Abstract
Ensuring the sustainability of wind turbine blades will be an important requirement for new wind turbines to be installed in the coming years and decades. Several new wind turbines with blades from recyclable materials have already been installed, among which are blades based on recyclamine® and EzCiclo. The wind turbines of the new generation are subject to extreme mechanical and physical loading, can be damaged during service time, and will require maintenance and repair. In this paper, technologies for the repair and recycling of the new generation of materials for wind turbine blades are reviewed. Repair technologies for thermoplastic blades, recyclamine®- and vitrimer-based composites, and other new blade composites are discussed.
1. Introduction
In order to ensure a green transition, a large expansion of wind energy is foreseen for the coming years and decades. In 2022, wind electricity generation increased by 14% (265 TWh) and reached 2100 TWh. In order to achieve the Net Zero Emissions by 2050 Scenario, 7400 TWh of wind energy should be installed by 2030. This requires an average annual generation growth rate of 17% [1].
One of the critical requirements for newly installed wind turbines is their sustainability. While most parts of the wind turbines can be recycled, it is not always the case for the composite turbine blades [2]. Composite blades, made from strong and durable composites that are typically made with a thermoset (epoxy or polyester) matrix and glass or carbon fibers, are designed to sustain extreme mechanical and physical loading over years and are, therefore, the most difficult to recycle. Generally, about 43 million tons of composite blade waste will be accumulated worldwide by 2050 [3]. Therefore, the problem of ensuring the sustainability of wind turbine blades after a decommission is quite urgent for the development of wind energy. Among several solutions, one can list the refurbishment of blades, their reuse as structural elements in cities, the development of new recycling technologies for blades (which is still a challenge) [2], and also the development of new composite materials, which can be efficiently reworked and recycled. In the framework of the last option (new recyclable composite materials), a number of solutions have been proposed over the last number of years. As reviewed in [2,4,5,6], the new promising materials include thermoplastics, biocomposites [7] and wood-based composites, vitrimer, and reworkable thermosets.
Several wind turbines of the new generation, with blades from newly developed materials, have been manufactured and installed by Siemens Gamesa, MingYang, GoldWind, and Covestro [8,9,10]. It is expected that increasingly more wind turbines of the new generation, from sustainable materials, will be installed over the coming years. Several other promising materials are now in development or under testing and can probably become new blade materials soon.
When installed, blades from new materials are subject to various mechanical and environmental loadings, transportation, and service damage, and they require maintenance and repair. In this paper, the available information on the technologies for the repair of newly developed composites with the potential to be used as the new generation of wind turbine blades is summarized. Both the blade composites already under exploitation and materials currently under testing with a demonstrated potential for use in wind energy are reviewed.
2. Repair and Recycling of Wind Turbine Blades: Current Situation
2.1. Repair of Current Wind Turbine: Field Repair and Post-Manufacturing Repair
The commercial wind turbine blades currently in use are mostly made of glass (or, more seldom, carbon or hybrid) fibers with thermoset polymer matrices, epoxy, or polyester. The repair procedures are employed typically in two situations: post-manufacturing repair (removing the defects identified after blade manufacturing and before installation) and field repair (when damage takes place during the wind turbine work). The post-manufacturing repair is carried out in the factory and can often ensure better quality, while field repair can be more challenging.
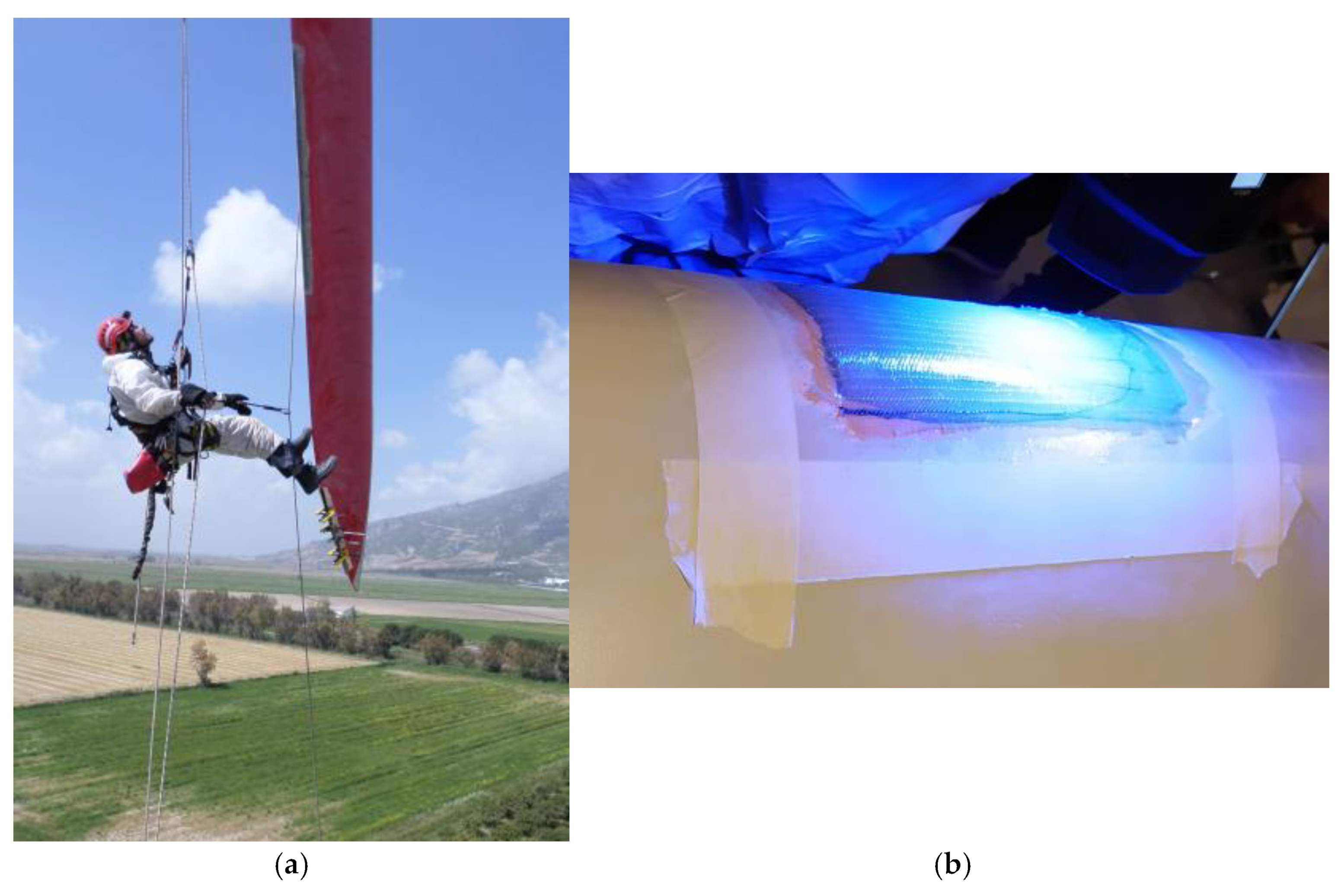
The commonly observed mechanisms of damage and failure of wind turbine blades in the field include the following: leading edge erosion, delamination in tapered areas and plydrops, damage in adhesive joints in spar/cap, trailing and (seldom) leading edge, failure of root region, and buckling and collapse under bending and torsion [11]. Leading-edge erosion is the most often observed damage mechanism (it is observed 1–2 times per year and, sometimes, even shortly after installation [12,13]), and it requires relatively short and inexpensive repairs (~1400 EUR/repair plus costs of downtime and transportation), while the structural failure of blades occurs very seldom (once per decade) [12]. Figure 1 shows a technician on a rope carrying out repairs and a patch curing process in a test lab, with a handheld ultraviolet device. For further discussion, it is worth noticing that these damage mechanisms and their frequency and ranking (observed and summarized on the basis of thousands of blade failure events, collected in databases from around the world over decades [11,12]) can be different for other composite groups (discussed below).
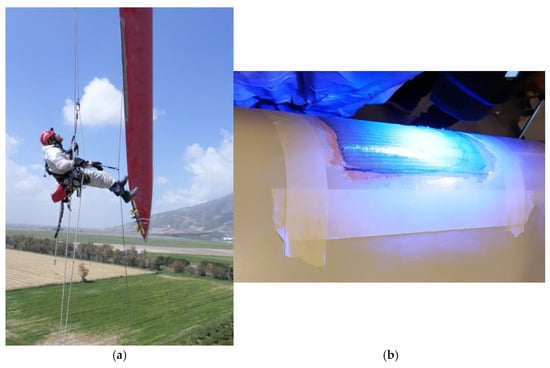
Figure 1.
Repair of wind turbine blades: (a) Technician on rope. (b) Soft patch being cured by a hand-held ultraviolet device.
The repair of wind turbine blades generally includes the following steps: identification, inspection and assessing damage, removal of damaged regions, preparing the patch or other repairing parts, surface preparation in the patch attachment place, placing the adhesive, attaching the repairing parts [14], curing of the adhesive, post-repair inspection [15]. The repairing part can be a shell or tape (for surface erosion), or a patch/scarf, for deeper structural damage, including broken fibers. In the case of delamination or debonding, holes are drilled, and the resin is injected in the holes to fill and seal the crack.
Patches can be cured simultaneously with adhesive (so-called soft path, see Figure 1b), or pre-manufactured in a mold and bonded (hard patch), or they can include several pre-cured laminates, which are then cured together (semi-hard patch). The quality of a hard patch is often better, but it takes more time than the soft patch repair [15].
The curing of the patch and bonding are important processes, which strongly influence the post-repair quality of wind turbine blades. In [16], various technologies of curing the patch were investigated, including hand layup lamination, thermal and ultraviolet curing, and infusion. It was observed that all the curing technologies used for blade repair lead to some content of voids in the repaired part, which can also influence the post-repair fatigue lifetime. Ultraviolet curing, with comparable quality, allows a reduction in the repair costs, simply due to the much shorter repair time. The residual stresses, formed in the parent composite during the repair, can also reduce the post-repair lifetime [16]. The applicability and advantages of different technologies of curing in blade repair are discussed in [12,15,16].
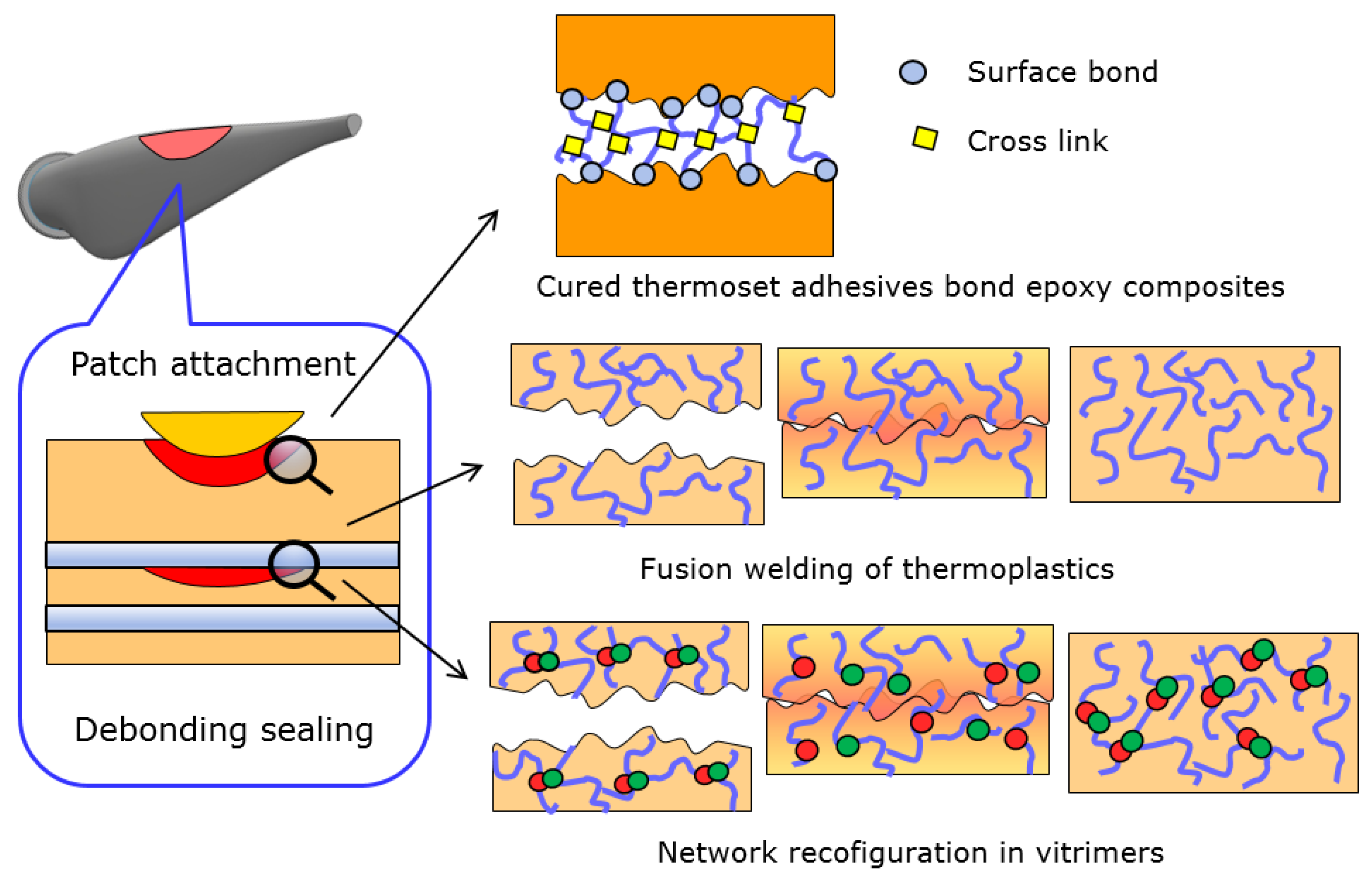
The main groups of adhesives used in the composite bonding are urethanes, epoxies, and methacrylates [15]. The adhesion mechanisms are various and complex, including mechanical interlocking and covalent and chemical bonds [17] (see schema in Figure 2, upper right).
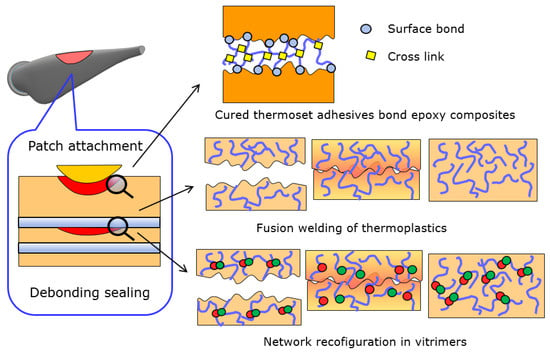
Figure 2.
Schema: Repair of wind blades, by patch attachment and sealing debonding. The right column shows the microscale mechanism of bonding: Upper right: thermoset bonding (following [17]); middle right: fusion welding of thermoplastics; low right: network reconfiguration of vitrimers.
2.2. Recycling of Current Wind Turbine
Composites for wind turbine blades were designed and developed to sustain extreme physical and mechanical loading over decades. That is why it is difficult to separate the blade composites into reusable elements (for instance, fibers and polymer) after wind turbine decommission. There exist a number of reuse and recycling technologies for thermoset composites, which are now being explored or even applied. The technologies include re-use and refurbishment, mechanical recycling (e.g., shredding), and thermal or chemical decomposition [2,6]. The crushed composites and restored fibers can be used in various secondary applications, e.g., in concrete production, wall paints, panels, etc. The mechanical recycling products are however inhomogeneous, and restored fibers often have a lower quality. The output from recycling is often more expensive than new products (e.g., glass fibers).
A lot of effort is now being directed to ensure the high quality of recyclate and reduce the costs/energy of recycling. Among the developed techniques, one can list enhancing the surface properties of recycled fibers by changing thermal regimes, using lower pyrolysis temperatures for carbon fibers [18], or, inversely, a higher temperature for thermolysis to prevent the formation of char residue on the recovered fiber [19], or sizing on recovered fibers [20,21]. In several works, combined or multistep recycling technologies were suggested, where various physical effects were combined, to ensure efficient recycling and a clean recyclate without properties loss [6]. The team led by van der Mijle Meijer at the Dutch research center TNO (Nederlandse Organisatie voor Toegepast Natuurwetenschappelijk Onderzoek/Dutch Organization for Applied Scientific Research) suggested a pyrolysis solution, in which fibers are extracted by briefly admitting oxygen in the oven, after the resin and fibers are separated in pyrolysis without oxygen. This leads to the burning of the residues of the resin on fibers, thus allowing the process to obtain clear and usable recycled fibers [22].
Recently, in 2022–2023, the Danish wind turbine manufacturer Vestas announced a new technology for the recycling of commonly used epoxy/glass composites, as a result of the Danish CETEC project (circular economy for thermoset epoxy composites), with Olin and several Danish academic institutions. The technology includes two steps, the separation of the materials in the blade (using “commoditised chemicals”, not harmful, and working at ambient temperature and pressure), and converting the epoxy back to the basic constituents [23]. This project is a follow-up of the Danish project DreamWind (designing recyclable advanced materials for wind energy), with the same participants, in which the chemcycling technology is developed to separate epoxy from fiber (using an acidic solution) and breaking the epoxy down (using additional catalysts). In [24], Jensen and Skelton noted that “Common to all of the [recycling] processes is lack of a business case”, due to the high costs of recycling and the lack of a market for the recycled fibers and polymers.
While a number of solutions seem to be available, many of them are still on a low TRL (technology readiness levels), or expensive, or not very environmentally friendly. That is why many groups and companies are working to develop wind blade composites with inherent recyclability. Below, the main groups of recyclable composites and their repair technologies are discussed.
3. Thermoplastic-Based Blades
Thermoplastic composites are recyclable by heating and have a shorter manufacturing cycle. These materials have been considered as a promising alternative to thermoset composites for many years. A number of thermoplastics were investigated with a view to their potential use for wind turbine blades, including polypropylene and polyethylene polymers [25], polyether ether ketone (PEEK) [26], anionic polyamide-6 (APA-6) [27,28], and cyclic butylene terephthalate (CBT) [29]. The challenges of the application of thermoplastic composites in wind blades include high-temperature processing, leading to higher costs, specific drying requirements, weak fiber adhesion and surface-treatment requirements, interface properties degradation due to moisture, and the challenges of the control of resin flow during manufacturing [2].
3.1. Repair Technologies of Thermoplastic Composites
Thanks to the thermoplastic ability to be melted and reformed, thermoplastics composites can be repaired not only by adhesive bonding (like usual thermoset composites), but also by fusion bonding and thermoforming [30,31]. Adhesive repair techniques are not directly transferable to thermoplastic composites, due the low surface free energy of thermoplastics. Special surface treatment is necessary to ensure the required quality of the adhesion performance, e.g., abrasive treatment, etching, sand blasting, plasma, etc., [30,31].
Fusion bonding (welding) is carried out by heating two bodies at their interface above the glass transition or melting temperature, to a viscous state, leading to inter-diffusion and the mixing of the polymer chains, and cooling for joint consolidation [31]. Figure 2 shows a schema of the defect healing with fusion welding. The local heating for the fusion bonding is generated, using different mechanisms, e.g., friction, ultrasonic, thermal, or electromagnetic (relying on heating elements like carbon particles, Joule heating, induced eddy currents, or hysteresis losses, and, e.g., induction and resistance) [32]. According to [32], the challenges of composite welding include the limitations of monitoring the process, the necessity of high pressures, and the low consistency of the results.
Some alternative local heating or softening methods are applied, e.g., lasers or local dissolution. In the German HyPatchRepair project [33], laser beam welding was applied to bond a patch to samples of a carbon-fiber-reinforced polyamide 6 (PA6) composite. The project team applied a control system with a pyrometer to measure the surface temperature, and also had to overcome the limitations of the laser welding thickness. In [34], a technology of composite repair by a hand solvent method is presented. In this method, the composite surface is softened by solvent, the parts are kept together under pressure, the solvent is evaporated, and the parts are joined. According to [32], the process is slow and the results are not consistent.
Robles and colleagues [35] noted that while certification bodies have specific knowledge and experience for the maintenance of thermoset composite structures, such knowledge is very limited even for thermoplastic structures and by extension much less available for other new composites, e.g., vitrimer-based composites.
3.2. Arkema’s Elium-Based Composites
The liquid thermoplastic resin Elium®, developed by the French company Arkema (Colombes, France), is the most promising thermoplastic contender to replace the current epoxy composites.
Elium has a relatively low glass transition temperature, shows mechanical properties close to those of epoxies, and can be used with the same processing equipment. Murray and colleagues [36] and Cousin et al. [37] tested coupons and vacuum-assisted resin transfer molding (VARTM) to produce a blade spar cap made with Elium resin. They observed a fatigue life comparable or longer for thermoplastic composites than for the usual epoxy composites and with comparable elastic properties. Further, Murray et al. [38] carried out structural characterization of a 13 m thermoplastic composite blade and observed that the thermoplastic blade shows higher damping compared to the epoxy blade.
Recycling technology for Elium composites: Both mechanical and chemical recycling can be used with Elium composites, according to Arkema’s description [39]. The mechanical recycling includes part crushing and heating, and then panels are formed. The chemical recycling includes crushing the composite, heating it to 400°, and transforming the resin into a gaseous monomer.
The feasibility of recycling glass/Elium composites was investigated by Cousins and colleagues [40]. A specimen was immersed in chloroform, parts and residues were removed stepwise, and methanol was applied for precipitation. Recycled fibers were shown to have mechanical properties equivalent to the virgin materials. Various concentrations and various solvents (ethyl acetate, xylene, acetophenone) were investigated by Tschentscher et al. [41] for the dissolution of Elium/carbon fiber composites. There is also a possibility to speed up the recycling process by heating, e.g., using microwaves [41].
Reckendorf et al. [42] investigated the recycling of Elium/basalt fiber composites, including the ultrasound technique and mechanical stirring. The authors compared chemical dissolution with acetone, supported by ultrasound and mechanical stirring, and observed that mechanical stirring allows a better recovery of basalt fibers.
Haj Frej and colleagues [43] studied the recyclability of a carbon fiber/Elium 188-O composite by pyrolysis method. A reactor with composite discs was heated for >4 h at temperatures of 350–450 °C. Vapors were condensed, recovered in the liquid receiver flask, and stabilized using hydroquinone as a polymerization inhibitor.
Repair of Elium composites: As said above, thermoplastic composites can be repaired using both adhesive joining and fusion welding. Again, Murray and colleagues [44] investigated the resistance and induction welding as repair technologies of Elium-based composites and compared it to adhesive joining (with methacrylate-based adhesives, currently used in wind turbine blades, Acralock SA10-60, Plexus 590, and Plexus 310). They observed that the fusion-welded thermoplastic composite bonds show higher static and fatigue lap-shear strengths than the adhesive bonding (at a higher number of fatigue cycles). The authors recommended resistance welding as the most promising approach to controlled, low-cost fusion joining [44]. Bhudolia et al. [45,46] studied the ultrasonic welding characteristics of Elium composites, and observed a 23% higher lap shear strength as compared with adhesively bonded joints.
Gotel and colleagues [47] carried out static lap shear tests and investigated the possibilities of the ultrasonic welding of carbon/Elium and carbon/epoxy composites, by creating a thermoplastic coupling layer (Elium particle/ELP or film/ELF). The feasibility of welding the epoxy/Elium composites was demonstrated.
3.3. HealTech Prepreg by CompPair Technologies
The Swiss company CompPair Technology (Renens, Switzerland) developed and manufactured the healable pre-preg HealTech™. The healing technology was developed based on their work on thermoset/thermoplastic composites, epoxy/polycaprolactone (PCL) blends, and various reinforcements in epoxy resin (PCL stitches, PCL co-continuous structures, shape memory wires) [48,49,50,51]. The HealTech is cured at 140 °C for 3 h, and then post cured at 180 °C for 2 h. The team adapted the HealTech composites for liquid composites’ molding/LCM processes and manufactured a wind turbine blade section [52]. In the recent CompPair project, a bicycle shoe sole from HealTech with glass fibers was recycled ply by ply, and at the end re-produced from recycled parts. The recovered fibers kept 80% of their original strength [53].
Repair: The repair of the HealTech materials is carried out by local heating, with moderate temperatures (100–150 °C). The company promises 1 min to repair, with full regeneration, improved crack resistance after repair, and 60+ healing cycles. In the investigations of the healing of LCM-produced samples, a 98% restored flexural modulus was demonstrated [52].
Summarizing this section, one can draw the following conclusions.
- The recycling of thermoplastic composites is not as straightforward as the common picture suggests, by association with metals remolding (“crushing + heating + reforming”). There are several studies underway, seeking to ensure efficient recycling, preserving the value of both polymer and fibers.
- With a view to repair, fusion welding is a promising option for thermoplastic composite repair. Apparently, it ensures a high performance and quality of joined bodies. The technology, as applied to thermoplastic wind turbine blades, can build on experiences and equipment developed for pipe welding, for instance.
- Thermoset/thermoplastic blends are an interesting direction for healable and repairable blade composites. The successful development of healable composites by CompPair (supposedly based on thermoset/thermoplastic blends) is an example of the success. Also, thermoset/thermoplastic combinations can be used for welding epoxy composites [47]. With developing various combinations of thermoplastic/thermoset structures for composite matrices (like co-continuous materials, layers, stitches, etc.), various and necessary new properties of composites can be achieved.
4. Recyclable Thermoset-Based Blades
Recyclable thermosets, with degradable or dynamic covalent bonds, are another promising direction of development for new recyclable wind turbine blades [54]. These materials can be recycled by involving various external stimuli, triggering the dynamic response of these bonds, e.g., chemical solvents or high temperatures.
The recyclable composites have been developed relatively recently, and there was no real need for repair or maintenance of the wind blades based on recyclable thermosets. Still, there are investigations on the repairability of new composite samples.
One of the first recyclable epoxy resins for wind turbine blades was developed by the Chinese company Adesso Materials (Wuxi, China) in 2013. The developers used the proprietary epoxy curing agent CleavamineVR and Recycloset. Wu and colleagues [55] characterized and tested composites with CleavamineVR-based recyclable resins and compared them to benchmark epoxy resin composites. They have shown that the new recyclable composites have properties comparable to the commercial blade composites. The CleavamineVR-based composites were then chemically recycled using acid digestion.
Since then, several new solutions have been developed, including recyclamine®-based epoxy, vitrimers, and EzCiclo. Some of them are discussed below.
The peculiar structure of recyclable thermosets, namely the possibility of bond breakage, opens additional paths to the repair technology of the composites. The local reconfiguration of networks can be triggered by heating, similarly to thermoplastics, but also by solvents [56]. Shi et al. [56] used ethylene glycol as a solvent to dissolve the epoxy network, thus enabling the pressure-free surface welding and surface repair. An et al. [57] proposed to use controlled surface degradation to improve the welding technology of epoxy vitrimer composites. After carbon-reinforced composites were immersed in ethylene glycol for 5 min, the composites were welded under pressure. The surface-degradation-assisted welding allowed the authors to achieve a high welding strength at a rather low pressure.
A special group of recyclable elements of composite blades are recyclable adhesives [58]. An overview of the typical mechanisms of wind turbine blade damage and failure [11,59,60] led to the observations that most blade failure mechanisms are related to weak interfaces and damageable adhesive joints (spar/shell joints, trailing edge joints, detachment of coatings, etc.). On the other side, dissolvable or separable adhesives can allow for the part replacement or partial repair of blades. Thus, the controllable interfaces/adhesives represent an interesting option for the development of sustainable blades [60]. In Section 2, the thermoset/thermoplastic adhesives are mentioned, as a way to carry out fusion welding on epoxy [47]. Below, the recyclamine®-based adhesives are discussed. An interesting solution is to use vitrimers as adhesives which can lead to self-healing and reweldable adhesives [58]. The vitrimer adhesives can be welded, and the process can be accelerated by high temperature and/or catalysts’ loading, thus allowing for the repair of parts. The reworkable adhesives, with reversible adhesion, open new perspectives for blade reuse, repair, and recycling.
4.1. Aditya Birla Resin Based on Recyclamine® Technology
The US company Connora Technologies (Hayward, CA, USA) developed the recyclamine®, amine-based curing agents containing engineered cleavage bonds at cross-linking sites, which can convert thermoset epoxies into thermoplastic. The cleavage of the cured cross-links in amino end groups connected by a central group allows the fiber/polymer separation and reuse of both polymer and fibers.
The advanced materials business of the Indian conglomerate Aditya Birla Group (Mumbai, India) acquired the recyclamine® technology from Connora Technologies. Aditya Birla now offers Briozen epoxy resin (epoxy formulated systems based on recyclamine® technology) and recyclamine® building blocks, with varied properties. The Briozen recyclable epoxy system is fully adaptable to the existing blade manufacturing processes.
Siemens Gamesa introduced the first-in-the-world recyclable wind turbine blade in 2020, based on the recyclable epoxy systems for wet lay-up and infusion processes. In 2022, the German energy company RWE (Essen, Germany) installed the Siemens Gamesa recyclable blades, in the Kaskasi offshore wind power project near Heligoland island. In the Sofia Offshore Wind Farm, Dogger Bank, UK, 44 of 100 wind turbines will be equipped with 108-m-long Siemens Gamesa recyclable blades.
Recycling: The recycling is carried out by low energy solvolysis. Cleavage of the cured cross-links is triggered by a higher temperature (70–100 °C) and specific pH (acidic). The recycling is carried out by immersing recyclamine® composites in a low-pH solvent (e.g., 25 vol % acetic acid solution) at a high temperature, for 1–3 h, and then fibers and resin can be separated [61,62]. This led to the conversion of the resin into thermoplastic epoxy, similar to stiff polyamide (poly-hydroxyamino ether/PHAE with the glass transition temperature Tg of 79.5 °C) [61]. The fibers are recovered by rinsing in warm water. The polymer (thermoplastic) can be recovered from acidic solution by a precipitation process using a basic coagulant such as an aqueous solution of caustic soda.
Repair: Aditya Birla also developed a recyclable repair system (Briozen recyclable low-density adhesive system), with recyclable bonding paste. This is a two-component thixotropic structural epoxy adhesive system, which consists of modified epoxy and a recyclamine®-based amine curing agent. The process and performance properties of these products are similar to the conventional adhesive repair. Thus, the recyclable blade can be repaired and bonded in a similar manner as non-recyclable blades.
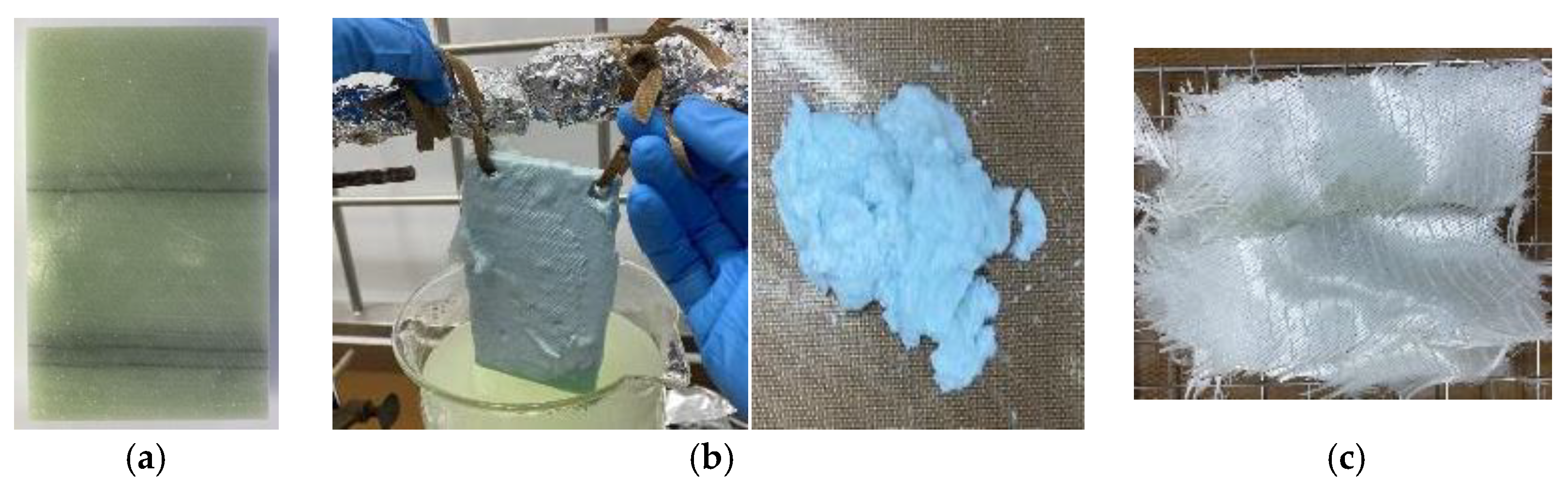
The adhesive joints prepared with this repair system can be also debonded using low energy solvolysis. Figure 3 shows the solvolysis and recovered fibers and the dissolved adhesive.
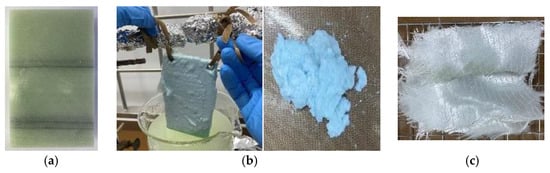
Figure 3.
Debonding of composite adhesives by solvolysis. Composite (a), cleavage of epoxy matrix by submerging in acid solution at higher temperature under stirring (b), recovery of fibers (c). Reprinted from the Aditya Birla data sheet, with kind permission from Aditya Birla.
4.2. Vitrimax by Mallinda
Epoxy vitrimers, with reversible covalently crosslinked networks, show both a good mechanical performance similar to thermosets, and contain dynamic covalent bonds, which allow reprocessability, reprocessing, self-healing, welding, and recycling [63]. While the properties of thermosets are defined by permanent crosslinks between polymer chains, vitrimers contain exchangeable bonds that can be rearranged, for instance, by heating or dissolving. Damage in vitrimer composites can be repaired, also by welding, with the local reconfiguration of the network [64]. Additionally, exchange reactions on the contact surface between vitrimer increase the conformity of surfaces and contact between surfaces, thus enabling the stronger chemical bonding of the surfaces [56,65,66,67].
The US company Mallinda (Denver, CO, USA) was among the first to commercialize vitrimers, also for structural applications. Their catalyst-free Vitrimax resin uses exchangeable imine-linked chemical bonds, and they managed to develop stable imine-linked networks, which can be produced using commercially available reagents. The resins can be infused using existing prepregging equipment and are cured immediately after the infusion. The resin can be reprocessed after curing, and its glass transition temperature (Tg) can be tuned from room temperature to 200 °C [68,69,70,71].
Vitrimax is available as Vitrimax T100™, a vitrimer matrix for sport applications, with Tg 100°, and acceptable mechanical properties, with a pot life of 90 min at 70°, as well as Vitrimax T130™ for structural applications, with properties comparable with common epoxy and a glass transition temperature of 130 °C. Both systems are two-part hot melt ready resins ready for various existing prepregging processes.
Recycling: According to [72], the recycling of Vitrimax composites is carried out as follows. Composite samples are immersed in neat diethylenetriamine (DETA) (with ethanol as a co-solvent), and that leads to the full dissolution of the polyimine matrix. The remaining polymer residues are decanted and rinsed away with ethanol. The dissolution can be also carried out with simple amines such as n-propyl amine. The recycled matrix, obtained by combining the recycled solution terephthaldehyde and tris(2-aminoethyl)amine (TREN) also showed no loss of mechanical performance.
Repair: In [72], Taynton and colleagues studied the properties of malleable polyimine matrix composites and showed that delamination damage can be repaired through hot pressing. The delamination between the resin and fibers was repaired by heat pressing, with a 100% recovery of mechanical performance. Also, a recovery of both the flexural strength and modulus of the order of 85–107% was achieved.
4.3. Re-Processable, Repairable, and Recyclable (3R) Resin-Based Composites by CIDETEC
In the CIDETEC Research Center in Spain, so-called 3R (re-processable, repairable, and recyclable) epoxy resins and composites were developed [73,74]. The novel dynamic epoxy system is based on the reversible exchange of aromatic disulfides. The 3R resins show high mechanical properties, similar to thermoset epoxy. The materials can also be tailor-made, with tuned dynamic properties [74]. Polymers with a glass transition temperature Tg in the range of 83–130 °C and an activation energy Ea (99–357 kJ/mol) and topology freezing temperature Tv (46–156 °C) were synthesized [74], by changing the hardener structure (Ortho or Para), stoichiometry, or catalyst quantity.
In [75], the properties of 3R vitrimer-based carbon composites were compared with conventional resin (RTM6)-based composites. The conventional resin samples were produced using resin transfer molding (RTM), while the 3R composites were produced using hand layup and hot pressing. In the tests, small deviations between the conventional and 3R composites were observed, up to 4% (−3.7% for inter-laminar shear strength/ILSS, +4.1% maximum load after low velocity impact, −3.7% for maximum load), and a slightly lower bending stiffness. In [76], a new aeronautical-grade epoxy-based vitrimer (called AIR-3R) was compared with current aeronautical epoxy. The AIR-3R vitrimers have a low viscosity and can be processed by infusion and RTM. The AIR-3R-based composites can be used as aeronautical-grade composites.
Differing from the recyclable resins listed above (and partially below), the 3R resin was developed not by a commercial company, but by a research center. That is why the behavior of 3R resins was subject to several rather detailed investigations, which were published and also showed some weak spots in the new composites. Further, another shortcoming was reported, namely the susceptibility to creep at service temperature [77], which is a result of dynamic bonds present in the network [78]. To overcome this problem, Ruiz de Luzuriaga and colleagues [77] developed an aero-grade epoxy vitrimer with reduced creep, by introducing some amount (up 30%) of permanent crosslinks, which allows the material to keep reprocessability.
Recycling: The polymer network in the dynamical epoxy can be fully disrupted by adding thiol, and the fibers can be extracted undamaged [79]. The resin is not soluble in usual solvents, like NaOH, acetone, or ethanol, without the addition of the thiol. The dissolution of the RTM-produced composite in a solution of 2-mercaptoethanol was demonstrated in [79]. The carbon fibers from the composite were recovered, undamaged. Also, two-step mechanical recycling, including the grinding of the composite scrap into a fine powder and the compression molding of the powder, was demonstrated in [79]. A sample was chopped and ground to a fine powder in a cutting mill, and then the powder was hot-pressed at 200 °C and 100 bars for 5 min. In this way, the defect-free short-fiber-reinforced composite sheet was manufactured.
Repair: Again, thanks to the dynamic structures of vitrimers, various repair options are available for 3D composites. Only a few of them were tested especially for these composites. In [80], two bonding technologies for 3R composites are described, namely adhesive bonding and welding.
For adhesive bonding, 3R adhesive films were developed [80]. The adhesive bonding is carried out as follows. A thin adhesive layer is put on the carrier, and the carrier impregnated with the adhesive is laid on the primary and secondary release liner. Tests of bonding for the thermoformed composite elements with 3R adhesive films are foreseen [80]. For the welding, the induction welding technology is also under development now [80].
In [73,75,79,81], the repair of composites with a 3R vitrimer matrix is carried out, by placing the sample in a hot press, and applying pressure and heating (200 °C and 100 bars for 5 min). A delamination was fully repaired by applying heat and pressure. After heating, the samples were cooled down, while the pressure was still applied. The ILSS strength of the samples was reduced by 28% after repair, while the impact strength was reduced by 10%.
4.4. Swancor Recyclable Thermosetting Epoxy “EzCiclo”
Taiwanese company Swancor (Nantou city, Taiwan) developed the EzCiclo epoxy, which is similar to the general epoxy resin and can be cured with commercial hardener. The EzCiclo resin does not require any changes in the existing manufacturing process and has a viscosity development time to 1000 cps of 277 min at 30 °C and 176 min at 40 °C, and a pot life of 540 min at 23°, with a maximum temperature of 109 °C. The resin shows the material’s properties as equivalent to existing epoxy, both pultrusion and infusion resin.
The Chinese company MingYang (Zhongshan, China) Smart Energy developed 75.5-m-long recyclable blades (with epoxy pultrusion plates), with the recyclable thermosetting resin EzCiclo [9].
Recycling: The composite parts of EzCiclo can be recycled and degraded via its CleaVER technology. The composite samples are immersed in the reactor with CleaVER liquid, then an agitator are turned on to speed up the reaction, and the samples are heated up to 130 degrees for ~3 h. After that, the fibers can be separated from the oligomers. Glass fibers are swelled during the degradation process and can be used after drying. CleaVER transforms the thermoset back into oligomers and monomers, and these oligomers and monomers can be transformed into EzCiclo epoxy again. Recycled EzCiclo resin shows very close properties to the original EzCiclo [82,83]. According to the Swancor report [82], this recycling technology ensures low costs and is environmentally friendly.
Repair: Due to confidentiality requirements (and apparently due to the relatively short time after development and installation), no information about the repair options for EzCiclo blades is available. Probably, the adhesive joining is the most straightforward technology for these composites.
5. Other Groups: Polyurethane and Wood-Element-Based Blades
Polyurethane-based blades. Polyurethane-based blades are developed not with the goal to ensure blade recyclability (as differing from thermoplastics, reworkable thermosets, or wood-based composites), but due to the quicker and shorter manufacturing process and the higher variability and controllability of polyurethane properties. Still, these composites are actively being developed and tested for wind turbine blades, are used in Goldwind wind turbines, and can be counted as part of the “new generation of blades”.
The German polyurethane manufacturer Covestro developed wind blade composites with a polyurethane infusion resin and glass and carbon fibers. The Chinese wind turbine manufacturers Goldwind and LZ Blades, and Covestro developed and installed a wind turbine with a 64 m blade with thermoset polyurethane infusion resin [84,85]. As said, polyurethanes have the advantage of the easy tailoring of properties, have the potential for lower costs as compared with epoxy, and potentially better mechanical properties. Also, the US company Dow (Midland, MI, USA) and the Turkish DowAksa developed a closed-injection Pultrusion system for wind blade spar cap manufacturing from polyurethane and carbon fibers [86]. The composite properties are similar to those of common epoxy and polyester composites, with superior mechanical properties in the crosswire direction, and less volatile organic compound emissions, due to the closed process.
Recycling: Recycling technologies of PU composites include hydrolysis, glycolysis, thermochemical processes, and energy recovery, as well as biological degradation [87,88]. In [89], Covestro reported the chemical recycling of polyurethanes achieved by a separation of polyether and diisocyanate by a catalyst and the targeted cleavage of bonds. Recently, a technology for polyurethane recycling was developed, which involves the solvolysis of PU samples in tert-Amyl alcohol at 225 °C with caustic potash additions, leading to the separation into amine precursors and polyols, which can be used for manufacturing new polyurethane samples [90,91]. Generally, the recycling of polyurethane composites represents a challenge, similar to the recycling of current epoxy composites.
Repair: Thermoset polyurethanes are not meltable, and therefore cannot be fusion welded. The repair of polyurethane parts can be carried out, using the usual adhesive bonding, with various adhesives, e.g., cyanoacrylate adhesives.
Timber-based composites. The timber-based composites for wind blades include carved wood, structural composite lumber (e.g., laminated veneer lumber), bamboo, and natural-fiber-based composites [2]. For instance, the Chinese company Lianyungang Zhongfu Lianzhong Composites Group Co. (Lianyungang, China) produced a 1.5 MW bamboo fiber composite wind turbine blade a decade ago. The challenges with timber-based composites include the high variability of source materials, which makes it difficult to ensure the repeatable properties of composites.
Recycling: Wood parts can often be reused or separated for re-use in new products, e.g., into particle wood, chips, or flakes, which can be used in particle board and the panel board industry or used for combustion for energy production [92]. In [93], the so-called “cascade” use of wood recycling is described, when recycling through the production of new materials at several rounds is realized.
Repair: The wood composite repair is carried out using the adhesive bonding method, while the anisotropic, variable, and heterogeneous structures of wood represent a challenge for bonding. Various adhesives are used to ensure reliable interface adhesion, including polyurethanes, isocyanates, and others [94,95]. Generally, the idea of using the wood-based blades is attractive, but no large wind turbines with wooden or wood-based blades are available now.
If such blades are installed and given the challenges of reliable bonding and the relatively high potential of reuse and recycling of wooden parts, it will be probably easier to replace and recycle wooden blades, rather than to carry out difficult repair procedures.
6. Discussion and Conclusions
- ▪
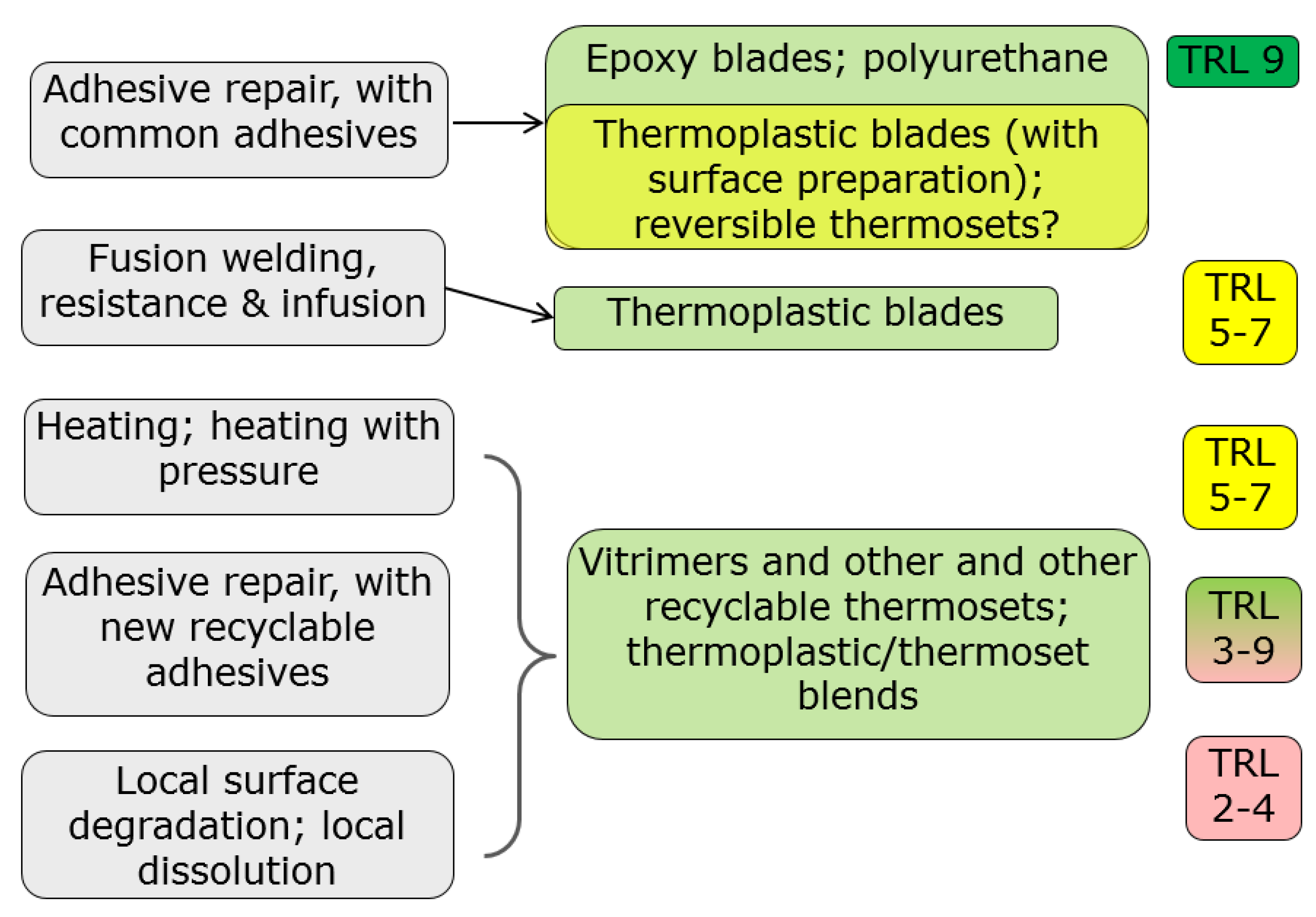
- Several new technological solutions, which are prepared now to ensure the recyclability and sustainability of wind turbine blades, are based on the development of new composites. Some new recyclable blades have been already developed, manufactured, and installed, e.g., recyclable blade by Siemens Gamesa or “Asia’s first recyclable blade” by MingYang. Several other solutions are in testing or the design stage and will be used for blade manufacturing soon. Thus, some of these new wind turbines will very soon experience the first damage events, which should be repaired. In this article, the available information on the repair technologies of the new generation of wind turbine blades is summarized. Figure 4 shows a schema of the areas of applicability and the estimated TRL levels of some of the repair technologies.
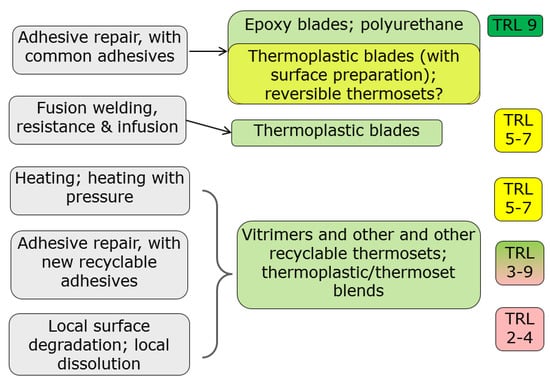
Figure 4.
Schema: Blade repair technologies, areas of applicability, and estimation of technology readiness levels (TRL).
Figure 4.
Schema: Blade repair technologies, areas of applicability, and estimation of technology readiness levels (TRL).
- ▪
- The common feature of thermoplastic and reversible thermosets composites is that polymers can be dissolved, transformed, or depolymerized by using thermal or chemical triggers. This opens a path to the new, additional repair technologies, different from the adhesive joining typically used to repair wind turbine blades now. Among these new technologies, one can mention fusion welding, e.g., [96], heating plus pressure, surface degradation and solvent-assisted welding, and repair with dissolvable adhesives.
- ▪
- The blade repair technologies can therefore be grouped into adhesive bonding technologies (with adhesives and equipment, available on the market, or with new adhesives) and new technologies, based on local polymer network reconfiguration (melting, heat pressing, local controlled surface degradation). Wind turbine maintenance companies have experience and trained technicians mainly for the first group and can probably relatively easily expand their experience for the new adhesives. The feasibility of the second group of repair technologies has been proved in many works. However, the necessary repair equipment is not available on the market yet, for most technologies (as far as the author knows), and the service companies do not have the necessary experience now. The fusion welding repair of blades can build upon the experience and equipment with the fusion welding of thermoplastic pipes, available on the market. Table 1 shows a short summary of the reviewed repair and recycling technologies of new blade generation.

Table 1.
Short overview of repair and recycling technologies for new generation of blade composites.
Table 1.
Short overview of repair and recycling technologies for new generation of blade composites.
| Matrix Materials | How to Recycle | How to Repair |
|---|---|---|
| Traditional thermosets | Landfilling, incineration, reuse, pyrolysis, solvolysis [2] | Injection, tape attachment, plug/patch/scarf repair [15] |
| Elium, by Arkema, Colombes, France |
|
|
| Healtech, by CompPair, Renens, Switzerland | Early tests, not shared yet | Local heating 100–150 °C |
| Recyclamin, by Aditya Birla, Mumbai, India | Low-energy solvolysis. 70–100 °C + pH acidic, e.g., 25 vol % acetic acid solution | Own Briozen dissolvable adhesives |
| Vitrimax, by Mallinda, Denver, CO, USA | Immersing in neat diethylenetriamine (DETA) + ethanol. Recycled matrix with tris(2-aminoethyl)amine (TREN) | Hot pressing (for delamination damage) |
| 3R by Cidetec, Gipuzkoa, Spain |
|
|
| EzCirclo, by Swancor, Nantou City, Taiwan | Immersing in CleaVer, + heating 130 °C for 3 h | No information |
- ▪
- The developing of dissolvable blade materials led to another promising direction for the sustainable blades, namely the development of strong and dissolvable adhesive joints, as proposed by Aditya Birla. This solution opens the path to separable and modular blades, which in turn opens the new perspectives of blade transportation, part replacement (instead of full blade replacement), and part replacement instead of repair.
- ▪
- An interesting evolving direction of repair technologies is based on thermoplastic/thermoset combinations (like healable composites from thermoplastic/thermoset blends, see [48]), or a thermoplastic coupling layer used for the welding of epoxy composites (see [47]). It is also interesting to mention here the work by Palubiski et al. [97], where the authors suggested the incorporation of vitrimers into the damage-prone regions of composites at the manufacturing stage. Interlaminar failure in the composites can be then repaired, using heating and vacuum pressure.
- ▪
- The establishment or re-training of specialized wind turbine maintenance companies started relatively recently, around two decades ago, later than the commercial manufacturing of wind turbines started. Therefore, the blade maintenance technologies are less established than the manufacturing technologies, and are still in intensive development (see, e.g., [12,16]). Newer technologies of thermoset repair and adhesive joining, e.g., ultraviolet curing with handheld devices, laser-assisted repair, and new adhesives, are still being introduced into praxis. However, the introduction of new technologies, like fusion welding and hot pressing, which are very different from the traditional adhesive bonding, and their application in the field, requires the development of corresponding devices, procedures, and training of wind turbine service companies and wind park owners. Further, another direction of the repair of blades is the automatic, robotic repair (realized by companies like Clobotics, Aerones, BladeRobots, and others). With the introduction of new blade materials and new repair technologies, the question of the automatization of new repair technologies arises.
Funding
The author acknowledges the financial support of the Innovation Foundation of Denmark in the framework of the project “WiseWind: New generation of sustainable wind turbine blades” (wisewind.dtu.dk/, accessed on 16 November 2023), No. 2079-00004B, of the European Commission via the Horizon project “Blades2Build: Recycle, repurpose and reuse end-of-life wind blades composites: A coupled pre- and co- processing demonstration plant”, grant agreement 101096437, and of the Ministry of Foreign Affairs of Denmark via the Danida grant 19-M02-DTU “Maintenance and repair strategy for wind energy development” (maintainergy.dk, accessed on 16 November 2023).
Data Availability Statement
Data available on request.
Conflicts of Interest
The author declares no conflict of interest.
References
- Wind. Available online: https://www.iea.org/energy-system/renewables/wind (accessed on 11 July 2023).
- Mishnaevsky, L. Sustainable end-of-life management of wind turbine blades: Overview. Materials 2021, 14, 1124. [Google Scholar] [CrossRef]
- Liu, P.; Barlow, C.Y. Wind turbine blade waste in 2050. Waste Manag. 2017, 62, 229–240. [Google Scholar] [CrossRef]
- Krauklis, A.E.; Karl, C.W.; Gagani, A.I.; Jørgensen, J.K. Composite material recycling technology—State-of-the-art and sustainable development for the 2020s. J. Compos. Sci. 2021, 5, 28. [Google Scholar] [CrossRef]
- Beauson, J.; Laurent, A.; Rudolph, D.P.; Jensen, J.P. The complex end-of-life of wind turbine blades: A review of the European context. Renew. Sustain. Energy Rev. 2022, 155, 111847. [Google Scholar] [CrossRef]
- Mishnaevsky, L., Jr. Recycling of wind turbine blades: Recent developments. Curr. Opin. Green Sustain. Chem. 2023, 39, 100746. [Google Scholar]
- Saitta, L.; Prasad, V.; Tosto, C.; Murphy, N.; Ivankovic, A.; Cicala, G.; Scarselli, G. Characterization of biobased epoxy resins to manufacture eco-composites showing recycling properties. Polym. Compos. 2022, 43, 9179–9192. [Google Scholar] [CrossRef]
- Siemens Gamesa to First Deploy 108m Long b108 Recyclable Blades. Electrical India. Available online: https://www.electricalindia.in/siemens-gamesa-to-first-deploy-108m-long-b108-recyclable-blades/ (accessed on 21 July 2023).
- Wood, J.; Yang, M. ‘First Chinese OEM’ to Launch Recyclable Turbine Blade, Wind Power Monthly. Available online: https://www.windpowermonthly.com/article/1817477/mingyang-first-chinese-oem-launch-recyclable-turbine-blade (accessed on 18 November 2023).
- Laird, K. Longer and Stronger Full-PU Blades ‘Breakthrough’ for Wind Power Industry. Available online: https://www.sustainableplastics.com/news/longer-and-stronger-full-pu-blades-breakthrough-wind-power-industry (accessed on 17 August 2020).
- Mishnaevsky, L., Jr. Root Causes and mechanisms of failure of wind turbine blades: Overview. Materials 2022, 15, 2959. [Google Scholar] [CrossRef]
- Mishnaevsky, L., Jr.; Thomsen, K. Costs of repair of wind turbine blades: Influence of technology aspects. Wind Energy 2020, 23, 2247–2255. [Google Scholar] [CrossRef]
- Boopathi, K.; Mishnaevsky, L.; Sumantraa, B.; Premkumar, S.A.; Thamodharan, K.; Balaraman, K. Failure mechanisms of wind turbine blades in India: Climatic, regional, and seasonal variability. Wind Energy 2022, 25, 968–979. [Google Scholar] [CrossRef]
- Mischnaewski, L., III; Mishnaevsky, L., Jr. Structural repair of wind turbine blades. Wind Energy 2020, 24, 402–408. [Google Scholar] [CrossRef]
- Mishnaevsky, L., Jr. Repair of wind turbine blades: Review of methods. Renew. Energy 2019, 140, 828–839. [Google Scholar] [CrossRef]
- Mishnaevsky, L.; Johansen, N.F.-J.; Fraisse, A.; Fæster, S.; Jensen, T.; Bendixen, B. Technologies of wind turbine blade repair: Practical comparison. Energies 2022, 15, 1767. [Google Scholar] [CrossRef]
- Raos, G.; Zappone, B. Polymer Adhesion: Seeking New Solutions for an Old Problem. Macromolecules 2021, 54, 10617–10644. [Google Scholar] [CrossRef]
- Pimenta, S. Toughness and Strength of Recycled Composites and Their Virgin Precursors. Ph.D. Thesis, Imperial College London, London, UK, 2013. [Google Scholar]
- Meyer, L.; Schulte, K.; Grove-Nielsen, E. CFRP-recycling following a pyrolysis route: Process optimization and potential. J. Compos. Mater. 2009, 43, 1121–1132. [Google Scholar] [CrossRef]
- Bai, Y.; Wang, Z.; Feng, L. Chemical recycling of carbon fibers reinforced epoxy resin composites in oxygen in supercritical water. Mater. Des. 2010, 31, 999–1002. [Google Scholar] [CrossRef]
- Recycling Thermoset Composites of the SST. Final Summary Report of the EURECOMP Project. Available online: https://cordis.europa.eu/project/id/218609/reporting (accessed on 18 November 2023).
- Nehls, G. TNO Research Offers Circularity Solution for Discarded Wind Turbine Blades, CW. Available online: https://www.compositesworld.com/news/tno-research-offers-circularity-solution-for-discarded-wind-turbine-blades (accessed on 21 October 2022).
- Gordon, O. Vestas Hails Breakthrough for Recyclable Wind Turbines, Energy Monitor. Available online: https://www.energymonitor.ai/tech/renewables/vestas-hails-breakthrough-for-recycling-wind-turbine-blades/ (accessed on 21 February 2023).
- Jensen, J.; Skelton, K. Wind turbine blade recycling: Experiences, challenges and possibilities in a circular economy. Renew. Sustain. Energy Rev. 2018, 97, 165–176. [Google Scholar] [CrossRef]
- Lystrup, A. Vacuum consolidated of thermoplastic composites for wind turbine rotor blades. In Proceedings of the 27th Risø International Symposium on Materials Science: Polymer Composite Materials for Wind Power Turbines, Risø National Laboratory, Roskilde, Denmark, 4–7 September 2006; pp. 231–238. [Google Scholar]
- Tusavul, S.; Fragoudakis, R.; Saigal, A.; Zimmerman, A. Thermoplastic materials for wind turbine blade design. In Proceedings of the ACEM 2014 Congress, Busan, Republic of Korea, 24–28 August 2014; pp. 1–7. [Google Scholar]
- Van Rijswijk, K. Thermoplastic Composite Wind Turbine Blades: Vacuum Infusion Technology for Anionic Polyamide-6 Composites. Ph.D. Thesis, Delft University of Technology, Delft, The Netherlands, 2012. [Google Scholar]
- Teuwen, J.J.; van Geenen, A.; Bersee, H.E. Vacuum-infused anionic polyamide-6 composites: The effect of postprocessing. J. Thermoplast. Compos. Mater. 2012, 25, 965–986. [Google Scholar] [CrossRef]
- Joncas, S. Thermoplastic Composite Wind Turbine Blades: An Integrated Design Approach. Ph.D. Thesis, Delft University of Technology, Delft, The Netherlands, 2010. [Google Scholar]
- Davies, P.; Cantwell, W.; Jar, P.-Y.; Bourban, P.-E.; Zysman, V.; Kausch, H. Joining and repair of a carbon fibre-reinforced thermoplastic. Composites 1991, 22, 425–431. [Google Scholar] [CrossRef]
- Reis, J.P.; de Moura, M.; Samborski, S. Thermoplastic composites and their promising applications in joining and repair composites structures: A review. Materials 2020, 13, 5832. [Google Scholar] [CrossRef]
- Yousefpour, A.; Hojjati, M.; Immarigeon, J.P. Immarigeon Fusion bonding/welding of thermoplastic composites. J. Thermoplast. Compos. Mater. 2004, 17, 303–341. [Google Scholar] [CrossRef]
- Gardiner, G. Developing Repairs for Thermoplastic Composite Aerostructures; CW: Burbank, CA, USA, 2023. [Google Scholar]
- Stokes, V.K. Joining methods for plastics and plastic composites. Polym. Eng. Sci. 1989, 29, 1310–1324. [Google Scholar] [CrossRef]
- Robles, J.B.; Dubé, M.; Hubert, P.; Yousefpour, A. Repair of thermoplastic composites: An overview. Adv. Manuf. Polym. Compos. Sci. 2022, 8, 68–96. [Google Scholar]
- Murray, R.E.; Penumadu, D.; Cousins, D.; Beach, R.; Snowberg, D.; Berry, D.; Suzuki, Y.; Stebner, A. Manufacturing and flexural characterization of infusion-reacted thermoplastic wind turbine blade subcomponents. Appl. Compos. Mater. 2019, 26, 945–961. [Google Scholar] [CrossRef]
- Cousins, D.S.; Arwood, Z.; Young, S.; Hinkle, B.; Snowberg, D.; Penumadu, D.; Stebner, A.P. Infusible thermoplastic composites for wind turbine blade manufacturing: Fatigue life of thermoplastic laminates under ambient and low-temperature conditions. Adv. Eng. Mater. 2023, 25, 2201941. [Google Scholar] [CrossRef]
- Murray, R.E.; Beach, R.; Barnes, D.; Snowberg, D.; Berry, D.; Rooney, S.; Jenks, M.; Gage, B.; Boro, T.; Wallen, S.; et al. Structural validation of a thermoplastic composite wind turbine blade with comparison to a thermoset composite blade. Renew. Energy 2020, 164, 1100–1107. [Google Scholar] [CrossRef]
- Recycling Composite Materials: What Are the Possibilities of Elium® Thermoplastic Resins? Available online: https://www.arkema.com/global/en/resources/post/elium-resin-composites-recycling-options/ (accessed on 13 December 2021).
- Cousins, D.S.; Suzuki, Y.; Murray, R.E.; Samaniuk, J.R.; Stebner, A.P. Recycling glass fiber thermoplastic composites from wind turbine blades. J. Clean. Prod. 2019, 209, 1252–1263. [Google Scholar] [CrossRef]
- Tschentscher, C.; Gebhardt, M.; Chakraborty, S.; Meiners, D. Recycling of Elium CFRPs for high temperature dissolution: A study with different solvents. In Proceedings of the Symposium, Materialtechnik, Clausthal-Zellerfeld, Germany, 25–26 February 2021. [Google Scholar]
- Meyer zu Reckendorf, I.; Sahki, A.; Perrin, D.; Lacoste, C.; Bergeret, A.; Ohayon, A.; Morand, K. Chemical Recycling of Vacuum-Infused Thermoplastic Acrylate-Based Composites Reinforced by Basalt Fabrics. Polymers 2022, 14, 1083. [Google Scholar] [CrossRef]
- Frej, H.B.H.; Léger, R.; Perrin, D.; Ienny, P.; Gérard, P.; Devaux, J.-F. Recovery and reuse of carbon fibre and acrylic resin from thermoplastic composites used in marine application. Resour. Conserv. Recycl. 2021, 173, 105705. [Google Scholar] [CrossRef]
- Murray, R.E.; Roadman, J.; Beach, R. Fusion joining of thermoplastic composite wind turbine blades: Lap-shear bond characterization. Renew. Energy 2019, 140, 501–512. [Google Scholar] [CrossRef]
- Bhudolia, S.K.; Gohel, G.; Leong, K.F.; Barsotti, R.J. Investigation on ultrasonic welding attributes of novel carbon/Elium® composites. Materials 2020, 13, 1117. [Google Scholar] [CrossRef]
- Bhudolia, S.K.; Gohel, G.; Kantipudi, J.; Leong, K.F.; Barsotti, R.J.B., Jr. Ultrasonic welding of novel carbon/Elium® thermoplastic composites with flat and integrated energy directors: Lap shear characterisation and fractographic investigation. Materials 2020, 13, 1634. [Google Scholar] [CrossRef]
- Gohel, G.; Bhudolia, S.K.; Kantipudi, J.; Leong, K.F.; Barsotti, R.J., Jr. Ultrasonic welding of novel Carbon/Elium® with carbon/epoxy composites. Compos. Commun. 2020, 22, 100463. [Google Scholar] [CrossRef]
- Michaud, V. Composites for a more Sustainable Future...Tough, Healable, Recyclable? Lecture at Bristol Composite Institute. 2022. Available online: https://www.youtube.com/watch?v=yYq4hQwG5AI (accessed on 18 November 2023).
- Cohades, A.; Hostettler, N.; Pauchard, M.; Plummer, C.J.; Michaud, V. Stitched shape memory alloy wires enhance damage recovery in self-healing fibre-reinforced polymer composites. Compos. Sci. Technol. 2018, 161, 22–31. [Google Scholar] [CrossRef]
- Cohades, A.; Michaud, V. Shape memory alloys in fibre-reinforced polymer composites. Adv. Ind. Eng. Polym. Res. 2018, 1, 66–81. [Google Scholar] [CrossRef]
- Daelemans, L.; Cohades, A.; Meireman, T.; Beckx, J.; Spronk, S.; Kersemans, M.; De Baere, I.; Rahier, H.; Michaud, V.; Van Paepegem, W.; et al. Electrospun nanofibrous interleaves for improved low velocity impact resistance of glass fibre reinforced composite laminates. Mater. Des. 2018, 141, 170–184. [Google Scholar] [CrossRef]
- Niehls, G. CompPair Adapts HealTech Composites to LCM Processes; CW: Burbank, CA, USA, 2023. [Google Scholar]
- Nehls, G. CompPair and Decathlon Successfully Complete Composite Recycling Project; CW: Burbank, CA, USA, 2022. [Google Scholar]
- Si, H.; Zhou, L.; Wu, Y.; Song, L.; Kang, M.; Zhao, X.; Chen, M. Rapidly reprocessable, degradable epoxy vitrimer and recyclable carbon fiber reinforced thermoset composites relied on high contents of exchangeable aromatic disulfide crosslinks. Compos. Part B Eng. 2020, 199, 108278. [Google Scholar] [CrossRef]
- Wu, M.-S.; Jin, B.C.; Li, X.; Nutt, S. A recyclable epoxy for composite wind turbine blades. Adv. Manuf. Polym. Compos. Sci. 2019, 5, 114–127. [Google Scholar] [CrossRef]
- Shi, Q.; Yu, K.; Dunn, M.L.; Wang, T.; Qi, H.J. Solvent assisted pressure-free surface welding and reprocessing of malleable epoxy polymers. Macromolecules 2016, 49, 5527–5537. [Google Scholar] [CrossRef]
- An, L.; Jin, C.; Li, X.; Zhao, W. Surface degradation assisted welding for vitrimer composites. Mater. Lett. 2022, 328, 133051. [Google Scholar] [CrossRef]
- Santiago, D.; Guzmán, D.; Padilla, J.; Verdugo, P.; De la Flor, S.; Serra, À. Recyclable and reprocessable epoxy vitrimer adhesives. ACS Appl. Polym. Mater. 2023, 5, 2006–2015. [Google Scholar] [CrossRef]
- Chen, X. Fracture of wind turbine blades in operation—Part I: A comprehensive forensic investigation. Wind. Energy 2018, 21, 1046–1063. [Google Scholar] [CrossRef]
- Mishnaevsky, L., Jr.; Jafarpour, M.; Krüger, J.; Gorb, S.N. A new concept of sustainable wind turbine blades: Bio-inspired design with engineered adhesives. Biomimetics 2023, 8, 448. [Google Scholar] [CrossRef]
- Gardiner, G. Reprocessable, Repairable and Recyclable Epoxy Resins for Composites; CompositesWorld: Burbank, CA, USA, 2021. [Google Scholar]
- Gardiner, G. Recyclable Epoxy Proven in HP-RTM; CW: Burbank, CA, USA, 2016. [Google Scholar]
- Yang, Y.; Xu, Y.; Ji, Y.; Wei, Y. Functional epoxy vitrimers and composites. Prog. Mater. Sci. 2020, 120, 100710. [Google Scholar] [CrossRef]
- Yu, K.; Shi, Q.; Li, H.; Jabour, J.; Yang, H.; Dunn, M.L.; Wang, T.; Qi, H.J. Interfacial welding of dynamic covalent network polymers. J. Mech. Phys. Solids 2016, 94, 1–17. [Google Scholar] [CrossRef]
- Chabert, E.; Vial, J.; Cauchois, J.-P.; Mihaluta, M.; Tournilhac, F. Multiple welding of long fiber epoxy vitrimer composites. Soft Matter 2016, 12, 4838–4845. [Google Scholar] [CrossRef]
- Shi, Q.; Jin, C.; Chen, Z.; An, L.; Wang, T. On the welding of vitrimers: Chemistry, mechanics and applications. Adv. Funct. Mater. 2023, 33, 2300288. [Google Scholar] [CrossRef]
- An, L.; Zhao, W. Facile surface depolymerization promotes the welding of hard epoxy vitrimer. Materials 2022, 15, 4488. [Google Scholar] [CrossRef]
- Taynton, P.; Yu, K.; Shoemaker, R.K.; Jin, Y.; Qi, H.J.; Zhang, W. Heat- or water-driven malleability in a highly recyclable covalent network polymer. Adv. Mater. 2014, 26, 3938–3942. [Google Scholar] [CrossRef]
- Kissounko, D.A.; Taynton, P.; Kaffer, C. New Material: Vitrimers Promise to Impact Composites. Reinf. Plast. 2018, 62, 162–166. [Google Scholar] [CrossRef]
- Sloan, J. Vitrimers: The Reprocessable Thermoset; CW: Burbank, CA, USA, 2020. [Google Scholar]
- VITRIMAX™ Product: The Technology. 2022. Available online: https://mallinda.com/product/ (accessed on 18 November 2023).
- Taynton, P.; Ni, H.; Zhu, C.; Yu, K.; Loob, S.; Jin, Y.; Qi, J.; Zhang, W. Repairable woven carbon fiber composites with full recyclability enabled by malleable polyimine networks. Adv. Mater. 2016, 28, 2904–2909. [Google Scholar] [CrossRef]
- de Luzuriaga, A.R.; Martin, R.; Markaide, N.; Rekondo, A.; Cabañero, G.; Rodríguez, J.; Odriozola, I. Epoxy resin with exchangeable disulfide crosslinks to obtain reprocessable, repairable and recyclable fiber-reinforced thermoset composites. Mater. Horiz. 2016, 3, 241–247. [Google Scholar] [CrossRef]
- de Luzuriaga, A.R.; Solera, G.; Azcarate-Ascasua, I.; Boucher, V.; Grande, H.-J.; Rekondo, A. Chemical control of the aromatic disulfide exchange kinetics for tailor-made epoxy vitrimers. Polymer 2022, 239, 124457. [Google Scholar] [CrossRef]
- Kosarli, M.; Foteinidis, G.; Tsirka, K.; Markaide, N.; de Luzuriaga, A.R.; Zapatería, D.C.; Weidmann, S.; Paipetis, A.S. 3R Composites: Knockdown Effect Assessment and Repair Efficiency via Mechanical and NDE Testing. Appl. Sci. 2022, 12, 7269. [Google Scholar] [CrossRef]
- Cárdenas, C.B.; Gayraud, V.; Rodriguez, M.E.; Costa, J.; Salaberria, A.M.; de Luzuriaga, A.R.; Markaide, N.; Keeryadath, P.D.; Zapatería, D.C. Study into the Mechanical Properties of a New Aeronautic-Grade Epoxy-Based Carbon-Fiber-Reinforced Vitrimer. Polymers 2022, 14, 1223. [Google Scholar] [CrossRef]
- De Luzuriaga, A.R.; Markaide, N.; Salaberria, A.M.; Azcune, I.; Rekondo, A.; Grande, H.J. Aero grade epoxy vitrimer towards commercialization. Polymers 2022, 14, 3180. [Google Scholar] [CrossRef]
- Ciarella, S.; Ellenbroek, W.G. Swap-Driven Self-Adhesion and Healing of Vitrimers. Coatings 2019, 9, 114. [Google Scholar] [CrossRef]
- de Luzuriaga, A.R.; Rekondo, A.; Martín, R.; Markaide, N.; Odriozola, I.; Cabañero, G. Reworkable, recyclable and repairable thermoset epoxy composites in transportation applications. FORM Forum 2016, 196, 1–9. [Google Scholar]
- Airpoxy. Airpoxy Newsletter 2020; ISSUE #1; European Union: Luxembourg, 2020. [Google Scholar]
- NEOCROSS—EUROSTARS. New EpOxy Composite with Repairing Properties through Dynamic CROSSlinking. Available online: https://www.gmi-aero.com/en/research-and-development/neocross-eurostars-10.html (accessed on 18 November 2023).
- Lu, L. Composites Exchange Swancor -Swancor Recyclable Thermosetting Epoxy Resin “EzCiclo” and “CleaVER”. Available online: https://www.youtube.com/watch?v=6dmyYiCX9W8 (accessed on 18 November 2023).
- Niehls, G. Swancor Launches Recyclable Thermosetting Epoxy Resin; CW: Burbank, CA, USA, 2022. [Google Scholar]
- The World’s First 64.2m Full Polyurethane Resin Wind Turbine Blade. Available online: https://solutions.covestro.com/en/highlights/articles/cases/2020/goldwind-lz-blades-wind-turbine-blade-success (accessed on 18 November 2023).
- World First PU Wind Turbine Blades: Bigger, Better Blades with Polyurethane Infusion Resin. Available online: https://solutions.covestro.com/en/highlights/articles/stories/2019/pu-for-wind-tower-rotor-blades (accessed on 21 February 2021).
- World’s First Commercial Polyurethane-Carbon Fiber Spar Cap for New Generation of Wind Blades. Available online: https://www.dow.com/en-us/market/mkt-power-telecom/sub-power-renewable-energy/new-generation-of-wind-blades.html (accessed on 18 November 2023).
- Zia, K.M.; Bhatti, H.N.; Bhatti, I.A. Methods for polyurethane and polyurethane composites, recycling and recovery: A review. React. Funct. Polym. 2007, 67, 675–692. [Google Scholar] [CrossRef]
- Kemona, A.; Piotrowska, M. Polyurethane Recycling and Disposal: Methods and Prospects. Polymers 2020, 12, 1752. [Google Scholar] [CrossRef]
- Covestro Post. Available online: https://www.linkedin.com/posts/covestro_fullycircular-activity-7082325200481996801-Lfx_ (accessed on 18 November 2023).
- Johansen, M.B.; Donslund, B.S.; Kristensen, S.K.; Lindhardt, A.T.; Skrydstrup, T. tert-Amyl Alcohol-Mediated Deconstruction of Polyurethane for Polyol and Aniline Recovery. ACS Sustain. Chem. Eng. 2022, 10, 11191–11202. [Google Scholar] [CrossRef]
- Gammelby, P.F. Surprisingly Simple Chemistry Enables Polyurethane Recycling. Available online: https://nat.au.dk/en/about-the-faculty/news/show/artikel/polyuretan-kan-genanvendes-med-overraskende-simpel-kemi (accessed on 16 August 2022).
- Kharazipour, A.; Kües, U. Recycling of wood composites and solid wood products. In Wood Production, Wood Technology, and Biotechnological Impacts; Kües, U., Ed.; Universitätsverlag Göttingen: Göttingen, Germany, 2007. [Google Scholar]
- Besserer, A.; Troilo, S.; Girods, P.; Rogaume, Y.; Brosse, N. Cascading Recycling of Wood Waste: A Review. Polymers 2021, 13, 1752. [Google Scholar] [CrossRef]
- Kamke, F.A.; Nairn, J.A. 13—Advances in structural wood products adhesive bonding. In Advances in Structural Adhesive Bonding; Woodhead: Cambridge, UK, 2023; pp. 417–455. [Google Scholar]
- Idrizi, L.; Jashari, B.; Sejdiu, R. Wood structures repair. In Proceedings of the 19th International Symposium of Macedonian Association of Structural Engineers (MASE 2021), Ohrid, Republic of Macedonia, 15–18 September 2021. [Google Scholar]
- Biswal, A.K.; Nandi, A.; Wang, H.; Vashisth, A. Ultrasonic welding of fiber reinforced vitrimer composites. Compos. Sci. Technol. 2023, 242, 110202. [Google Scholar] [CrossRef]
- Palubiski, D.R.; Longana, M.L.; Dulieu-Barton, J.M.; Hamerton, I.; Ivanov, D.S. Multi-matrix continuously-reinforced composites: A novel route to sustainable repair of composite structures. Mater. Des. 2023, 235, 112446. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).