
Model of Residence Time Distribution, Degree of Mixing and Degree of Dispersion in the Biomass Transport Process on Various Grate Systems
Abstract
:1. Introduction
- ideal mixed flow,
- piston flow.
- residence time distribution (RTD) of a material on a grate,
- degree of mixing of a material on a grate (M),
- longitudinal dispersion coefficient (DL).
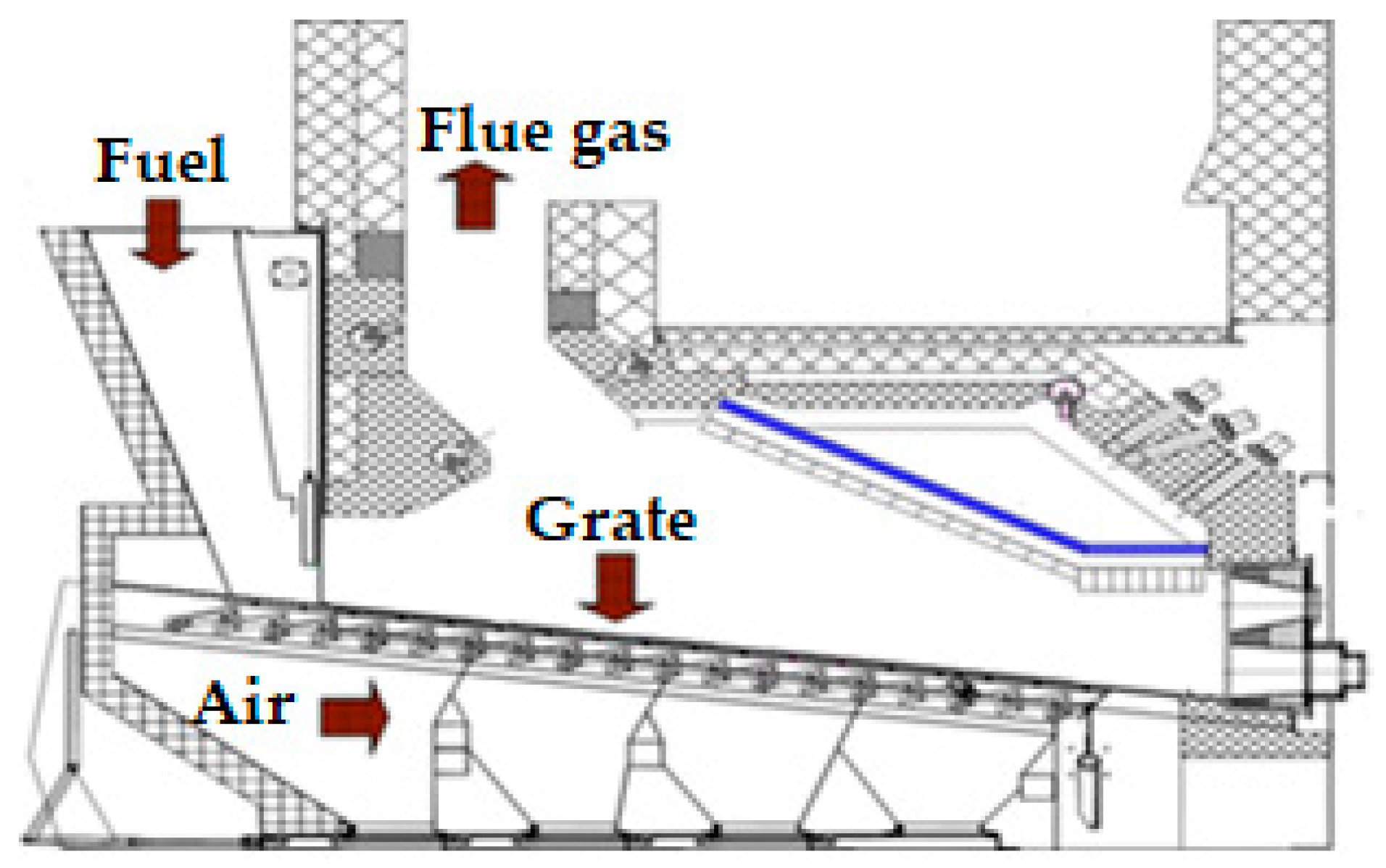
2. Grate Technology in Thermal Treatment of Waste Biomass
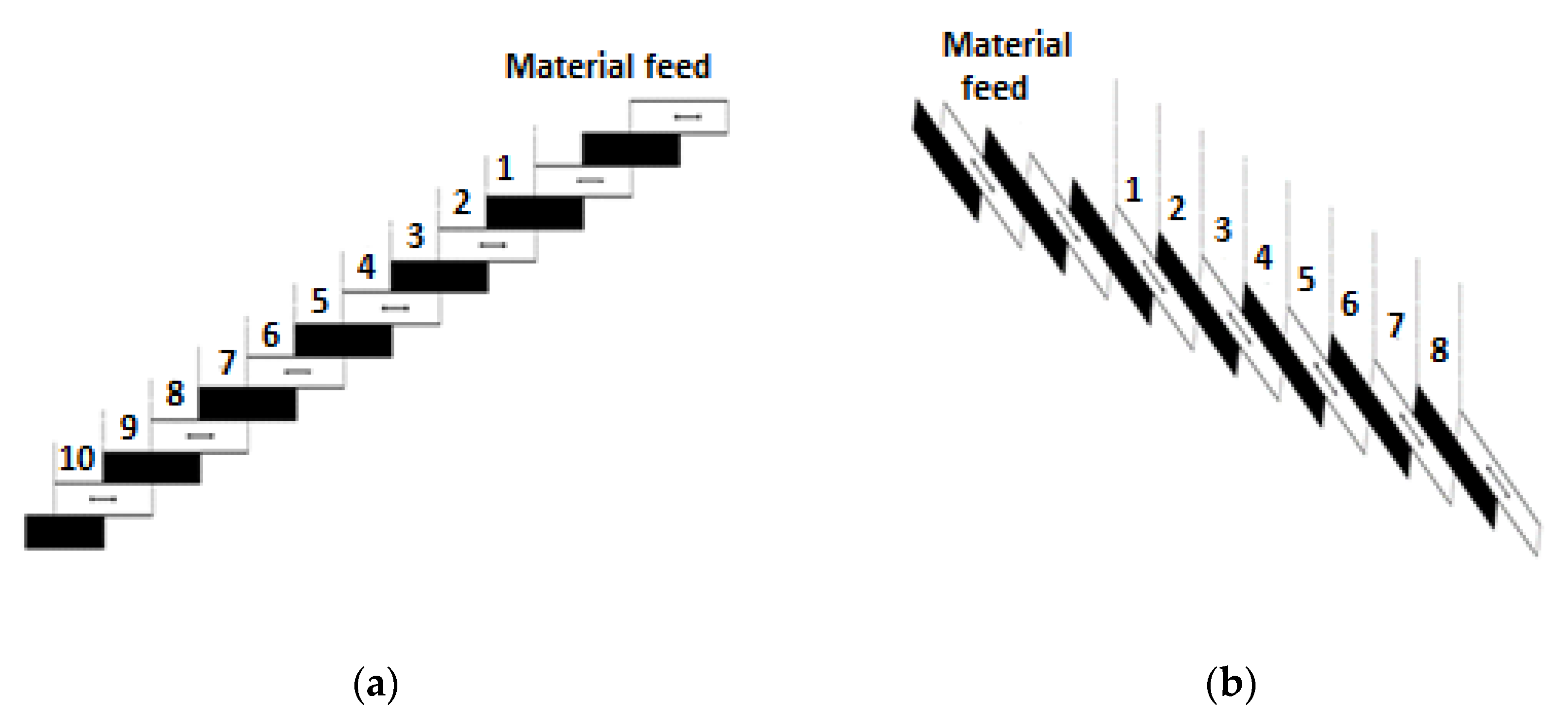
2.1. Moving Grate
2.2. Reciprocating Grate
3. Materials and Methods
3.1. Properties of the Tested Materials
- LECA—lightweight expanded clay aggregate; an artificial porous aggregate obtained by firing formed from clay granules, used as an insulating fill. The study used multifractional expanded clay composed of the following fractions:
- with a diameter of 10–13 mm—the smallest fraction (uncolored),
- with a diameter of 13–17 mm—medium fraction (colored blue),
- with a diameter of 17–20 mm—the largest fraction (colored white).
- wood chips—wood waste with a length of 40 mm and a thickness of 5 mm,
- biomass-shredded and air-dried green mass (branches + grass) of 50 mm × 2 mm, the mass proportion of grass to branches was: 1:5,
- mixture-LECA + wood chips + biomass mixed in mass ratio of 5:3:1,
- wood spheres with a diameter of 20 and 32 mm.
3.2. The Laboratory Stand
- moving grate,
- reciprocating grate.
- width of a grate: 0.8 m,
- length of a grate bar: 0.37 m,
- surface of a grate: 4144 m2.
- range of the feed length: 1–230 mm,
- range of the grate bars velocity: 0–10 mm/s,
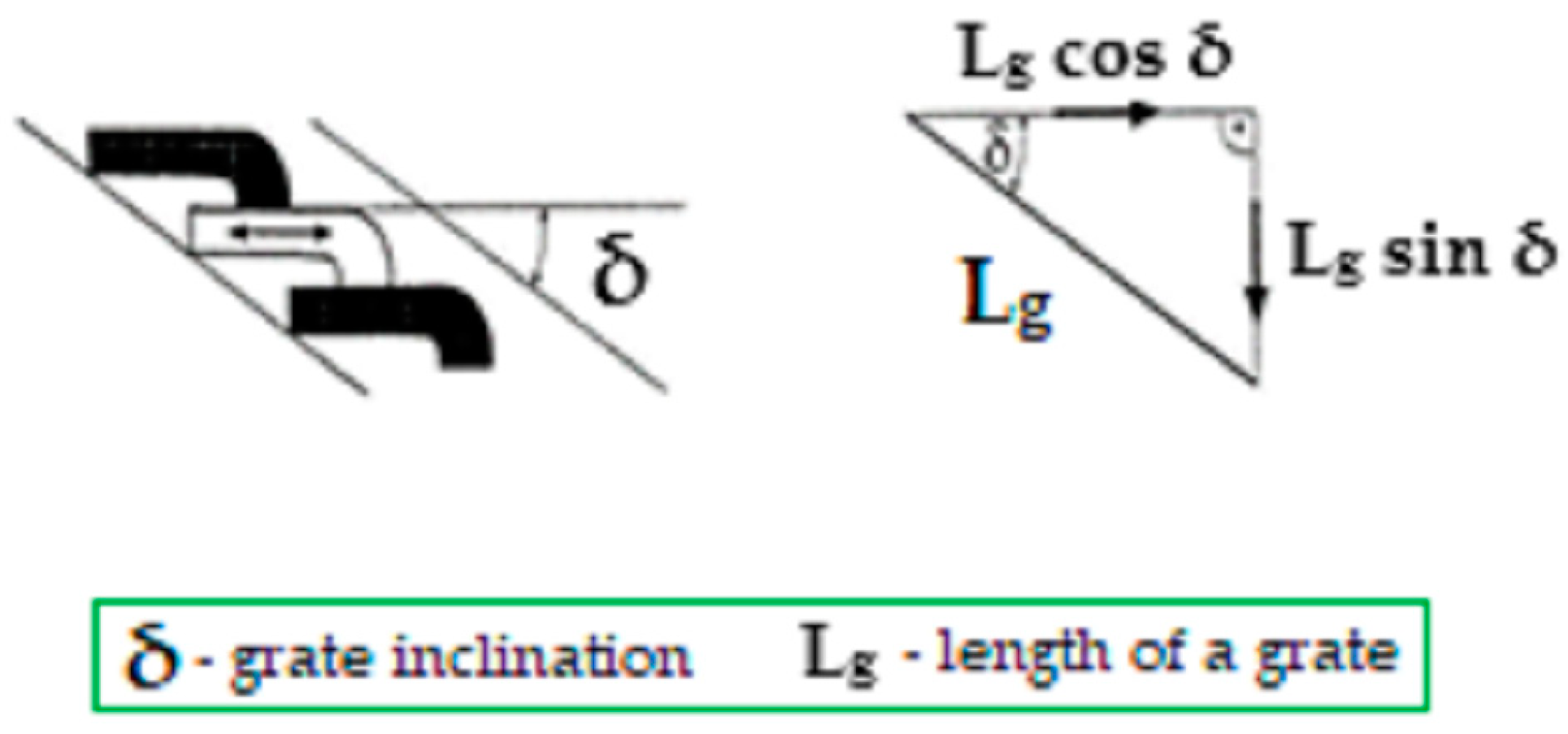
- range of the angle of inclination: 0–30°.
- -
- angle of inclination of the grate,
- -
- grate bars speed,
- -
- type of feed material (variation of rheological properties),
- -
- stream of the input material.
3.3. The Course of the Research with the Use of the Impulse Method
- loading a portion of the material onto the movable grate, stabilizing and establishing a continuous flow on the grate,
- introducing the tracer,
- continuing the introduction of material on the grate to ensure a steady flow on the grate until the last portion of the tracer is received,
- receiving subsequent portions of the material with the tracer (at fixed time intervals) at the outlet of the grate,
- weighing of the tracer in the received portions.
- At the same time, portions of material were collected at specific, fixed time intervals. The tracer was introduced in a very short time, in the entire cross-section filled along the width of the grate, in the form of an impulse signal, and its measurement was carried out in the output stream of the material. For each portion, the mass fraction of the tracer to the mass of the entire portion was determined. These data were transferred to a computational program based on the algorithm presented in the next chapter.
- determination of the degree of mixing materials on the grate,
- determination of the longitudinal mixing on grates,
- recognition and determination of the transverse mixing on grates,
- determination of the degree of dispersion.
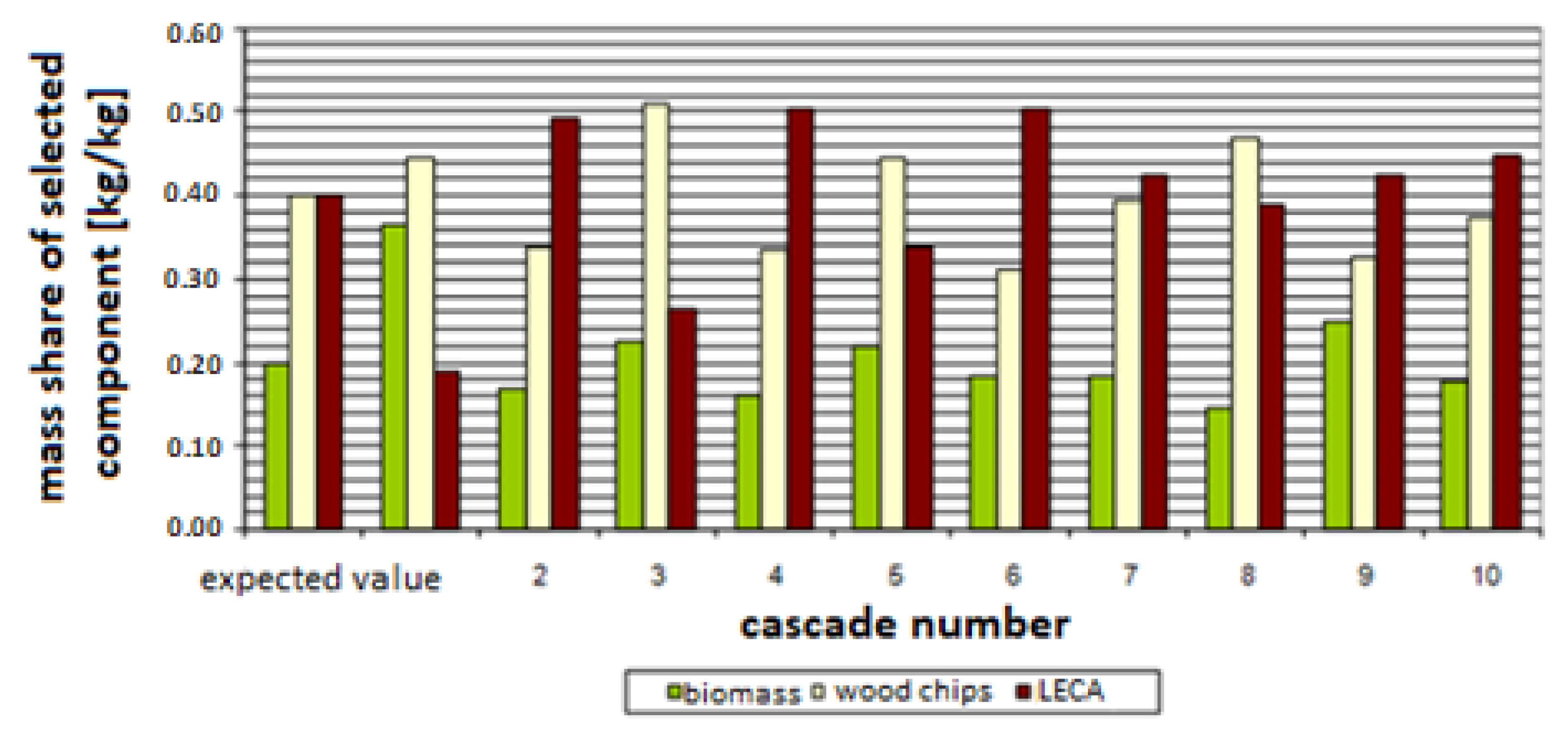
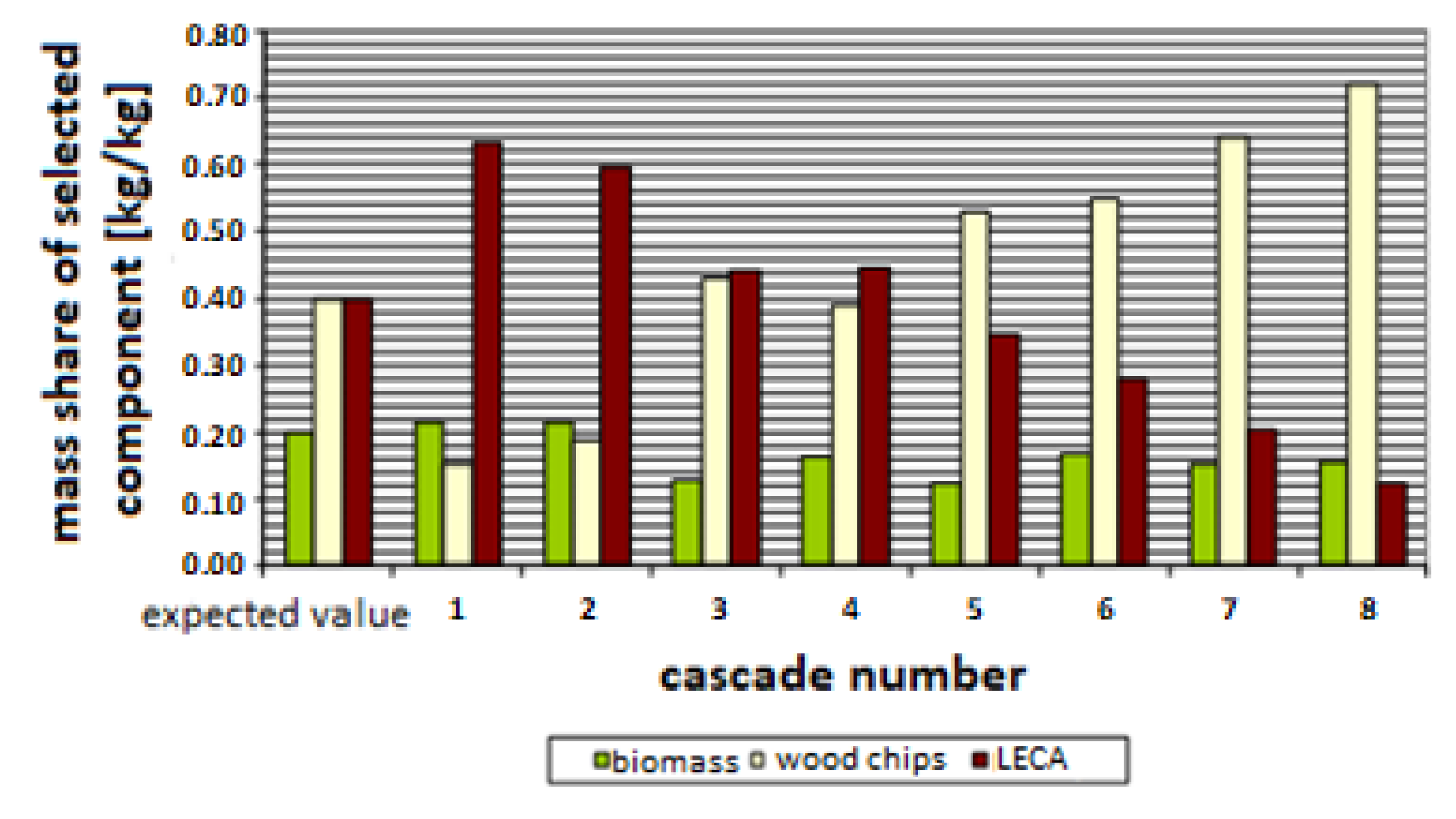
- The degree of mixing of the material on the grate was determined as follows. Each grate, along with its portion of material, was separated from the others by means of two perpendicularly introduced profiled plexiglass plates, thus obtaining the so-called cascades. Each cascade was divided into five equal parts. From each part of the cascade, the material that remained in them was selected, and the mass fractions of individual components were determined. The results were then averaged over the entire cascade. The division diagram is shown in Figure 7.
- mass of LECA mk = 2 kg (1.6 kg fraction 10–17 mm, 0.4 kg fraction 17–20 mm),
- mass of biomass mb = 1 kg, fraction 1 do 40 mm,
- mass of wood chips mśd = 2 kg, fraction 25 mm.
4. Model of Residence Time Distribution, Mixing, and Degree of Dispersion
4.1. Introduction to the Algorithm
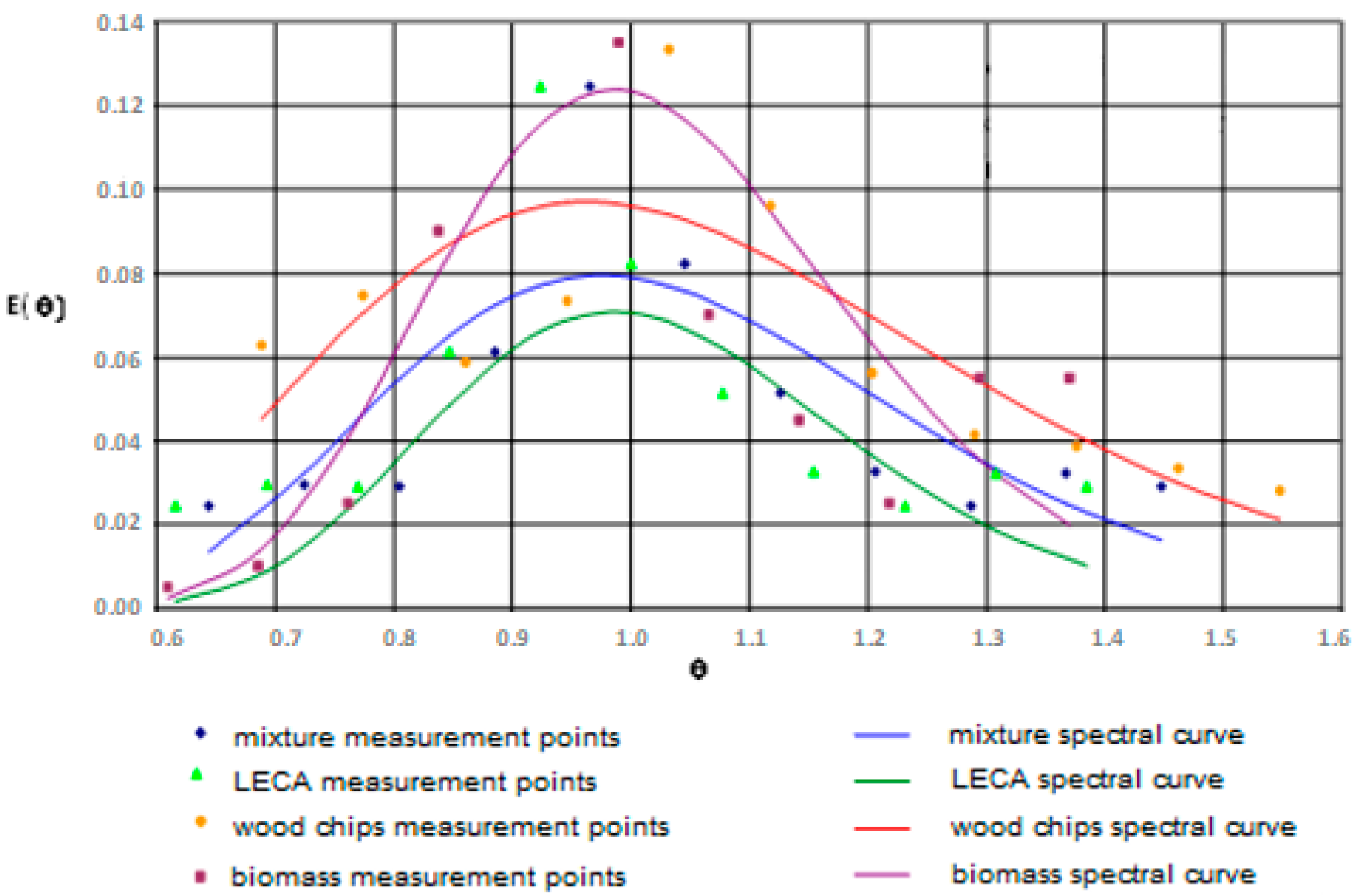
- E(t) specifying the molar (mass) fraction of particles with a residence time within a certain range in the stream leaving the device,
- F(t) the distribution function of the residence time distribution, also called the residence time distribution.
- L—reactor length, [m],
- u—linear speed, [m/s],
- —longitudinal dispersion coefficient, [m2/s].
4.2. Algorithm for the RTD, Mixing, and Degree of Dispersion Calculation
- Variant 1: Assumes that the sum of the relative measured masses is equal to the sum of the values determined by the regression function E(), which is expressed by the following equation:
- Variant 2: Assumption that the sum of the values determined by the regression function E() is a consequence of the relative notation: mass of the received tracer and residence time. Therefore, this algorithm takes into account the following condition:where: n—the number of values of E(θj) determined by the regression function.
- Variant 3: The combination of the conditions presented above is the assumption.
- -
- for the variant 1 ⇒ α (a)
- -
- for the variant 2 ⇒ α (a)
- -
- for the variant 3 ⇒ α (a)
- key component—wood chips—expected value p = 0.4,
- key component—LECA—expected value p = 0.4,
- key component—biomass—expected value p = 0.2.
- (a)
- monodisperse
- (b)
- polydisperse:
5. Results and Discussion
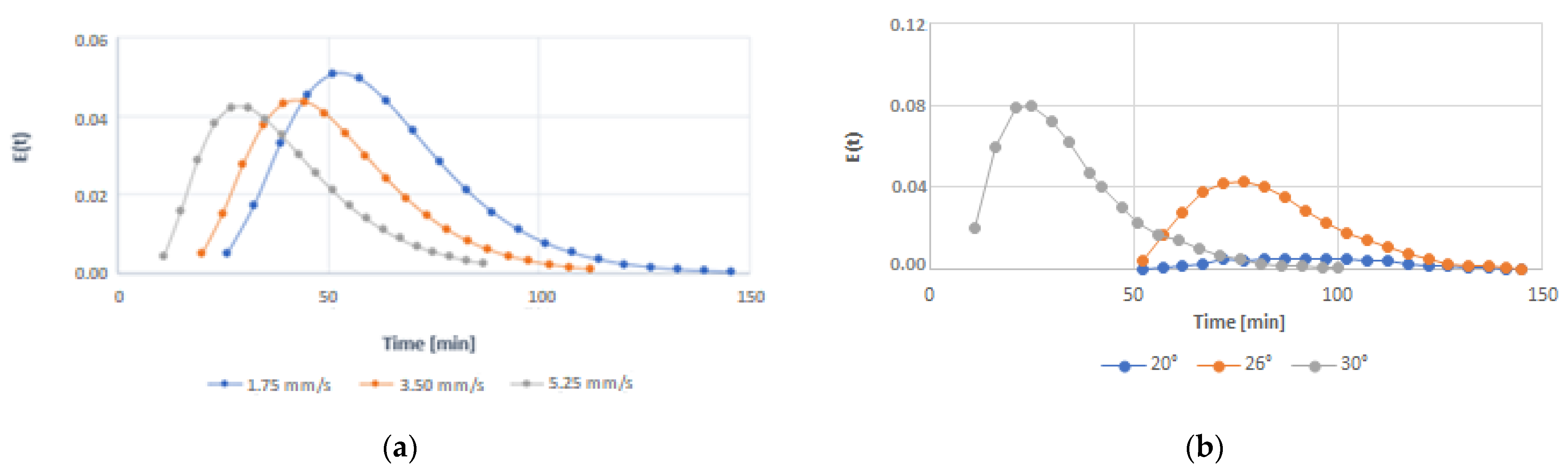
5.1. Residence Time Distribution
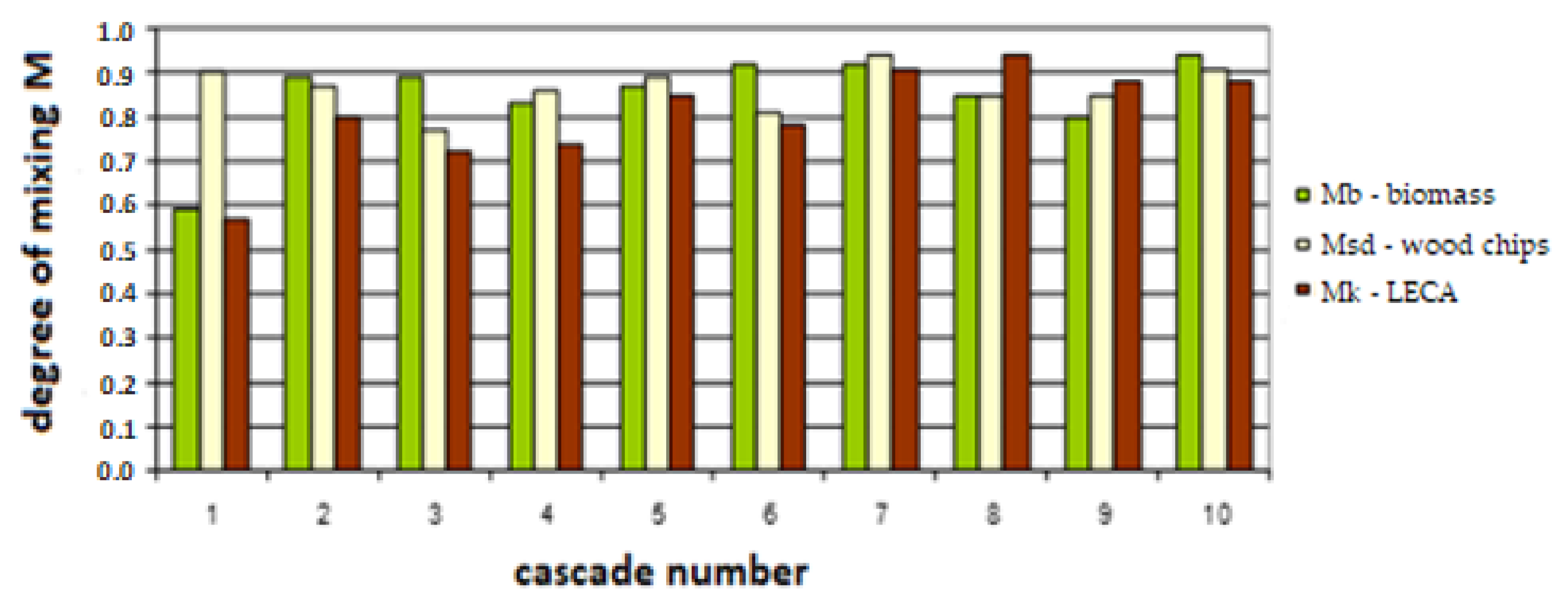
5.2. Mixing
5.3. Degree of Dispersion
6. Conclusions
- low backward mixing,
- short average residence times of materials,
- low layer heights of material on the grate,
- formation of the velocity profile in the form of a “U” (top view).
- Reciprocating grates:
- high degree of mixing of material on the grate,
- long average residence times of the material,
- the material transport mechanism (for grate inclination angle >30°) is more affected by the natural angle of repose of the material than by the movement caused by the mechanical feed of the grate bars,
- for 30°, rapid surface sloughing was observed, without mixing,
- when transporting polydisperse material (different size fractions), separation of small fractions in the upper part of the grate, large fractions in the lower part of the grate was observed.
- for a moving grate, as the grate inclination angle increases by several degrees, the Peclet number decreases and the dispersion intensity increases,
- for a reciprocating grate, the Peclet number increases with an increase in the angle of inclination; this is due to excessive inclination, when part of the material falls from the grate mainly by gravity (the angle of natural repose of the material is exceeded).
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kozioł, M.; Kozioł, J. Impact of Primary Air Separation in a Grate Furnace on the Resulting Combustion Products. Energies 2023, 16, 1647. [Google Scholar] [CrossRef]
- Zhuang, J.; Tang, J.; Aljerf, L. Comprehensive review on mechanism analysis and numerical simulation of municipal solid waste incineration process based on mechanical grate. Fuel 2022, 320, 123826. [Google Scholar] [CrossRef]
- Leckner, B.; Lind, F. Combustion of municipal solid waste in fluidized bed or on grate—A comparison. Waste Manag. 2020, 109, 94–108. [Google Scholar] [CrossRef]
- Jaworski, T. Investigation on Physicochemical Variations of Waste Substances Properties During Combustion Process in Grate Fired Experimental Incineration System. Waste to Energy and Environment; Helion: Gliwice, Poland, 2010; pp. 127–140. [Google Scholar]
- Burghardt, A.; Bartelmus, G. Chemical Reaction Engineering. Reactors for Homogeneous Systems; PWN: Warsaw, Poland, 2001. [Google Scholar]
- Levenspiel, O. Chemical Reaction Engineering, 3rd ed.; John Wiley & Sons: Berlin/Heidelberg, Germany, 1991. [Google Scholar]
- Jiang, M.; Lai, A.; Law, A. Solid Waste Incineration Modelling for Advanced Moving Grate Incinerators. Sustainability 2020, 12, 8007. [Google Scholar] [CrossRef]
- Poranek, N.; Łaźniewska-Piekarczyk, B.; Lombardi, L.; Czajkowski, A.; Bogacka, M.; Pikoń, K. Green Deal and Circular Economy of Bottom Ash Waste Management in Building Industry—Alkali (NaOH) Pre-Treatment. Materials 2022, 15, 3487. [Google Scholar] [CrossRef] [PubMed]
- De Greef, J.; Hoang, Q.N.; Vandevelde, R.; Meynendonckx, W.; Bouchaar, Z.; Granata, G.; Verbeke, M.; Ishteva, M.; Seljak, T.; Van Caneghem, J.; et al. Towards Waste-to-Energy-and-Materials Processes with Advanced Thermochemical Combustion Intelligence in the Circular Economy. Energies 2023, 16, 1644. [Google Scholar] [CrossRef]
- Poranek, N.; Łaźniewska-Piekarczyk, B.; Czajkowski, A.; Pikoń, K. MSWIBA Formation and Geopolymerisation to Meet the United Nations Sustainable Development Goals (SDGs) and Climate Mitigation. Buildings 2022, 12, 1083. [Google Scholar] [CrossRef]
- Kruggel-Emden, H.; Kacianauskas, R. Discrete element analysis of experiments on mixing and bulk transport of wood pellets on a forward acting grate in discontinuous operation. Chem. Eng. Sci. 2013, 92, 105–117. [Google Scholar] [CrossRef]
- El Korchi, K.; Alami, R.; Saadaoui, A.; Mimount, S.; Chaouch, A. Residence time distribution studies using radiotracers in a lab-scale distillation column: Experiments and modeling. Appl. Radiat. Isot. 2019, 154, 108889. [Google Scholar] [CrossRef]
- Kruggel-Emden, H.; Wirtz, S. Analysis of Residence Time Distributions of Different Solid Biomass Fuels by using Radio Frequency Identification (RFID). Energy Technol. 2014, 2, 498–505. [Google Scholar] [CrossRef]
- Yang, Y.B.; Lim, C.N.; Goodfellow, J.; Sharifi, V.N.; Swithenbank, J. A diffusion model for particle mixing in a pecked bed of burning solids. Fuel 2005, 84, 213–225. [Google Scholar] [CrossRef]
- Samiei, K.; Peters, B. Experimental and numerical investigation into the residence time distribution of granular particles on forward and reverse acting grates. Chem. Eng. Sci. 2013, 87, 234–245. [Google Scholar] [CrossRef]
- Simsek, E.; Sudbrock, F.; Wirtz, S.; Scherer, V. Influence of particle diameter and material properties on mixing of monodisperse spheres on a grate: Experiments and discrete element simulation. Powder Technol. 2012, 221, 144–154. [Google Scholar] [CrossRef]
- Jaworski, T. Modelowanie Procesu Transportu Masy Na Rusztach Urządzeń Do Termicznego Przekształcania Odpadów Stałych; Wydawnictwo Politechniki Śląskiej: Gliwice, Poland, 2012. [Google Scholar]
- Nakamura, M.R.; Castaldi, M.J.; Themelis, N.J. Stochastic and physical modeling of motion of municipal solid waste (MSW) particles on a waste-to-energy (WTE) moving grate. Int. J. Therm. Sci. 2010, 49, 984–992. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, Q.; Bradford, R.; Sharifi, V.; Swithenbank, J. Experimental investigation and mathematical modelling of wood combustion in a moving grate boiler. Fuel Process. Technol. 2010, 91, 1491–1499. [Google Scholar] [CrossRef]
- Stegowski, Z. Badania Znacznikowe i Modelowanie Komputerowe Wybranych Układów Przepływowych; Wydawnicwto Wydział Fizyki i Informatyki Stosowanej AGH: Kraków, Poland, 2010. [Google Scholar]
- Mieszkowski, H. Pomiary Cieplne i Energetyczne; WNT: Warsaw, Poland, 1981. [Google Scholar]
- Brociek, R.; Słota, D. Application of real ant colony optimization algorithm to solve space and time fractional heat conduction inverse problem. Inf. Technol. Control 2017, 46, 5–16. [Google Scholar] [CrossRef] [Green Version]
- Brociek, R.; Słota, D. Application of intelligent algorithm to solve the fractional heat conduction inverse problem. In Proceedings of the 21st International Conference on Information and Software Technologies, ICIST 2015, Druskininkai, Lithuania, 15–16 October 2015; Volume 538, pp. 356–365, Part of the Communications in Computer and Information Science Book Series; code 153159. [Google Scholar]
- Szarawara, J.; Skrzypek, J.; Gawdzik, A. Podstawy Inżynierii Reaktorów Chemicznych, 2nd ed.; Wydawnictwo Naukowo-Techniczne: Warsaw, Poland, 1991. [Google Scholar]
- Kasprzak, W.; Lysik, B. Analiza Wymiarowa; WNT: Warsaw, Poland, 1988. [Google Scholar]
- Siedow, L.I. Analiza Wymiarowa i Teoria Podobieństwa; WNT: Warsaw, Poland, 1968. [Google Scholar]
- Beckmann, M.; Scholz, R. Residence time behaviour of solid material in grate systems. In Proceedings of the 5th European Conference, Espinho-Porto, Portugal, 11–14 April 2000. [Google Scholar]
- Sabelstrom, H. Diffusion of Solid Fuel on a Vibrating Grate. Ph.D. Thesis, Aalborg University, Aalborg, Denmark, 2007. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Unit | LECA | Wood Chips | Biomass | Mixture | Wooden Spheres 1 | Wooden Spheres 2 |
|---|---|---|---|---|---|---|---|
| Bulk density | kg/m3 | 290 | 214 | 104 | 208 | 340 | 300 |
| Apparent density | kg/m3 | 664 | 630 | 157 | 549 | 600 | 600 |
| Porosity | - | 0.55 | 0.66 | 0.33 | 0.62 | 0.43 | 0.50 |
| Angle of repose | ° | 36 | 43 | 48 | 35 | - | - |
| Size | mm | 10–20 | 40 × 5 | 50 × 2 | - | 20 | 32 |
| Material | Grate Feed Speed [mm/s] | Angle of Inclination [°] | Length of the Grate [m] |
|---|---|---|---|
| LECA | 0.5–7 | 9–16 | 2.75 |
| Wood chips | 0.5–7 | 9–16 | 2.75 |
| Biomass | 0.5–7 | 9–16 | 2.75 |
| Mixture | 0.5–7 | 9–16 | 2.75 |
| Wooden spheres | 0.5–7 | 9–16 | 2.75 |
| Material | Grate Feed Speed [mm/s] | Angle of Inclination [°] | Length of the Grate [m] |
|---|---|---|---|
| LECA | 0.5–7 | 20–30 | 2.75 |
| Wood chips | 0.5–7 | 20–30 | 2.75 |
| Biomass | 0.5–7 | 20–30 | 2.75 |
| Mixture | 0.5–7 | 20–30 | 2.75 |
| Wooden spheres | 0.5–7 | 20–30 | 2.75 |
| Cascade Number | Degree of Mixing Relative to the Selected Key Component M | ||
|---|---|---|---|
| Wood Chips Msd | LECA, Mk | Biomass, Mb | |
| 1 | 0.90 | 0.57 | 0.59 |
| 2 | 0.87 | 0.80 | 0.89 |
| 3 | 0.77 | 0.72 | 0.89 |
| 4 | 0.86 | 0.74 | 0.83 |
| 5 | 0.89 | 0.85 | 0.87 |
| 6 | 0.81 | 0.78 | 0.92 |
| 7 | 0.94 | 0.91 | 0.92 |
| 8 | 0.85 | 0.94 | 0.85 |
| 9 | 0.85 | 0.88 | 0.80 |
| 10 | 0.91 | 0.88 | 0.94 |
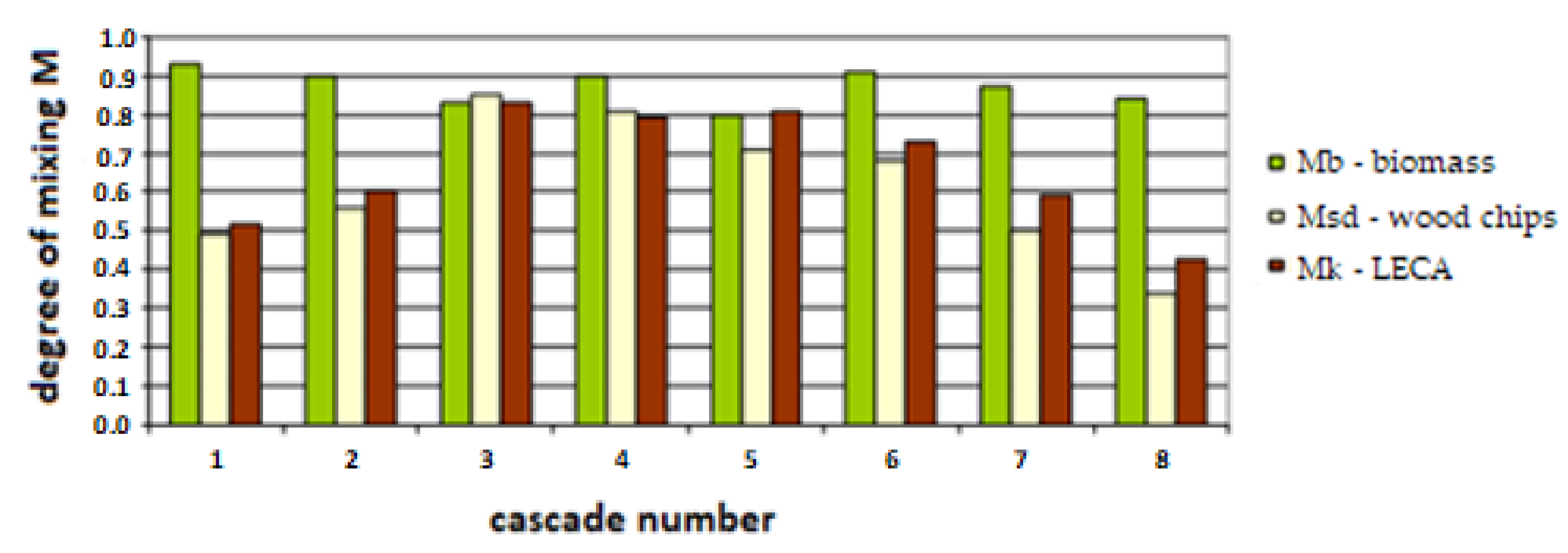
| Cascade Number | Degree of Mixing Relative to the Selected Key Component M | ||
|---|---|---|---|
| Wood Chips Mśd | Keramzyt, Mk | Biomasa, Mb | |
| 1 | 0.49 | 0.52 | 0.93 |
| 2 | 0.56 | 0.60 | 0.90 |
| 3 | 0.85 | 0.83 | 0.83 |
| 4 | 0.81 | 0.79 | 0.90 |
| 5 | 0.71 | 0.81 | 0.80 |
| 6 | 0.68 | 0.73 | 0.91 |
| 7 | 0.50 | 0.59 | 0.87 |
| 8 | 0.34 | 0.43 | 0.84 |
| Angle of Inclination | Grate Bar Velocity | Mean Residence Time | Mean Material Velocity | Pe | W | C | Mean C | DLR | DLT | Relative Error |
|---|---|---|---|---|---|---|---|---|---|---|
| [°] | [mm/s] | [min] | [m/s] | [-] | [m2/s] ∙103 | [-] | [-] | [m2/s] ∙103 | [m2/s] ∙103 | [%] |
| 9 | 1.5 | 53.29 | 0.0009 | 46 | 1.726 | 0.030 | 0.036 | 0.0525 | 0.0621 | 18.2 |
| 9 | 3.5 | 30.14 | 0.0015 | 40 | 2.416 | 0.044 | 0.1068 | 0.0870 | 18.6 | |
| 9 | 7.0 | 20.00 | 0.0023 | 40 | 4.629 | 0.035 | 0.1610 | 0.1666 | 3.5 | |
| 13 | 1.5 | 50.29 | 0.0012 | 34 | 1.874 | 0.052 | 0.046 | 0.0965 | 0.0862 | 10.7 |
| 13 | 3.5 | 26.34 | 0.0018 | 39 | 3.093 | 0.041 | 0.1254 | 0.1423 | 13.5 | |
| 13 | 7.0 | 16.21 | 0.0029 | 37 | 4.584 | 0.047 | 0.2148 | 0.2108 | 1.8 | |
| 16 | 1.5 | 39.24 | 0.0009 | 18 | 1.893 | 0.071 | 0.085 | 0.1343 | 0.1609 | 19.8 |
| 16 | 3.5 | 25.00 | 0.0019 | 19 | 3.132 | 0.087 | 0.2712 | 0.2663 | 1.8 | |
| 16 | 7.0 | 15.38 | 0.0030 | 20 | 4.882 | 0.086 | 0.4187 | 0.4150 | 0.9 |
| Angle of Inclination | Grate Bar Velocity | Mean Residence Time | Mean Material Velocity | Pe | W | C | Mean C | DLR | DLT | Relative Error |
|---|---|---|---|---|---|---|---|---|---|---|
| [°] | [mm/s] | [min] | [m/s] | [-] | [m2/s] ∙103 | [-] | [-] | [m2/s] ∙103 | [m2/s] ∙103 | [%] |
| 4 | 3 | 84.47 | 0.0005 | 36.97 | 0.283 | 0.15 | 0.14 | 0.0412 | 0.0396 | 4.1 |
| 4 | 6 | 35.21 | 0.0013 | 35.77 | 0.782 | 0.13 | 0.1023 | 0.1094 | 7.0 | |
| 4 | 9 | 22.96 | 0.0020 | 34.60 | 1.199 | 0.14 | 0.1621 | 0.1678 | 3.5 | |
| 8 | 3 | 79.97 | 0.0006 | 27.93 | 0.328 | 0.18 | 0.24 | 0.0577 | 0.0787 | 36.6 |
| 8 | 6 | 34.83 | 0.0013 | 20.35 | 0.788 | 0.23 | 0.1818 | 0.1890 | 4.0 | |
| 8 | 9 | 19.85 | 0.0023 | 22.32 | 1.184 | 0.25 | 0.2908 | 0.2840 | 2.3 | |
| 12 | 3 | 63.39 | 0.0007 | 17.23 | 0.318 | 0.37 | 0.39 | 0.1179 | 0.1239 | 5.1 |
| 12 | 6 | 26.97 | 0.0017 | 15.06 | 0.735 | 0.43 | 0.3170 | 0.2868 | 9.5 | |
| 12 | 9 | 17.16 | 0.0027 | 17.41 | 1.159 | 0.37 | 0.4312 | 0.4519 | 4.8 |
| Angle of Inclination | Grate Bar Velocity | Mean Residence Time | Mean Material Velocity | Pe | W | C | Mean C | DLR | DLT | Relative Error |
|---|---|---|---|---|---|---|---|---|---|---|
| [°] | [mm/s] | [min] | [m/s] | [-] | [m2/s] ∙103 | [-] | [-] | [m2/s] ∙103 | [m2/s] ∙103 | [%] |
| 22 | 3 | 63.98 | 0.0007 | 10.80 | 0.720 | 0.23 | 0.27 | 0.1967 | 0.1944 | 1.2 |
| 22 | 6 | 32.67 | 0.0013 | 13.70 | 0.960 | 0.25 | 0.2870 | 0.2592 | 9.7 | |
| 22 | 9 | 24.52 | 0.0017 | 11.20 | 1.410 | 0.34 | 0.4120 | 0.3807 | 7.6 |
| Angle of Inclination | Grate Bar Velocity | Mean Residence Time | Mean Material Velocity | Pe | W | C | Mean C | DLR | DLT | Relative Error |
|---|---|---|---|---|---|---|---|---|---|---|
| [°] | [mm/s] | [min] | [m/s] | [-] | [m2/s] ∙103 | [-] | [-] | [m2/s] ∙103 | [m2/s] ∙103 | [%] |
| 22 | 3 | 83.93 | 0.0006 | 6.62 | 0.238 | 0.97 | 1.07 | 0.2319 | 0.2550 | 10.0 |
| 22 | 6 | 44.57 | 0.0010 | 7.12 | 0.401 | 1.01 | 0.406 | 0.4286 | 5.6 | |
| 22 | 9 | 27.32 | 0.0017 | 6.27 | 0.684 | 1.10 | 0.7526 | 0.7314 | 2.8 | |
| 26 | 3 | 61.60 | 0.0008 | 8.19 | 0.251 | 1.02 | 1.09 | 0.2553 | 0.2731 | 7.0 |
| 26 | 6 | 34.32 | 0.0014 | 9.20 | 0.430 | 0.95 | 0.4081 | 0.4688 | 14.9 | |
| 26 | 9 | 21.01 | 0.0022 | 7.76 | 0.685 | 1.15 | 0.7899 | 0.7466 | 5.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jaworski, T.; Wajda, A.; Kus, Ł. Model of Residence Time Distribution, Degree of Mixing and Degree of Dispersion in the Biomass Transport Process on Various Grate Systems. Energies 2023, 16, 5672. https://doi.org/10.3390/en16155672
Jaworski T, Wajda A, Kus Ł. Model of Residence Time Distribution, Degree of Mixing and Degree of Dispersion in the Biomass Transport Process on Various Grate Systems. Energies. 2023; 16(15):5672. https://doi.org/10.3390/en16155672
Chicago/Turabian StyleJaworski, Tomasz, Agata Wajda, and Łukasz Kus. 2023. "Model of Residence Time Distribution, Degree of Mixing and Degree of Dispersion in the Biomass Transport Process on Various Grate Systems" Energies 16, no. 15: 5672. https://doi.org/10.3390/en16155672