

Experimental Research on the Gas-Solid Flow Characteristics in Large-Scale Dual Fluidized Bed Reactor

Abstract
:
1. Introduction
2. Experiment
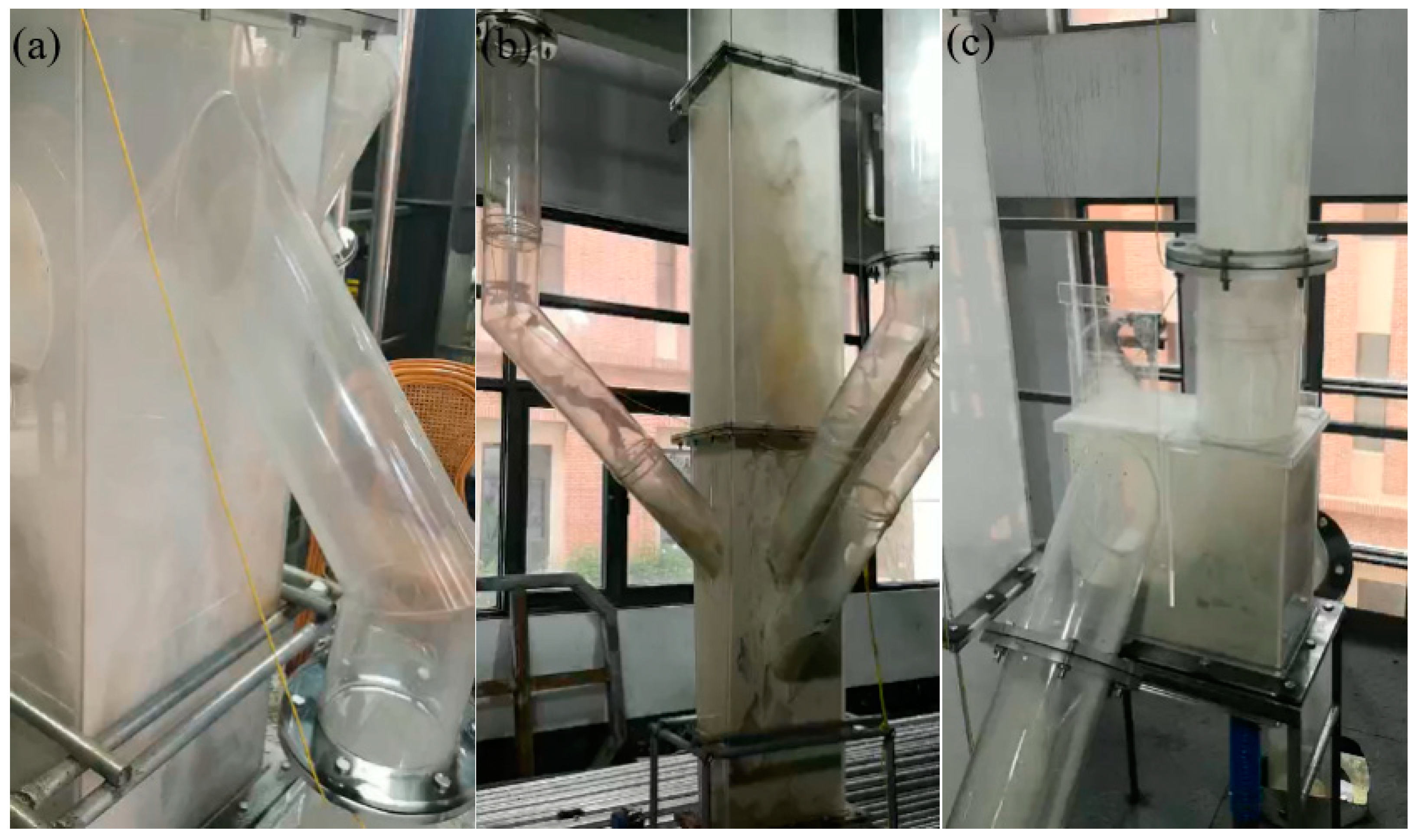
2.1. Experiment System
2.2. Material Circulation and Typical Operation State
2.3. Test Condition and Data Processing
2.3.1. Test Condition
2.3.2. Pressure Distribution
2.3.3. Solid Suspension Density
2.3.4. Solid Circulation Rate
2.3.5. Solid Inventory Distribution Ratio
3. Results and Discussion
3.1. The Effects of Different Parameters on the Distribution of Pressure along the Riser Height
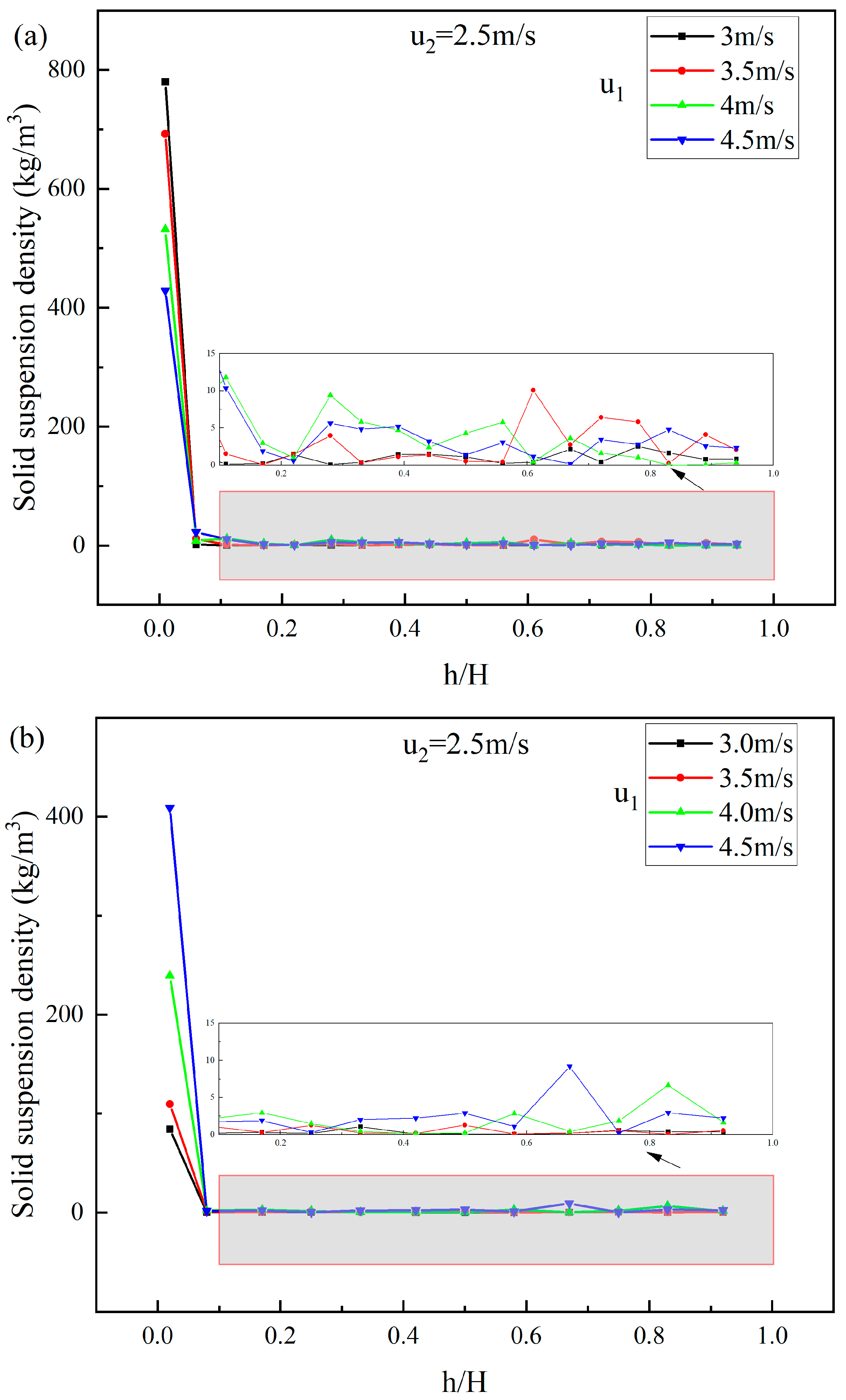
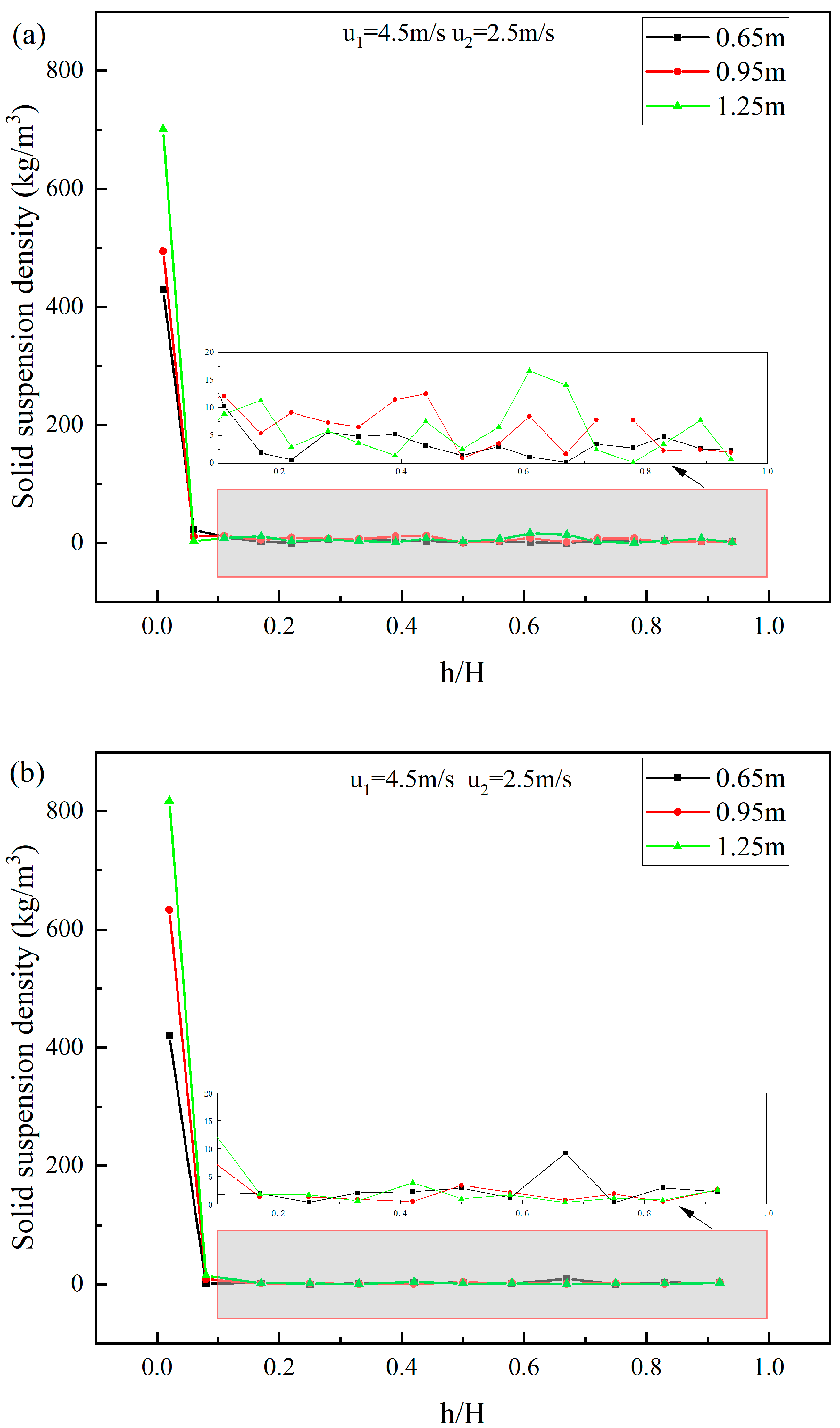
3.2. The Effects of Different Parameters on the Distribution of Solid Suspension Density along the Riser Height
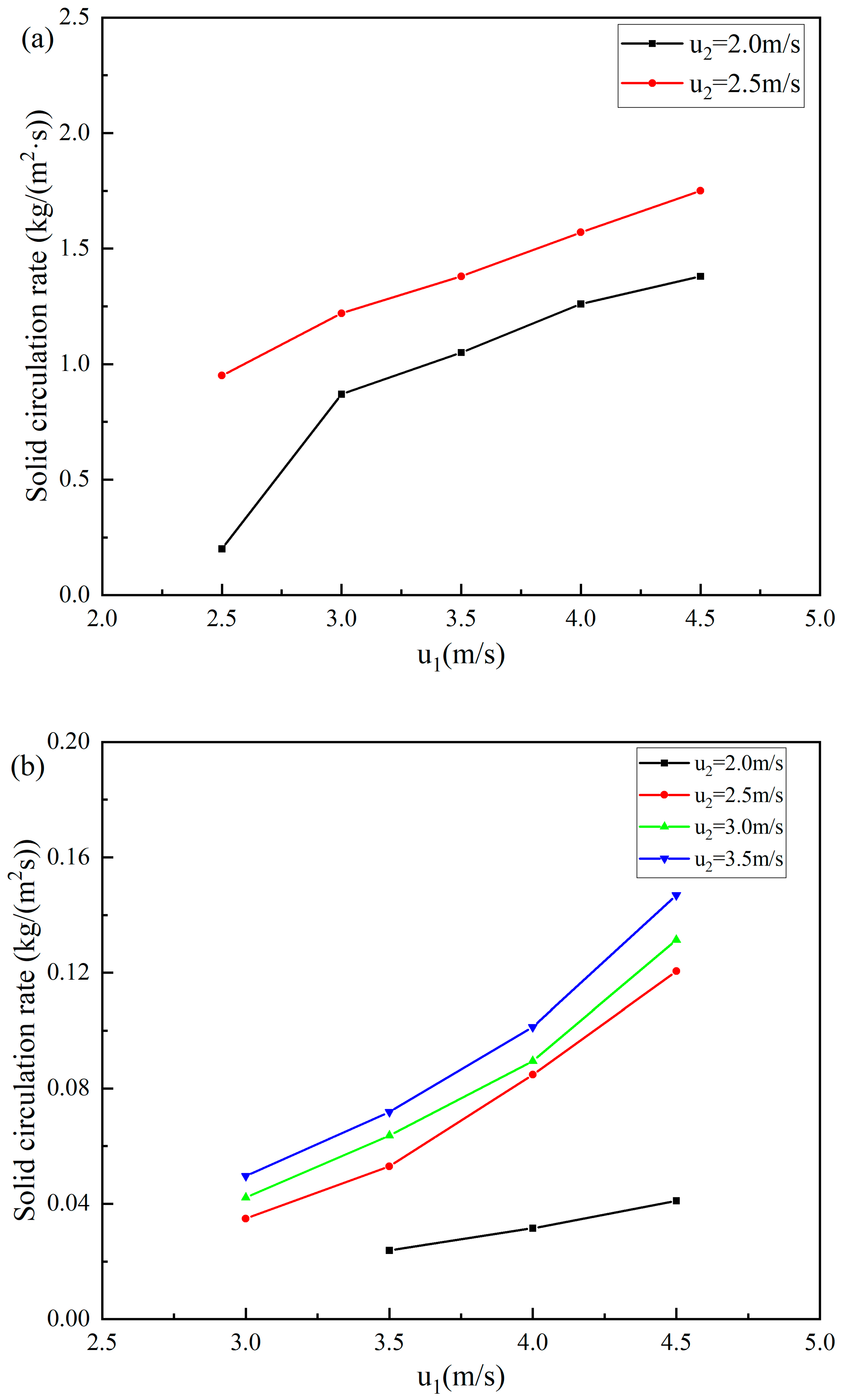
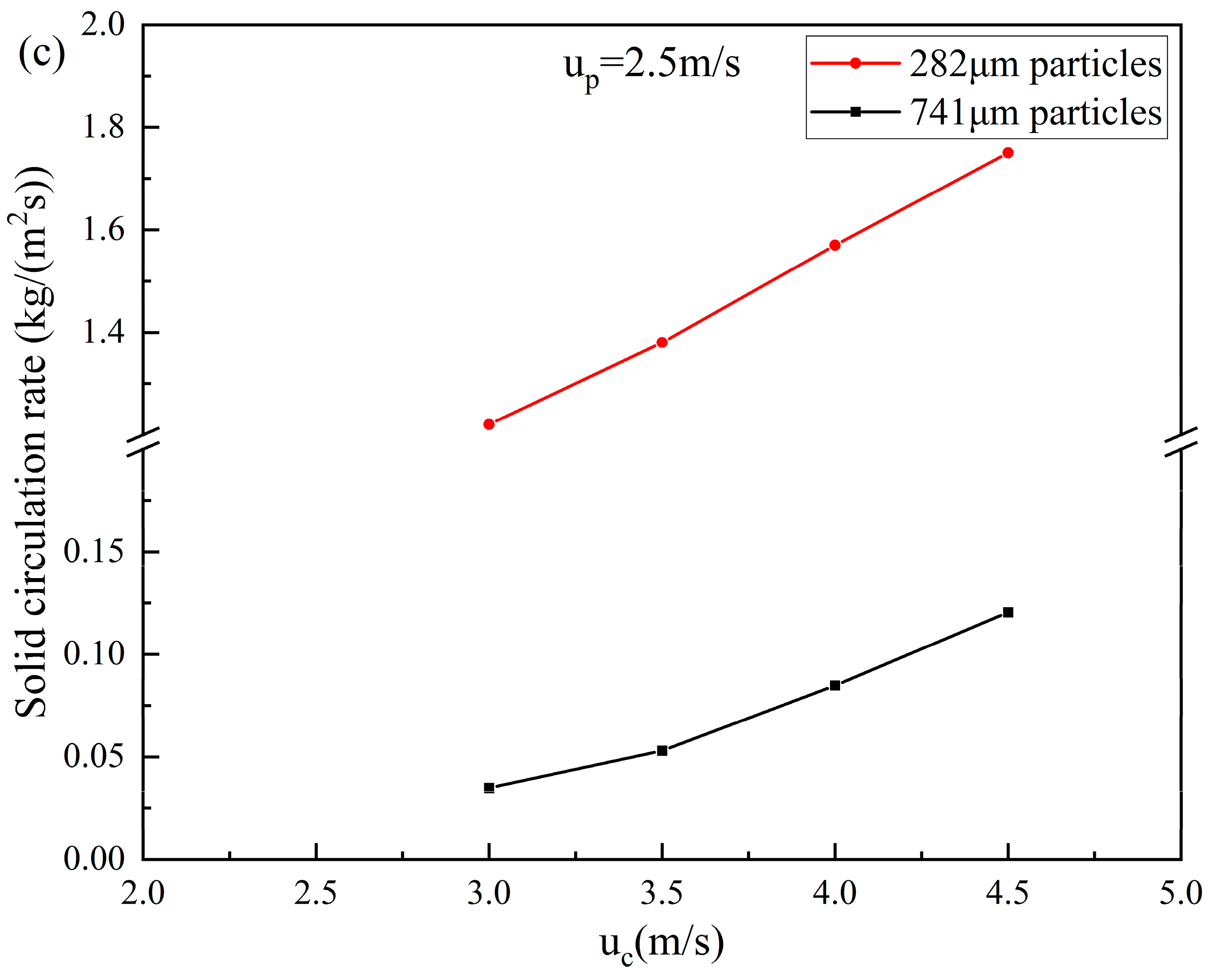
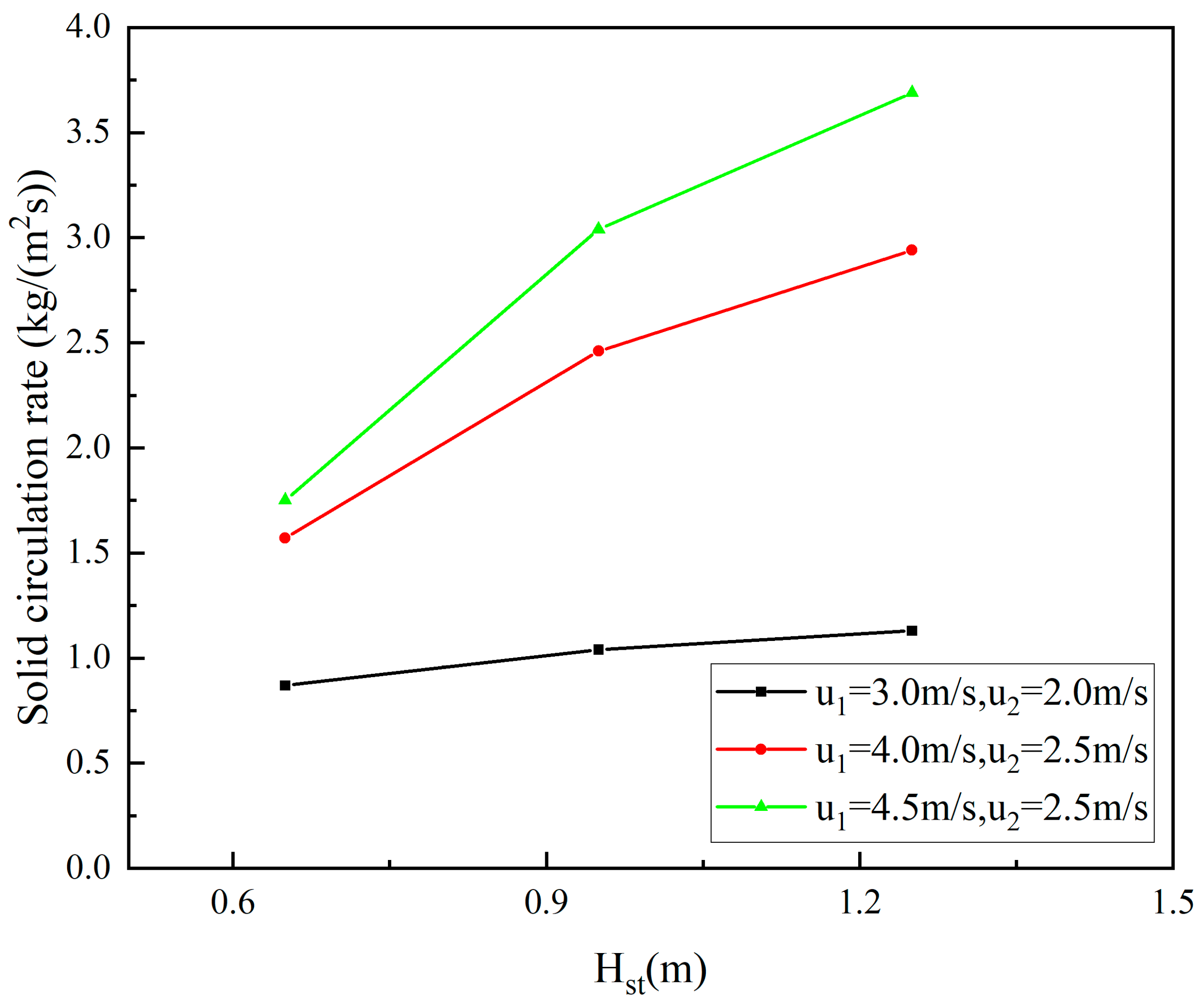
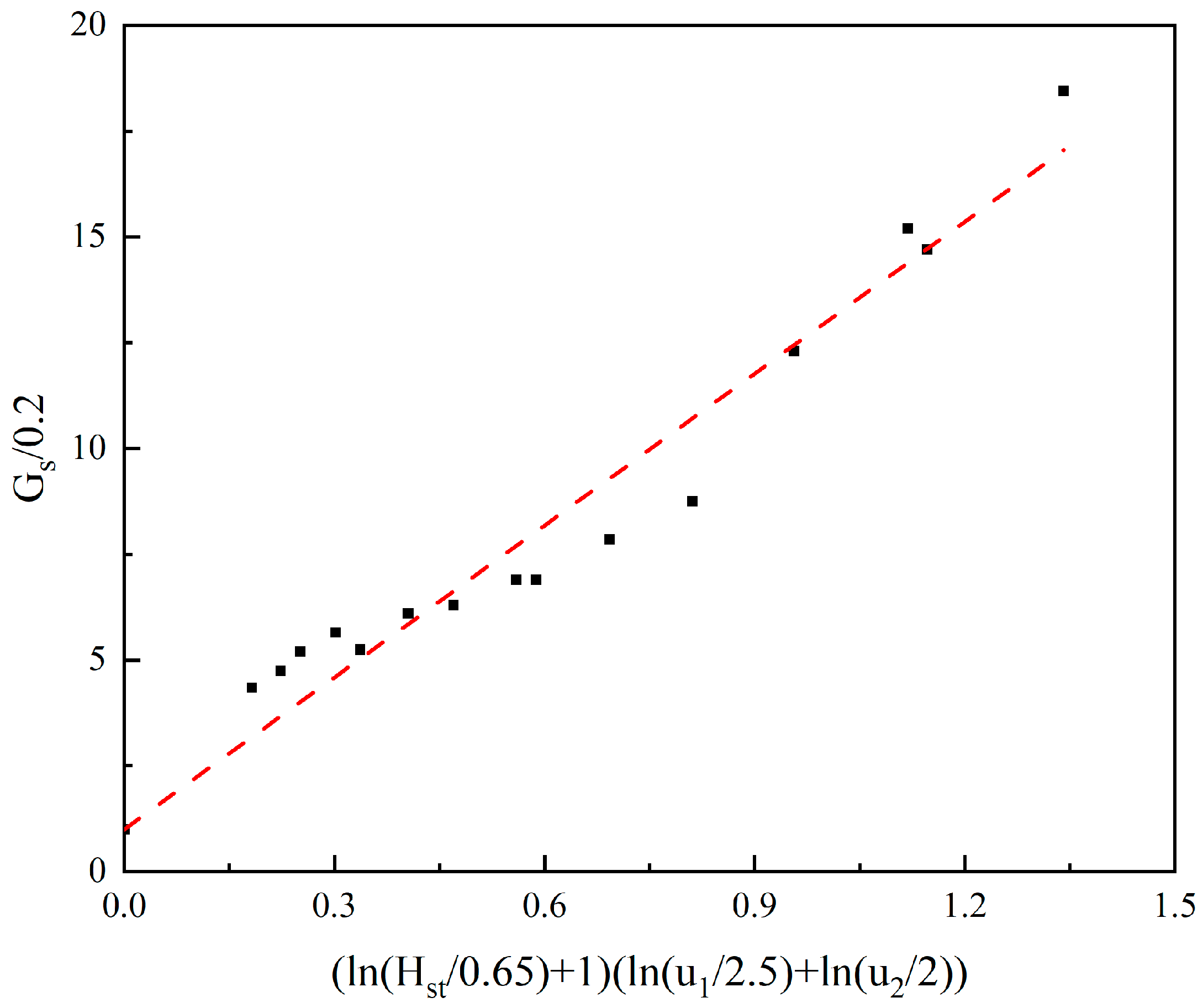
3.3. The Effects of Different Parameters on the Solid Circulation Rate
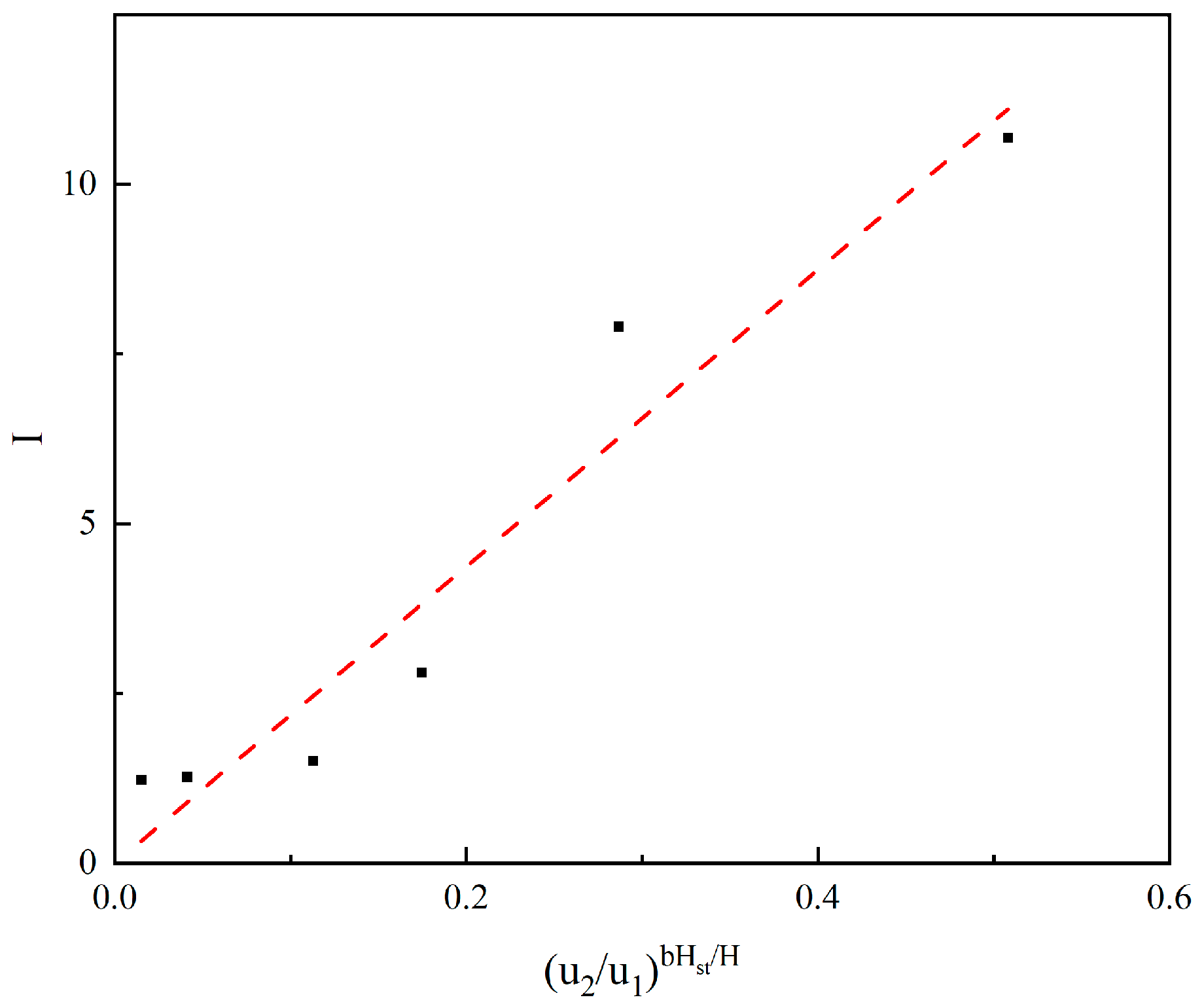
3.4. The Effects of Different Parameters on the Solid Inventory Distribution Ratio
4. Conclusions
- The pressure in the two risers reaches a relatively balanced state, with the superficial gas velocity and the static bed height having a comprehensive influence on the pressure balance of the two risers. The increase in the superficial gas velocity of 1#FB will decrease the bottom pressure of 1#FB and increase that of 2#FB, and also have a positive effect on the pressure of the dilute phase zone of the two risers. The increase in the static bed height can significantly increase the pressure in the risers.
- Increasing the superficial gas velocity on one side will cause the material balance to shift to the other side and enhance the heat and mass transfer in the other side. Meanwhile, the solid suspension density in the dilute phase zone of the two risers is increased to enhance the heat and mass transfer in the dilute phase zone. With the increase in the static bed height, the solid suspension density of the dense phase zone increases, which intensifies the heat and mass transfer in this zone. The influence of static bed height on the solid suspension density of the dilute phase zone is limited.
- Increasing the superficial gas velocity of the two risers or the static bed height is helpful to promote the material circulation between the two risers, so as to ensure heat and mass transfer between the two risers and improve the efficiency of the system and yet the effects of both have diminishing, marginal effect. The particle size has a significant effect on the solid circulation rate. Different particle sizes require different minimum operating conditions. The empirical equation of solid circulation rate proposed in this paper can provide a reference for production operations.
- The empirical equation of the solid inventory distribution ratio proposed in this paper shows that the material balance between two risers can be adjusted by reasonably setting the superficial gas velocity of the two risers and the static bed height.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| Symbols | |
| Δm | accumulated mass of solid in the standpipe within a period of time (kg) |
| ΔP | overall pressure drop in the riser (Pa) |
| A | cross-sectional area of the riser (m2) |
| Gs | solid circulation rate (kg/m2s) |
| g | gravity constant (m/s2) |
| Hst | static bed height (m) |
| I | solid inventory distribution ratio (-) |
| m | solid mass in riser (kg) |
| t | time (s) |
| u | superficial gas velocity (m/s) |
| ρ | solid suspension density (kg/m3) |
| Subscripts | |
| 1 | 1#FB |
| 2 | 2#FB |
| Abbreviations | |
| 1#FB | 1# fluidized bed |
| 2#FB | 2# fluidized bed |
References
- Hanchate, N.; Ramani, S.; Mathpati, C.S.; Dalvi, V.H. Biomass gasification using dual fluidized bed gasification systems: A review. J. Clean. Prod. 2021, 280, 123148. [Google Scholar] [CrossRef]
- Ghasem, N.M.; Ang, W.L.; Hussain, M.A. Dynamics and stability of ethylene polymerization in multizone circulating reactors. Korean J. Chem. Eng. 2009, 26, 603–611. [Google Scholar] [CrossRef]
- Daneshmand-Jahromi, S.; Sedghkerdar, M.H.; Mahinpey, N. A review of chemical looping combustion technology: Fundamentals, and development of natural, industrial waste, and synthetic oxygen carriers. Fuel 2023, 341, 127626. [Google Scholar] [CrossRef]
- McLaughlin, H.; Littlefield, A.A.; Menefee, M.; Kinzer, A.; Hull, T.; Sovacool, B.K.; Bazilian, M.D.; Kim, J.; Griffiths, S. Carbon capture utilization and storage in review: Sociotechnical implications for a carbon reliant world. Renew. Sustain. Energy Rev. 2023, 177, 113215. [Google Scholar] [CrossRef]
- Schmid, J.C.; Benedikt, F.; Fuchs, J.; Mauerhofer, A.M.; Müller, S.; Hofbauer, H. Syngas for biorefineries from thermochemical gasification of lignocellulosic fuels and residues—5 years’ experience with an advanced dual fluidized bed gasifier design. Biomass Convers. Biorefinery 2021, 11, 2405–2442. [Google Scholar] [CrossRef]
- Pröll, T.; Rupanovits, K.; Kolbitsch, P.; Bolhàr-Nordenkampf, J.; Hofbauer, H. Cold Flow Model Study on a Dual Circulating Fluidized Bed (DCFB) System for Chemical Looping Processes. Chem. Eng. Technol. 2009, 32, 418–424. [Google Scholar] [CrossRef]
- Zhou, C.; Chen, L.; Liu, C.; Wang, J.; Xing, X.; Liu, Y.; Chen, Y.; Chao, L.; Dai, J.; Zhang, Y.; et al. Interconnected pyrolysis and gasification of typical biomass in a novel dual fluidized bed. Energy Convers. Manag. 2022, 271, 116323. [Google Scholar] [CrossRef]
- Charitos, A.; Hawthorne, C.; Bidwe, A.R.; Korovesis, L.; Schuster, A.; Scheffknecht, G. Hydrodynamic analysis of a 10 kWth Calcium Looping Dual Fluidized Bed for post-combustion CO2 capture. Powder Technol. 2010, 200, 117–127. [Google Scholar] [CrossRef]
- Gupta, S.; De, S. Investigation of cold flow hydrodynamics in a dual fluidized bed for gasification of high-ash coal. Powder Technol. 2021, 384, 564–574. [Google Scholar] [CrossRef]
- Liu, Y.; Huo, P.; Li, X.; Qi, H. Numerical study of coal gasification in a dual-CFB Plant based on the generalized drag model QC-EMMS. Fuel Process. Technol. 2020, 203, 106363. [Google Scholar] [CrossRef]
- Wei, Y.; Cheng, L.; Li, L. An analysis approach of mass and energy balance in a dual-reactor circulating fluidized bed system. Chin. J. Chem. Eng. 2021, 40, 18–26. [Google Scholar] [CrossRef]
- Ohlemüller, P.; Alobaid, F.; Gunnarsson, A.; Ströhle, J.; Epple, B. Development of a process model for coal chemical looping combustion and validation against 100 kWth tests. Appl. Energy 2015, 157, 433–448. [Google Scholar] [CrossRef]
- Ohlemüller, P.; Alobaid, F.; Abad, A.; Adanez, J.; Ströhle, J.; Epple, B. Development and validation of a 1D process model with autothermal operation of a 1 MW th chemical looping pilot plant. Int. J. Greenh. Gas Control 2018, 73, 29–41. [Google Scholar] [CrossRef]
- Sahir, A.H.; Dansie, J.K.; Cadore, A.L.; Lighty, J.S. A comparative process study of chemical-looping combustion (CLC) and chemical-looping with oxygen uncoupling (CLOU) for solid fuels. Int. J. Greenh. Gas Control 2014, 22, 237–243. [Google Scholar] [CrossRef]
- Wei, Y.; Cheng, L.; Wu, E.; Li, L. Experimental research on steady-state operation characteristics of gas–solid flow in a 15.5 m dual circulating fluidized bed system. Chin. J. Chem. Eng. 2021, 32, 70–76. [Google Scholar] [CrossRef]
- Han, C.; Hu, L.; Song, T.; Zhang, Y.; Lyu, J.; Zhang, H.; Liu, Q.; Ma, S. Effect of bed material size on gas-solid flow characteristics in a CFB at low solid recirculation rates. Fuel 2023, 333, 126354. [Google Scholar] [CrossRef]
- Hu, J.; Liu, D.; Li, H.; Liang, C.; Chen, X. Experimental study of the solid circulation rate in a pressurized circulating fluidized bed. Particuology 2021, 56, 207–214. [Google Scholar] [CrossRef]
- Rahman, M.H.; Bi, X.T.; Grace, J.R.; Lim, C.J. Comparison of techniques for measuring CFB solids circulation rates at low and high temperatures. Powder Technol. 2020, 360, 43–54. [Google Scholar] [CrossRef]
- Hu, J.; Liu, D.; Liang, C.; Ma, J.; Chen, X.; Zhang, T. Solids flow characteristics and circulation rate in an internally circulating fluidized bed. Particuology 2021, 54, 69–77. [Google Scholar] [CrossRef]
- Armatsombat, A. An investigation of the aeration proportion effect at the supply and recycle chambers on the optimal operation point of the U-type loop seal and the maximum solid circulation rate in a fluidized bed reactor. Adv. Powder Technol. 2023, 34, 104196. [Google Scholar] [CrossRef]
- Varghese, M.M.; Vakamalla, T.R.; Gujjula, R.; Mangadoddy, N. Prediction of solid circulation rate in an internal circulating fluidized bed: An empirical and ANN approach. Flow Meas. Instrum. 2022, 88, 102274. [Google Scholar] [CrossRef]
- Kim, D.; Won, Y.; Hwang, B.W.; Kim, J.Y.; Kim, H.; Choi, Y.; Lee, Y.-R.; Lee, S.-Y.; Jo, S.-H.; Park, Y.C.; et al. Loop-seal flow characteristics of a circulating fluidized bed for 3 MWth scale chemical looping combustion system. Energy 2023, 274, 127271. [Google Scholar] [CrossRef]
- Geldart, D. Types of gas fluidization. Powder Technol. 1973, 7, 285–292. [Google Scholar] [CrossRef]
- Karl, J.; Pröll, T. Steam gasification of biomass in dual fluidized bed gasifiers: A review. Renew. Sustain. Energy Rev. 2018, 98, 64–78. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Technology | 1# Fluidized Bed | 2# Fluidized Bed |
|---|---|---|
| Chemical-Looping Combustion | Air reactor | Fuel reactor |
| Carbon-Capture Utilization and Storage | Carbonator | Regenerator |
| Biomass Gasification | Combustor | Gasifier |
| Researchers | Type | Scale |
|---|---|---|
| Tobias Pröll et al. [6] | Experiment | 1.80 m |
| Chunbao Zhou et al. [7] | Experiment | 4.00 m |
| A. Charitos et al. [8] | Experiment | 5.30 m |
| Saurabh Gupta et al. [9] | Experiment | 2.25 m |
| Yang Liu et al. [10] | CFD simulation | 60.0 m |
| Yangjun Wei et al. [11,15] | Experiment & CFD simulation | 15.5 m & 11.2 m |
| Peter Ohlemuller et al. [12,13] | Aspen simulation | 0.1 & 1 MWth |
| Asad H. Sahir et al. [14] | Aspen simulation | 1, 10 & 100 MWth |
| Item | Value |
|---|---|
| The height of 1#FB | 21.60 m |
| The cross-sectional area of 1#FB | 0.30 m × 0.40 m |
| The height of 2#FB | 14.40 m |
| The cross-sectional area of 2#FB | 0.25 m × 0.40 m |
| The relative height difference of the inlets | 7.20 m |
| The design of riser inlet | Tapered |
| Item | Value | Unit |
|---|---|---|
| Superficial gas velocity of 1#FB | 2.5/3/3.5/4/4.5 | m/s |
| Superficial gas velocity of 2#FB | 2/2.5/3/3.5 | m/s |
| Static bed height of 1#FB | 0.65/0.95/1.25 | m |
| Average particle size | 282/641 | μm |
| Hst (m) | u1 (m/s) | u2 (m/s) | Gs (kg/m2s) | ln (Hst/0.65) + 1 | ln (u1/2.5) | ln (u2/2) | Gs/0.2 |
|---|---|---|---|---|---|---|---|
| 0.65 | 2.50 | 2.00 | 0.20 | 1.00 | 0.00 | 0.00 | 1.00 |
| 0.65 | 3.00 | 2.00 | 0.87 | 1.00 | 0.18 | 0.18 | 4.35 |
| 0.65 | 3.50 | 2.00 | 1.05 | 1.00 | 0.34 | 0.34 | 5.25 |
| 0.65 | 4.00 | 2.00 | 1.26 | 1.00 | 0.47 | 0.47 | 6.30 |
| 0.65 | 4.50 | 2.00 | 1.38 | 1.00 | 0.59 | 0.59 | 6.90 |
| 0.65 | 2.50 | 2.50 | 0.95 | 1.00 | 0.22 | 0.22 | 4.75 |
| 0.65 | 3.00 | 2.50 | 1.22 | 1.00 | 0.41 | 0.41 | 6.10 |
| 0.65 | 3.50 | 2.50 | 1.38 | 1.00 | 0.56 | 0.56 | 6.90 |
| 0.65 | 4.00 | 2.50 | 1.57 | 1.00 | 0.69 | 0.69 | 7.85 |
| 0.65 | 4.50 | 2.50 | 1.75 | 1.00 | 0.81 | 0.81 | 8.75 |
| 0.95 | 3.00 | 2.00 | 1.04 | 1.38 | 0.25 | 0.18 | 5.20 |
| 0.95 | 4.00 | 2.50 | 2.46 | 1.38 | 0.96 | 0.69 | 12.30 |
| 0.95 | 4.50 | 2.50 | 3.04 | 1.38 | 1.12 | 0.81 | 15.20 |
| 1.25 | 3.00 | 2.00 | 1.13 | 1.65 | 0.30 | 0.18 | 5.65 |
| 1.25 | 4.00 | 2.50 | 2.94 | 1.65 | 1.15 | 0.69 | 14.70 |
| 1.25 | 4.50 | 2.50 | 3.69 | 1.65 | 1.34 | 0.81 | 18.45 |
| Researchers | Maximum Height of Riser (m) | Particle Diameter (μm) | Gs (kg/m2s) |
|---|---|---|---|
| Tobias Pröll et al. [24] | 1.80 | 54/161 | 40–60 |
| Saurabh Gupta et al. [9] | 2.25 | 322 | 6–24 |
| This work | 21.60 | 282 | 0.87–3.69 |
| u1 (m/s) | u2 (m/s) | Hst (m) | u2/u1 | Hst/H | I |
|---|---|---|---|---|---|
| 3.00 | 2.50 | 0.65 | 0.83 | 0.030 | 10.69 |
| 3.50 | 2.50 | 0.65 | 0.71 | 0.030 | 7.90 |
| 4.00 | 2.50 | 0.65 | 0.63 | 0.030 | 2.81 |
| 4.50 | 2.50 | 0.65 | 0.56 | 0.030 | 1.51 |
| 4.50 | 2.50 | 0.95 | 0.56 | 0.044 | 1.27 |
| 4.50 | 2.50 | 1.25 | 0.56 | 0.058 | 1.23 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, Y.; Wang, Q.; Ye, C.; Zhu, Y.; Fan, H. Experimental Research on the Gas-Solid Flow Characteristics in Large-Scale Dual Fluidized Bed Reactor. Energies 2023, 16, 7239. https://doi.org/10.3390/en16217239
Lin Y, Wang Q, Ye C, Zhu Y, Fan H. Experimental Research on the Gas-Solid Flow Characteristics in Large-Scale Dual Fluidized Bed Reactor. Energies. 2023; 16(21):7239. https://doi.org/10.3390/en16217239
Chicago/Turabian StyleLin, Yubin, Qinhui Wang, Chao Ye, Yao Zhu, and Haojie Fan. 2023. "Experimental Research on the Gas-Solid Flow Characteristics in Large-Scale Dual Fluidized Bed Reactor" Energies 16, no. 21: 7239. https://doi.org/10.3390/en16217239