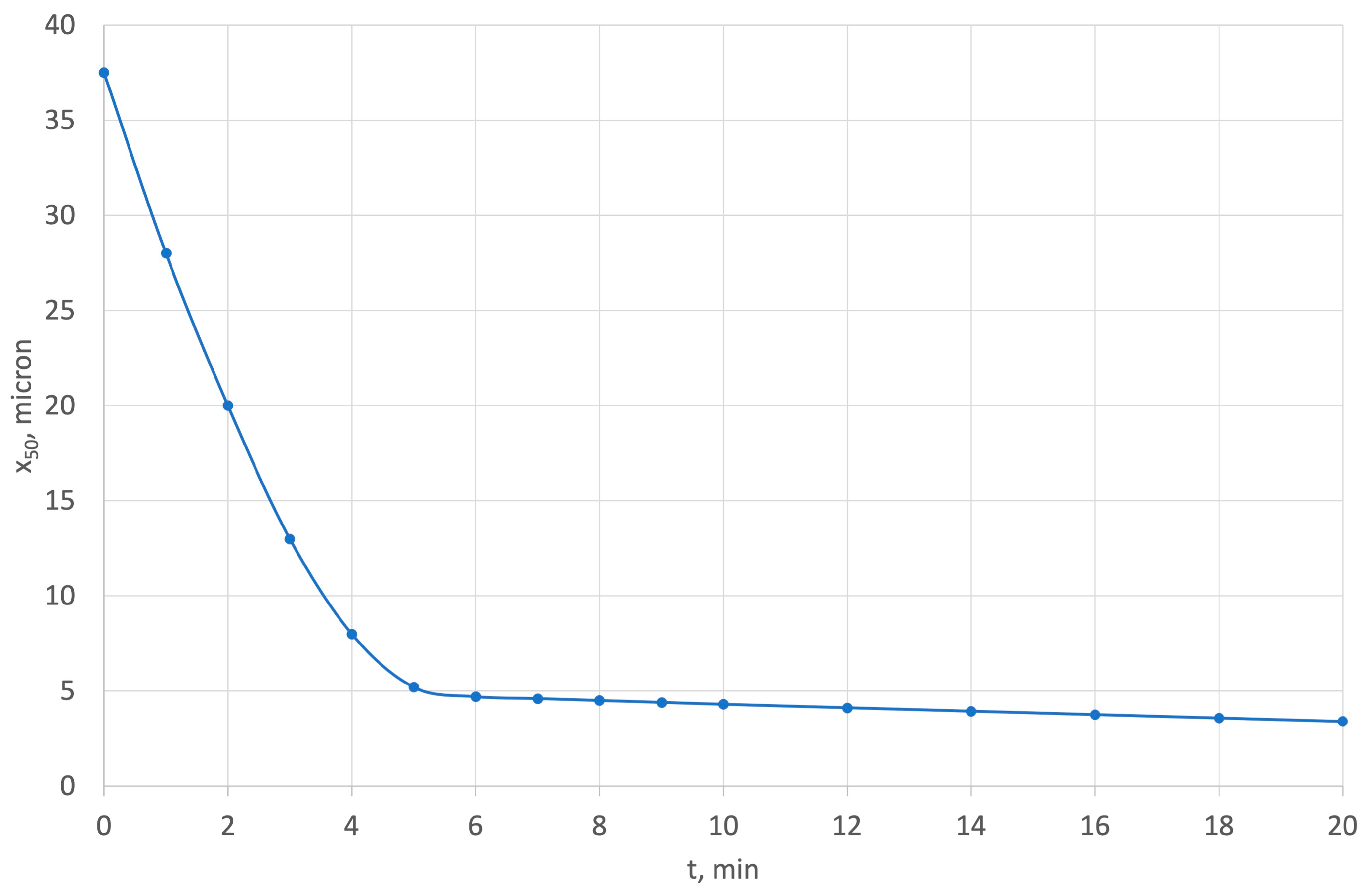
- The emissions related to the use of electricity can be reduced by grinding only be-low the time and to particle size at which the milling starts to be ineffective (in this study, for laboratory mill and pumice grinding, less than 5 min and particle size equal to 5 microns);
- The emissions related to the transport of materials can be reduced using low-fuel-consumption transport modes with a preference for low-emission and high-payload means of transport;
- The reduction in the waste and wastewater from grinding using closed-loop systems and efficient water purification systems;
- Development of the new, better design of stirred mills ensuring high throughput and low energy consumption.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| a | parameter, µm |
| A | constant, - |
| ADPE | Abiotic Depletion Potential elements, ng |
| ADPF | Abiotic Depletion Potential fossils, ng |
| AP | Acidification Potential, ng |
| cm | solid mass concentration, - |
| D | transport distance, km |
| Dk | diameter of stirring equipment, m |
| Dm | diameter of mill, m |
| db | diameter of grinding balls, m |
| dd | diameter of stirrer disks, m |
| dd(ind) | diameter of industrial stirrer disks, m |
| dd(lab) | diameter of laboratory stirrer disks, m |
| EC | energy consumption of grinding, KWh |
| EP | Eutrophication Potential, ng |
| FAETP | Freshwater Ecotoxicity Potential, ng |
| FU | Functional Unit, kg |
| g | difficulty acceleration, m·s−2 |
| G | grindability coefficient, g/rev. |
| GI | grindability index number, - |
| GWP | Global Warming Potential, ng |
| HGI | Hardgrove Grindability Index, - |
| HTP | Human Toxicity Potential, ng |
| k | scale constant, - |
| LCA | Life Cycle Assessment |
| LCC | Life Cycle Cost |
| LCI | Life Cycle Inventory |
| LCIA | Life Cycle Impact Assessment |
| MAETP | Marine Aquatic Ecotoxicity Potential, ng |
| mp | mass of the ground pumice, kg |
| mw(ind) | water mass for industrial grinding conditions, kg·t−1 |
| mw(lab) | water mass for laboratory grinding conditions, kg·t−1 |
| n | stirrer speed of stirred media mill, min−1 |
| n(ind) | stirrer speed of industrial mill, min−1 |
| n(lab) | stirrer speed of laboratory mill, min−1 |
| ODP | Ozone Depletion Potential, ng |
| P | power consumption, kW |
| Pi | number of units |
| Pm | power consumption of stirred media mill, kW |
| Pm(ind) | power consumption of the industrial mill, kW |
| Pm(lab) | power consumption of laboratory mill, kW |
| Pm,t | average total power consumption of the mill, kW |
| POCP | Photochemical Ozone Creation Potential, ng |
| Qr | capacity, kg·h−1 |
| Qxi | throughput, t/h |
| TETP | Terrestrial Ecotoxicity Potential, ng |
| t | time, min |
| tr | grinding time, h |
| UD | unit fuel consumption, kg·m−1 |
| x | relative particle size, µm |
| x50 | the median particle size of ground material, µm |
| x80 | the particle size of 80% for the ground material, µm |
| Xi | unit emission factor for the material/process, kg CO2/kg of material |
| Xp | unit emission factor for the used pumice, kg CO2/kg of pumice |
| Xw | unit emission factor for water consumption, kg CO2/kg of water |
| X50 | median particle size of feed material, µm |
| X80 | particle size of 80% for the feed material, µm |
| vk | the circumferential speed of the stirrer, ms−1 |
| wd | width of stirrer disks, m |
| Ws | specific grinding work, kWh·t−1 |
| WiB | Bond Work Index, kWh·t−1 |
| WiBH | Bond Operating Index from HGI, kWh·t−1 |
| Wt | the load capacity of the transport, kg |
| Wx | life cycle emission factor, kg CO2 |
| Wx(ind) | emission factor for industrial conditions, kg |
| Wx(lab) | emission factor for laboratory conditions, kg |
| η | dynamic viscosity of the suspension, Pas |
| ρs | suspension density, kg·m−3 |
| φm | filling ratio of the mill, - |
| φg | filling ratio of the grinding beads, - |
| c, e, f, m, n | exponents, - |
References
- Whitham, A.G.; Sparks, R.S.J. Pumice. Bull. Volcanol. 1986, 48, 209–223. [Google Scholar] [CrossRef]
- Szabó, R.; Kristály, F.; Nagy, S.; Singla, R.; Mucsi, G.; Kumar, S. Reaction, structure and properties of eco-friendly geopolymer cement derived from mechanically activated pumice. Ceram. Int. 2023, 49, 6756–6763. [Google Scholar] [CrossRef]
- Safari, Z.; Kurda, R.; Al-Hadad, B.; Mahmood, F.; Tapan, M. Mechanical characteristics of pumice-based geopolymer paste. Resour. Conserv. Recycl. 2020, 162, 105055. [Google Scholar] [CrossRef]
- Gultekin, A.; Ramyar, K. Effect of curing type on microstructure and compressive strength of geopolymer mortars. Ceram. Int. 2022, 48, 16156–16172. [Google Scholar] [CrossRef]
- Balun, B.; Karataş, M. Influence of curing conditions on pumice-based alkali activated composites incorporating Portland cement. J. Build. Eng. 2021, 43, 102605. [Google Scholar] [CrossRef]
- Kabay, N.; Tufekci, M.M.; Kizilkanat, A.B.; Oktay, D. Properties of concrete with pumice powder and fly ash as cement replacement materials. Construct. Build. Mater. 2015, 85, 1–8. [Google Scholar] [CrossRef]
- Liu, J.; Lv, X.J.; Cao, M.L.; Cui, S.C. Experimental study on cementitious property of pumice. Appl. Mech. Mater. 2011, 99–100, 773–776. [Google Scholar] [CrossRef]
- Pourghahramani, P.; Azami, M.A. Mechanical activation of natural acidic igneous rocks for use in cement. Int. J. Miner. Process. 2015, 134, 82–88. [Google Scholar] [CrossRef]
- Mannheim, V. Empirical and scale-up modelling in stirred ball mills. Chem. Eng. Res. Des. 2011, 89, 405–409. [Google Scholar] [CrossRef]
- Mucsi, G. A review on mechanical activation and mechanical alloying in stirred media mill. Chem. Eng. Res. Des. 2019, 148, 460–474. [Google Scholar] [CrossRef]
- Mucsi, G.; Rácz, Á.; Mádai, V. Mechanical activation of cement in stirred media mill. Powder Technol. 2013, 235, 163–172. [Google Scholar] [CrossRef]
- Stender, H.H.; Kwade, A.; Schwedes, J. Stress energy distribution in different stirred media mill geometries. Int. J. Miner. Process. 2004, 74, 103–117. [Google Scholar] [CrossRef]
- Sommer, M.; Stenger, F.; Peukert, W.; Wagner, N.J. Agglomeration and breakage of nanoparticles in stirred media mills—A comparison of different methods and models. Chem. Eng. Sci. 2006, 6, 135–148. [Google Scholar] [CrossRef]
- Bilgili, E.; Guner, G. Mechanistic Modeling of Wet Stirred Media Milling for Production of Drug Nanosuspensions. AAPS PharmSciTech 2020, 22, 2. [Google Scholar] [CrossRef]
- Guner, G.; Yilmaz, D.; Bilgili, E. Kinetic and Microhydrodynamic Modeling of Fenofibrate Nanosuspension Production in a Wet Stirred Media Mill. Pharmaceutics 2021, 13, 1055. [Google Scholar] [CrossRef]
- Karbstein, H.; Müller, F.; Polke, R. Scale-up for grinding in stirred ball mills. Aufbereit.-Tech. 1996, 37, 469–479. [Google Scholar]
- Parker, N.; Rahman, M.; Bilgili, E. Impact of media material and process parameters on breakage kinetics–energy consumption during wet media milling of drugs. Eur. J. Pharm. Biopharm. 2020, 153, 52–67. [Google Scholar] [CrossRef]
- Kwade, A. Mill selection and process optimization using a physical grinding model. Int. J. Miner. Process. 2004, 74, 93–101. [Google Scholar] [CrossRef]
- Flach, F.; Breitung-Faes, S.; Kwade, A. Scaling Wet Fine Grinding Processes of Organic Particles Using Stirred Media Mills. Chem. Ing. Technol. 2017, 89, 1051–1059. [Google Scholar] [CrossRef]
- Larsson, S.; Rodríguez Prieto, J.M.; Heiskari, H.; Jonsén, P. A Novel Particle-Based Approach for Modeling a Wet Vertical Stirred Media Mill. Minerals 2021, 11, 55. [Google Scholar] [CrossRef]
- Guner, G.; Yilmaz, D.; Yao, H.F.; Clancy, D.J.; Bilgili, E. Predicting the Temperature Evolution during Nanomilling of Drug Suspensions via a Semi-Theoretical Lumped-Parameter Model. Pharmaceutics 2022, 14, 2840. [Google Scholar] [CrossRef] [PubMed]
- Esteves, P.M.; Mazzinghy, D.B.; Hilden, M.M.; Yahyaei, M.; Powell, M.S.; Galéry, R. An alternative strategy to compensate for screw wear in gravity induced stirred mills. Powder Technol. 2021, 379, 384–392. [Google Scholar] [CrossRef]
- Kruszelnicka, W.; Kasner, R.; Bałdowska-Witos, P.; Flizikowski, J.; Tomporowski, A. The Integrated Energy Consumption Index for Energy Biomass Grinding Technology Assessment. Energies 2020, 13, 1417. [Google Scholar] [CrossRef]
- Mannheim, V.; Kruszelnicka, W. Energy-Model and Life Cycle-Model for Grinding Processes of Limestone Products. Energies 2022, 15, 3816. [Google Scholar] [CrossRef]
- Shin, H.; Lee, S.; Jung, H.S.; Kim, J.-B. Effect of ball size and powder loading on the milling efficiency of a laboratory-scale wet ball mill. Ceram. Int. 2013, 39, 8963–8968. [Google Scholar] [CrossRef]
- Rhymer, D.; Ingram, A.; Sadler, K.; Windows-Yule, C.R.K. A discrete element method investigation within vertical stirred milling: Changing the grinding media restitution and sliding friction coefficients. Powder Technol. 2022, 410, 117825. [Google Scholar] [CrossRef]
- Toraman, Ö.Y.; Teymen, A.; Ersoy, O.; Köse, H. The effect of ceramic grinding media on stirred milling and experimental testing of media wear. In Proceedings of the 6th International Conference on Materials Science and Nanotechnology For Next Generation (MSNG2019), Nigde, Turkey, 16–18 October 2019. [Google Scholar]
- Ulusoy, U.; Çayirli, S.; Bayar, G.; Gokcen, H.S. Comparison of Particle Shape, Surface Area, and Color Properties of the Calcite Particles Ground by Stirred and Ball Mill. Minerals 2023, 13, 99. [Google Scholar] [CrossRef]
- Ulusoy, U.; Yekeler, M. Dynamic Image Analysis of Calcite Particles Created by Different Mills. Int. J. Miner. Process. 2014, 133, 83–90. [Google Scholar] [CrossRef]
- Ulusoy, U. Application of Anova to Image Analysis Results of Talc Particles Produced by Different Milling. Powder Technol. 2008, 188, 133–138. [Google Scholar] [CrossRef]
- Kwade, A.; Schwedes, J. Wet Grinding in Stirred Media Mills. In Handbook of Powder Technology; Elsevier: Amsterdam, The Netherlands, 2007; Chapter 6; Volume 12, pp. 251–382. [Google Scholar] [CrossRef]
- Mannheim, V. Demonstration and Application Advantages of a Stirred Ball Mill. Epa.-J. Silic. Based Compos. Mater. 2006, 58, 113–117. [Google Scholar]
- Shi, F.; Morrison, R.; Cervellin, A.; Burns, F.; Musa, F. Comparison of Energy Efficiency between Ball Mills and Stirred Mills in Coarse Grinding. Miner. Eng. 2009, 22, 673–680. [Google Scholar] [CrossRef]
- Xiao, X.; Zhang, G.; Feng, Q.; Xiao, S.; Huang, L.; Zhao, X.; Li, Z. The Liberation Effect of Magnetite Fine Ground by Vertical Stirred Mill and Ball Mill. Miner. Eng. 2012, 34, 63–69. [Google Scholar] [CrossRef]
- Wang, C. Comparison of HPGR—Ball Mill and HPGR—Stirred Mill Circuits to the Existing AG/SAG Mill—Ball Mill Circuits. Master’s Thesis, University of Science and Technology Beijing, Beijing, China, 2009. [Google Scholar]
- Wang, Y.; Forssberg, E. Product Size Distribution in Stirred Media Mills. Miner. Eng. 2000, 13, 459–465. [Google Scholar] [CrossRef]
- Mannheim, V. Empirical modeling and determination of the grindability in stirred ball mills. Építőanyag 2007, 59, 36–40. [Google Scholar] [CrossRef]
- Kwade, A.; Stender, H.-H. Constant Grinding Results at Scale-up of Stirred Media Mills. Aufbereit.-Tech. 1998, 39, 373–382. [Google Scholar]
- Weit, H.; Schwedes, J. Scale-up of Power Consumption in Agitated Ball Mills. Chem. Eng. Technol. 1987, 10, 398–404. [Google Scholar] [CrossRef]
- Schütte, H.; Kraume-Flügel, R.; Kula, M.R. Scale-up des mechanischen Zellaufschlusses, Untersuchungen über den Einfluss der Rührergeometrie auf das Verweilzeitspektrum und den Zellaufschluss in einer 20-I-Rührwerkskugelmühle. Chem. Ing. Technol. 1985, 57, 626–627. [Google Scholar] [CrossRef]
- Laso, J.; García-Herrero, I.; Margallo, M.; Bala, A.; Fullana-i-Palmer, P.; Irabien, A.; Aldaco, R. LCA-Based Comparison of Two Organic Fraction Municipal Solid Waste Collection Systems in Historical Centres in Spain. Energies 2019, 12, 1407. [Google Scholar] [CrossRef]
- Mannheim, V. Life Cycle Assessment Model of Plastic Products: Comparing Environmental Impacts for Different Scenarios in the Production Stage. Polymers 2021, 13, 777. [Google Scholar] [CrossRef]
- Li, Y.; You, Y.; Gou, D.; Yu, A.; Yang, R. A DEM based scale-up model for tumbling ball mills. Powder Technol. 2022, 409, 117854. [Google Scholar] [CrossRef]
- Kosaku, Y.; Tsunazawa, Y.; Okuyama, K.; Iwamoto, M.; Sekine, Y.; Tokoro, C. Investigation of Optimum Scale-Up of Media Stirred Mill Using the Discrete Element Method. Mat. Trans. 2022, 63, 1501–1509. [Google Scholar] [CrossRef]
- Bond, F.C. Crushing and Grinding Calculation Parts I. Br. Chem. Eng. 1961, 6, 378–385. [Google Scholar]
- Mucsi, G. Grindability test for fine brittle materials. Építőanyag 2007, 59, 41–45. [Google Scholar] [CrossRef]
- Environmental Management—Life Cycle Assessment—Principles and Framework. ISO 14040:2006; ISO: Geneva, Switzerland, 2006. Available online: https://www.iso.org/standard/37456.html (accessed on 6 June 2019).
- Environmental Management—Life Cycle Assessment—Requirements and Guidelines. ISO 14044:2006; ISO: Geneva, Switzerland, 2006. Available online: https://www.iso.org/standard/38498.html (accessed on 6 June 2019).
- [Gabi 9.2] Sphera, Stuttgart, Leinfelden-Echterdingen. Sphera Gabi 9.2 Software-System and Databases for Life Cycle Engineering. 2019. Available online: https://www.gabi-software.com (accessed on 12 June 2019).
- [CML] Institute of Environmental Sciences, Leiden University. CML-IA Characterisation Factors Portal. 2016. Available online: https://www.universiteitleiden.nl/en/research/researchoutput/science/cml-ia-characterisation-factors (accessed on 29 June 2018).
- EC-JRC. European Platform on Life Cycle Assessment. Available online: http://lct.jrc.ec.europa.eu/assessment/projects#c (accessed on 21 March 2012).
- GaBi Databases. GaBi Software System, Sphera Solutions GmbH, LBP-GaBi; University of Stuttgart: Leinfelden-Echterdingen, Germany, 2011. [Google Scholar]
- GaBi Modelling Principles; Sphera Solutions GmbH: Leinfelden-Echterdingen, Germany, 2013; Available online: https://scn.spherasolutions.com/client/downloads.aspx?product=GaBi&productID=47 (accessed on 1 November 2014).
- Jiang, J.; Wang, J.; Zhang, X.; Wolcott, M. Characterization of Micronized Wood and Energy-Size Relationship in Wood Comminution. Fuel Process. Technol. 2017, 161, 76–84. [Google Scholar] [CrossRef]
- Williams, O.; Newbolt, G.; Eastwick, C.; Kingman, S.; Giddings, D.; Lormor, S.; Lester, E. Influence of Mill Type on Densified Biomass Comminution. Appl. Energy 2016, 182, 219–231. [Google Scholar] [CrossRef]
- Ämmälä, A.; Pääkkönen, T.M.; Illikainen, M. Role of Screen Plate Design in the Performance of a Rotor Impact Mill in Fine Grinding of Biomass. Ind. Crops Prod. 2018, 122, 384–391. [Google Scholar] [CrossRef]
- Bergström, D.; Di Fulvio, F. Review of Efficiencies in Comminuting Forest Fuels. Int. J. For. Eng. 2019, 30, 45–55. [Google Scholar] [CrossRef]
- Kruszelnicka, W.; Opielak, M.; Ambrose, K.; Pukalskas, S.; Tomporowski, A.; Walichnowska, P. Energy-Dependent Particle Size Distribution Models for Multi-Disc Mill. Materials 2022, 15, 6067. [Google Scholar] [CrossRef]
- Colorado-Arango, L.; Menéndez-Aguado, J.M.; Osorio-Correa, A. Particle Size Distribution Models for Metallurgical Coke Grinding Products. Metals 2021, 11, 1288. [Google Scholar] [CrossRef]
- Bochat, A.; Zastempowski, M. Impact of the beater shredder design on the granulometric composition of the shredded grain material. Przem. Chem. 2019, 98, 1499–1504. [Google Scholar] [CrossRef]
- Kwon, J.; Cho, H.; Lee, D.; Kim, R. Investigation of Breakage Characteristics of Low Rank Coals in a Laboratory Swing Hammer Mill. Powder Technol. 2014, 256, 377–384. [Google Scholar] [CrossRef]
- Bembenek, M.; Buczak, M.; Baiul, K. Modelling of the Fine-Grained Materials Briquetting Process in a Roller Press with the Discrete Element Method. Materials 2022, 15, 4901. [Google Scholar] [CrossRef] [PubMed]
- Karwat, B.; Rubacha, P.; Stańczyk, E. Numerical Simulations of the Exploitation Parameters of the Rotary Feeder. Manag. Syst. Prod. Eng. 2022, 30, 348–354. [Google Scholar] [CrossRef]
- Chen, Z.; Wassgren, C.; Ambrose, R.P.K. Development and Validation of a DEM Model for Predicting Impact Damage of Maize Kernels. Biosyst. Eng. 2022, 224, 16–33. [Google Scholar] [CrossRef]
- Kasner, R. The Environmental Efficiency of Materials Used in the Lifecycle of a Wind Farm. Sustain. Mater. Technol. 2022, 34, e00512. [Google Scholar] [CrossRef]
- Alwaeli, M.; Mannheim, V. Investigation into the Current State of Nuclear Energy and Nuclear Waste Management—A State-of-the-Art Review. Energies 2022, 15, 4275. [Google Scholar] [CrossRef]
- Danko, G.L.; Baracza, M.K. Numerical Demonstration of an Unconventional EGS Arrangement. Energies 2022, 15, 20. [Google Scholar] [CrossRef]
- Maranghi, S.; Parisi, M.L.; Basosi, R.; Sinicropi, A. LCA as a Support Tool for the Evaluation of Industrial Scale-Up. In Life Cycle Assessment in the Chemical Product Chain; Maranghi, S., Brondi, C., Eds.; Springer: Cham, Switzerland, 2020. [Google Scholar] [CrossRef]
- Voglhuber-Slavinsky, A.; Zicari, A.; Smetana, S.; Moller, B.; Dönitz, E.; Vranken, L.; Zdravkovic, M.; Aganovic, K.; Bahrs, E. Setting life cycle assessment (LCA) in a future-oriented context: The combination of qualitative scenarios and LCA in the agri-food sector. Eur. J. Futures Res. 2022, 10, 15. [Google Scholar] [CrossRef]
- Bilgili, E. On the Similarity of Austin Model and Kotake–Kanda Model and Implications for Tumbling Ball Mill Scale-Up. KONA Powder Partical J. 2023, 40, 250–261. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
| Grinding Parameter | Value |
|---|---|
| Bond Work Index WiB, kWh·t−1 | 8.69 |
| Hardgrove Grindability Index HGI | 114.21 |
| Bond Operating Index WiBH, kWh·t−1 | 8.94 |
| 5 Min | 10 Min | 20 Min | |
|---|---|---|---|
| Median particle size x50, µm | 5.00 | 4.46 | 3.4 |
| Power consumption of mill Pm, kW | 0.196 | 0.196 | 0.203 |
| Specific grinding work Ws, kWh·t−1 | 423 | 846 | 1758 |
| Flow | Resources, Emissions (kg) | Energy (Net Cal. Value in MJ) |
|---|---|---|
| Primary energy from non-renewable resources | 16.80 | |
| Primary energy from renewable resources | 2.54 | |
| Energy resources | 0.368 | |
| Material resources | 763 | |
| Deposited goods | 5.04 | |
| Emissions to air | 17.40 | |
| Emissions to freshwater | 996 | |
| Emissions to seawater | 0.0434 | |
| Emissions to agricultural soil | 6.64 × 10−7 | |
| Emissions to industrial soil | 1.08 × 10−5 | |
| Flows/Primary energy in total | 1781.85 | 19.34 |
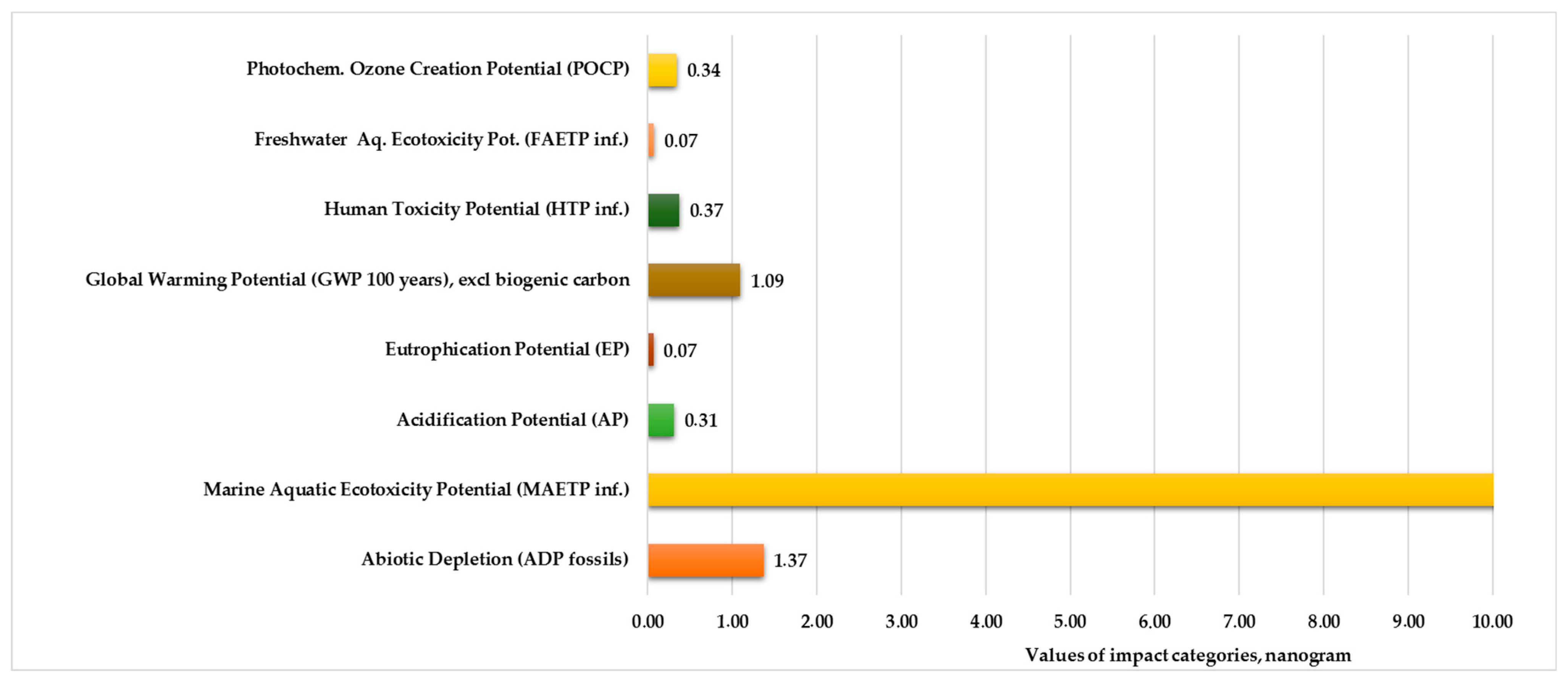
| Impact Category | Value | Unit of Measure |
|---|---|---|
| Abiotic Depletion ADP elements, ADPE | 1.32 × 10−7 | kg Sb Equivalent |
| Abiotic Depletion ADP fossil, ADPF | 7.54 | MJ |
| Acidification Potential AP | 9.21 × 10−4 | kg SO2 Equivalent |
| Eutrophication Potential EP | 1.86 × 10−4 | kg Phosphate Equivalent |
| Freshwater Aquatic Ecot. Pot. FAETP inf. | 2.27 × 10−3 | kg DCB Equivalent |
| Global Warming Pot. GWP 100 years (exl. biogenic carbon) | 0.646 | kg CO2 Equivalent |
| Human Toxicity Potential HTP inf. | 2.88 × 10−2 | kg DCB Equivalent |
| Marine Aquatic Ecotox. Pot. MAETP inf. | 109 | kg DCB Equivalent |
| Photochem. Ozone Creat. Pot. POCP | 9.28 × 10−5 | kg Ethene Equivalent |
| Terrestrial Ecotox. Potential TETP. Inf. | 1.29 × 10−3 | kg DCB Equivalent |
| Ozone Depletion Pot. ODP steady state | 6.41 × 10−15 | kg R11 Equivalent |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mannheim, V.; Kruszelnicka, W. Relation between Scale-Up and Life Cycle Assessment for Wet Grinding Process of Pumice. Energies 2023, 16, 4470. https://doi.org/10.3390/en16114470
Mannheim V, Kruszelnicka W. Relation between Scale-Up and Life Cycle Assessment for Wet Grinding Process of Pumice. Energies. 2023; 16(11):4470. https://doi.org/10.3390/en16114470
Chicago/Turabian StyleMannheim, Viktoria, and Weronika Kruszelnicka. 2023. "Relation between Scale-Up and Life Cycle Assessment for Wet Grinding Process of Pumice" Energies 16, no. 11: 4470. https://doi.org/10.3390/en16114470