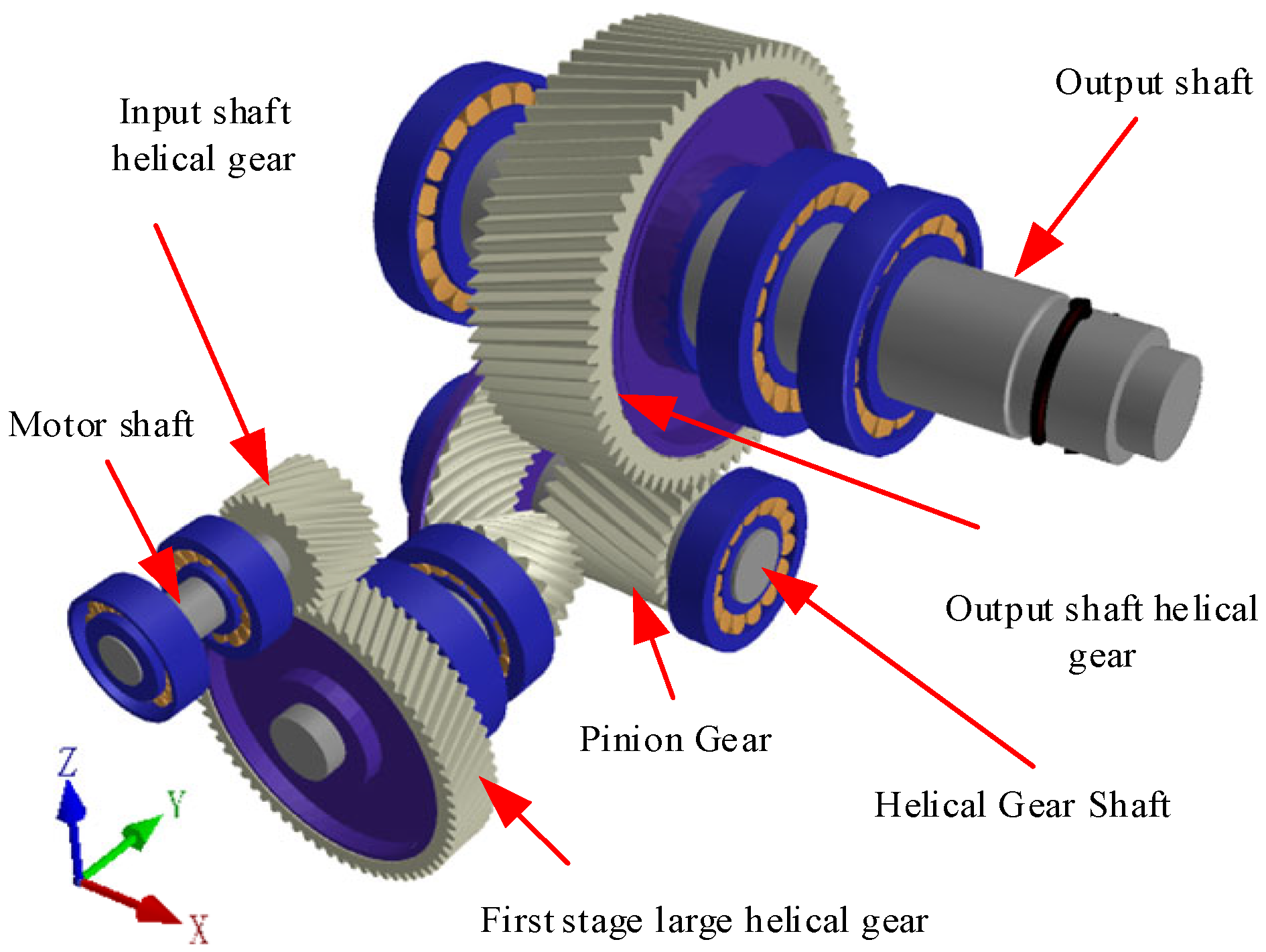
Figure 1.
Parametric model of reducer.
Figure 1.
Parametric model of reducer.
Figure 2.
Time-varying meshing stiffness of primary helical gear.
Figure 2.
Time-varying meshing stiffness of primary helical gear.
Figure 3.
Time-varying engagement stiffness of third-stage helical gear.
Figure 3.
Time-varying engagement stiffness of third-stage helical gear.
Figure 4.
Transmission error of first-stage helical gear pair.
Figure 4.
Transmission error of first-stage helical gear pair.
Figure 5.
Transmission error of third-stage helical gear pair.
Figure 5.
Transmission error of third-stage helical gear pair.
Figure 6.
Error harmonics of first-stage helical gear drive.
Figure 6.
Error harmonics of first-stage helical gear drive.
Figure 7.
Error harmonics of third-stage helical gear drive.
Figure 7.
Error harmonics of third-stage helical gear drive.
Figure 8.
Drive system drive sketch.
Figure 8.
Drive system drive sketch.
Figure 9.
Drive system housing model.
Figure 9.
Drive system housing model.
Figure 10.
Grounding Constraints.
Figure 10.
Grounding Constraints.
Figure 11.
Gear meshing misalignment under different operating conditions under rigid and flexible housing.
Figure 11.
Gear meshing misalignment under different operating conditions under rigid and flexible housing.
Figure 12.
Dynamic model of gear meshing unit.
Figure 12.
Dynamic model of gear meshing unit.
Figure 13.
Axis Unit Model.
Figure 13.
Axis Unit Model.
Figure 14.
Helical gear contact line of output shaft.
Figure 14.
Helical gear contact line of output shaft.
Figure 15.
Load distribution on the left tooth surface of helical gear of output shaft under 100% working condition.
Figure 15.
Load distribution on the left tooth surface of helical gear of output shaft under 100% working condition.
Figure 16.
Load distribution of the left tooth surface of output shaft helical gear under 40% working condition.
Figure 16.
Load distribution of the left tooth surface of output shaft helical gear under 40% working condition.
Figure 17.
Load distribution of left tooth surface of input shaft helical gear under 100% working condition.
Figure 17.
Load distribution of left tooth surface of input shaft helical gear under 100% working condition.
Figure 18.
Load distribution of left tooth surface of input shaft helical gear under 40% working condition.
Figure 18.
Load distribution of left tooth surface of input shaft helical gear under 40% working condition.
Figure 19.
Shell Response Node.
Figure 19.
Shell Response Node.
Figure 20.
Vibration speed under primary gear excitation at 100% operating condition.
Figure 20.
Vibration speed under primary gear excitation at 100% operating condition.
Figure 21.
Vibration speed under primary gear excitation at 80% operating condition.
Figure 21.
Vibration speed under primary gear excitation at 80% operating condition.
Figure 22.
Vibration speed under primary gear excitation at 60% operating condition.
Figure 22.
Vibration speed under primary gear excitation at 60% operating condition.
Figure 23.
Vibration speed under primary gear excitation at 40% operating condition.
Figure 23.
Vibration speed under primary gear excitation at 40% operating condition.
Figure 24.
Vibration speed under excitation of three-stage gear at 60% operating condition.
Figure 24.
Vibration speed under excitation of three-stage gear at 60% operating condition.
Figure 25.
Vibration speed under excitation of three-stage gear at 80% operating condition.
Figure 25.
Vibration speed under excitation of three-stage gear at 80% operating condition.
Figure 26.
Vibration velocity under fourth-order electromagnetic excitation.
Figure 26.
Vibration velocity under fourth-order electromagnetic excitation.
Figure 27.
Vibration velocity under eighth-order electromagnetic excitation.
Figure 27.
Vibration velocity under eighth-order electromagnetic excitation.
Figure 28.
Microphone distribution.
Figure 28.
Microphone distribution.
Figure 29.
Campbell Diagram.
Figure 29.
Campbell Diagram.
Figure 30.
Sound power at 100% operating conditions under each excitation.
Figure 30.
Sound power at 100% operating conditions under each excitation.
Figure 31.
Tooth Shaping Principle.
Figure 31.
Tooth Shaping Principle.
Figure 32.
Combined Deformation of Input Shaft Gear Shaft.
Figure 32.
Combined Deformation of Input Shaft Gear Shaft.
Figure 33.
Spiral Shaping Principle.
Figure 33.
Spiral Shaping Principle.
Figure 34.
Principles of profile modification.
Figure 34.
Principles of profile modification.
Figure 35.
Gear optimization process.
Figure 35.
Gear optimization process.
Figure 36.
Tooth Direction Comprehensive Modification Curve.
Figure 36.
Tooth Direction Comprehensive Modification Curve.
Figure 37.
Profile modification curve.
Figure 37.
Profile modification curve.
Figure 38.
Error of first-stage helical gear pair after modification.
Figure 38.
Error of first-stage helical gear pair after modification.
Figure 39.
Transmission error of third-stage helical gear after modification.
Figure 39.
Transmission error of third-stage helical gear after modification.
Figure 40.
Load distribution on the right tooth surface of the input shaft helical gear at 40% working condition.
Figure 40.
Load distribution on the right tooth surface of the input shaft helical gear at 40% working condition.
Figure 41.
Load distribution on the right tooth surface of the input shaft helical gear at 100% working condition.
Figure 41.
Load distribution on the right tooth surface of the input shaft helical gear at 100% working condition.
Figure 42.
Load distribution on the left tooth surface of the output shaft helical gear at 100% working condition.
Figure 42.
Load distribution on the left tooth surface of the output shaft helical gear at 100% working condition.
Figure 43.
Optimized Radial Electromagnetic Force Wave.
Figure 43.
Optimized Radial Electromagnetic Force Wave.
Figure 44.
First-order harmonic-excited vibration speed of primary gear at 40% operating condition.
Figure 44.
First-order harmonic-excited vibration speed of primary gear at 40% operating condition.
Figure 45.
First-order harmonic-excited vibration speed of primary gear at 60% operating condition.
Figure 45.
First-order harmonic-excited vibration speed of primary gear at 60% operating condition.
Figure 46.
Fourth-order electromagnetic excitation harmonic vibration velocity.
Figure 46.
Fourth-order electromagnetic excitation harmonic vibration velocity.
Figure 47.
Sound power at 40% operating conditions under each excitation.
Figure 47.
Sound power at 40% operating conditions under each excitation.
Table 1.
Macro-parameters of helical gear pair.
Table 1.
Macro-parameters of helical gear pair.
| Macro Parameters | Pinion Gear | Output Shaft Helical Gear | First Stage Pinion Gear | First Stage Large Helical Gear |
|---|
| Number of teeth | 22 | 73 | 24 | 69 |
| Modulus | 2.5 | 1.75 |
| Normal pressure angle (°) | 20 | 20 |
| Displacement factor | 0.29 | 0.17 | 0.1 | 0.05 |
| (°) | 16.52 | 28.75 |
| Tooth widthb (mm) | 64 | 60 | 30 | 24 |
| Center Distance (mm) | 125 | 93 |
| Diameter of indexing circle (mm) | 57.3 | 190.2 | 47.9 | 137.5 |
| Tooth top height factor | 1.0 | 1.0 |
| Top gap coefficient | 0.25 | 0.25 |
| Rotation direction | Right-rotation | left-rotation | Right-rotation | left-rotation |
Table 2.
Input Torque and Power under Different Conditions.
Table 2.
Input Torque and Power under Different Conditions.
| Working Condition | Motor Rotor | Outputs |
|---|
| Name of Working Condition | Rotational Speed (rpm) | Torque (Nm) | Power (kW) | Rotational Speed (rpm) | Torque (Nm) |
|---|
| 100% working condition | 2470.0 | 73.4 | 19.0 | 114.0 | 1596.2 |
| 80% working condition | 2470.0 | 58.4 | 15.1 | 114.0 | 1268.5 |
| 60% working condition | 2464.0 | 43.8 | 11.3 | 113.0 | 951.8 |
| 40% working condition | 2485.0 | 29.2 | 7.6 | 114.0 | 634.5 |
Table 3.
Material Properties of Drive Case.
Table 3.
Material Properties of Drive Case.
| Motor Parts | Density (kg/m3) | Modulus of Elasticity (Gpa) | Poisson’s Ratio |
|---|
| Motor housing | 7300 | 2.05 × 1011 | 0.28 |
| Stator iron core | 7500 | Ex − y = 2.05 × 1011, Ez = 1.45 × 1011 | 0.27 |
| Shaft | 7850 | 2.10 × 1011 | 0.28 |
| Mouse cage | 2650 | 6.5 × 1010 | 0.32 |
Table 4.
First 20 order shell modes.
Table 4.
First 20 order shell modes.
| Number of Orders. | Frequency (Hz) | Number of Orders | Frequency (Hz) | Number of Orders | Frequency (Hz) | Number of Orders | Frequency (Hz) |
|---|
| 1 | 287 | 6 | 1036 | 11 | 1461 | 16 | 1668 |
| 2 | 604 | 7 | 1037 | 12 | 1512 | 17 | 1673 |
| 3 | 606 | 8 | 1156 | 13 | 1516 | 18 | 1700 |
| 4 | 787 | 9 | 1383 | 14 | 1545 | 19 | 1774 |
| 5 | 810 | 10 | 1424 | 15 | 1660 | 20 | 1973 |
Table 5.
Theoretical shaping range.
Table 5.
Theoretical shaping range.
| Helix Modification Amount (μm) | Gear Direction Drum-Shaped Size (μm) | Addendum Modification (μm) |
|---|
| (20.47) | (0.20) | (0.28) |
Table 6.
Ten Shaping Candidates.
Table 6.
Ten Shaping Candidates.
| Candidate Program | Helix (μm) | Gear Direction Drum-Shaped Size (μm) | Addendum Modification (μm) | | |
|---|
| 1371 | 36.43 | 6.07 | 5.36 | 1.100 | 0.728 |
| 549 | 32.14 | 11.43 | 3.57 | 1.100 | 0.728 |
| 2562 | 41.79 | 10.36 | 11.79 | 1.100 | 0.831 |
| 285 | 31.07 | 8.21 | 22.00 | 1.100 | 0.638 |
| 292 | 31.07 | 9.29 | 6.43 | 1.100 | 0.672 |
| 328 | 31.07 | 11.43 | 3.26 | 1.100 | 0.647 |
| 1672 | 37.50 | 11.43 | 3.43 | 1.101 | 0.627 |
| 1898 | 38.57 | 11.43 | 7.50 | 1.101 | 0.862 |
| 2352 | 40.71 | 11.43 | 11.79 | 1.101 | 0.945 |
| 2561 | 41.79 | 10.36 | 10.71 | 1.101 | 0.901 |
Table 7.
Optimal shape modification scheme.
Table 7.
Optimal shape modification scheme.
| Gear Direction Drum-Shaped Size (μm) | Helix Modification Amount (μm) | Addendum Modification (μm) |
|---|
| 12 | 37 | 3 |
Table 8.
Optimum Range of Motor Parameters.
Table 8.
Optimum Range of Motor Parameters.
| Parameter | Rotor Slot Number | Skewed Degree (deg) | Slot Opening Width (mm) |
|---|
| range | (38, 48) | (3.0, 6.0) | (2.4, 3.8) |
Table 9.
Optimized scenarios.
Table 9.
Optimized scenarios.
| Parameter | Rotor Slot Number | Skewed Degree (deg) | Slot Opening Width (mm) |
|---|
| value | 40 | 6 | 3.4 |
Table 10.
Motor Performance Comparison.
Table 10.
Motor Performance Comparison.
| Parameter | Magnetic Density Amplitude of Stator Teeth (Tesla) | Shaft Torque (N.m) | Output Mechanical Power (kW) | Efficiency (%) |
|---|
| Original | 1.6 | 79.7 | 20.6 | 86 |
| Optimized | 1.18 | 80.5 | 20.8 | 86.5 |

















































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}