
Shell Shape Influence on Latent Heat Thermal Energy Storage Performance during Melting and Solidification


Abstract
:1. Introduction
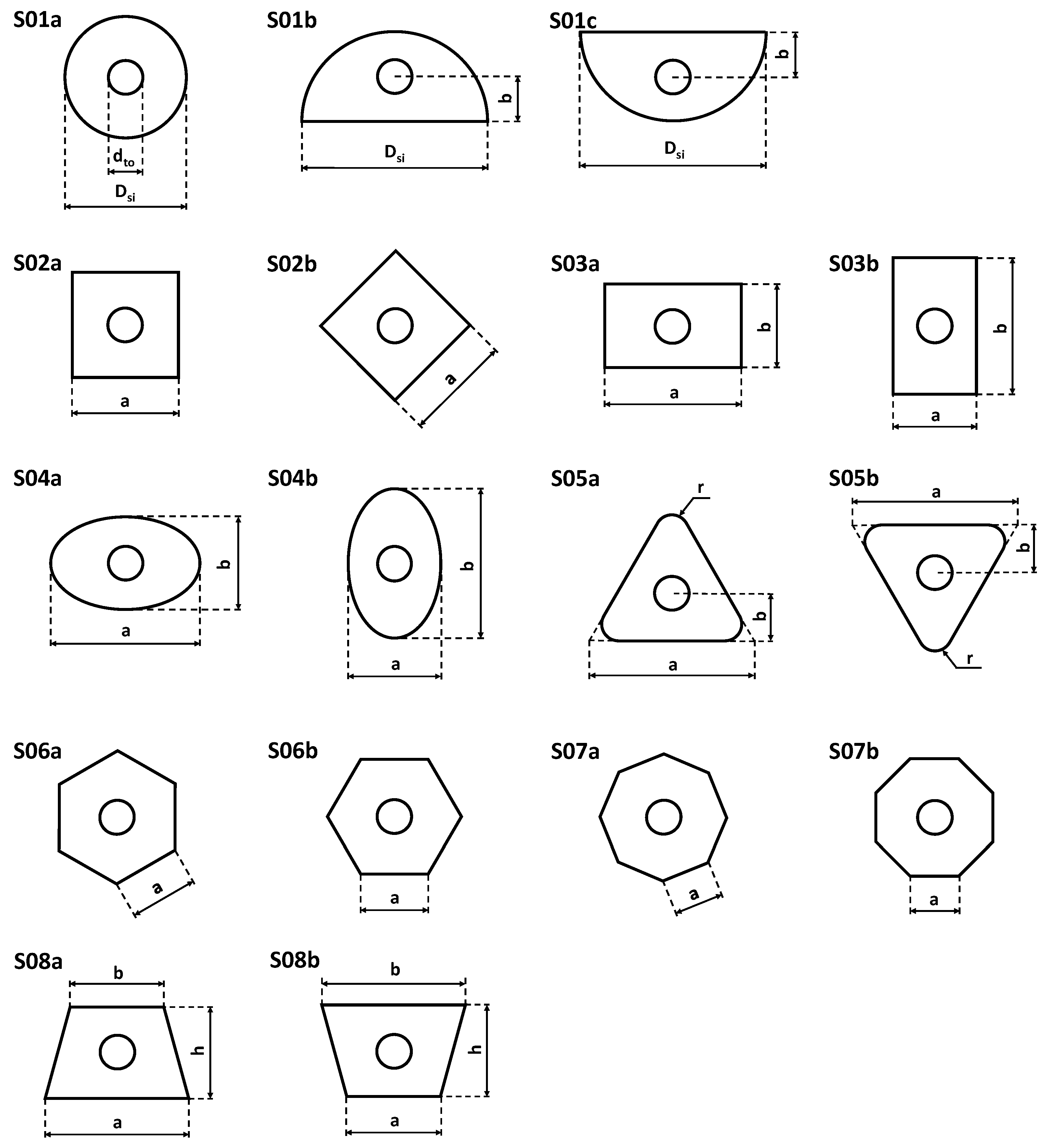
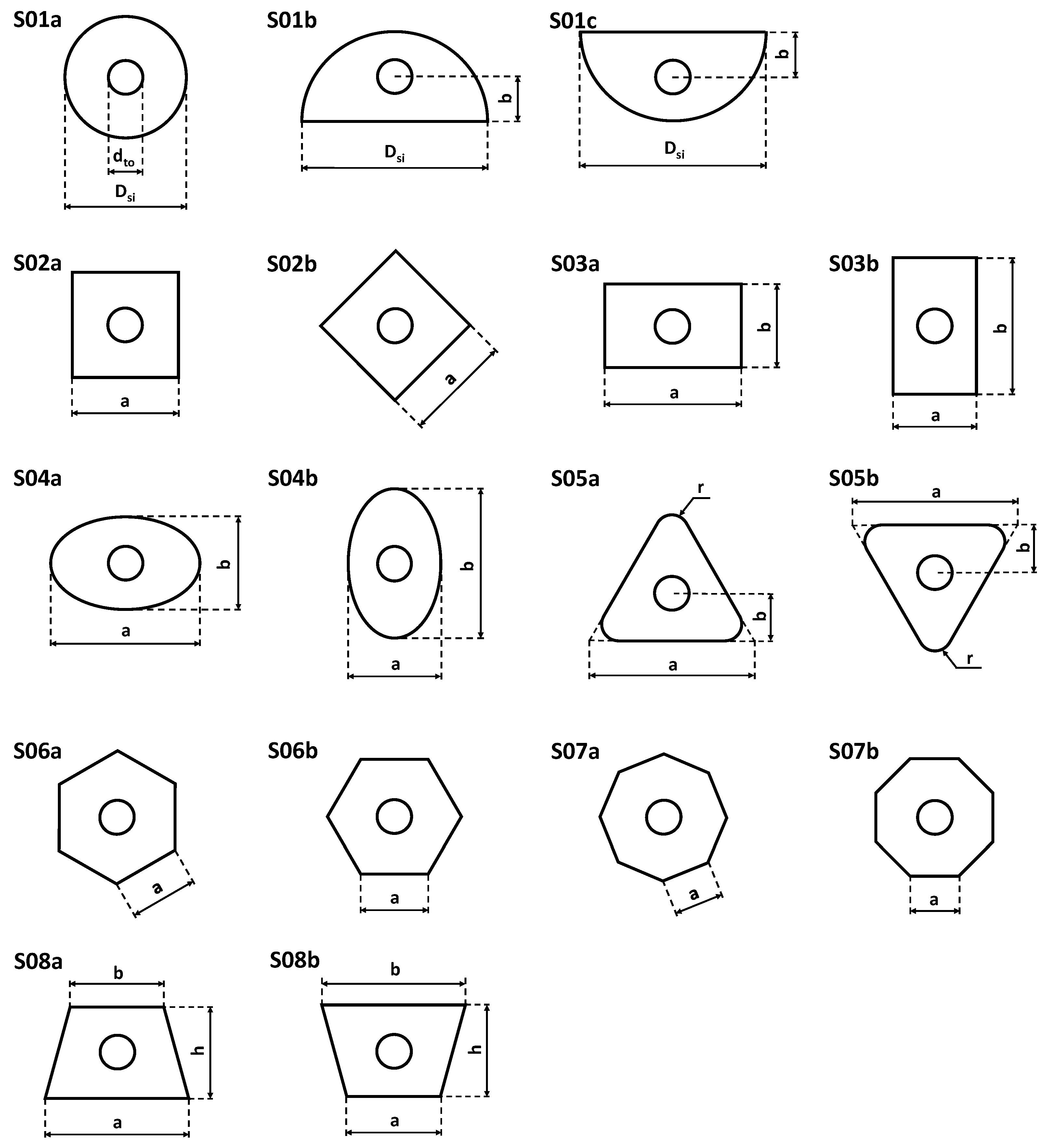
2. Research Objects and Computational Domains
3. Thermophysical Property Measurements
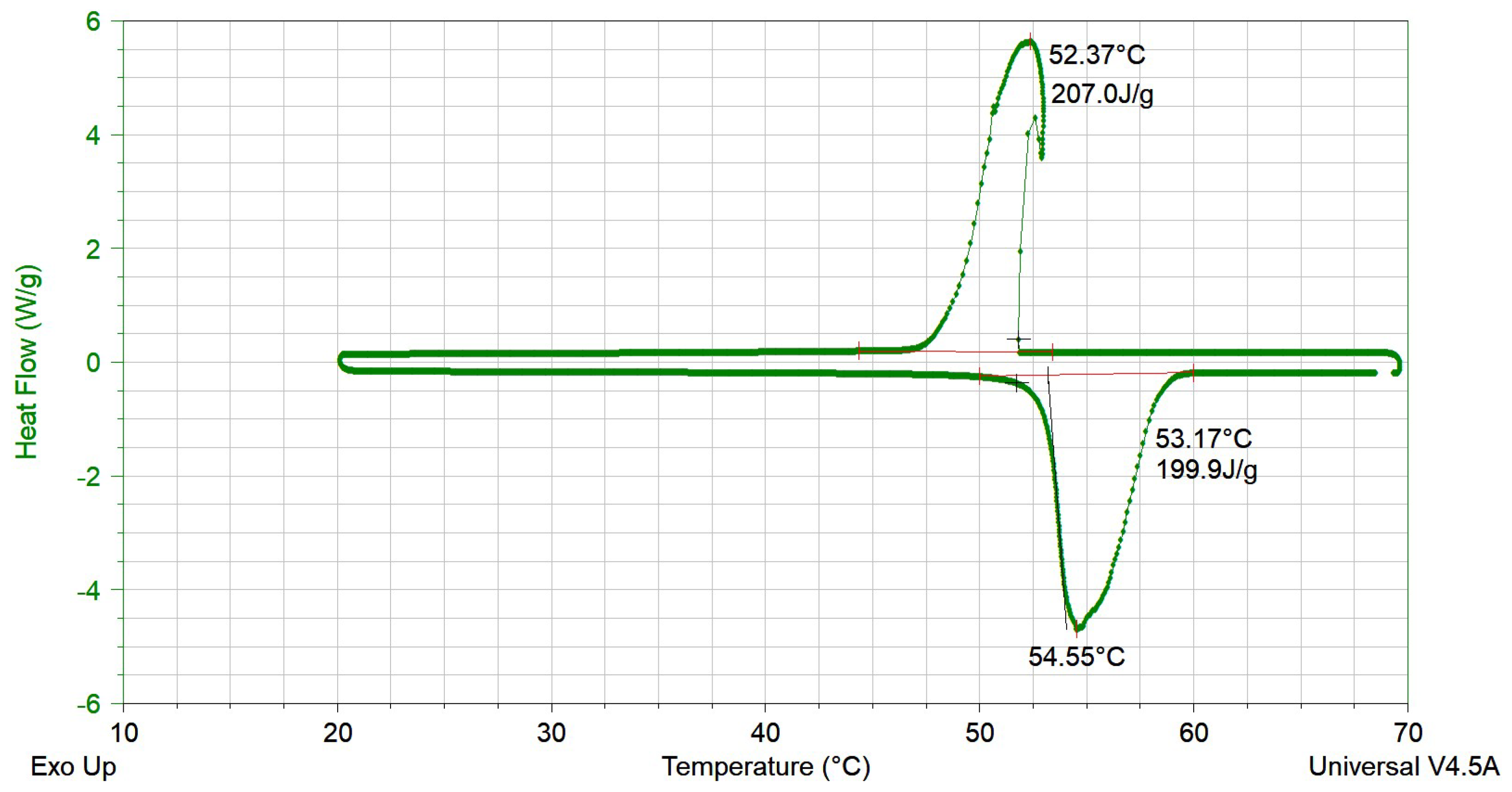
3.1. Differential Scanning Calorimetry Measurements
3.2. Thermal Conductivity Measurements
4. Methods and Mathematical Description
4.1. The Heat and Mass Transport Equations and Assumptions
- The continuity equation:
- The momentum equation:whereand , °C for melting, °C for solidification, and g = 9.81 m/s2.
- The momentum source term S:where ,
- The thermal energy equation:whereand the liquid fraction :
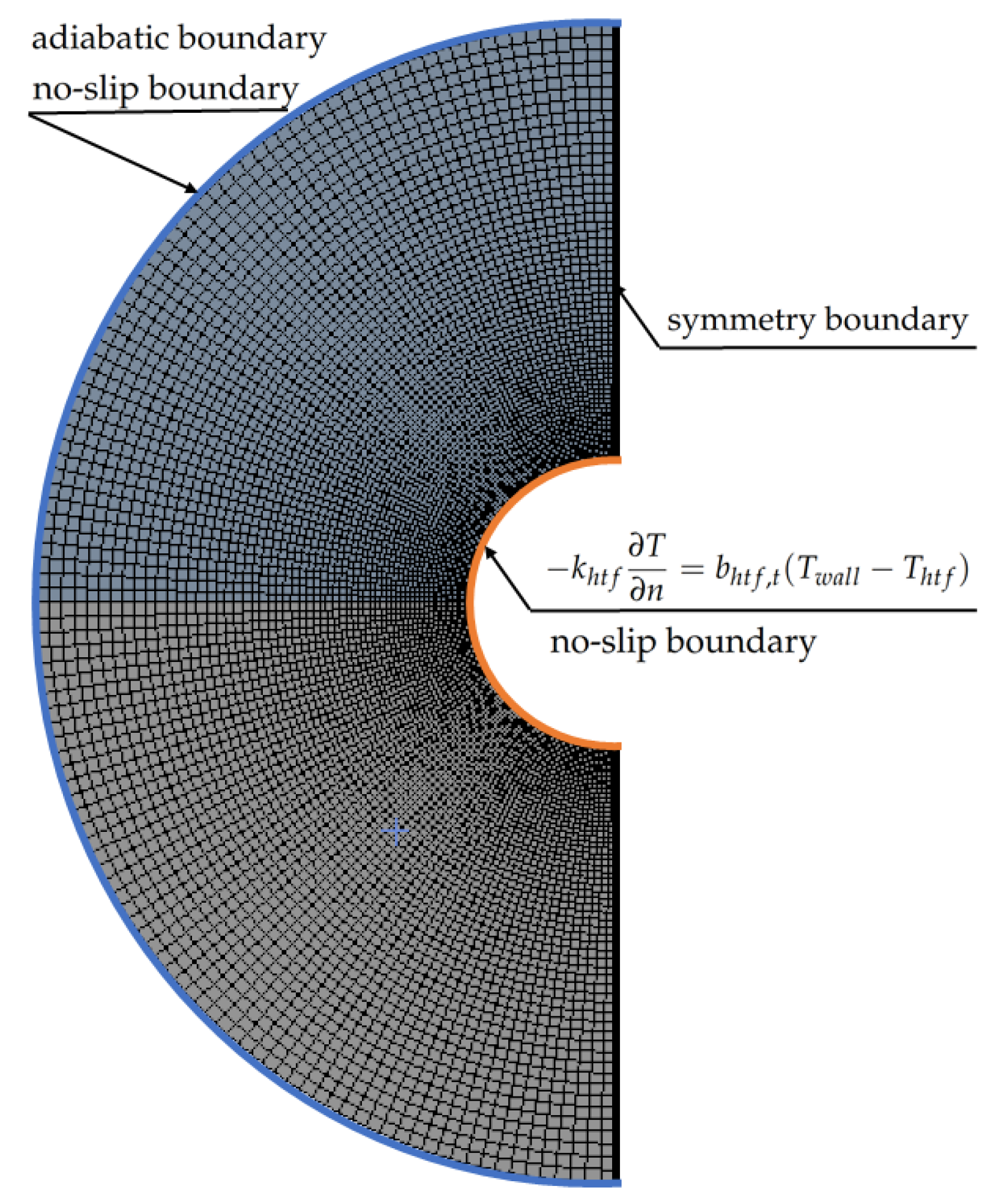
4.2. Initial and Boundary Conditions
4.3. Computational Methods and Algorithms
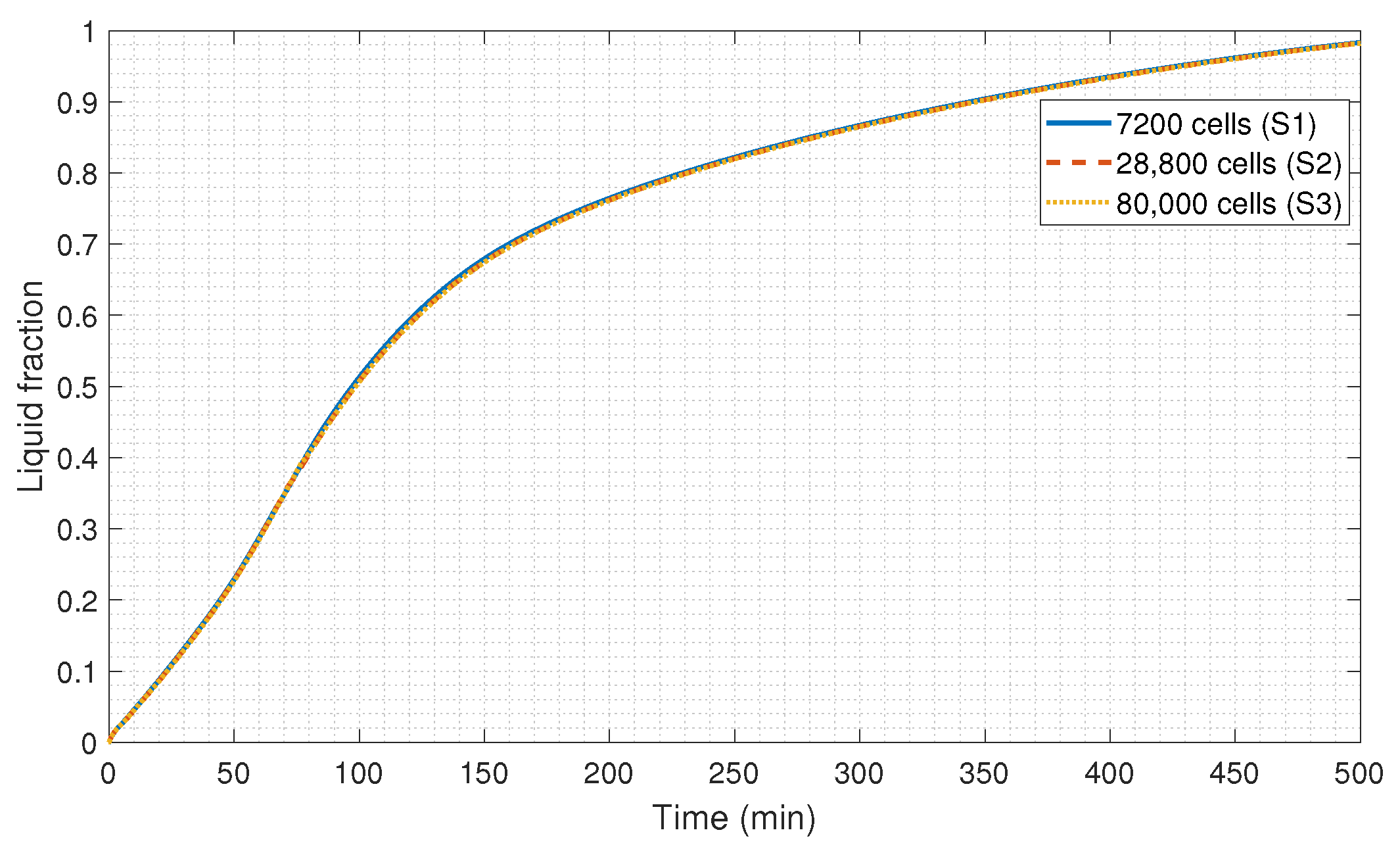
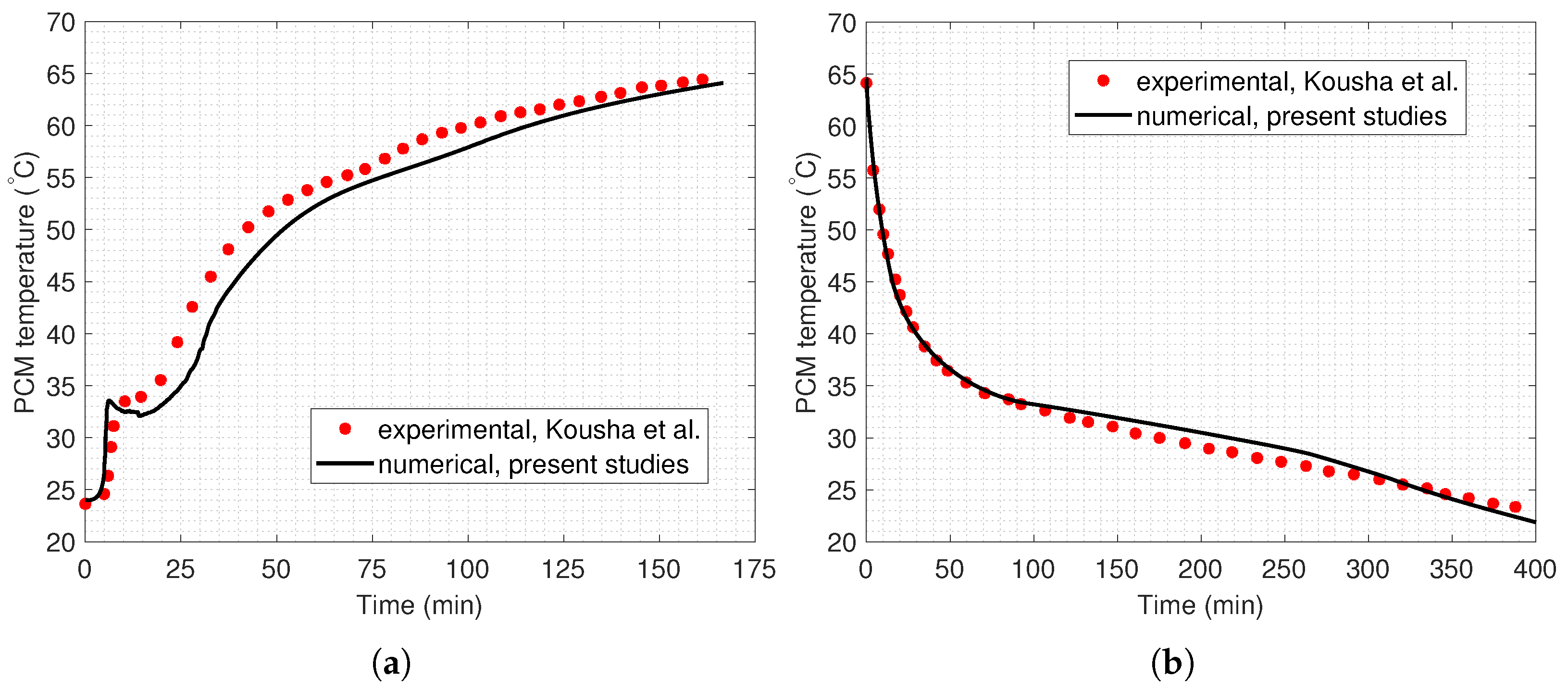
4.4. Verification and Validation
5. Results and Discussion of the Numerical Calculations
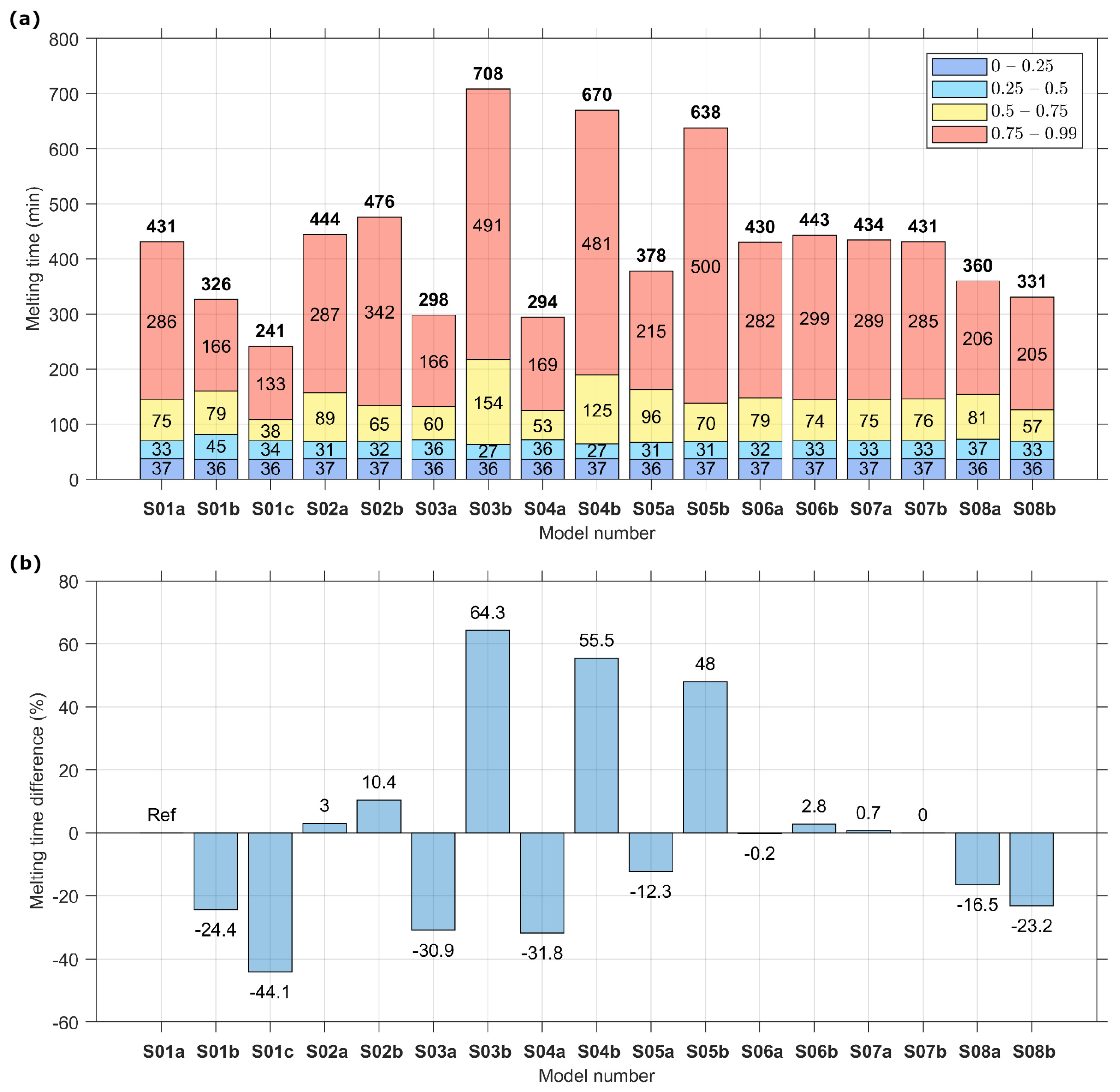
5.1. Melting Time Comparison

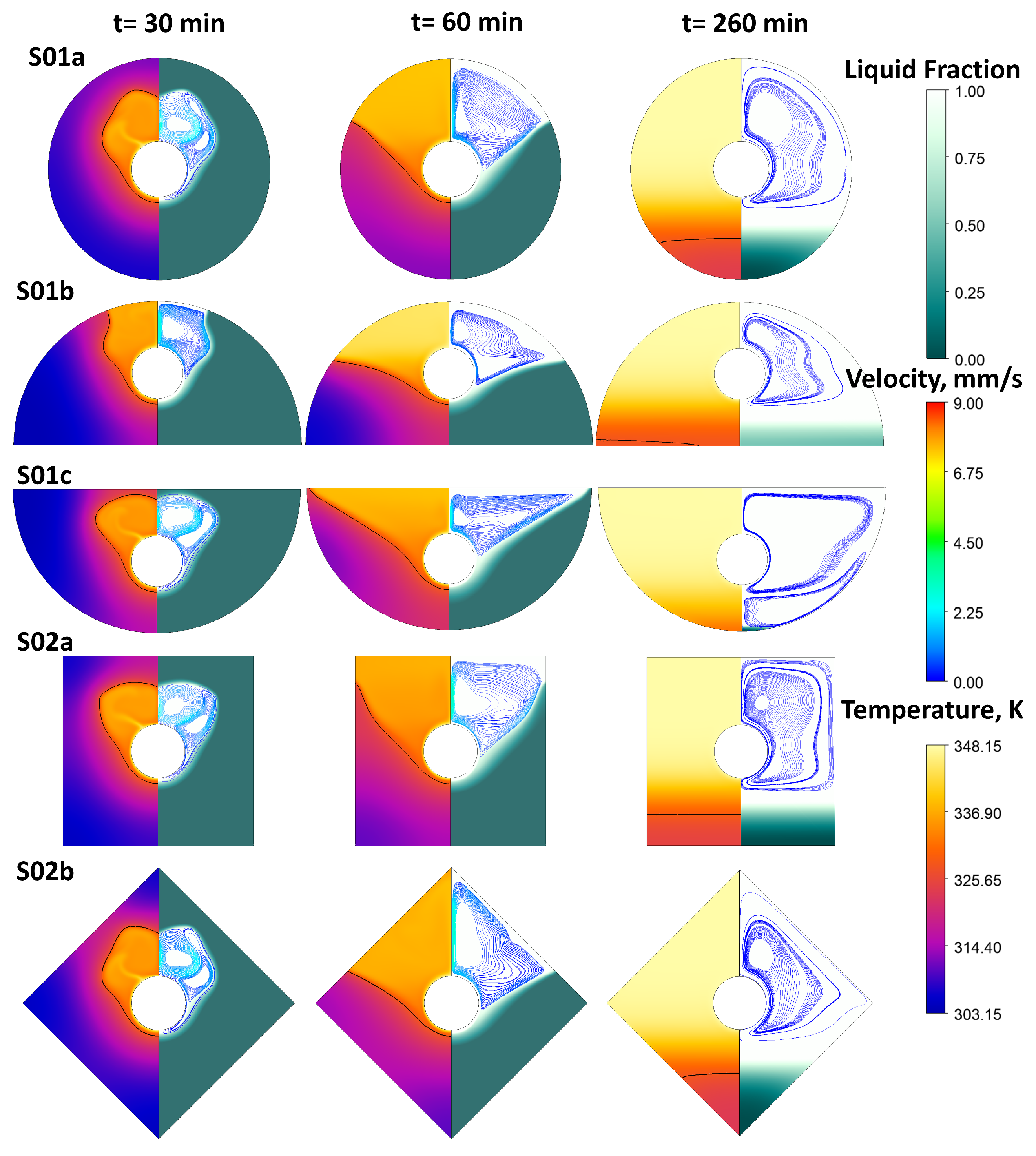
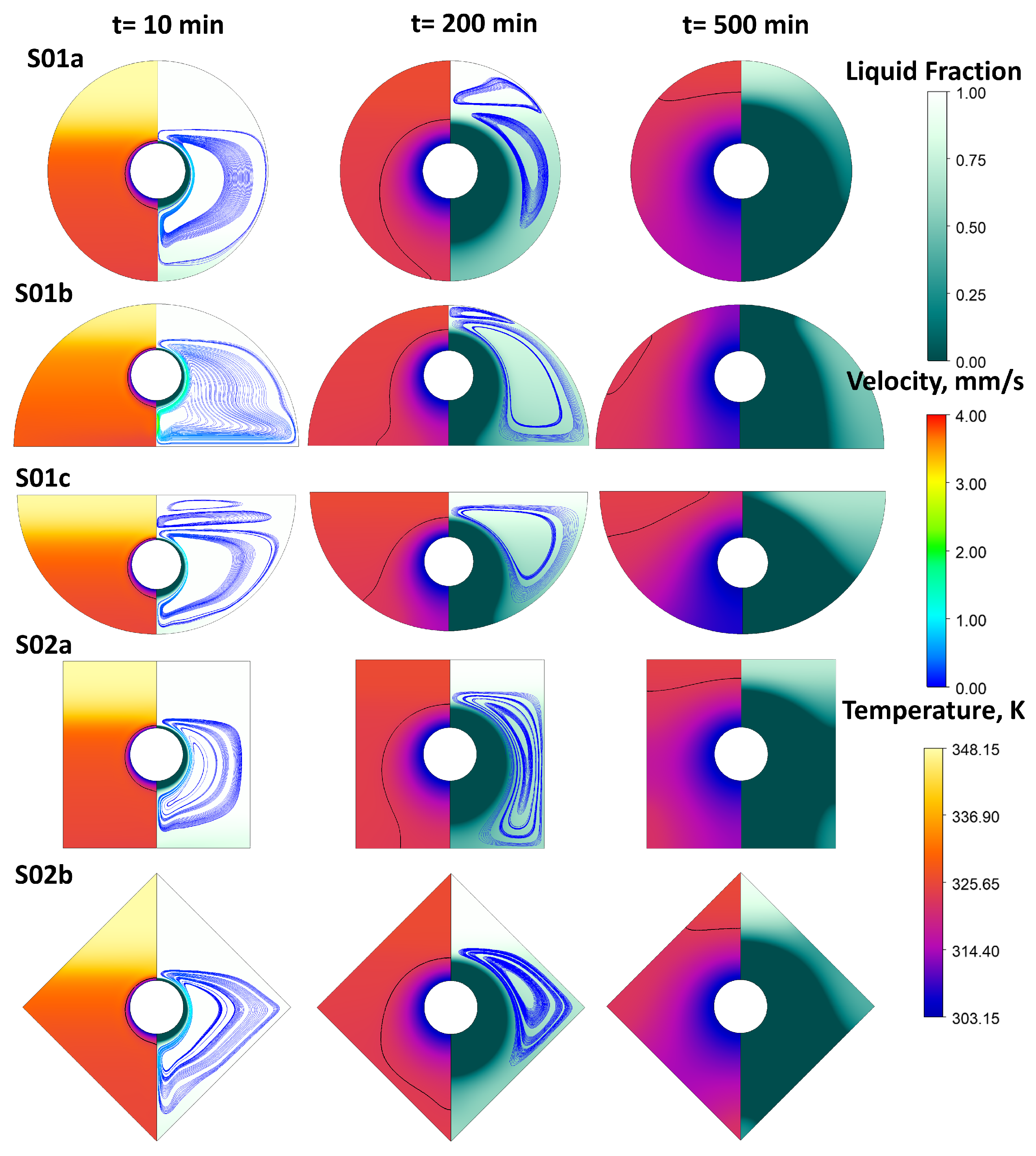
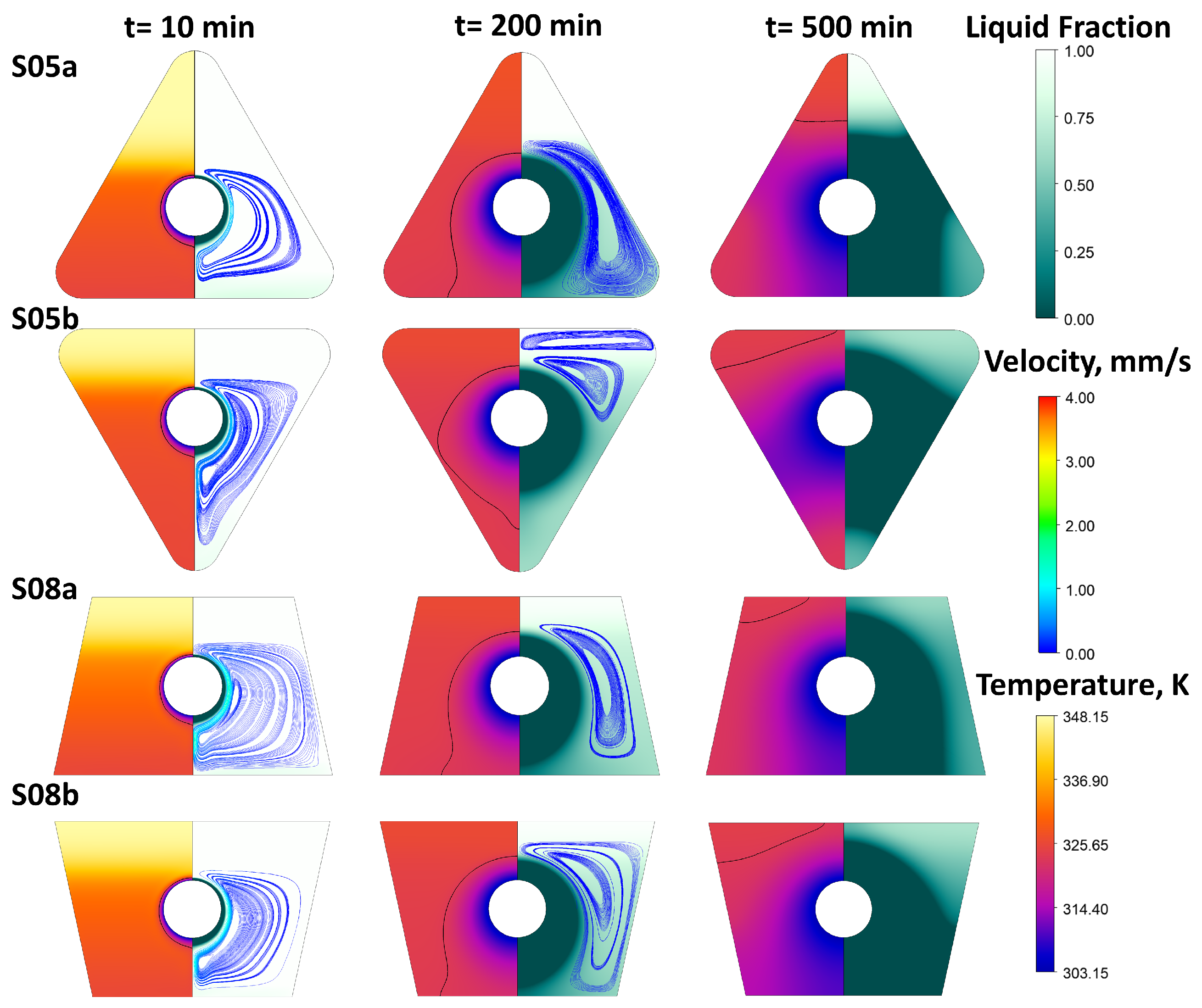
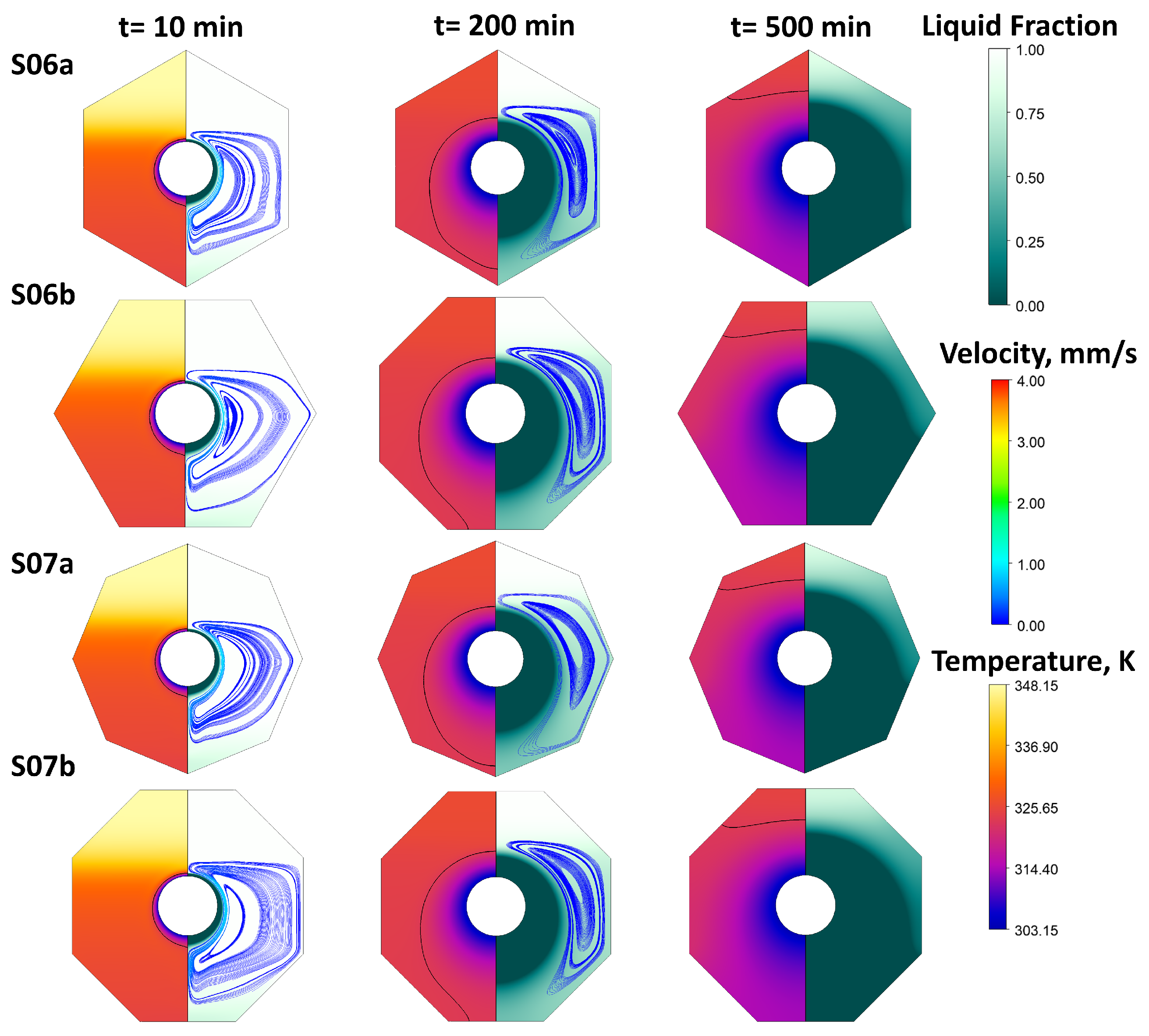
5.2. Temperature and Liquid Fraction Distributions during Melting




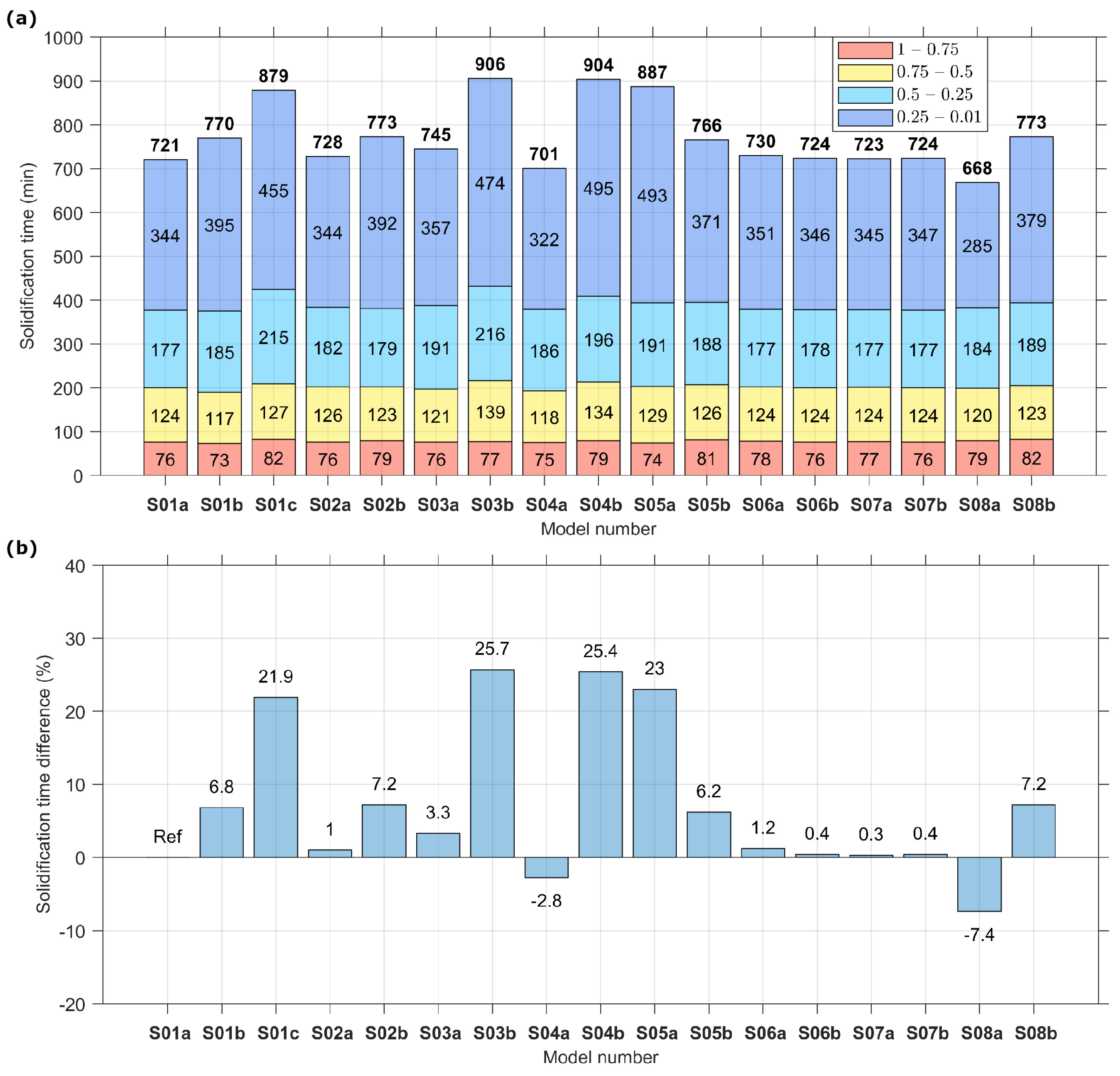
5.3. Solidification Time Comparison

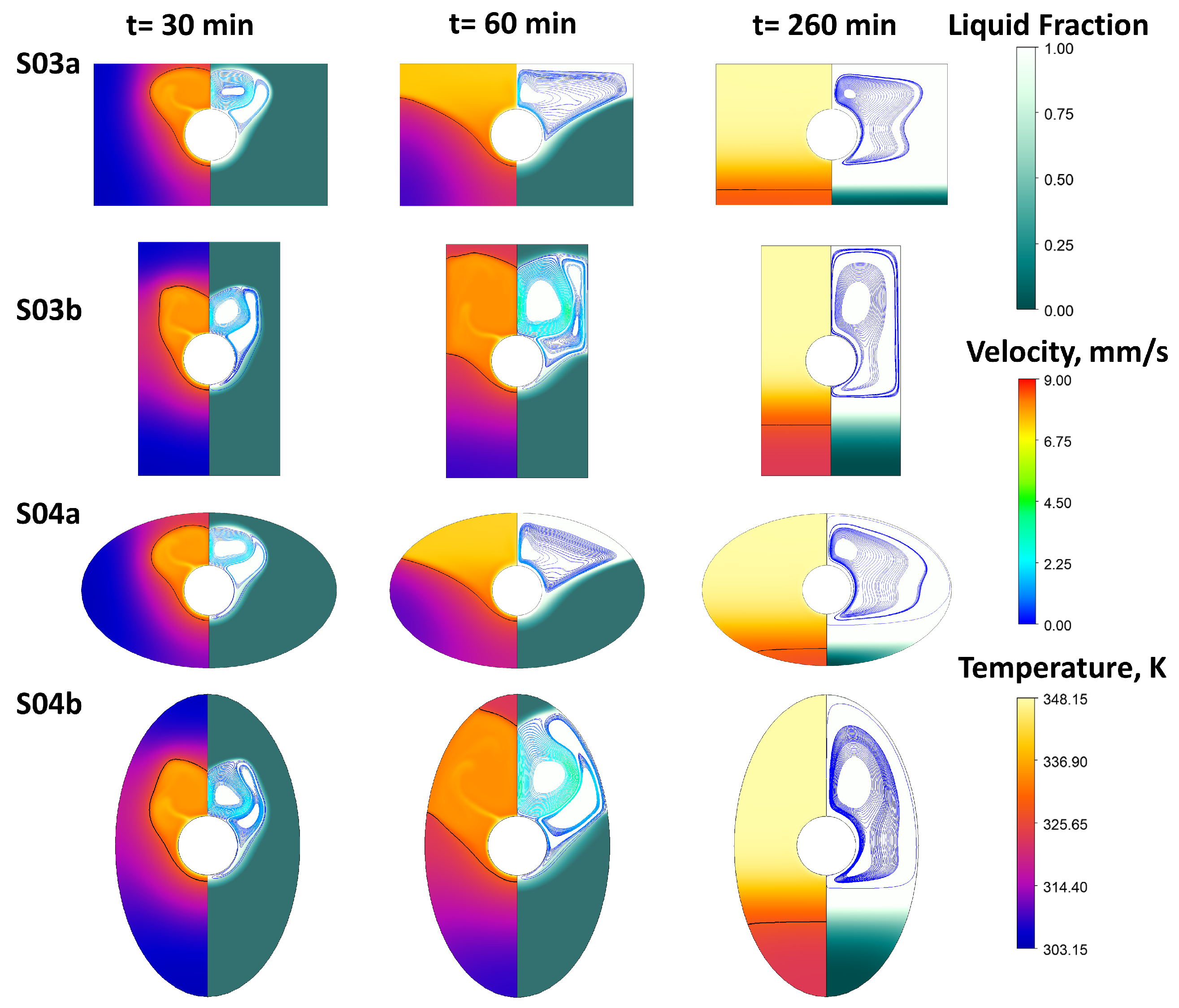
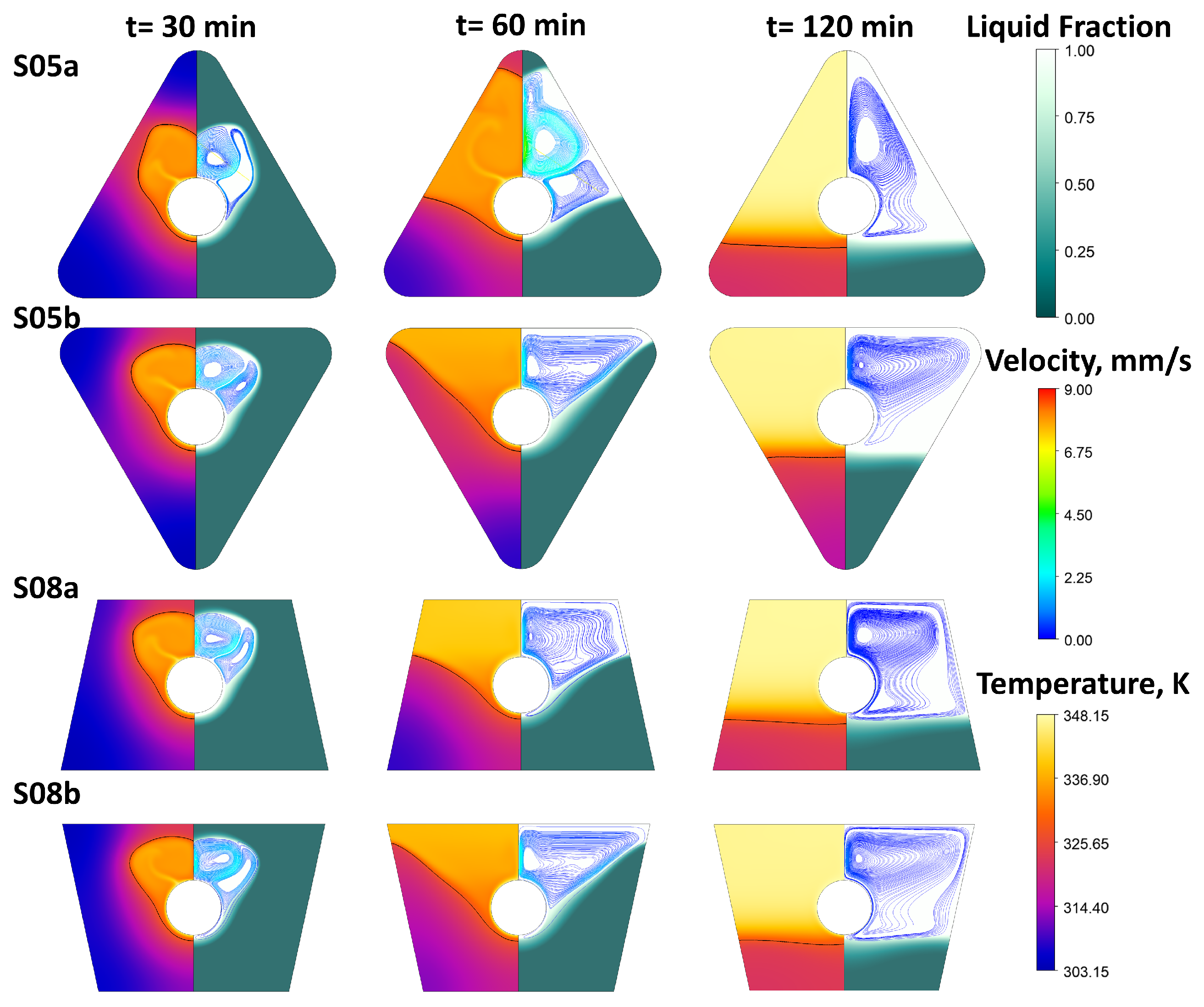
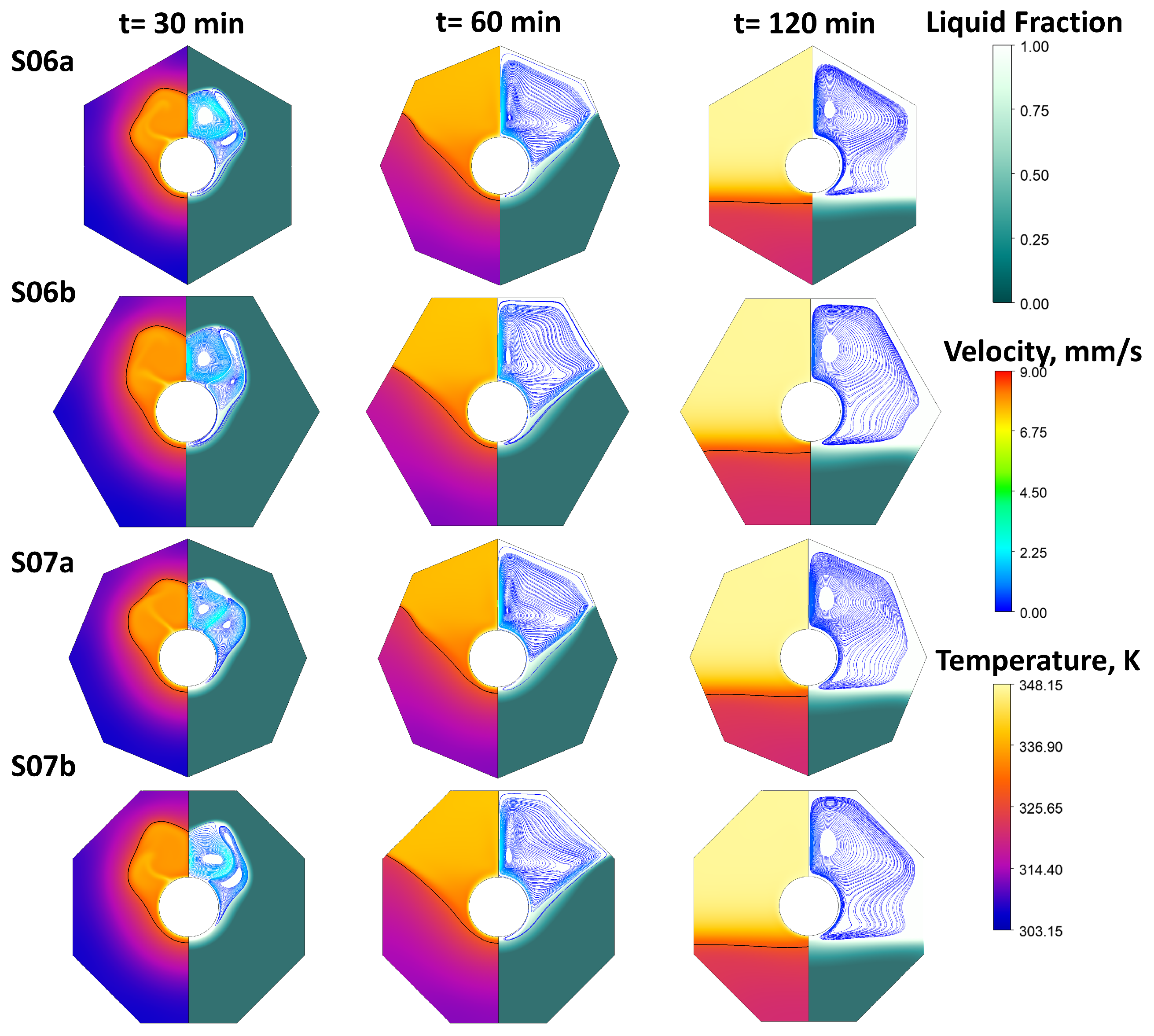
5.4. Temperature and Liquid Fraction Distributions during Solidification




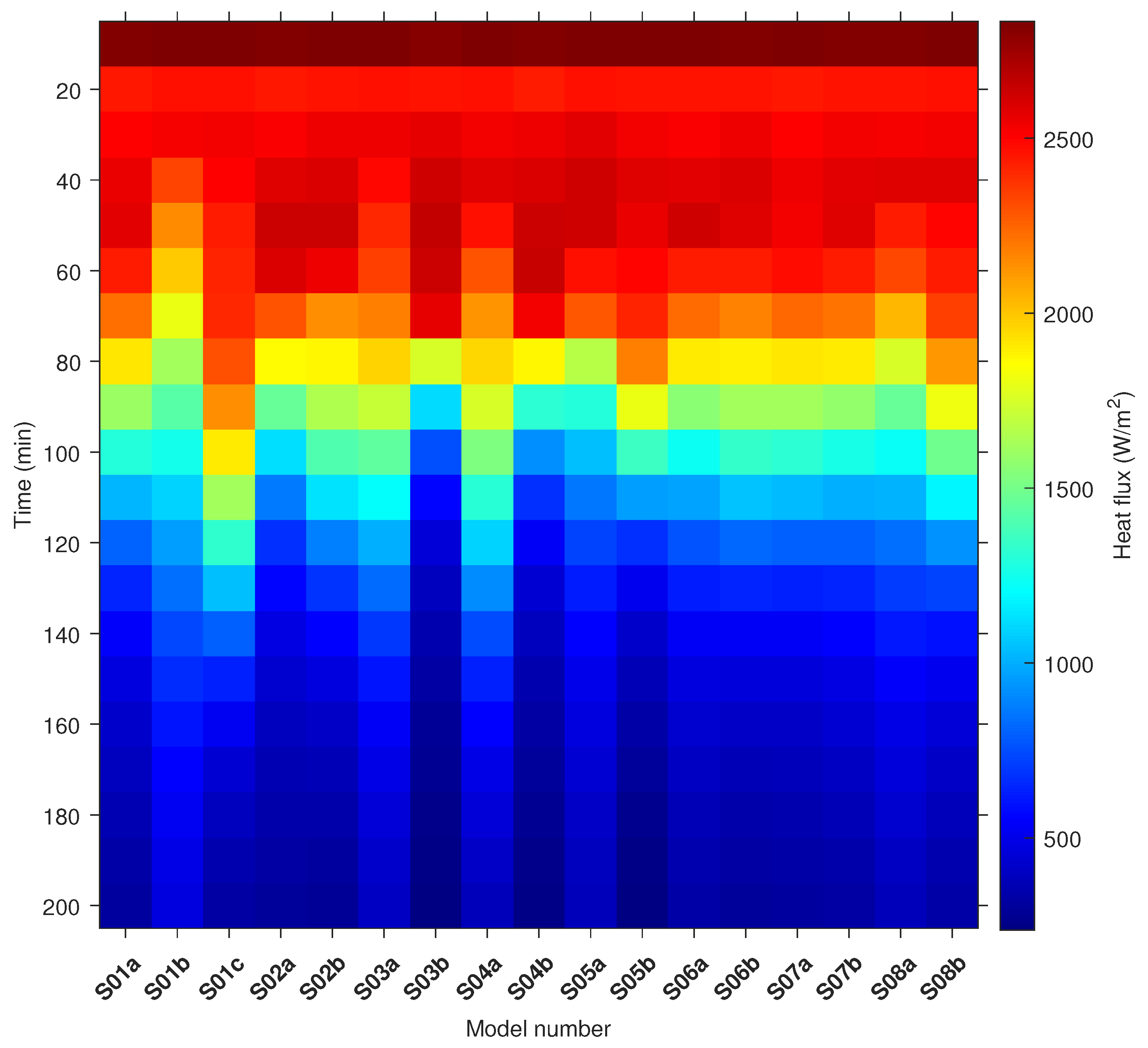
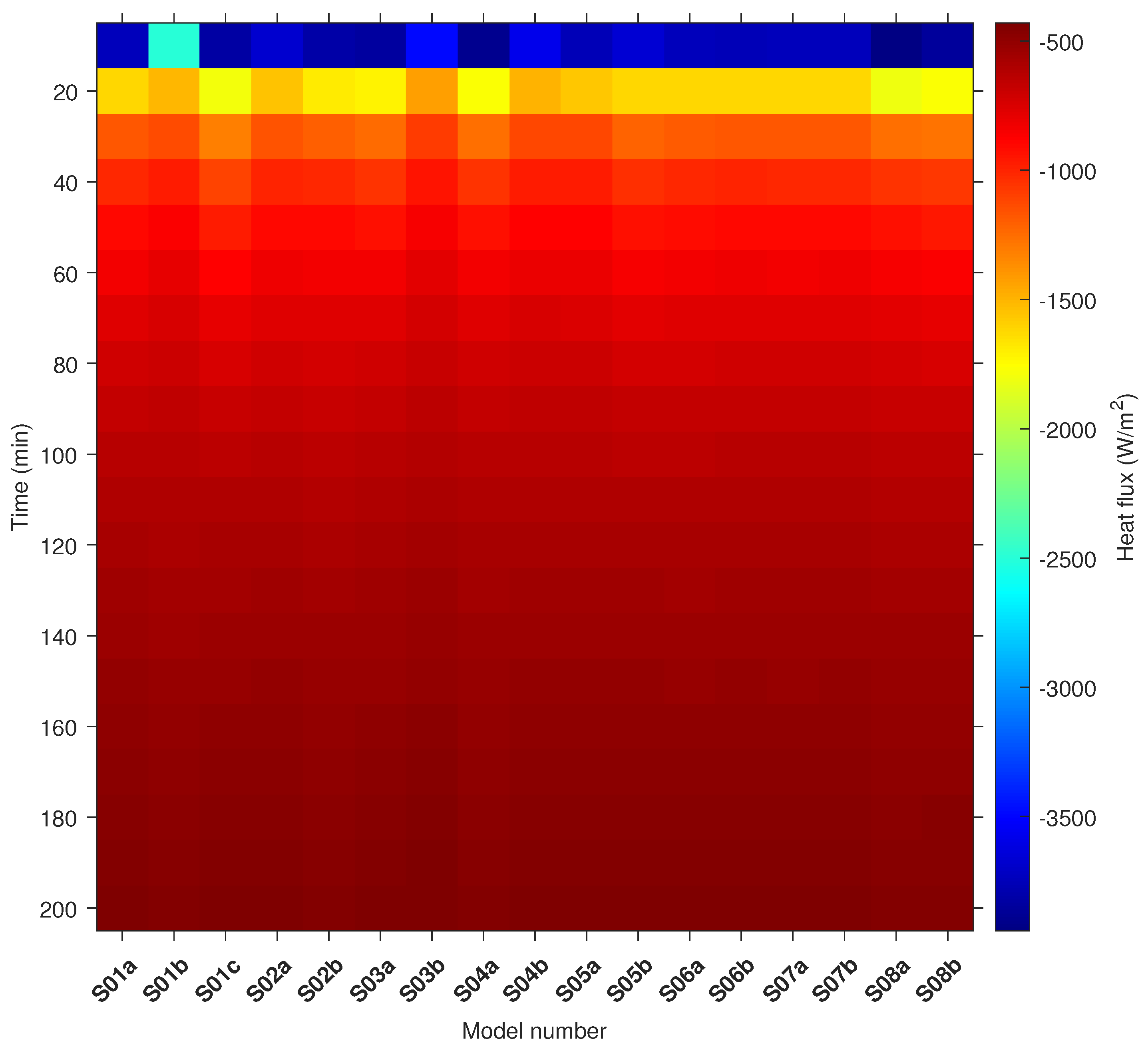
5.5. Heat Flux Comparison
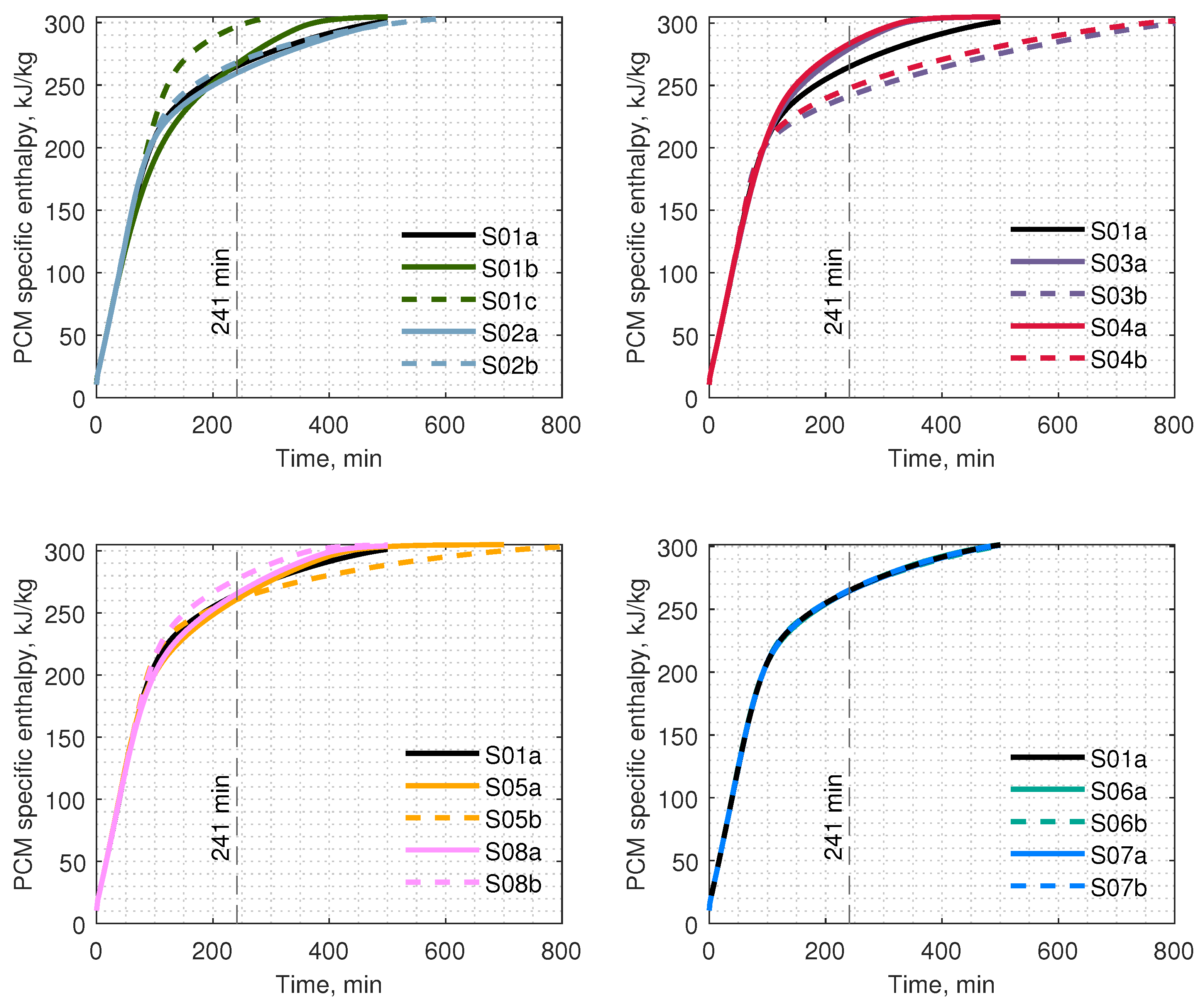
5.6. Specific Enthalpy during Melting and Solidification
6. Conclusions
- The shortest melting time was achieved for a semi-circular shell shape in the downward position (S01c), which is 44% shorter than the reference circular case (S01a).
- The horizontal rectangle (S03a) shell shape had a 30.9% shorter melting time than the circular (S01a) case. This structure has the highest melting time reduction from the polygonal shapes.
- In the initial stage of the melting process, up to 25% of the liquid fraction melts; the shape of the shell does not influence melting time.
- A high enthalpy in a relatively short time during melting was achieved for the semi-circular shell shape in the downward position (S01c), horizontal rectangular (S03a), horizontal elliptical (S04a), and isosceles trapezium in the upward orientation (S08b).
- The shortest solidification time was recorded for the isosceles trapezium in the upward orientation (S08a).
- Only the isosceles trapezium (S08a) and horizontal ellipse (S04a) shell shapes reduced the solidification time in comparison to circular (S01a).
- The semi-circular shell shape in the downward position (S01c), horizontal rectangular (S03a), and horizontal elliptical (S04a) were characterised by a long period of high average heat flux during melting. This is beneficial for fast PCM melting.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| DSC | Differential scanning calorimetry |
| HTF | Heat transfer fluid |
| LF | Liquid fraction |
| LHTES | Latent heat thermal energy storage |
| PCM | Phase-change material |
| RES | Renewable energy source |
| TES | Thermal energy storage |
| Nomenclature | |
| Mushy zone | |
| b | Heat transfer coefficient, W/(m2·K) |
| Specific heat capacity, J/(kg · K) | |
| g | Gravitational acceleration, m/s2 |
| h | Specific enthalpy, J/kg |
| k | Thermal conductivity, W/(m · K) |
| l | Latent heat, J/kg |
| n | Normal vector |
| Nu | Nusselt number |
| p | Pressure, Pa |
| Pr | Prandtl number |
| r | Radius, m |
| R | Thermal resistance, (m · K)/W |
| Ra | Rayleigh number |
| Re | Reynolds number |
| S | Momentum source term |
| Ste | Stefan number |
| T | Temperature, °C |
| t | Time, s |
| v | Fluid flow velocity, m/s |
| Greek symbols | |
| Liquid fraction | |
| Expansion coefficient, 1/K | |
| Dynamic viscosity, Pa · s | |
| Density, kg/m3 | |
| Subscripts | |
| Average | |
| Fluid, heat transfer fluid (HTF) | |
| i | Particular control volume |
| Reference | |
| Shell inner | |
| t | Tube domain |
| Tube inner | |
| Tube outer |
References
- Prabakaran, R.; Dhamodharan, P.; Sathishkumar, A.; Gullo, P.; Vikram, M.P.; Pandiaraj, S.; Alodhayb, A.; Khouqeer, G.A.; Kim, S.C. An Overview of the State of the Art and Challenges in the Use of Gelling and Thickening Agents to Create Stable Thermal Energy Storage Materials. Energies 2023, 16, 3306. [Google Scholar] [CrossRef]
- Wang, S.; Hou, X.; Yin, J.; Xing, Y.; Wang, Z. Comparative Study of the Thermal Enhancement for Spacecraft PCM Thermal Energy Storage Units. Aerospace 2022, 9, 705. [Google Scholar] [CrossRef]
- Sultan, S.; Hirschey, J.; Kumar, N.; Cui, B.; Liu, X.; LaClair, T.J.; Gluesenkamp, K.R. Techno-Economic Assessment of Residential Heat Pump Integrated with Thermal Energy Storage. Energies 2023, 16, 4087. [Google Scholar] [CrossRef]
- Masood, U.; Haggag, M.; Hassan, A.; Laghari, M. A Review of Phase Change Materials as a Heat Storage Medium for Cooling Applications in the Built Environment. Buildings 2023, 13, 1595. [Google Scholar] [CrossRef]
- Elarem, R.; Alqahtani, T.; Mellouli, S.; Askri, F.; Edacherian, A.; Vineet, T.; Badruddin, I.A.; Abdelmajid, J. A comprehensive review of heat transfer intensification methods for latent heat storage units. Energy Storage 2021, 3, e127. [Google Scholar] [CrossRef]
- Rogowski, M.; Andrzejczyk, R. Recent advances of selected passive heat transfer intensification methods for phase change material-based latent heat energy storage units: A review. Int. Commun. Heat Mass Transf. 2023, 144, 106795. [Google Scholar] [CrossRef]
- Masoumpour-Samakoush, M.; Miansari, M.; Ajarostaghi, S.S.M.; Arıcı, M. Impact of innovative fin combination of triangular and rectangular fins on melting process of phase change material in a cavity. J. Energy Storage 2022, 45, 103545. [Google Scholar] [CrossRef]
- Zhang, S.; Mancin, S.; Pu, L. A review and prospective of fin design to improve heat transfer performance of latent thermal energy storage. J. Energy Storage 2023, 62, 106825. [Google Scholar] [CrossRef]
- Ma, F.; Zhu, T.; Zhang, Y.; Lu, X.; Zhang, W.; Ma, F. A Review on Heat Transfer Enhancement of Phase Change Materials Using Fin Tubes. Energies 2023, 16, 545. [Google Scholar] [CrossRef]
- Hassan, F.; Jamil, F.; Hussain, A.; Ali, H.M.; Janjua, M.M.; Khushnood, S.; Farhan, M.; Altaf, K.; Said, Z.; Li, C. Recent advancements in latent heat phase change materials and their applications for thermal energy storage and buildings: A state of the art review. Sustain. Energy Technol. Assess. 2022, 49, 101646. [Google Scholar] [CrossRef]
- Cárdenas-Ramírez, C.; Jaramillo, F.; Gómez, M. Systematic review of encapsulation and shape-stabilization of phase change materials. J. Energy Storage 2020, 30, 101495. [Google Scholar] [CrossRef]
- Tariq, S.L.; Ali, H.M.; Akram, M.A.; Janjua, M.M.; Ahmadlouydarab, M. Nanoparticles enhanced phase change materials (NePCMs)-A recent review. Appl. Therm. Eng. 2020, 176, 115305. [Google Scholar] [CrossRef]
- Jirawattanapanit, A.; Abderrahmane, A.; Mourad, A.; Guedri, K.; Younis, O.; Bouallegue, B.; Subkrajang, K.; Rajchakit, G.; Shah, N.A. A Numerical Investigation of a Melting Rate Enhancement inside a Thermal Energy Storage System of Finned Heat Pipe with Nano-Enhanced Phase Change Material. Nanomaterials 2022, 12, 2519. [Google Scholar] [CrossRef] [PubMed]
- Mohammadpour, J.; Lee, A.; Timchenko, V.; Taylor, R. Nano-Enhanced Phase Change Materials for Thermal Energy Storage: A Bibliometric Analysis. Energies 2022, 15, 3426. [Google Scholar] [CrossRef]
- Jaisatia Varthani, A.; Shasthri, S.; Baljit, S.; Kausalyah, V. A systematic review of metal foam and heat pipe enhancement in Latent Heat Thermal Energy Storage system. J. Energy Storage 2022, 56, 105888. [Google Scholar] [CrossRef]
- Sodhi, G.S.; Muthukumar, P. Compound charging and discharging enhancement in multi-PCM system using non-uniform fin distribution. Renew. Energy 2021, 171, 299–314. [Google Scholar] [CrossRef]
- Kant, K.; Biwole, P.; Shukla, A.; Sharma, A.; Gorjian, S. Heat transfer and energy storage performances of phase change materials encapsulated in honeycomb cells. J. Energy Storage 2021, 38, 102507. [Google Scholar] [CrossRef]
- Tao, Y.B.; He, Y.L. A review of phase change material and performance enhancement method for latent heat storage system. Renew. Sustain. Energy Rev. 2018, 93, 245–259. [Google Scholar] [CrossRef]
- Wołoszyn, J.; Wyciszkiewicz, G. Modelowanie przemiany fazowej w potrójnym systemie rurowym wzmocnionym żebrami. Przemysł Chem. 2021, 1, 101–104. [Google Scholar] [CrossRef]
- Vyshak, N.; Jilani, G. Numerical analysis of latent heat thermal energy storage system. Energy Convers. Manag. 2007, 48, 2161–2168. [Google Scholar] [CrossRef]
- Zivkovic, B.; Fujii, I. An analysis of isothermal phase change of phase change material within rectangular and cylindrical containers. Solar Energy 2001, 70, 51–61. [Google Scholar] [CrossRef]
- Lipnicki, Z.; Małolepszy, T.; Gortych, M.; Grabas, P. Simple analitycal and experimental method of solidification PCM material inside a spherical capsule. Int. Commun. Heat Mass Transf. 2022, 135, 106083. [Google Scholar] [CrossRef]
- Sun, B.; Sun, M.; Gao, L.; Che, D.; Deng, Y. Thermal performance analysis and optimization of a double-layer spherical phase-change material capsule with annular fins. J. Energy Storage 2023, 57, 106280. [Google Scholar] [CrossRef]
- Ahmad, F.; Hussain, S.; Ahmad, I.; Hassan, T.S.; Almatroud, A.O.; Ali, W.; Farooq, I.E. Successive melting of a phase change material bounded in a finned trapezoidal domain. Case Stud. Therm. Eng. 2021, 28, 101419. [Google Scholar] [CrossRef]
- Modi, N.; Wang, X.; Negnevitsky, M. Numerical investigation into selecting the most suitable shell-to-tube diameter ratio for horizontal latent heat thermal energy storage. Energy Sustain. Dev. 2023, 73, 188–204. [Google Scholar] [CrossRef]
- Ding, C.; Pei, J.; Wang, S.; Wang, Y. Evaluation and comparison of thermal performance of latent heat storage units with shell-and-tube, rectangular, and cylindrical configurations. Appl. Therm. Eng. 2023, 218, 119364. [Google Scholar] [CrossRef]
- Al-Abidi, A.A.; Mat, S.; Sopian, K.; Sulaiman, M.; Mohammad, A.T. Experimental study of PCM melting in triplex tube thermal energy storage for liquid desiccant air conditioning system. Energy Build. 2013, 60, 270–279. [Google Scholar] [CrossRef]
- Wu, J.; Zhang, Y.; Sun, K.; Chen, Q. Heat Transfer Enhancement of Phase Change Material in Triple-Tube Latent Heat Thermal Energy Storage Units: Operating Modes and Fin Configurations. Energies 2022, 15, 5653. [Google Scholar] [CrossRef]
- Fornarelli, F.; Dambrosio, L.; Camporeale, S.M.; Terlizzi, L. Novel Multi-Objective Optimal Design of a Shell-and-Tube Latent Heat Thermal Energy Storage Device. Energies 2023, 16, 1882. [Google Scholar] [CrossRef]
- Younis, O.; Samir, L.; Belazreg, A.; Qasem, N.A.A. Numerical Analysis of the Influence of Inner Tubes Arrangement on the Thermal Performance of Thermal Energy Storage Unit. Energies 2023, 16, 3663. [Google Scholar] [CrossRef]
- Punniakodi, B.M.S.; Senthil, R. A review on container geometry and orientations of phase change materials for solar thermal systems. J. Energy Storage 2021, 36, 102452. [Google Scholar] [CrossRef]
- Patel, J.R.; Joshi, V.; Rathod, M.K. Thermal performance investigations of the melting and solidification in differently shaped macro-capsules saturated with phase change material. J. Energy Storage 2020, 31, 101635. [Google Scholar] [CrossRef]
- Kumar, A.; Verma, P.; Varshney, L. An experimental and numerical study on phase change material melting rate enhancement for a horizontal semi-circular shell and tube thermal energy storage system. J. Energy Storage 2022, 45, 103734. [Google Scholar] [CrossRef]
- Hosseini, M.J.; Rahimi, M.; Bahrampoury, R. Experimental and computational evolution of a shell and tube heat exchanger as a PCM thermal storage system. Int. Commun. Heat Mass Transf. 2014, 50, 128–136. [Google Scholar] [CrossRef]
- Faghani, M.; Hosseini, M.; Bahrampoury, R. Numerical simulation of melting between two elliptical cylinders. Alex. Eng. J. 2018, 57, 577–586. [Google Scholar] [CrossRef]
- Pourakabar, A.; Rabienataj Darzi, A. Enhancement of phase change rate of PCM in cylindrical thermal energy storage. Appl. Therm. Eng. 2019, 150, 132–142. [Google Scholar] [CrossRef]
- Rabienataj Darzi, A.A.; Jourabian, M.; Farhadi, M. Melting and solidification of PCM enhanced by radial conductive fins and nanoparticles in cylindrical annulus. Energy Convers. Manag. 2016, 118, 253–263. [Google Scholar] [CrossRef]
- Khillarkar, D.; Gong, Z.; Mujumdar, A. Melting of a phase change material in concentric horizontal annuli of arbitrary cross-section. Appl. Therm. Eng. 2000, 20, 893–912. [Google Scholar] [CrossRef]
- Mao, Q.; Chen, K.; Li, T. Heat transfer performance of a phase-change material in a rectangular shell-tube energy storage tank. Appl. Therm. Eng. 2022, 215, 118937. [Google Scholar] [CrossRef]
- Bouzennada, T.; Ghchem, K.; Zahi, N.; Alhadri, M.; Kolsi, L. Numerical study of heat transfer and melting process in a NEPCM filled 3D cuboid cavity: Application non-uniform temperature. Case Stud. Therm. Eng. 2023, 47, 103080. [Google Scholar] [CrossRef]
- Bouzennada, T.; Abderrahmane, A.; Younis, O.; Oreijah, M.; Guedri, K.; Maatki, C.; Kolsi, L. Numerical simulation of heat transfer and melting process in a NEPCM: Using new fin shape. Int. Commun. Heat Mass Transf. 2023, 143, 106711. [Google Scholar] [CrossRef]
- Demirkıran, İ.G.; Cetkin, E. Emergence of rectangular shell shape in thermal energy storage applications: Fitting melted phase changing material in a fixed space. J. Energy Storage 2021, 37, 102455. [Google Scholar] [CrossRef]
- Rana, S.; Zunaid, M.; Kumar, R. CFD analysis for heat transfer comparison in circular, rectangular and elliptical tube heat exchangers filled with PCM. Mater. Today Proc. 2022, 56, 637–644. [Google Scholar] [CrossRef]
- Tabassum, T.; Hasan, M.; Begum, L. 2-D numerical investigation of melting of an impure PCM in the arbitrary-shaped annuli. Int. J. Therm. Sci. 2017, 114, 296–319. [Google Scholar] [CrossRef]
- Qaiser, R.; Khan, M.M.; Ahmed, H.F.; Malik, F.K.; Irfan, M.; Ahad, I.U. Performance enhancement of latent energy storage system using effective designs of tubes and shell. Energy Rep. 2022, 8, 3856–3872. [Google Scholar] [CrossRef]
- Li, J.; Huang, Y.; Zhang, C.; Liu, X. Numerical study on the solidification performance of a latent heat storage unit with Koch-fractal fin. Fractals 2019, 27, 1950108. [Google Scholar] [CrossRef]
- Alizadeh, M.; Haq, R.; Hamid, M.; Nguyen, V.; Truong, T.; Ganji, D.; Tian, Z. An analysis of latent heat thermal energy storage in a hexagonal triplex-tube unit with curve shape fin and CNTs. Case Stud. Therm. Eng. 2022, 36, 102241. [Google Scholar] [CrossRef]
- Maneengam, A.; Ahmed, S.E.; Saeed, A.M.; Abderrahmane, A.; Younis, O.; Guedri, K.; Alhazmi, M.; Weera, W. Numerical Study of Heat Transfer Enhancement within Confined Shell and Tube Latent Heat Thermal Storage Microsystem Using Hexagonal PCMs. Micromachines 2022, 13, 1062. [Google Scholar] [CrossRef]
- Alizadeh, M.; Shahavi, M.H.; Ganji, D.D. Performance enhancement of nano PCM solidification in a hexagonal storage unit with innovative fin shapes dealing with time-dependent boundary conditions. Energy Rep. 2022, 8, 8200–8214. [Google Scholar] [CrossRef]
- Shahsavar, A.; Al-Rashed, A.A.; Entezari, S.; Sardari, P.T. Melting and solidification characteristics of a double-pipe latent heat storage system with sinusoidal wavy channels embedded in a porous medium. Energy 2019, 171, 751–769. [Google Scholar] [CrossRef]
- Shahsavar, A.; Shaham, A.; Yıldız, Ç.; Arıcı, M. Entropy generation characteristics of phase change material in a variable wavy walled triplex tube latent heat storage unit for battery thermal management system. J. Energy Storage 2022, 51, 104374. [Google Scholar] [CrossRef]
- Alizadeh, M.; Nabizadeh, A.; Fazlollahtabar, A.; Ganji, D. An optimization study of solidification procedure in a wavy- wall storage unit considering the impacts of NEPCM and curved fin. Int. Commun. Heat Mass Transf. 2021, 124, 105249. [Google Scholar] [CrossRef]
- Wołoszyn, J.; Szopa, K.; Czerwiński, G. Enhanced heat transfer in a PCM shell-and-tube thermal energy storage system. Appl. Therm. Eng. 2021, 196, 117332. [Google Scholar] [CrossRef]
- Wołoszyn, J.; Szopa, K. A combined heat transfer enhancement technique for shell-and-tube latent heat thermal energy storage. Renew. Energy 2023, 202, 1342–1356. [Google Scholar] [CrossRef]
- Qaiser, R.; Khan, M.M.; Khan, L.A.; Irfan, M. Melting performance enhancement of PCM based thermal energy storage system using multiple tubes and modified shell designs. J. Energy Storage 2021, 33, 102161. [Google Scholar] [CrossRef]
- Hekmat, M.H.; Haghani, M.H.K.; Izadpanah, E.; Sadeghi, H. The influence of energy storage container geometry on the melting and solidification of PCM. Int. Commun. Heat Mass Transf. 2022, 137, 106237. [Google Scholar] [CrossRef]
- Sardari, P.T.; Babaei-Mahani, R.; Giddings, D.; Yasseri, S.; Moghimi, M.A.; Bahai, H. Energy recovery from domestic radiators using a compact composite metal Foam/PCM latent heat storage. J. Clean. Prod. 2020, 257, 120504. [Google Scholar] [CrossRef]
- ANSYS. ANSYS Fluent Theory Guide 2020; ANSYS, Inc.: Canonsburg, PA, USA, 2020. [Google Scholar]
- Bergman, T.L.; Lavine, A.S.; Incropera, F.P.; DeWitt, D.P. Fundamentals of Heat and Mass Transfer, 8th ed.; Wiley: New York, NY, USA, 2017; p. 1046. [Google Scholar]
- Voller, V.R.; Prakash, C. A fixed grid numerical modelling methodology for convection-diffusion mushy region phase-change problems. Int. J. Heat Mass Transf. 1987, 30, 1709–1719. [Google Scholar] [CrossRef]
- Anderson, D.; Tannehill, J.C.; Pletcher, R.H. Computational Fluid Mechanics and Heat Transfer, 3rd ed.; CRC Press: New York, NY, USA, 2016; pp. 1–740. [Google Scholar]
- Kousha, N.; Hosseini, M.J.; Aligoodarz, M.R.; Pakrouh, R.; Bahrampoury, R. Effect of inclination angle on the performance of a shell and tube heat storage unit—An experimental study. Appl. Therm. Eng. 2017, 112, 1497–1509. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Model | S01a | S01b | S01c | S02a | S02b | S03a | S03b | S04a | S04b | |
| mm | 88 | 124.5 | 124.5 | - | - | - | - | - | - | |
| a | mm | - | - | - | 78 | 78 | 100 | 60.8 | 112.7 | 68.7 |
| b | mm | - | 31.1 | 31.1 | - | - | 60.8 | 100 | 68.7 | 112.7 |
| Model | S05a | S05b | S06a | S06b | S07a | S07b | S08a | S08b | ||
| a | mm | 120.5 | 120.5 | 48.4 | 48.4 | 35.5 | 35.5 | 105.2 | 76.2 | |
| b | mm | 34.8 | 34.8 | - | - | - | - | 76.2 | 105.2 | |
| h | mm | - | - | - | - | - | - | 67.1 | 67.1 | |
| r | mm | 10 | 10 | - | - | - | - |
| Property | Dimension | Value |
|---|---|---|
| Melting/solidification latent heat | kJ/kg | 200/207 |
| Solidus/liquidus temperature for melting | °C | 50/60 |
| Solidus/liquidus temperature for solidification | °C | 47/53 |
| Specific heat | kJ/(kg·K) | |
| Thermal conductivity | W/(m·K) | |
| Dynamic viscosity | Pa·s | [57] |
| The density of solid/liquid | kg/m3 | |
| Thermal expansion coefficient | 1/K | [57] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wołoszyn, J.; Szopa, K. Shell Shape Influence on Latent Heat Thermal Energy Storage Performance during Melting and Solidification. Energies 2023, 16, 7822. https://doi.org/10.3390/en16237822
Wołoszyn J, Szopa K. Shell Shape Influence on Latent Heat Thermal Energy Storage Performance during Melting and Solidification. Energies. 2023; 16(23):7822. https://doi.org/10.3390/en16237822
Chicago/Turabian StyleWołoszyn, Jerzy, and Krystian Szopa. 2023. "Shell Shape Influence on Latent Heat Thermal Energy Storage Performance during Melting and Solidification" Energies 16, no. 23: 7822. https://doi.org/10.3390/en16237822