Abstract
Oil-in-water emulsions provide an essential contribution to enhanced oil recovery by acting as oil displacement and conformance control systems. However, the dominant factors affecting their emulsification and kinetics are unclear. The emulsification rate is usually defined in terms of changes in the torque, conductivity, or particle size over time, which results in inaccurately calculated emulsified oil amounts. Therefore, the effects of temperature, pH, and NaCl concentration on the emulsified mass and droplet sizes of aqueous emulsions of Jin8-7 and Chen373 oil with octadecyl amine ethoxylate ether as an emulsifier were investigated. The results showed that the formation of oil-in-water emulsions of Jin8-7 and Chen373 under different conditions occurred via a two-stage mechanism: rapid emulsification and emulsion maturation. The emulsified oil mass rapidly increased during the rapid emulsification period and plateaued during the emulsion maturation period. This indicates that the emulsified oil mass largely depended on the short rapid emulsification period. It was also found that increasing the temperature and pH were more conducive to the emulsification of Chen373 oil with a high viscosity and high asphaltene content. The optimal NaCl concentration was determined to be 2% and 4% for Chen373 and Jin8-7 oil, respectively, based on the emulsification mass during the rapid emulsification period. The droplet size decreased first and then increased during the emulsification process under most experimental conditions. A second-order kinetics model for emulsification was proposed, in which the evolution of emulsified oil mass calculated with time agreed with the experimentally measured values. This study can provide theoretical guidance for the implementation of chemical cold production of heavy oil in oilfields.
1. Introduction
Emulsions are mixtures of immiscible liquids (usually oil and water), in which droplets of one phase are dispersed within the other. About 80% of exploited crude oil exists as an emulsion [1]; thus, as oil displacement and conformance control systems, emulsions can improve enhanced oil recovery methods [2,3,4,5,6,7]. The most common emulsions used in the petroleum industry are the water-in-oil type [1,2], which expand the sweep area by blocking large pore throats [6,7]; however, their high viscosity inhibits their underground migration. In chemical cold recovery, heavy oil viscosity reduction methods include the addition of a viscosity reducer [8,9,10,11,12] and the in situ formation of oil-in-water emulsions [13,14,15]. A significant viscosity drop occurs only when the water is the continuous phase. Oil-in-water emulsions with a low viscosity are used to displace heavy oils in reservoirs. Due to the complex fluid composition and fluid transfer in oil reservoirs, the mechanisms and conditions under which oil-in-water emulsions are formed in situ are unclear.
Emulsification is most commonly carried out by inputting mechanical energy into a system to induce droplet deformation and break up into smaller droplets [16]. Because of the particularity of the reservoir environment, it is difficult to apply strong shear forces to promote oil in situ emulsification in reservoirs. As a result, more efforts have been put into researching low-energy emulsification or self-emulsification methods to produce oil-in-water emulsions of heavy oils in reservoirs.
Three goals should be considered to enhance oil recovery through oil-in-water emulsification: the easy formation of oil-in-water emulsions, the low viscosity of the emulsion for migration, and the formation of a stable emulsion through the throat. Many factors (temperature, water/oil ratio, emulsifier type and concentration, pH, salinity, shear intensity, crude oil composition, etc.) control the particle size distribution of emulsions. These factors create uncertainty when preparing and stabilizing emulsions.
Li et al. [17] found that emulsification is a more important contributing factor to the detachment of an oil film than interfacial tension reduction. The effect of the crude oil composition on an oil’s emulsification ability is mainly reflected in the effect of asphaltene on emulsification. Asphaltenes irreversibly adsorb at the interface and have a profound impact on the stabilization of crude oil emulsions (usually water-in-oil) [18,19,20]. The different solubility, aggregation, and interfacial behavior of asphaltenes from different sources lead to various emulsification characteristics [21,22]. Surfactants exert stronger effects on the formation of heavy oil-in-water emulsions [23,24,25,26].
The formation of emulsions is related to the shear applied to the fluids. The emulsification of a crude oil–water system is greatly affected by the shear intensity (including high-energy and low-energy shearing) unless self-emulsification occurs [16,27,28,29,30]. In situ emulsion in reservoirs occurs under a lower shear due to flow through rock pores [5]. Janssen et al. [31] indicated that a minimal amount of energy per mass unit must be dissipated to create a homogeneous stable emulsion. Rudy Covis et al. [32] discussed the strong effect of rotational speed on the kinetics of emulsion formation based on droplet fragmentation by shear forces.
The addition of moderate amounts of electrolytes or changes in the pH affect the emulsification process and emulsion stability by altering the adsorption of surfactants at droplet interfaces [33]. Ryoichi Morishita et al. [34] found that emulsions are more stable at a lower salinity and higher pH due to an increase in repulsive forces under low-salinity conditions. Ling et al. [35] found that an emulsion was consistently stabilized across different-valence salts and various oils when 0.1 wt% salt was added to the aqueous phase. The most plausible explanation was based on a potential increase in the surface accumulation of surface-active species at a higher salinity. V. Alvarado et al. [36] found that the water-in-crude oil emulsion stability improved when the aqueous phase contained only calcium ions, compared with solutions containing only sodium ions at the same ionic strength.
The factors above affect not only the properties of emulsions but also the emulsification rates, but fewer studies have been conducted on this topic. D. D. Eley et al. [37] found that adding surfactants to either the oil phase or to the aqueous phase before mixing slowed the formation of Kuwait crude emulsions. The formation rate of the interfacial area with respect to stirring time in the crude oil emulsions followed a first-order kinetics model, in which the rate constant decreased upon increasing the asphaltene content. Oil spill models generally employ a first-order rate law to predict water-in-oil emulsion formation and the uptake of water [38]. The formation mechanism of emulsions mainly includes droplet break up and droplet–droplet coalescence during emulsification under turbulent flow. Many studies have discussed the kinetics of drop breakage and coalescence in different emulsification processes and equipment. In these studies, kinetics equations based on the evolution of particle size with time have been constructed to account for separating the droplet rupture and coalescence processes, as well as the coexistence of the two [39,40,41,42,43,44].
The above literature provides some understanding of emulsion formation, but there has been no detailed study about the kinetics of O/W emulsion formation when using mechanical agitation together with stabilizers. The objective of this study was to determine the effects of temperature, stirring rate, pH, and salt concentration on the emulsification rate based on changes in the amount of dispersed phase and emulsion particle size obtained via optical microscopy versus time. The second-order emulsification kinetics equation was determined from the experimental data obtained from emulsification under mild stirring.
2. Materials and Methods
2.1. Materials
Two crude oil specimens, Chen373 and Jin8-7 oil, provided by the Shengli oil field in China, were used in the experiments. The contents of saturates, aromatics, resins, and asphaltenes (SARA) of both oils were determined according to ASTM D4124-09. The densities of the two oils were measured with an AU-300API petroleum densimeter (Hangzhou Jinmai Instrument Co., Ltd., Hangzhou, China). The properties of the oil specimens are listed in Table 1. The elemental contents of the asphaltenes and resins in the two oils were analyzed using a VARIO EL III element analyzer (Elementar Analysensysteme Co., Ltd., Frankfurt, Germany) and are listed in Table 2.

Table 1.
Density and component content of Chen373 and Jin8-7 oils.
Table 2.
Analysis of elemental content of asphaltene and resin.
Octadecyl amine ethoxylate ether (technical grade; AC-1810) was purchased from Haian Petrochemical Plant (Nantong, China). NaCl (AR), Na2CO3 (AR), and NaOH (AR) were purchased from Sinopharm Chemical Reagent Co., Ltd., China. Hydrochloric acid was purchased from Sichuan Xilong Chemical Co., Ltd., Chengdu, China. All compounds were used as received without further purification. Aqueous solutions were prepared with deionized (DI) water obtained in-house.
2.2. Emulsification Experiments
Emulsification was carried out at a given temperature in an agitated tank consisting of a cylindrical transparent glass vessel with a 66 mm inner diameter and 95 mm height. Aqueous solutions (150 mL; aqueous phase) with given concentrations of AC-1810 emulsifier, NaCl, and pH adjusted with 0.5 mol/L Na2CO3 and HCl solutions were added to the agitated tank before Jin8-7 crude oil but after the Chen373 crude oil. This order was chosen because the Chen373 crude oil had a higher density than the aqueous phase. A stirrer with four stirring blades 90 degrees to each other with a blade height and depth of 12 mm and 8 mm, respectively, located in the middle of the height of the aqueous phase, was driven by a K-100T laboratory electric mixer (Shanghai Lanyu Intelligent Technology Co., Ltd., Shanghai, China). The agitated tank was heated to a given temperature in a thermostatic tank and incubated for 5 min. Then, emulsification started with the rotation at a fixed agitation speed. Samples were extracted by using an automatic pipet. About 1 mL of aqueous-phase sample (emulsion) was extracted at fixed time intervals and put into each aluminum foil tray with mass (mp) and the mass (mt) of tray and sample accurately weighed. Emulsion samples were observed using a Motic BA310 optical microscope (Shanghai Motic Industrial Group Co., Ltd., Shanghai, China). At least five photos were obtained for each emulsion sample for particle size analysis. The aluminum foil trays containing samples were heated to a constant weight (mF) in a vacuum oven at 90 °C and 10 kPa; thus, the oil mass (m) per gram of emulsion was obtained by m = (mF − mp)/(mt − mp). The masses of salt and emulsifier in emulsion samples were deducted from oil mass m in calculating the emulsification efficiency and the emulsified crude oil mass per 100 g of water.
Due to the heterogeneous fluid force field formed by stirring during emulsion preparation, there may be different particle size distributions at different spatial locations within the emulsification tank. To prevent this from affecting the emulsion properties and to ensure the repeatability of sampling data, the sampling location was accurately fixed at axial and radial positions. The reproducibility of experimental data was checked, and the mean square error of 5–7% was within the experimental uncertainty.
2.3. Particle Size Analysis
The emulsions obtained at different times were observed by optical microscopy with a charge coupled device camera. The diameters of oil droplets in the recorded emulsions were measured by an experienced operator with the publicly available software ImageJ 1.51. Each droplet was measured individually by the operator to avoid possible errors (treating droplet clusters as individual droplets, regarding droplet burrs as part of the diameter, etc.) that may occur during automated image analysis.
From five photos of each sample, the diameters from the cumulative data from at least 3000 droplets were measured to ensure statistical significance to determine droplet size distributions. The mean volume–surface diameter, d32, was determined from the measured droplet diameters. For each test, at least three replicates were performed.
di—dispersed phase droplet size, μm;
ni—the number of droplets with diameter di.
3. Emulsification Rate and Kinetics Equation
3.1. The Definition of Emulsification Rate
There have been many methods to characterize the emulsification rate for W/O emulsions, i.e., variations in particle size and shear stress with time [44], torque versus time [45], the number of droplets versus time [46], and the uptake content of water versus time [38]. During the preparation of an O/W emulsion, the oil content varies with time; thus, we defined the emulsification rate r = dmd/dt, where r is the emulsification rate (g·100 g−1 emulsion·s−1), and md is the oil mass (g·g−1 emulsion) in the emulsion at time t (s).
3.2. Kinetic Equation for the Emulsification Process
The emulsification rate of an O/W emulsion and the size of emulsion particles are important parameters during chemical oil recovery. Both theoretical and experimental studies have been carried out to predict the size distribution in emulsions prepared under various emulsification conditions [32,39,45,47]. However, there are few emulsification kinetic equations for predicting the amount of dispersed phase [38].
The emulsification of crude oil into an O/W emulsion is regarded as a second-order kinetic process based on our experimental data. The rate equation is as follows:
m0—the maximum emulsified mass of crude oil in 100 g water, g·100 g−1;
m—the mass of crude oil emulsified in 100 g water at time t, g·100 g−1;
t—the emulsification time, min;
k—the rate constant, g·100 g−1·min−1.
Equation (2) was integrated with m = 0 at t = 0 and m = m at t = t and reorganized to obtain Equation (3).
The physical meaning of m0 can be deduced based on m = m0 at t→∞ determined from Equation (3): the maximum emulsification amount (equilibrium emulsification amount) of crude oil in 100 g aqueous phase under experimental conditions. m0 can be obtained by the slope of the linear relationship between t/m and t, and slope2/intercept is the rate constant k.
4. Results and Discussion
The emulsified crude oil mass and oil droplet particle sizes of O/W emulsions prepared by the emulsification of Jin8-7 oil and Chen373 oil in water were taken as the main indexes to predict the emulsification process of heavy oil. The influence of temperature, stirring speed, salt concentration, pH, the type of heavy oil, and emulsifier dosage on the emulsification efficiency and particle size of the oil-in-water emulsion were investigated.
4.1. The Effect of Temperature on the Emulsification Process
The emulsification process was performed under a 15: 1 mass ratio of aqueous phase (pH = 7.8, emulsifier concentration 0.5 wt%) and oil phase (Jin8-7 or Chen373 oil), a stirring rate of 150 rpm, and different temperatures. The evolution of the number of oil droplets in O/W emulsion during emulsification was measured and shown in Figure 1.
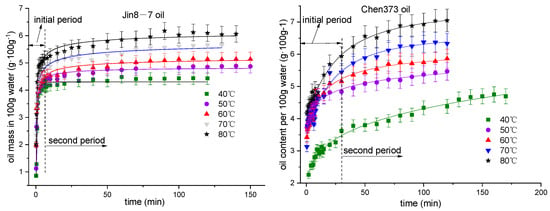
Figure 1.
Evolution of the oil mass during emulsion with time at different temperatures.
Figure 1 shows that the emulsified mass (EM) of Jin8-7 and Chen373 oil increased rapidly during the initial period and then varied only slightly over time in the second period, in which a larger EM of Chen373 oil than Jin8-7 oil was formed. The amount of emulsified crude oil increased with the temperature for both oils. The larger EM of Chen373 oil occurred at temperatures higher than 40 °C.
Depending on the emulsification mechanism, the emulsification process can be divided into two stages: a rapid initial emulsification period and a subsequent emulsion maturation period. The two-stage emulsification process of Jin8-7 crude oil is more obvious than that of Chen 373 crude oil, which may be due to the higher viscosity of Chen 373 crude oil. The duration of the rapid emulsification period, which was almost independent of temperature, was about 8 min and 30 min for Jin8-7 and Chen373 oil, respectively. These values are consistent with the conclusions obtained from [48] in which the equilibrium emulsified oil ratio was reached within 20 min. Based on the fitted EMs of Jin8-7 oils at 8 min and Chen373 oil at 30 min, the average emulsification rates (ERs) of Jin8-7 oil and Chen373 oil during the rapid emulsification period were calculated by the ratio of EM to time (Figure 2).
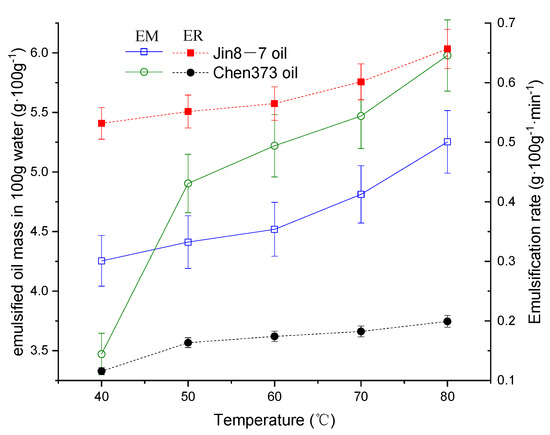
Figure 2.
Emulsification oil mass and rate during the rapid emulsification period.
Figure 2 shows that the EM and ER of Jin8-7 and Chen373 oil in water during the rapid emulsification periods increased with temperature. A much higher ER of Jin8-7 oil than Chen373 oil was observed. This may be because Jin8-7 has a lower viscosity and therefore emulsifies quickly. The EM of Chen373 oil is higher than Jin8-7 oil, which may be because the asphaltene content of Chen373 oil is 20 times that of Jin8-7 oil. The higher the content of asphaltene, the stronger the polarity of the crude oil, and the easier to emulsify in the water phase. At the same time, asphaltene is a natural emulsifier, and the high content of asphaltene in Chen373 further promotes the emulsification of crude oil and the stability of the emulsion. The temperature had only a slight effect on the ER of the two oils in water due to the low activation energy during physical emulsification.
The evolution of particle sizes d32 of oil droplets in the O/W emulsion during emulsification was obtained by analyzing microscopy images using ImageJ 1.51 software. The results are shown in Figure 3.
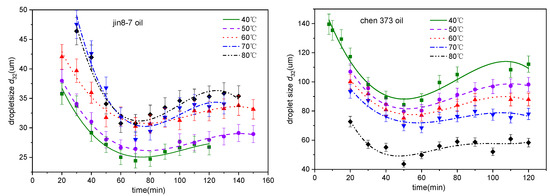
Figure 3.
Evolution in the droplet size of Jin8-7 and Chen373 oil in O/W emulsion with time at different temperatures.
Due to the wide particle size distribution and poor stability of the emulsion during the early rapid emulsification period, the average particle size within the first 20 min was not considered. During the emulsification process, the evolution in the average particle size d32 of the two O/W emulsions showed the same trend, i.e., the average particle size decreased first and then increased before finally reaching a plateau. However, temperature had a different effect on the droplet sizes of the two oil emulsions. For Jin8-7 oil, a higher emulsification temperature produced larger particles, but the opposite trend occurred for Chen373 oil. This may be because of the high content of Chen373 asphaltene, the solubility of asphaltene improving with the increase in temperature, the oil-water two-phase emulsification being better, and the particle size of dispersed phase droplets being small. When the content of Jin8-7 asphaltene is small, the Brownian motion between particles will be accelerated by increasing the temperature, and the larger the probability of the collision of dispersed phase droplets, the larger the droplet. The duration of the particle size reduction process was 70 min for Jin8-7 oil, which was shorter than 50 min for Chen373 oil. Both of these are longer than their respective rapid emulsification times. The droplet size of the emulsion prepared at 40–80 °C was in the range of 25–47 µm for Jin8-7 oil, which was much lower than that of Chen373 oil (50–140 µm).
4.2. The Effect of NaCl Concentration on the Emulsification Process
The emulsification conditions were as follows: a 15:1 mass ratio of aqueous phase (pH = 7.8, emulsifier concentration 0.5 wt%) and oil phase (Jin8-7 or Chen373 oil), a stirring rate of 150 rpm, and temperatures of 40 °C for Jin8-7 and 50 °C for Chen373 (which could not be emulsified at 40 °C because of its high viscosity). The evolution of the number of oil droplets in the O/W emulsion during emulsification was measured and shown in Figure 4.
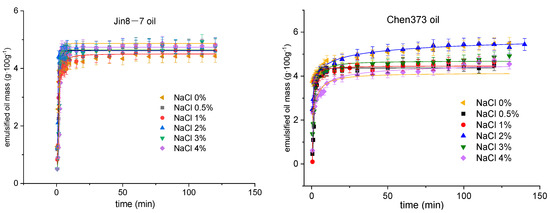
Figure 4.
Evolution of the oil mass in emulsions versus time at different NaCl contents.
The EM generally increased for Jin8-7 oil as the NaCl concentration increased, but the EM first increased and then decreased. The maximum emulsification capacity was reached at 2 wt% NaCl for Chen373 oil as the NaCl concentration increased. The NaCl concentration had a greater impact on the emulsification process of Chen373 oil in water than for Jin8-7 oil.
A large difference between the rapid emulsification and maturation periods was observed with NaCl compared to without NaCl. Furthermore, the durations of the rapid emulsification period were significantly shortened to about 2–6 min for Jin8-7 and 6–9 min for Chen373 oil. Based on the fitted EM data for Jin8-7 oil and Chen373 oil, the average ER of Jin8-7 oil and Chen373 oil during the rapid emulsification period was calculated as the ratio of the EM at the inflection point versus time. The result is shown in Figure 5.
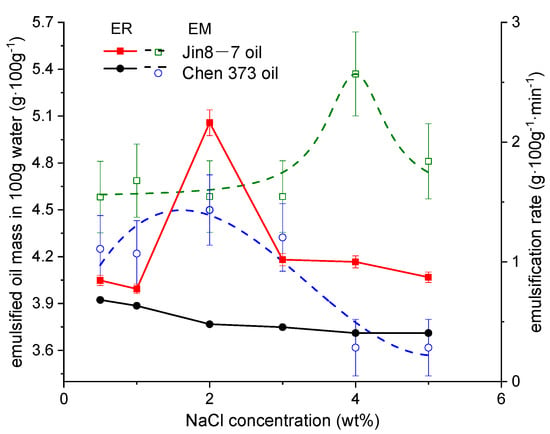
Figure 5.
The relation of emulsification oil mass and rate during the rapid emulsification period as a function of NaCl concentration.
Figure 5 shows that the EM of Jin8-7 and Chen373 oil in water increased and then decreased with the NaCl concentration during the rapid emulsification period. The maximum EM was obtained at 2% and 4% NaCl concentrations for Chen373 and Jin8-7 oil, respectively. A larger EM was observed for Jin8-7 oil than Chen373 oil over the whole NaCl concentration range, especially at 5% NaCl. The maximum ER of Jin8-7 was reached at 2% NaCl, while the ER of Chen373 decreased upon increasing the NaCl concentration. The higher the NaCl concentration, the worse the emulsification effect of Chen373 crude oil. A 2% concentration of NaCl was the most suitable for the emulsification of Jin8-7 crude oil.
The evolution of the particle size d32 of oil droplets in the O/W emulsion versus the NaCl concentration was obtained by analyzing microscopy images with ImageJ 1.51 software. The result is shown in Figure 6.
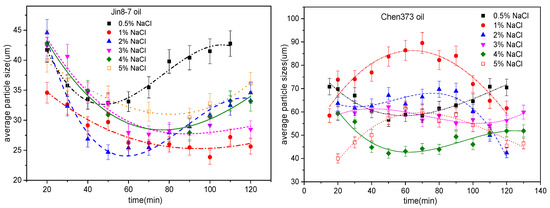
Figure 6.
Evolution of droplet size of Jin8-7 and Chen373 oil in O/W emulsions versus time at different NaCl concentrations.
During the emulsification process of Jin8-7 crude oil, the particle size of the emulsion decreased, then increased, and finally reached a plateau. The final average particle size of the emulsion reached the maximum at 0.5 wt% NaCl compared with other NaCl concentrations. For Chen373 crude oil, the emulsion particle size decreased first and then increased at 1 wt%, 2 wt%, and 5 wt% salt concentrations, which showed the opposite trend from other salt concentrations.
Compared with Figure 3 and Figure 6, the final particle size of the emulsion increased after adding 0.5 wt%, 4 wt%, and 5 wt% NaCl and decreased after adding 2–3 wt% salt. This was likely due to the effect of salt on the allocation of emulsifiers at interfaces and the emulsion stability. At NaCl concentration of 2–3 wt%, the emulsifier tended to be more easily distributed at the interface. Meanwhile, the charged surfaces drove droplets to repel each other, which hindered droplet coalescence and led to a smaller particle size [49]. The high ionic concentrations at NaCl contents of 4–5 wt% decreased the double-electric layer thickness, thus increasing the probability of droplet collision and coalescence. This produced coarse droplets. At a NaCl concentration of 0.5 wt%, the weak interfacial adsorption of emulsifiers and the thin double-electric layer failed to inhibit droplet coalescence, so a coarse emulsion was formed.
4.3. The Effect of pH on the Emulsification Process
The emulsification conditions were as follows: a 15:1 mass ratio of aqueous phase (emulsifier concentration 0.5 wt%) and oil phase (Jin8-7 or Chen373 oil), stirring rate of 150 rpm, and temperatures of 40 °C for Jin8-7 and 50 °C for Chen373. The evolution of the amounts of oil droplets in O/W emulsions during emulsification was measured and is shown in Figure 7.
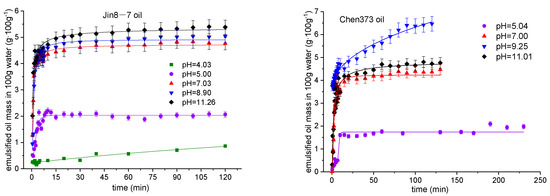
Figure 7.
Evolution of the oil mass in O/W emulsion versus time at different pH.
We observed that at pH 4, unbreakable oil filaments and large droplets were formed from Chen373 oil and Jin8-7 oil, respectively, which reveals that the two oils, especially Chen373 oil, were difficult to emulsify. This phenomenon was improved at pH > 7. This may be related to the fact that under alkaline conditions, acidic components in crude oil (such as carboxylic acid, naphthenic acid) generate carboxylic acid or naphthenate and become emulsifiers, and then participate in emulsification. The emulsification ability of Jin8-7 oil increased with the pH, while the maximum EM of Chen373 oil appeared at pH 9.25. An obvious boundary between the rapid emulsification and maturation periods of the two oils was observed. The relationship between the average ER and EM of Jin8-7 oil and Chen373 oil during the rapid emulsification period versus pH is shown in Figure 8.
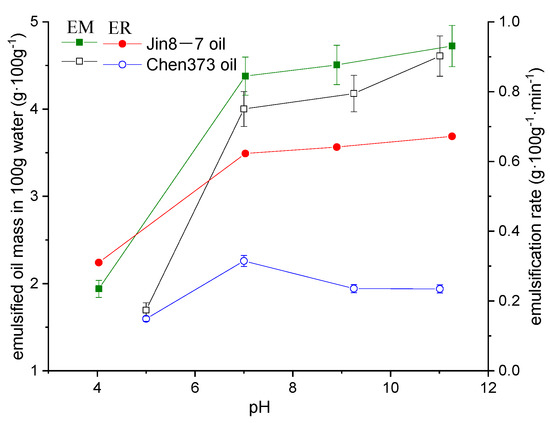
Figure 8.
The relationship of emulsification oil mass and rate with pH in the rapid emulsification period.
Figure 8 shows that the EM of the two oils during the rapid emulsification period increased with the pH, and the EM of Jin8-7 in water was higher than that of Chen373. The average ER of Jin8-7 gradually increased, while the maximum of Chen373 appeared at pH 7. The ER of Jin8-7 was much higher than that of Chen373, but there was only a small difference in the emulsification amount between the two oils. This indicates that the rapid emulsification duration for Jin8-7 was much shorter.
4.4. Emulsification Mechanism
Emulsion formation is generally thought to be a dynamic process between droplet break-up and re-coalescence [50]. The final emulsion properties and droplet sizes are the result of a dynamic equilibrium between these two sub-processes, which occur simultaneously during emulsification. Rudy Covis divided the emulsification process of hexadecane in water into four steps: flow establishment, formation of a coarse emulsion, emulsification, and a final stationary period. These two regimes (the rapid droplet size decrease, i.e., droplet deformation and fragmentation by Rayleigh instability, and the re-rupture of the resulting droplets into daughter droplets) of droplet fragmentation have been observed.
Based on the relationship between emulsification amount and time as discussed above, we also divided the emulsification process into two periods: a rapid emulsification period and an emulsion maturation period. These respectively correspond to the first three emulsification stages and the final stationary period as classified by Rudy Covis. During the rapid emulsification period, the maximum amount of emulsified crude oil was reached within only a few to tens of minutes. This indicated that a crude oil-in-water emulsion was rapidly formed under these conditions, which was consistent with literature results based on the evolution of droplet sizes [51] and torque with time.
Under different emulsification conditions, the same trend of the EA of oil-in-water with time and the different EA and duration of the rapid emulsification period were revealed. Our experimental results showed that the emulsification of a crude oil-in-water system is greatly affected by conditions such as temperature, NaCl content, and pH.
There are opposing effects of temperature on emulsification: droplet fragmentation occurs more easily at higher temperatures (e.g., the viscosity of the dispersed phase and the interfacial tension decrease) and the emulsion stability decreases because of increased droplet coalescence at higher temperatures. In our study, the rapid emulsification period showed the greatest contribution to the total EM. The total EM, EM, and ER during the rapid emulsification period increased with the temperature, indicating that a higher temperature promoted the emulsification of Jin8-7 and Chen373 oil-in-water emulsions. Upon increasing the temperature, the viscosity of the dispersed phase decreased, which made the droplet more prone to deformation and rupture. In addition, the surface tension decreased because the diffusion rate of the emulsifier increased. This led to a higher coverage rate of emulsifier at newly formed interfaces. Both of these factors increased the EM and ER. Our experimental observations are consistent with previous literature results [45,52]. The more obvious influence of temperature on high-viscosity Chen373 oil was responsible for the more remarkable variation in the EM of Chen373 oil with temperature. The emulsion droplet size initially decreased and then increased with time, but the droplet size increased with temperature for Jin8-7 oil and decreased for Chen373 oil.
During the rapid emulsification period, droplet rupture exerted a dominant role on the droplet size and caused the droplet size to decrease with time. As the emulsification proceeds to the maturation period, the coalescence of many droplets produced during the rapid stage becomes the dominant factor, which drives droplets to become larger, eventually reaching a plateau due to an equilibrium between droplet rupture and coalescence [53]. A higher temperature increased the droplet size for Jin8-7 oil. This was probably because a higher temperature corresponded to a lower viscosity of the dispersed phase and gave droplets more kinetic energy. This ultimately resulted in a faster coalescence of the emulsion droplets into coarse particles. However, the temperature had the opposite on droplet size for Chen373 oil, which indicates that emulsification was controlled via a different mechanism. Due to the high viscosity of Chen373 oil, the controlling factor throughout the whole emulsification process was the viscous resistance of crude oil. Higher temperatures lead to a lower viscosity for crude oil, which is responsible for a smaller droplet size of emulsified oil during the rapid emulsification period due to overcoming the low viscous resistance of the oil. The small particle size during the rapid emulsification period at a high temperature ensured a final small equilibrium particle size after emulsification.
The NaCl concentration exerted different influences on the emulsification of Jin8-7 and Chen373 oil in water. For Jin8-7 crude oil, the addition of salt decreased the interfacial tension due to an increase in the lipophilicity of the hydrophilic emulsifier [54], which promoted droplet rupture. At the same time, the increased electric charges of particles reduced the coalescence rate of particles, so the overall emulsification rate increased, and the particle size decreased. However, upon further increasing the salt concentration, the surface tension increased, and the diffusion double-electric layer of the droplet was compressed. This reduced the coalescent stability of the droplets, so the overall emulsification rate decreased and the droplet size increased. The maximum emulsification occurred at a salt concentration of 2 wt% for Jin8-7 oil and 4 wt% for Chen373 oil, respectively. However, the emulsification rate during the rapid emulsification period reached the maximum at a salt concentration of 2% for Jin8-7 but decreased upon increasing the salt concentration for Chen373 oil. At different salt concentrations, the particle size of the Jin8-7 oil emulsion was smaller than that of Chen373 oil, indicating that Jin8-7 was easier to emulsify. The droplet size of Chen373 crude oil emulsion showed different evolution routes under different salt concentrations, which also indicates a more complex effect of salt concentration on the emulsification process of highly viscous Chen373 crude oil.
The pH also affects crude oil emulsification. The alkali agent added to adjust the pH reacted with naturally occurring organic acids in the heavy oil to in situ generate surfactants at the oil-water interface [55]. The synergistic effect of the added surfactant and in situ surfactant may decrease the interfacial tension and form a strong interfacial film [56]. This may promote emulsification and prevent the emulsion droplets from coalescing. Increasing the pH of the aqueous phase of the emulsion increased the zeta potential of the droplets, which promoted the formation of a more stable emulsion [57].
4.5. The Calculated Kinetic Equations for the Emulsification Process
In the literature, the emulsification kinetics are usually determined based on the particle size change during emulsification [46,58]. Emulsification is a complex process that includes primitive stages such as molecular diffusion, interface adsorption, and rearrangement of emulsifiers at the water–oil interface [59,60], droplet deformation and rupture [40,61], and droplet coalescence [62,63,64]. Therefore, researchers often study the primitive stage kinetics to pinpoint the relevant mechanisms involved in the emulsification process. However, such equations cannot be directly used to simulate the whole complex emulsification process. The overall kinetics of the emulsification process were investigated by observing variations in the emulsification efficiency with time in this study. The emulsification kinetics based on the second-order emulsification process was given (Equation (3)). Equation (3) was used to fit the emulsification data at different temperatures, pH, and salt contents to verify its validity. The results are shown in Figure 9.
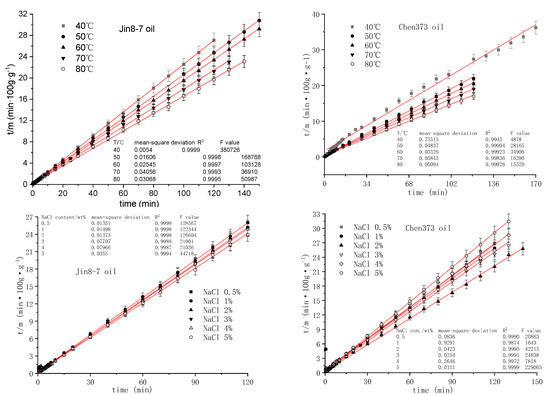
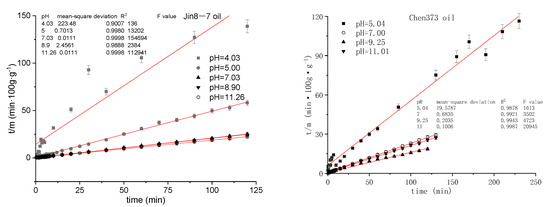
Figure 9.
t/m as a function of time for Jin8-7 oil and Chen373 oil under different emulsification conditions. The solid dots are the measured data, and the solid line represents the theoretical curve given by Equation (3).
The deviation between the calculated and experimental data is shown in Figure 9. Except for the poor fit of Jin8-7 crude oil at pH 4.03 and Chen373 crude oil at pH 5.04, the correlation coefficients under all other experimental conditions were >0.99, the mean square deviation was <1, and the F-value was >>1. The emulsification rate constant was obtained from the slope of the fitted line, and the average rate constant under each experimental condition is shown in Table 3.
Table 3.
The average emulsification rate constants under experimental conditions for Jin8-7 and Chen373 oil.
The average emulsification rate constant under each experimental condition for Jin8-7 was two to four times larger than that for Chen373 oil. This is consistent with previous results, further indicating that Jin8-7 oil emulsified in water more easily than Chen373 oil, which had a greater cohesive energy (higher viscosity than Jin8-7 oil) and was thus more difficult to break into droplets.
5. Conclusions
All observed phenomena during the emulsification process of Jin8-7 oil and Chen373 oil-in-water emulsions may be explained in terms of a two-stage mechanism involving a rapid emulsification period and an emulsion maturation period. The evolution of the emulsion parameters (i.e., droplet size and emulsified oil mass) during the rapid emulsification period largely depended on emulsification conditions such as temperature, pH, and NaCl concentration. The rapid emulsification period of Jin8-7 oil was shorter than that of Chen373 oil under all experimental conditions. Increasing the emulsification temperature and pH facilitated the emulsification of the two oils, especially Chen373 oil with a higher viscosity and higher asphaltene contents. Temperature had a slight effect on the emulsification rate of the two oils during the rapid emulsification period, which probably resulted from the low activation energy of the physical emulsification process.
The droplet sizes decreased first and then increased during the emulsification process under most experimental conditions for both oils. This was probably because, during the initial emulsification stage, droplet dispersion controlled the emulsification process. However, it was dominated by droplet coalescence due to an increase in the particle number and an attenuation in the dispersal process at the later stage.
From the emulsification mass during the rapid emulsification period, the optimal NaCl concentration was 2% and 4% for Chen373 and Jin8-7 oil, respectively. However, the emulsification rate of Chen373 oil decreased with the salt concentration, while a 2% NaCl concentration corresponded to the maximum emulsification rate of Jin8-7. This was because droplet coalescence was affected by electrostatic effects and changes in the droplet dispersion due to changes in the surface tension after adding NaCl.
The emulsification kinetics, where the emulsification rate was defined as the change rate of emulsified oil mass with time, was expressed by a second-order kinetics model. Based on this model, changes in the emulsified oil mass were calculated versus time, and the model provided an excellent fit to the measured experimental data.
To clarify the influence law of various factors on heavy oil emulsification, we established the kinetics of the heavy oil emulsification process and inferred that the mechanism of heavy oil emulsification can provide a theoretical basis for the formation and optimization of underground heavy oil cold recovery emulsification systems.
Author Contributions
Conceptualization, J.L. and Q.Z.; Methodology, W.Z. and Y.Z.; Data Management, Y.L. and C.S.; Project Administration, Z.L. and P.Y.; Funding acquisition, P.Y. and Z.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Key R&D Program of China (2018YFA0702400), Fund Project of China Petroleum and Chemical Corporation (P20073-2).
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Kang, W.; Xu, B.; Wang, Y.; Li, Y.; Shan, X.; An, F.; Liu, J. Stability mechanism of W/O crude oil emulsion stabilized by polymer and surfactant. Colloids Surf. A Physicochem. Eng. Asp. 2011, 384, 555–560. [Google Scholar] [CrossRef]
- Ding, M.; Wang, Y.; Yuan, F.; Zhao, H.; Li, Z. A comparative study of the mechanism and performance of surfactant- and alkali-polymer flooding in heavy-oil recovery. Chem. Eng. Sci. 2020, 219, 115603. [Google Scholar] [CrossRef]
- Karambeigi, M.S.; Abbassi, R.; Roayaei, E.; Emadi, M.A. Emulsion flooding for enhanced oil recovery: Interactive optimization of phase behavior, microvisual and core-flood experiments. J. Ind. Eng. Chem. 2015, 29, 382–391. [Google Scholar] [CrossRef]
- Yu, L.; Dong, M.; Ding, B.; Yuan, Y. Experimental study on the effect of interfacial tension on the onformance control of oil-in-water emulsions in heterogeneous oil ands reservoirs. Chem. Eng. Sci. 2018, 89, 165–178. [Google Scholar] [CrossRef]
- Bryan, J.; Kantzas, A. Potential for Alkali-Surfactant Flooding in Heavy Oil Reservoirs Through Oil-in-Water Emulsification. J. Can. Pet. Technol. 2009, 48, 37–46. [Google Scholar] [CrossRef]
- Fu, C.; Zhu, T.; Huang, B.; Dai, T.; Wang, Y.; Zhang, W.; Liu, X. The efficiency of migration and profile control with emulsion systems in class III reservoirs. R. Soc. Open Sci. 2019, 6, 181634. [Google Scholar] [CrossRef]
- Liu, Q.; Dong, M.; Yue, X.; Hou, J. Synergy of alkali and surfactant in emulsification of heavy oil in brine. Colloids Surf. A Physicochem. Eng. Asp. 2006, 273, 219–228. [Google Scholar] [CrossRef]
- Xu, J.; Xue, S.; Zhang, J.; Han, Y.; Xia, S. Molecular Design of the Amphiphilic Polymer as a Viscosity Reducer for Heavy Crude Oil: From Mesoscopic to Atomic Scale. Energy Fuels 2021, 35, 1152–1164. [Google Scholar] [CrossRef]
- Mao, J.; Liu, J.; Peng, Y.; Zhang, Z.; Zhao, J. Quadripolymers as Viscosity Reducers for Heavy Oil. Energy Fuels 2018, 32, 119–124. [Google Scholar] [CrossRef]
- Lv, X.; Fan, W.; Wang, Q.; Luo, H. Synthesis, Characterization, and Mechanism of Copolymer Viscosity Reducer for Heavy Oil. Energy Fuels 2019, 33, 4053–4061. [Google Scholar] [CrossRef]
- Zhang, F.; Liu, Y.; Wang, Q.; Han, Y.; Yan, Z.; Chen, H.; Tan, Y. Fabricating a heavy oil viscosity reducer with weak interaction effect: Synthesis and viscosity reduction mechanism. Colloid Interface Sci. Commun. 2021, 42, 100426. [Google Scholar] [CrossRef]
- Chen, X.; Wang, N.; Xia, S. Research progress and development trend of heavy oil emulsifying viscosity reducer: A review. Pet. Sci. Technol. 2021, 39, 550–563. [Google Scholar] [CrossRef]
- Pu, W.; Shen, C.; Tang, X.; Pang, S.; Sun, D.; Mei, Z. Emulsification of acidic heavy oil for viscosity reduction and enhanced oil recovery. J. Dispers. Sci. Technol. 2020, 41, 54–61. [Google Scholar] [CrossRef]
- Nguyen, D.; Balsamo, V. Emulsification of Heavy Oil in Aqueous Solutions of Poly(vinylalcohol): A Method for Reducing Apparent Viscosity of Production Fluids. Energy Fuels 2013, 27, 1736–1747. [Google Scholar] [CrossRef]
- Yu, F.; Jiang, H.; Fan, Z.; Xu, F.; Su, H.; Li, J. Formation and Flow Behaviors of in Situ Emulsions in Heavy Oil Reservoirs. Energy Fuels 2019, 33, 5961–5970. [Google Scholar] [CrossRef]
- Wen, J.; Zhang, J.; Wang, Z.; Zhang, Z.; Zheng, F.; Zhu, Y.; Han, S. Full and Partial Emulsification of Crude Oil−Water Systems as a Function of Shear Intensity, Water Fraction, and Temperature. Ind. Eng. Chem. Res. 2014, 53, 9513–9520. [Google Scholar] [CrossRef]
- Li, X.; Yue, X.; Wang, Z.; Yan, R.; Guo, Y. Role of Emulsification and Interfacial Tension of a Surfactant for Oil Film Displacement. Energy Fuels 2021, 35, 3032–3041. [Google Scholar] [CrossRef]
- Shi, C.; Zhang, L.; Xie, L.; Lu, X.; Liu, Q.; Mantilla, C.A.; van den Berg, F.G.A.; Zeng, H. Interaction Mechanism of Oil-in-Water Emulsions with Asphaltenes Determined Using Droplet Probe AFM. Langmuir 2016, 32, 2302–2310. [Google Scholar] [CrossRef]
- Lee, J.; Babadagli, T. Comprehensive review on heavy-oil emulsions: Colloid science and practical applications. Chem. Eng. Sci. 2020, 228, 115962. [Google Scholar] [CrossRef]
- Taylor, S. Interfacial chemistry in steam-based thermal recovery of oil sands bitumen with emphasis on steam-assisted gravity drainage and the role of chemical additives. Colloids Interf. 2018, 20, 16. [Google Scholar] [CrossRef]
- Wen, J.; Zhang, J.; Wang, Z.; Zhang, Y. Correlations between emulsification behaviors of crude oil-water systems and crude oil compositions. J. Pet. Sci. Eng. 2016, 146, 1–9. [Google Scholar] [CrossRef]
- Liu, D.; Li, C.; Zhang, X.; Yang, F.; Sun, G.; Yao, B.; Zhang, H. Polarity effects of asphaltene subfractions on the stability and interfacial properties of water-in-model oil emulsions. Fuel 2020, 269, 117450. [Google Scholar] [CrossRef]
- Bourrel, M.; Passade-Boupat, N. Crude Oil Surface Active Species: Consequences for Enhanced Oil Recovery and Emulsion Stability. Energy Fuels 2018, 32, 2642–2652. [Google Scholar] [CrossRef]
- Zhao, H.; Kang, W.; Yang, H.; Huang, Z.; Zhou, B.; Sarsenbekuly, B. Emulsification and stabilization mechanism of crude oil emulsion by surfactant synergistic amphiphilic polymer system. Colloids Surf. A 2021, 609, 125726. [Google Scholar] [CrossRef]
- She, Y.; Zhang, C.; Mahardika, M.A.; Patmonoaji, A.; Hu, Y.; Matsushita, S.; Suekane, T. Pore-scale study of in-situ surfactant flooding with strong oil emulsification in sandstone based on X-ray microtomography. J. Ind. Eng. Chem. 2021, 98, 247–261. [Google Scholar] [CrossRef]
- Jiang, G.; Tang, D. Effect of a type of spontaneous emulsification and viscosity reduction agent on the properties of heavy oil. Pet. Sci. Technol. 2018, 36, 781–786. [Google Scholar] [CrossRef]
- Wang, Z.; Lin, X.; Rui, Z.; Xu, M.; Zhan, S. The Role of Shearing Energy and Interfacial Gibbs Free Energy in the Emulsification Mechanism of Waxy Crude Oil. Energies 2017, 10, 721. [Google Scholar] [CrossRef]
- Alade, O.S.; Sasaki, K.; Sugai, Y.; Ademoji, B.; Kumasaka, J.; Ueda, R. Effect of Emulsification Process Conditions on the Properties of Water-in-Bitumen Emulsion. J. Jpn. Assoc. Pet. Technol. 2017, 82, 74–84. [Google Scholar] [CrossRef]
- Wen, J.; Luo, H.; Lon, Z. Emulsification behaviors of crude oil-water system and its quantitative relationship with exergy loss rate. J. Pet. Sci. Eng. 2019, 176, 502–508. [Google Scholar] [CrossRef]
- Schalbart, P.; Kawaji, M. Comparison of paraffin nanoemulsions prepared by low-energy emulsification method for latent heat storage. Int. J. Therm. Sci. 2013, 67, 113–119. [Google Scholar] [CrossRef]
- Janssen, P.H.; Noïk, C.; Dalmazzone, C. Emulsion formation in a model choke-valve. In Proceedings of the SPE Annual Technical Conference—Society of Petroleum Engineering, New Orleans, LA, USA, 30 September–3 October 2001. [Google Scholar]
- Covis, R.; Marie, E.; Durand, A. Kinetics of Formation of Oil-in-Water Emulsions Using In Situ Rheo-Optical Measurements. AICHE J. 2015, 61, 277–284. [Google Scholar] [CrossRef]
- Tadros, T.F. Emulsion Formation and Stability; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2013; p. 17. [Google Scholar]
- Morishita, R.; Matsuyama, R.; Ishiwata, T.; Tsuchiya, Y.; Giang, P.T.; Takahashi, S. Oil and Water Interactions during Low-Salinity Enhanced Oil Recovery in Water-Wet Porous Media. Energy Fuels 2020, 34, 5258–5266. [Google Scholar] [CrossRef]
- Ling, N.N.A.; Haber, A.; Graham, B.F.; Aman, Z.M.; May, E.F.; Fridjonsson, E.O.; Johns, M.L. Quantifying the Effect of Salinity on Oilfield Water-in-Oil Emulsion Stability. Energy Fuels 2018, 32, 10042–10049. [Google Scholar] [CrossRef]
- Alvarado, V.; Wang, X.; Moradi, M. Role of Acid Components and Asphaltenes in Wyoming Water-in-Crude Oil Emulsions. Energy Fuels 2011, 25, 4606–4613. [Google Scholar] [CrossRef]
- Eley, D.D.; Hey, M.J.; Symond, J.D. Emulsions of water in asphaltene-containing oils 1: Droplet size distribution and emulsification rates. Colloids Surf. 1988, 32, 87–101. [Google Scholar] [CrossRef]
- Fingas, M. Water-in-Oil Emulsion Formation: A Review of Physics and Mathematical Modelling. Spill Sci. Technol. Bull. 1995, 2, 55–59. [Google Scholar] [CrossRef]
- Katsuki, K.; Miyagawa, Y.; Matsuno, R.; Adachi, S. Evolution of the Size Distribution of Oil-droplets Over Time in Oil-in-water Emulsions. Jpn. J. Food Eng. 2015, 16, 231–234. [Google Scholar] [CrossRef]
- Vankova, N.; Tcholakova, S.; Denkov, N.D.; Vulchev, V.D.; Danner, T. Emulsification in turbulent flow 2: Breakage rate constants. J. Colloid Interface Sci. 2007, 313, 612–629. [Google Scholar] [CrossRef] [PubMed]
- Tcholakova, S.; Denkov, N. Kinetics of drop breakage and drop-drop coalescence during emulsification in turbulent flow. In Proceedings of the Second International Conference “Advanced Functional Materials”, Nessebar, Bulgaria, 3–6 September 2014. [Google Scholar]
- Gupta, A.; Narsimhan, V.; Hatton, T.A.; Doyle, P.S. Kinetics of the Change in Droplet Size during Nanoemulsion Formation. Langmuir 2016, 32, 11551–11559. [Google Scholar] [CrossRef]
- Seekkuarachchi, I.N.; Tanaka, K.; Kumazawa, H. Formation and Charaterization of Submicrometer Oil-in-Water (O/W) Emulsions, Using High-Energy Emulsification. Ind. Eng. Chem. Res. 2006, 45, 372–390. [Google Scholar] [CrossRef]
- Covis, R.; Baravian, C.; Marie, E.; Durand, A. Kinetics of formation of polysaccharide-covered micrometric oildroplets under mechanical agitation. Colloids Surf. A Physicochem. Eng. Asp. 2015, 466, 92–99. [Google Scholar] [CrossRef]
- Sanchez, M.C.; Berjano, M.; Guerrero, A.; Gallegos, C. Emulsification Rheokinetics of Nonionic Surfactant-Stabilized Oil-in-Water Emulsions. Langmuir 2001, 17, 5410–5416. [Google Scholar] [CrossRef]
- Mabille, C.; Leal-Calderon, F.; Bibette, J.; Schmitt, V. Monodisperse fragmentation in emulsions: Mechanisms and kinetics. Europhys. Lett. 2003, 5, 708–714. [Google Scholar] [CrossRef]
- Caubet, S.; Le Guer, Y.; Grassl, B.; El Omari, K.; Normandin, E. A Low-Energy Emulsification Batch Mixer for Concentrated Oil-in-Water Emulsions. AICHE J. 2011, 57, 27–39. [Google Scholar] [CrossRef]
- Guo, Y.-B.; Yue, X.-A.; Fu, J.Y.; Zhang, B. Relevance between Emulsification Capability and Interfacial Tension of Chemical Flooding Agents. Energy Fuels 2018, 32, 12345–12350. [Google Scholar] [CrossRef]
- Alotaibi, M.; Nasr-El-Din, H. Effect of brine salinity on reservoir fluids interfacial tension. In Proceedings of the SPE Europec featured at EAGE Conference and Exhibition? Amsterdam, The Netherlands, 8–11 June 2009; p. SPE-121569-MS. [Google Scholar] [CrossRef]
- Lee, L.; Norton, I.T. Comparing droplet breakup for a high-pressure valve homogeniser and a Microfluidizer for the potential production of food-grade nanoemulsions. J. Food Eng. 2013, 114, 158–163. [Google Scholar] [CrossRef]
- Lee, L.L.; Niknafs, N.; Hancocks, R.D.; Norton, I.T. Emulsification: Mechanistic understanding. Trends Food Sci. Technol. 2013, 31, 72–78. [Google Scholar] [CrossRef]
- Feng, H.; Kang, W.; Wu, H.; Li, Z.; Chen, J.; Zhou, Q.; Bai, B. Study on the relationship between emulsion stability and droplet dynamics of a spontaneous emulsion for chemical enhanced oil recovery. J. Dispers. Sci. Technol. 2018, 39, 1214–1222. [Google Scholar] [CrossRef]
- Henry, J.V.L.; Fryer, P.J.; Frith, W.J.; Norton, I.T. Emulsification mechanism and storage instabilities of hydrocarbon-in-water sub-micron emulsions stabilised with Tweens (20 and 80), Brij 96v and sucrose monoesters. J. Colloid Interface Sci. 2009, 338, 201–206. [Google Scholar] [CrossRef]
- Abdel-Wali, A. Effect of simple polar compounds and salinity on interfacial tension and wettability of rock/oil/brine system. J. King Saud. Univ. Eng. Sci. 1996, 8, 153–162. [Google Scholar] [CrossRef]
- Pei, H.H.; Zhang, G.C.; Ge, J.J.; Jin, L.C.; Liu, X.L. Analysis of microscopic displacement mechanisms of alkaline flooding for enhanced heavy-oil recovery. Energy Fuels 2011, 25, 4423–4429. [Google Scholar] [CrossRef]
- Li, Z.; Wu, H.; Yang, M.; Jiang, J.; Xu, D.; Feng, H.; Lu, Y.; Kang, W.; Bai, B.; Hou, J. Spontaneous Emulsification via Once Bottom-Up Cycle for the Crude Oil in Low-Permeability Reservoirs. Energy Fuels 2018, 32, 3119–3126. [Google Scholar] [CrossRef]
- Ashrafizadeh, S.N.; Kamran, M. Emulsification of heavy crude oil in water for pipeline transportation. J. Pet. Sci. Eng. 2010, 71, 205–211. [Google Scholar] [CrossRef]
- Moradi, M.; Alvarado, V.; Huzurbazar, S. Effect of Salinity on Water-in-Crude Oil Emulsion: Evaluation through Drop-Size Distribution Proxy. Energy Fuels 2011, 25, 260–268. [Google Scholar] [CrossRef]
- Mohammadi, M.; Zirrahi, M.; Hassanzadeh, H. An Analytical Model for Estimation of the Self-Diffusion Coefficient and Adsorption Kinetics of Surfactants Using Dynamic Interfacial Tension Measurements. J. Phys. Chem. B 2020, 124, 3206–3213. [Google Scholar] [CrossRef]
- Chen, Y.; Dutcher, C.S. Size dependent droplet interfacial tension and surfactant transport in liquid–liquid systems, with applications in shipboard oily bilgewater emulsions. Soft Matter 2020, 16, 2994–3004. [Google Scholar] [CrossRef]
- Nachtigall, S.; Zedel, D.; Kraume, M. Analysis of drop deformation dynamics in turbulent flow. Chin. J. Chem. Eng. 2016, 24, 264–277. [Google Scholar] [CrossRef]
- Politova, N.I.; Tcholakova, S.; Tsibranska, S.; Denkov, N.D.; Muelheims, K. Coalescence stability of water-in-oil drops: Effects of drop size and surfactant concentration. Colloids Surf. A 2017, 531, 32–39. [Google Scholar] [CrossRef]
- Dudek, M.; Chicault, J.; Øye, G. Microfluidic Investigation of Crude Oil Droplet Coalescence: Effect of Oil/Water Composition and Droplet Aging. Energy Fuels 2020, 34, 5110–5120. [Google Scholar] [CrossRef]
- Håkansson, A. Experimental methods for measuring coalescence during emulsification—A critical review. J. Food Eng. 2016, 178, 47–59. [Google Scholar] [CrossRef]










Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).